
Effect of heat treatment on mechanical properties of thixoformed 7A09 aluminum alloy
WANG Wei-wei(王卫卫), JIA Bin-bin(贾彬彬), LUO Shou-jing(罗守靖)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 10 June 2009; accepted 15 August 2009
Abstract: The effects of solution-ageing treatment on the mechanical properties of semi-solid metal (SSM) products were studied by the method of orthogonal experiment. The microstructure and tensile properties at different treatment conditions were analyzed. The results show that the effects of solution-ageing treatment were obviously influenced by the original microstructure of the SSM billet. Higher temperature is favorable for the sufficient solution of alloy elements, but the grains will grow up when treated at a higher temperature or soaked for a longer time. There is a contradiction between the maximum tensile strength and elongation percentage. Under the condition of solution treatment at 475 ℃ for 12 h and at 133 ℃ for 20-22 h ageing, better properties including about 540 MPa of tensile strength and more than 6.3% of elongation can be obtained in general. The surplus phases not melted in the substrate and the solution precipitated supersaturated elements are the main factors influencing the properties of the alloys.
Key words: 7A09 aluminum alloy; heat treatment; mechanical property; semi-solid metal (SSM)
1 Introduction
Due to the excellent mechanical properties of Al-Zn-Mg-Cu aluminum alloy, it is widely used for the production of important force bearing parts in structures. High mechanical properties have to be acquired with the production procedure of forging and T6 treatment[1-2].
Because of the lower flow stress, excellent deforming ability and near net forming characteristics of metal in semi-solid state, the SSM forming process[3] has made a rapid development and application since it was inverted in 1970s[4-5]. But there is an important technical obstacle due to the special microstructure in SSM, the difficulty to acquire higher mechanical property for SSM products, which blocks the application in metal forming field[6-10]. For SSM products of Al-Zn-Mg-Cu aluminum alloy, CHIARMETT[11] studied the T6 treatment process and the mechanical properties of tensile strength 405 MPa and elongation 6.6% were obtained. LU et al[12] studied the heat treatment (T6) on 7075 aluminum alloy and achieved the property of tensile strength 474 MPa. Compared with the mechanical properties of T6 heat treated products made by conventional forging process[13] (tensile strength 570 MPa, elongation 11%), it is obvious that the mechanical properties obtained from SSM products were much poorer than those of conventional forging products, especially in the performance of ductibility. The largest difference between SSM products and conventional forgings is that there exist large differences in the element content and phase composition within the SSM billet. Research on heat treatment of Al-Zn-Mg-Cu aluminum alloy conducted in recent years indicated that the improvement of mechanical properties for materials could be achieved by rising the temperature during solid solution and strengthening of solid solution[14-15]. Simultaneously, the improvement of mechanical properties can also make benefit from adequate rising of ageing temperature[16-17].
In this work, the authors focused on the T6 heat treatment on SSM forming products of Al-Zn-Mg-Cu aluminum alloy (7A09). Orthogonal experiment method was used to study the influence on the mechanical properties with different combinations of solid solution temperatures and times as well as ageing temperatures and times by the way of tensile testing and optical microstructure observation. The aim is to determine the heat treatment parameters by which good mechanical properties can be obtained and to provide technical
parameters for the heat treatment process and its application of SSM forming products of Al-Zn-Mg-Cu aluminum alloy.
2 Experimental
2.1 Preparation of experimental material and samples
Commercially used large diameter 7A09 aluminum alloy extrusion billets were selected as the experimental materials, whose components (mass fraction) were respectively: Cu 1.2%-2.0%, Mg 2.1%-2.9%, Mn 0.3%, Si 0.4%, Fe 0.5%, Cr 0.18%-0.28%, Zn 5.1%-6.1%, Ti 0.2% and Al balance. The billets were first machined to 60 mm in diameter and 100 mm in length and then the microstructure in semi-solid state (Fig.1) was prepared by the method[18] of direct heating-isothermal treatment. The billets were then extruded to slabs with thickness of 10 mm and width of 50 mm.
