�й���ɫ����ѧ�� 2003,(01),265-270 DOI:10.19476/j.ysxb.1004.0609.2003.01.049
�ݶ����������������̵��������ܺĵ�Ӱ��
������ ½���� ���첨 ������ ���� ���ӽ�
������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,�й�������ҵ��˾,�й�������ҵ��˾ ����110004������������ѧԺ����ϵ,����110015 ,����110004 ,����110004 ,����110004 ,֣��450041 ,֣��450041
ժ Ҫ��
���������������̵Ļ�����ͼ����Ϊ���� ,�����˰ݶ����������������̵Ļ�����ͼ ,Ϊ���������ݶ����������������ܺĵ�Ӱ���ṩ��һ���ȽϵĻ� ,����ij�ݶ�������������������Ϊ���� ,�����˸ó���ʵ������ͼ ,�������������Ӧ�Ļ�����ͼ���û�����ͼ�������ط����˸�������Ĺ����ܺı仯���ۺϱȱ仯���������ۺ��ܺĵ�Ӱ�� ,�Լ������������������ܺĵ�Ӱ�� ,Ϊָ���ó����Ľ��ܽ��Ĺ����ṩ�˶���������
�ؼ��ʣ�
������ ;�ݶ��� ;������ͼ ;ʵ������ͼ ;�ۺ��ܺ� ;�����ܺ� ;
��ͼ����ţ� TF821
����飺 ������(1971),Ů,��ʿ�о���;
�ո����ڣ� 2001-12-07
���� �����ص�����о���չ�滮������Ŀ (G2 0 0 0 0 2 63 0 0 );
Influence of material flow in alumina manufacturing process w ith Bayer method on its energy intensity
Abstract��
Based on the concept of standard materials f lo w diagram (SMFD) of alumina manufacturing process, the SMFD of alumina manufact uring process by Bayer method was constructed. A comparative benchmark for analy zing the influence of material flow on energy intensity was provided. On the bas is of the data of an alumina manufacturing plant by Bayer method, the real mate rial flow diagram of this plant was drawn and the SMFD was constructed according ly. The influence of the change of the unit process energy intensity and the alu mina-process product-ratios on the overall energy intensity and the influences of material flow in a manufacturing process on its energy intensity were analyz ed quantitatively as an example.
Keyword��
alumina; Bayer method; standard materials f low diagram; real materials flow diagram; overall energy intensity; unit proc ess energy intensity;
Received�� 2001-12-07
������������������, �������ܺġ� �ɱ��� Ͷ�ʼ������ȸ���������������ָ�궼�к���Ҫ��Ӱ�졣 ������û�бȽϻ�, �����ж�������, ���Գ���������һֱͣ���ڶ��Է����Ρ�
Ϊ�˱��ڷ��������������������������ܺĵ�Ӱ��, ����
[
1 ]
�Ӻ�����������ƽ������, ����˷�������2�������ġ�ȫ��յ��е���ʽ��������������������ͼ:һ��ȫ�����к����������ϵ�Ωһ�����Ǵ����ι����������ι���; ���������̵���;, û�к����������ϵ����롢 ����� ��ͬʱ��������2������, ����1 t������Ϊ���ղ�Ʒ������ͼ, �����������������̵Ļ�����ͼ�� �ڴ˻�����, �����˻������������̵Ļ�����ͼ, ���û�����ͼ�������ط����˸��������������ܺĵ�Ӱ�졣 ���ڰݶ�������������������кܴ�IJ�ͬ, �������߽��á�������ͼ���о���, �����������ݶ����������������ܺĵ�Ӱ�졣
