Trans. Nonferrous Met. Soc. China 23(2013) 1281-1285
Influence of filling parameters on fatigue properties of A357 alloy produced by counter pressure plaster mold casting
Qiang LI1, Qi-tang HAO1, Wan-qi JIE1, Maijer DAAN2
1. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China;
2. Department of Materials Engineering, University of British Columbia, 309-6350 Stores Road, Vancouver, BC, V6T 1Z4, Canada
Received 3 March 2012; accepted 28 February 2013
Abstract: The influence of filling parameters including pouring temperature, filling speed, boost pressure and synchronous pressure on the fatigue of A357 alloy produced by counter pressure plaster casting was studied. The Taguchi method was used to investigate the relationship between the fatigue performance and filling parameters. The results show that filling speed is the most significant factor among the four parameters. Synchronous pressures is less influential on the fatigue life when the value of synchronous pressure is from 400 kPa to 600 kPa.
Key words: counter pressure casting; A357 alloy; filing parameters; fatigue properties
1 Introduction
Porosity has significant influence on the fatigue performance of cast Al-Si alloys. Numerous studies [1-8] have proven that fatigue strength is de creased due to the presence of porosity. To reduce or eliminate porosity is the only way to increase the fatigue performance of cast Al-Si alloys. Counter pressure casting (CPC) is a good way to reduce porosity for cast Al alloys.
CPC is one of counter gravity casting methods, such as low pressure casting and vacuum-assisted pressure- adjusted casting. It overcomes many casting problems compared with gravity casting, such as low turbulence or turbulence-free filling, controlled and directional solidification, and elimination in oxide and porosity formation [9]. KATZAROV et al [10] proposed a method for simultaneous treatment of heat and mass transfer processes and porosity formation of casting produced by CPC method, and it was reported that differential pressure (here is called synchronous pressure) was valuable during the process of crystallization. MA et al [11] and MI et al [12] studied the effect of cooling rate on the microstructure and mechanical properties of A357 alloy produced by CPC method. Besides the cooling rate and differential pressure, there are many process parameters in CPC that are very important to casting quality, such as pouring temperature, filling speed, and boost pressure. In this work, the influence of filling parameters including pouring temperature, filling speed, boost pressure and synchronous pressure on the fatigue strength was investigated.
2 Experimental
2.1 CPC process
The CPC equipment used in the present study is shown in Fig. 1. It includes an upper and a lower can (an airtight pressure container). Meanwhile, a mold was placed in the upper can and a holding furnace was kept inside the lower can. The whole counter-pressure casting process can be divided into five stages, i.e., 1) synchronous pressurizing, 2) filling mold, 3) boosting pressure, 4) holding pressure and 5) releasing pressure, as shown in Fig. 2. It should be noted that the upper can and lower can were pressurized with equal pressures until the pressure reached the set-up value (synchronous pressure). Then the pressure in upper can decreased under control while the pressure in the lower can maintained. This allowed metal to rise in the riser-tube, and into the mold at a controlled and tranquil rate, under a countering pressure.