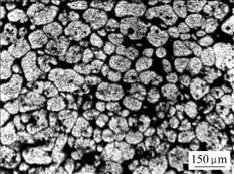
Fig.1 Microstructure of billet[18]
2.2 Experimental method and parameters
Extruded slabs were put into the heating furnace set to the desired solution temperature (±2 ℃) and held for a period, then were taken out rapidly and put into worm water (about 60 ℃) for quenching. The ageing treatment was conducted immediately in an oven preheated to the assigned temperature for desired time, then taken out and air-cooled. Finally, testing samples were cut from the cooled billets along extrusion direction.
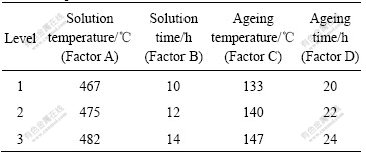
Orthogonal experiment method was adapted in this investigation. There are 4 main factors influencing solid solution and ageing treatment: solution temperature, solution time, ageing temperature and ageing time, which are marked as factor A, factor B, factor C and factor D. Three levels were selected for every factor and then an orthogonal table consisting of 9 groups with 4 factors and 3 levels were constructed, as shown in Table 1. To decrease the experimental chanciness, repeat sampling method was used and the repeating time was selected as 3. This means that there were 3 samples in each group
Table 1 Experimental factors and levels
and the testing result for each group was calculated from the average of 3 samples.
3 Testing results
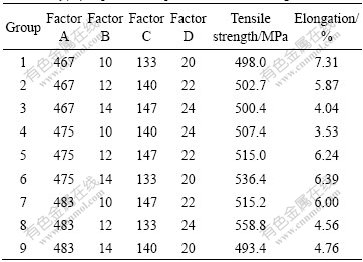
All the experimental parameters arranged from the 4 factors and 3 levels selected above are shown in Table 2. The testing results (data in the table were averaged with 3 samples) are also shown in the table to facilitate analysis.
Fig.2 shows the intuitionistic analytical graphs made from the testing data in Table 2, which described the influence of different factors on the mechanical properties.
According to the analysis on results shown in Table 2 and Fig.2, the influence of each factor on the mechanical properties can be summarized, as shown in Table 3.
Table 2 L9(34) experimental parameters and testing results
4 Analysis and discussion
The influence on tensile strength is analyzed firstly. From Fig.2 and Table 3, it can be seen that the most favorable combination of factors and levels is A3B2C1D3, the 8th group in the experimental sequence, by which the largest tensile strength of 558.8 MPa was obtained within the whole experiments. Microstructure of the sample in this group is shown in Fig.3. Among the 4 factors, the influence sequence can be arranged as follows: C>A>B>D. This means that the ageing temperature and
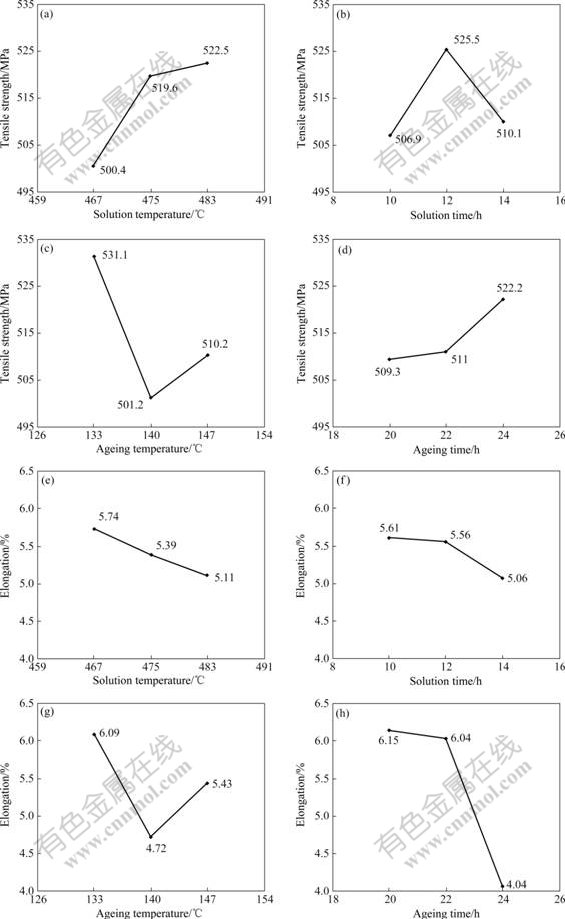
Fig.2 Intuitionistic analyses for tensile strength and elongation
Table 3 Influence of factors on mechanical properties
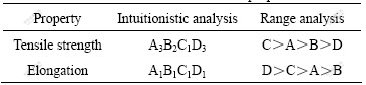
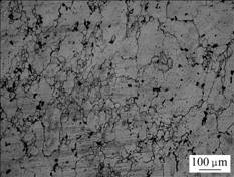
Fig.3 Microstructure of alloy solution treated at 483 ℃ for 12 h and aged at 133 ℃ for 24 h
the solution temperature have greater effects on the tensile strength. It can be seen from Fig.3 that most of the liquid phase surrounding the solid phase have been dissolved into the basement and clean crystals without transition phase and overheated phase has acquired essentially. But a part of surplus phase still existed in the crystal boundary and the growing up of crystal was obvious. After ageing treatment, many catenarian crystals, which were caused by separated supersaturatable elements during ageing, appeared continuously along the crystal boundary and decreased the ductility of the metal severely. Thus, the metal can only has a higher tensile strength but its elongation is difficult to increase.
For the elongation, the most favorable combination of factors and levels is A1B1C1D1. This is the first group in the experimental sequence, in which the largest elongation of 7.31% was acquired. The microstructure of this sample is shown in Fig.4. Among the 4 factors, the sequence of effect influencing the elongation can be arranged as follows: D>C>A>B. From Fig.5, it can be
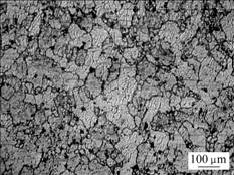
Fig.4 Microstructure of alloy solution treated at 467 ℃ for 10 h and aged at 133 ℃ for 20 h
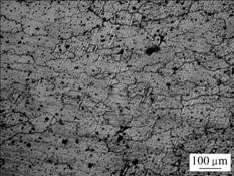
Fig.5 Microstructure of alloy solution treated at 475 ℃ for 12 h and aged at 133 ℃ for 22 h
observed that a part of the lower melt point phase in the boundary has dissolved into base crystals after the treatment by solution at 467 ℃ for 10 h and ageing at 133 ℃ for 20 h. Compared with Fig.3, it can be obviously seen that the degree of solid solution is not as sufficient as that shown in Fig.3 due to the lower temperature in solid solution. But the growth up of crystals was less than the former because the solid solution was conducted in a lower temperature and a shorter time. Since the ageing treatment subsequently was also performed in a lower temperature and a shorter time, the separation of the supersaturatable elements did not cause meshy or continuous catenarian crystals around the base crystals. This made the metal achieve a higher elongation while its strength kept in an adequate level.
Inside the metal in semi-solid state before forming, the microstructure is composed of many solid phase particles with high melting point surrounded by melting liquid phase and there exists large differences in the element content and phase composition between the solid phase and liquid phase[19]. Despite of solid particles elongation along the metal flow direction and the thinning and deforming of lower melting point phase along the boundary of solid phase during plastic deformation, composition segregation still exists obviously between the two phases[10]. The results above illustrate that the effect on solid solution of SSM products can be intensified, but full and sufficient solution is also difficult to achieve. Surplus phases in the boundary of base crystals still exist and distribution of elements within the base crystal is also uneven. Because of the higher temperature of solution, the crystals in the metal tend to grow up. A rapid growth of the crystals and then the decrease of mechanical properties will happen if the solution is conducted in a longer time. During the ageing period, the elements separated out from the base crystals and the surplus phases unsolved in the solution period are all deposited in the boundary of base crystals. This becomes the main reason to influence the mechanical properties of the metal and the ductility will decrease greatly if the deposited phase forms the microstructure with meshy or continuous catenarian crystals.
For most wrought aluminum alloys, the effects of solution-ageing treatment on strength and ductility are in opposite directions: the strength increases while the ductility decreases. It can also be found that the effect of solution-ageing treatment on 7A09 SSM products is the same as that for most wrought aluminum alloys. Compared with conventional forging, the strength of SSM products after treatment can reach a relatively higher lever, but the ductility is still lower than that of the conventional forging. Therefore,the ductility should be improved as high as possible under conditions of maintaining required strength, and the target of ductility is more important.