Fig. 1 3D cutaway view of main machine

Fig. 2 Technical process curves of counter pressure casting
2.2 Design of experiments
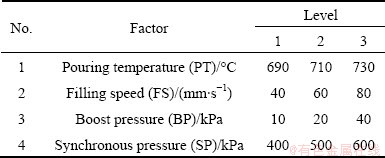
The experiments were designed to establish the effects of filling parameters on fatigue strength in A357 aluminum alloy produced by counter pressure plaster casting with Taguchi method. Four filling parameters and their levels are given in Table 1.
Table 1 Filling parameters and levels
The common principle of Taguchi method is to develop an understanding of the individual and combined effects of a variety of parameters from a minimum number of experiments. A generic signal to noise (S/N) ratio is used to quantify the present variation. There are several S/N ratios available depending on the type of characteristics, including “Larger is better”, “Nominal is best”, and “Smaller is better”. Because the value of fatigue strength is vital in this test, the S/N ratio for “Larger is better” is related to the present study which is given by [13]
 (1)
(1)
where n is the number of repetition in a trial under the same design condition, yi represent the measured values, and subscript i indicates the number of design parameters in the orthogonal array.
2.3 Materials
Commercial igots of alloy A357 were supplied by Shenyang Research Institute of Foundry (SRIF), which contain 7.29% Si, 0.6% Mg, 0.042% Be, 0.17% Ti, 0.023% Fe and balance Al. Eutectic Si modification was accomplished by sodium; grain refinement and degasing were achieved by adding a commercial agent. Figure 3(a) illustrates the plaster casting obtained in the present work. The gauge section of the round bars is of diameter D=10 mm and length 90 mm. There were 9 casting conditions varied with filling parameters according to the Taguchi method, and each condition had 4 specimens for fatigue test. All the specimens were subjected to T6 heat treatment: solution treating at 540 °C for 4 h in an heat treatment resistance furnace, water quenching at room temperature, and then artificial aging at 165 °C for 6 h. The specimen geometry used for the fatigue test is shown in Fig. 3(b).
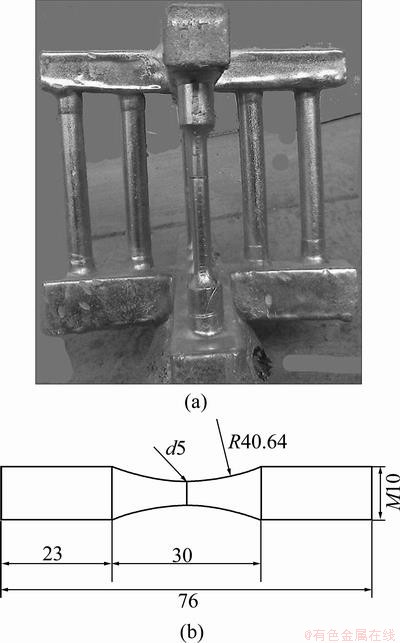
Fig. 3 Plaster casting (a) and specimen geometry for fatigue test (b) (Unit: mm)
Tension-tension fatigue tests were performed on a Sonntag Uniaxial Fatigue Testing Apparatus under high cycle fatigue conditions where the target number of cycles is equal to 106, at room temperature, using a stress ratio of R=0.1 and a sinusoidal waveform. The applied stress varied with specimens from 115 MPa to 165 MPa. The range was based on the former procedures of fatigue test, that is to say, to start the test at a relatively lower stress level, and then continue subsequent tests at increasing loads until specimen failed. The maximum was recorded as the test data. The fracture surfaces were examined using a Hitachi S-2300 scanning electron microscope (SEM).
3 Results and discussion
There were 36 specimens produced by counter pressure casting and 30 fracture surfaces for SEM observation. Table 2 shows the casting process parameters and Fig. 4 shows the SEM images obtained from the fatigue fracture surface of A357-T6 alloy specimen. The arrow in Fig. 4(a) points to the pore where the fatigue crack initiated, and Fig. 4(b) shows this pore at high magnification. By examining the fatigue fracture surfaces, it was observed that most of the fracture occurred at the pore on the sample surface which acted as the main crack initiation site.
Table 2 Casting process parameters
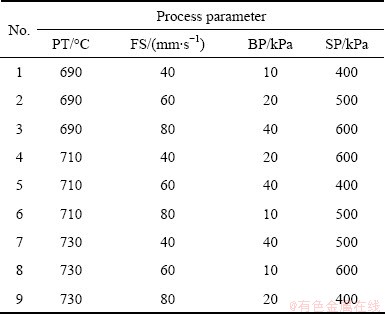
Table 3 shows the experimental results with calculated S/N ratio for fatigue strength. According to the principles of the Taguchi method, using the values given in Table 3, the corresponding S/N responses were derived, which are shown in Table 4 and Fig. 5. For a set-up factor, the present study defines high influence on fatigue strength as the maximum S/N ratio. Consequently, as shown in Table 4 and Fig. 5 (marked with a circle), both of them indicate that the combination of optimal design parameters is: pouring temperature 730 °C, filling speed 40 mm/s, boost pressure 40 kPa, and synchronous pressure 500 kPa.

Fig. 4 SEM images of fatigue fracture surface of A357-T6 alloy specimen
Table 3 Experimental lay out and results with calculated S/N ratios for fatigue strength