5 Process optimization and validating experiment
By comparing the influences of the factors and levels on mechanical properties shown in Fig.2, it can be obviously seen that the effect of ageing temperature has a same feature for the two mechanical properties. This means that the two properties keep in a higher level when the metal is aged at lower temperature, and with the increase of ageing temperature the two properties will decrease first and then increase. Compared with the influence range of the 4 factors on the two properties, it is obvious that the other three factors can be arranged in a same sequence for range value: C>A>B, ageing temperature>solution temperature>solution time, despite of factor D (ageing time). But the influence of solution temperature and that of ageing time are acting in reversing directions. This means that the attempt to increase the tensile strength by changing solution temperature or ageing time will cause the decrease of elongation, and vice versa. Balancing between influence direction and influence range of each factor must be done firstly in the optimization of process parameters to get a good combination of factors and levels, by which relatively good mechanical properties might be acquired.
Analyzing the influence of 4 factors one by one, the following facts can be observed.
Factor A (solution temperature) has reversing effects on both tensile strength and elongation. Middle values might balance the effect on two properties. Thus, second level (475 ℃) can be selected for the factor A.
Factor B (solution time) causes the largest value of tensile strength when it is in second level. In addition, the elongation values obtained in 1st and 2nd levels are nearly equal. So, second level (12 h) will be most suitable for factor B.
Factor C (ageing temperature) has the same effect on both tensile strength and elongation. Best values of the two properties are all obtained when factor C is in 1st level. Of cause factor C must be stayed at the first level.
Factor D (ageing time) also has reversing effects on both tensile strength and elongation. But it is obvious that the values of two parameters are all nearly equal when factor D is in 2nd level. Middle value can be selected to balance the effect on two properties. Thus, second level (22 h) can be determined for factor D.
Thus, a new combination of factors and levels is obtained in the form of A2B2C1D2, solution at 475 ℃ for 12 h then ageing at 133 ℃ for 22 h. Since this group has not appeared in Table 2, new experiment and testing must be done with these parameters. The testing results are 542.4 MPa for tensile strength and 6.34% for elongation. This means that the mechanical properties reach higher values and approach to that of conventional forging products[20]. The microstructure is shown in Fig.5.
It should be noticed that the parameters of this group is similar with those of group 6 (A2B2C1D2) in Table 2 and the mechanical properties obtained from the two groups are also nearly equal. Hence, good mechanical properties can be acquired when heat treatment is conducted with the parameters of solution temperature 475 ℃ for 12 h and ageing temperature 133 ℃ for 20-22 h.
6 Conclusions
1) Because of the special microstructure in SSM products, full and sufficient solution is difficult to obtain with the experimental parameters. Better solution results can be achieved by the elevation of solution temperature; but the crystals are easy to grow up if the solution is conducted in a longer time.
2) The influence of 3 factors on tensile strength and that on elongation are inconsistent, excepting that of ageing temperature. It is difficult to improve both the tensile strength and elongation simultaneously by changing solution temperature or ageing time.
3) Good mechanical properties can be acquired by the treating parameters of solution at 475 ℃ for 12 h and ageing at 133 ℃ for 20-22 h. The values about 540 MPa for tensile strength and more than 6.3% for elongation can be obtained.
References
[1] LIN Shun-yan, LIN Jan, TIAN Shi. Development and trends of new aluminum alloy materials [J]. Aluminium Fabrication, 2007, 1: 29-34. (in Chinese)
[2] DAI Xiao-yuan, XIA Chang-qing, LIU Chang-bin, GU Yi. Effects of solution treatment and aging process on microstructure and mechanical properties of 7××× aluminium alloy [J]. Transactions of Materials and Heat Treatment, 2007, 28(4): 59-63. (in Chinese)
[3] SPENCER D B, MEHRABIAN R, FLEMINGS M C. Rheological behavior of Sn-15% Pb in the crystallization range [J]. Metallurgical Transactions, 1972, 3(7): 1925-1929.
[4] REN Xue-ping. Progress of semi-solid forming under pressure [J]. Journal of Materials Engineering, 2006(s1): 476-478, 481. (in Chinese)
[5] LUO Shou-jing, JIANG Ju-fu, LI Yuan-fa. Research progress of semi-solid processing in China [J]. Solid State Phenomena, 2006, 116/117: 149-154.
[6] CAVALIERE P, CERRI E, LEO P. Effect of heat treatments on mechanical properties and damage evolution of thixoformed aluminium alloys [J]. Materials Characterization,2005, 55(1): 35-42.
[7] ARAMI H, KHALIFEHZADEH R, KEYVAN H, KHOMAMIZADEH F. Effect of predeformation and heat treatment conditions in the SIMA process on microstructural and mechanical properties of A319 aluminum alloy [J]. Journal of Alloys and Compounds, 2009, 468: 133-135.
[8] ZHAO Da-zhi, LU Gui-min, Zhang-Yu, GUI Jiang-zhong. Effects of heat treatment parameters on microstructure and properties of extruded semi-solid AlSi7MgBe alloy parts [J]. Special Casting & Nonferrous Alloys, 2007, 27(12): 933-935. (in Chinese)
[9] YU Zhong-shi, ZHANG Heng-hua, SHAO Guang-jie, XU Luo-ping, FANG Yan-yan. Effect of the heat treatment on the microstructure and mechanical properties of the product of A356 aluminum alloy through semi-solid casting [J]. PCTA (Part A: Physical Testing), 2002, 38(11): 489-495. (in Chinese)
[10] YU Zhong-shi, ZHANG Heng-hua, SHAO Guang-jie. Study on optimizing the technology of the solution treatment for SSM products of aluminum alloy [J]. China Foundry, 2003, 52(11): 1078. (in Chinese)
[11] CHIARMETT G. Thixoforming of automobile components [C]// Proc of the 4th Inter Conf on Semi-Solid Processing of Alloys and Components. Sheffield: The University of Sheffield, 1996: 204-207.
[12] LU Gui-min, DONG Wei-guo, REN Qi-feng, CUI Jian-zhong. Heat treatment performance of 7075 aluminum alloy cast by LSC [J]. Journal of Material and Metallurgy, 2002, 1(3): 222-225. (in Chinese)
[13] XIE Shui-sheng, HUANG Sheng-hong. Technology and application of semi-solid metal forming process [M]. Beijing: Metallurgical Industry Press, China, 1999: 6. (in Chinese)
[14] CHEN Kang-hua, LIU Hong-wei, LIU Yun-zhong. Effect of promotively-solutionizing heat treatment on the mechanical properties and fracture behavior of Al-Zn-Mg-Cu alloys [J]. Acta Metallyrgica Sinica, 2001, 37(1): 29-33. (in Chinese)
[15] JING Ai-lin, ZENG Su-min, JIANG Shou-sheng, PENG Bei-shan. Microstructure and mechanical properties of 7A04 aluminum alloy in higher temperature solid solution [J]. Light Alloy Fabrication Technology, 2005, 33(5): 48-51. (in Chinese)
[16] TIAN Fu-quan, CUI Jian-zhong. Microstructures of ultra high strength aluminum alloys [J]. Light Alloy Fabrication Technology, 2006, 34(2): 48-53. (in Chinese)
[17] WANG Tao, YIN Zhi-min. Research status and development trend of ultra-high strength aluminum alloy [J]. Chinese Journal of Rare Metals, 2006, 30(2): 197-202. (in Chinese)
[18] WANG Wei-wei, SONG Jian-li, LUO Shou-jing. Preparation of large-diameter semi-solid 7075 aluminum alloy billets [J]. Solid State Phenomena, 2008, 141/143: 361-365.
[19] YAN Feng-yun, SHAN Wei-wei, HAO Yan, LI Yuan-dong. Microstructure and composition evolution of magnesium alloy MB15 during semi-solid isothermal heat treatment [J]. Materials Science & Technology, 2005, 13(1): 25-29. (in Chinese)
[20] WU Gong, YAO Liang-jun, LI Zhen-xia, PENG Ru-qing, ZHAO Zu-de. Manual of aluminum and aluminum alloys [M]. Beijing: Science Press, China, 1997: 259. (in Chinese)
(Edited by CHEN Ai-hua)
Foundation item: Project(2007-837) supported by Science and Technology Program of Weihai, China
Corresponding author: WANG Wei-wei; Tel: +86-631-5696526; E-mail: wangww@hitwh.edu.cn