Table 4 Response for S/N ratios


Fig. 5 Plot of filling parameters for S/N ratios
The value of Delta and Rank in Table 5 can assess which factor has the greatest effect on the response characteristic of interest. Delta measures the size of the effect by taking the difference between the highest and the lowest values for each response characteristic. The values of Delta show that the effect of filling speed on the fatigue strength is the most significant, followed by boost pressure, pouring temperature and synchronous pressure. Synchronous pressure is a very important parameter, which not only can apply a higher freezing environment, but can make filling process more smooth. However, the results show that the effect is small. For all specimens were produced under counter pressure conditions, and the difference between the highest and lowest values for synchronous pressure was not so big, the effect of synchronous pressure was not significant. And from the value of the S/N ratios, when synchronous pressure was 500 kPa, the fatigue stress was higher.
4 Conclusions
1) A357 alloy was plaster cast under four different design parameters with three levels to assess the effects on the fatigue performance. The minimum value of failure stress was 115 MPa, and the maximum was 165 MPa at 1×106 cycles.
2) Analysis of the fatigue fracture surfaces indicated that the surface porosity tented to act as a crack initiation site greatly.
3) The Taguchi method revealed that filling speed was the most influential factor upon the fatigue performance, followed by boost pressure, pouring temperature and synchronous pressure.
References
[1] BUFFIERE J Y, SAVELLI S, JOUNEAU P H, MAIRE E, FOUGERES R. Experimental study of porosity and its relation to fatigue mechanisms of model Al-Si7-Mg0.3 cast Al alloys [J]. Materials Science and Engineering A, 2001, 316(1): 115-126.
[2] WANG Q G, APELIAN D, LADOS D A. Fatigue behavior of A356-T6 aluminum cast alloys. Part I. Effect of casting defects [J]. Journal of Light Metals, 2001, 1(1): 73-84.
[3] SONSINO C M, ZIESE J. Fatigue strength and applications of cast aluminium alloys with different degrees of porosity [J]. International Journal of Fatigue, 1993, 15(2): 75-84.
[4] MAYER H, PAPAKYRIACOU M, ZETTL B, STANZL-TSCHEGG S E. Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys [J]. International Journal of Fatigue, 2003, 25(3): 245-256.
[5] AMMAR H R, SAMUEL A M, SAMUEL F H. Porosity and the fatigue behavior of hypoeutectic and hypereutectic aluminum-silicon casting alloys [J]. International Journal of Fatigue, 2008, 30(6): 1024-1035.
[6] YI J Z, GAO Y X, LEE P D, FLOWER H M, LINDLEY T C. Scatter in fatigue life due to effects of porosity in cast A356-T6 aluminum-silicon alloys [J]. Metallurgical and Materials Transactions A, 2003, 34(9): 1879-1890.
[7] GAO Y X, YI J Z, LEE P D, LINDLEY T C. The effect of porosity on the fatigue life of cast aluminium-silicon alloys [J]. Fatigue & Fracture of Engineering Materials & Structures, 2004, 27(7): 559-570.
[8] LINDER J, AXELSSON M, NILSSON H. The influence of porosity on the fatigue life for sand and permanent mould cast aluminium [J]. International Journal of Fatigue, 2006, 28(12): 1752-1758.
[9] RUFF G, PRUCHA T E, BARRY J, PATTERSON D. Pressure counter pressure casting for automotive aluminum structural components [R]. SAE Technical Paper Series, 2001: 0411.
[10] KATZAROV I H, ARSOV Y B, STOYANOV P, ZEUNER T, BUEHRIG-POLACZEK A, SAHM P R. Porosity formation in axi-symmetric castings produced by counter-pressure casting method [J]. International Journal of Heat and Mass Transfer, 2001, 44(1): 11-119.
[11] MA X L, WANG H W, ZENG S Y. Effects of cooling rate on microstructure and mechanical properties of A357 alloy during differential pressure casting process [J]. Transactions of Nonferrous Metals Society of China, 2005, 15: 128-131.
[12] MI G, XIN P, ZENG S. Effect of solidification condition on secondary dendrite arm spacing of the A357 alloy under counter-pressure casting [J]. Journal of Wuhan University of Technology: Materials Science Edition, 2009, 24(1): 119-122.
[13] ANTONY J, ANTONY F J. Teaching the Taguchi method to industrial engineers [J]. Work Study, 2001, 50(4): 141-149.
差压铸造工艺参数对石膏型铸造A357铝合金疲劳性能的影响
李 强1,郝启堂1,介万奇1,Maijer DAAN 2
1. 西北工业大学 凝固技术国家重点实验室,西安 710072;
2. Department of Materials Engineering, University of British Columbia, 309-6350 Stores Road, Vancouver, BC, V6T 1Z4, Canada
摘 要:研究差压铸造工艺参数与石膏型铸造A357铝合金疲劳性能之间的关系。通过田口方法对浇注温度、充型速度、增压压力以及同步压力等浇注工艺参数对疲劳性能的影响进行评估。结果表明,在这4个工艺参数中,浇注速度为首要影响因素;而同步压力在400~600 kPa之间变化时,对疲劳性能的影响不大。
关键词:差压铸造;A357合金;浇注参数;疲劳性能
(Edited by Sai-qian YUAN)
Corresponding author: Qiang LI; Tel: +86-29-88494276; E-mail: qiali@mail.nwpu.edu.cn
DOI: 10.1016/S1003-6326(13)62594-7