1 �ݶ����������̵Ļ�����ͼ
������, Ϊ�˽����ܳ�������ܺ�, ijЩ�ϳ��Ⱥ��ùܵ����ܳ�������ȡ������ѹ���ܳ�����, �Դﵽ�����ܳ������ܺĵ�Ŀ�ġ� ��ʵ�ʰݶ���������, ѹ���ܳ��ܵ����ܳ������������ֱ�Ϊa 1 , a 2 (a 1 +a 2 =1), ������������������̻�����ͼ�ĸ���
[1 ]
, �ɻ���ݶ������̵Ļ�����ͼ, ��ͼ1��ʾ��
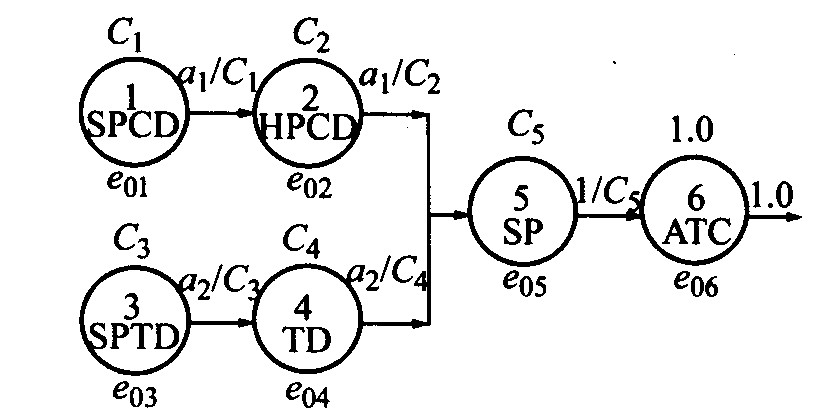
ͼ1 �ݶ������̵Ļ�����ͼ
Fig.1 Standard materials flow diagram of bayer process
(SPCD��Slurry preparation for high-pressure caldron digestion;HPCD��High-pressure caldron digestion;SPTD��Slurry preparation for tube digestion;TD��Tube digestion;SP��Seed precipitation;ATC��Aluminium trihydrate calcining)
ͼ1��ÿ��ԲȦ����һ������, ԲȦ�Ϸ������C 1 , C 2 , ��, C 5 �Ǹ������Ʒ���������ĺ���(�Թ�����������������, ��Һ��������t/m3 ), ��6�������������������, ��C 6 =1; ԲȦ�·������e 01 , e 02 , ��, e 06 �Ǹ�����ϸ��Ʒ�Ļ������ܺ�, GJ/t(��GJ/m3 ); ͼ�м�ͷ��ʾ�����������ϵ�����, ��ÿ����ͷ�Ϸ������a 1 /C 1 , a 1 /C 2 , ��, 1/C 5 �Ǹ������ʵ�����������������֮��, ����Ϊ���ۺϱ�, ������p 01 , p 02 , ��, p 05 (��������Ϊt/t; Һ������Ϊm3 /t)�� һ��ݶ��������������ܺĵ�ͳ�Ʒ�Χ����: ʯ�����ա� ԭ���Ʊ��� ѹ���ܳ��� �ܵ����ܳ��� �ַ֡� ���պ�������7����������, ��ʵ����, ʯ�����պ�����2�������������������ĸ�������, �����ڰݶ������̵Ļ�����ͼ�в�������2������ ��������������ܺ�, ��Ҫ��ָ�������������ܺ�, ����������2������
���ݸû�����ͼ, ����ðݶ������̵�ÿ���������ܺ�E 0 (���ÿ�����������ܺ�)Ϊ
E 0 = a 1 C 1 e 0 1 + a 1 C 2 e 0 2 + a 2 C 3 e 0 3 + a 2 C 4 e 0 4 + 1 C 5 e 0 5 + e 0 6 = p 0 1 e 0 1 + p 0 2 e 0 2 + p 0 3 e 0 3 + p 0 4 e 0 4 + ? p 0 5 e 0 5 + e 0 6 ? ? ? ( 1 )
E
0
=
a
1
C
1
e
0
1
+
a
1
C
2
e
0
2
+
a
2
C
3
e
0
3
+
a
2
C
4
e
0
4
+
1
C
5
e
0
5
+
e
0
6
=
p
0
1
e
0
1
+
p
0
2
e
0
2
+
p
0
3
e
0
3
+
p
0
4
e
0
4
+
?
p
0
5
e
0
5
+
e
0
6
?
?
?
(
1
)
ʽ(1)��ͬ��������״���°ݶ������̵��ܺ�ֵ���жԱȵĻ���
2�ݶ����������������̵�ʵ������ͼ�����ܺķ���
ʵ�ʰݶ����������������̵��������������������ͼ���ᵽ��2����������, ʵ�������к����������ϵ����������ʮ�ָ��ӵ�
[1 ]
�� ���û�����ͼ�����ܺķ�������, ���¿ɰ�����3������:
1)��ij����������������Ϊ����, �ռ�ͳ�������йص��������ܺ�����, Ū���������������ȥ��, ��1 t������Ϊ�����, ���Ƹ����̵�ʵ������ͼ��
2)��ʵ������ͼΪ����, �����������̵Ļ�����ͼ��
3)���ջ�����ͼ, ����ʵ���������ܺĵ�Ӱ�졣
���ջ�����ͼ, �����������ܺĵ�Ӱ��, ����Ҫ������ȷ��ƫ�������ͼ�ĸ����������ۺϱȡ� �����ܺ��Լ�ÿ���������ܺĵ�Ӱ�졣 ����ķ��������ɲο�����
[
1 ,
2 ,
3 ,
4 ,
5 ,
6 ]
��
3�ݶ����������������ܺ�Ӱ��ķ���ʵ��
������ij����Ϊ����, ��������ݶ����������������̵��������ܺĵ�Ӱ�졣 �ó�����Ҫ����������ʯ�����ա� ԭ���Ʊ��� ѹ���ܳ��� �ܵ����ܳ��� �ַ֡� ������ ���յ�7������������ɡ�
3.1 ����ͼ
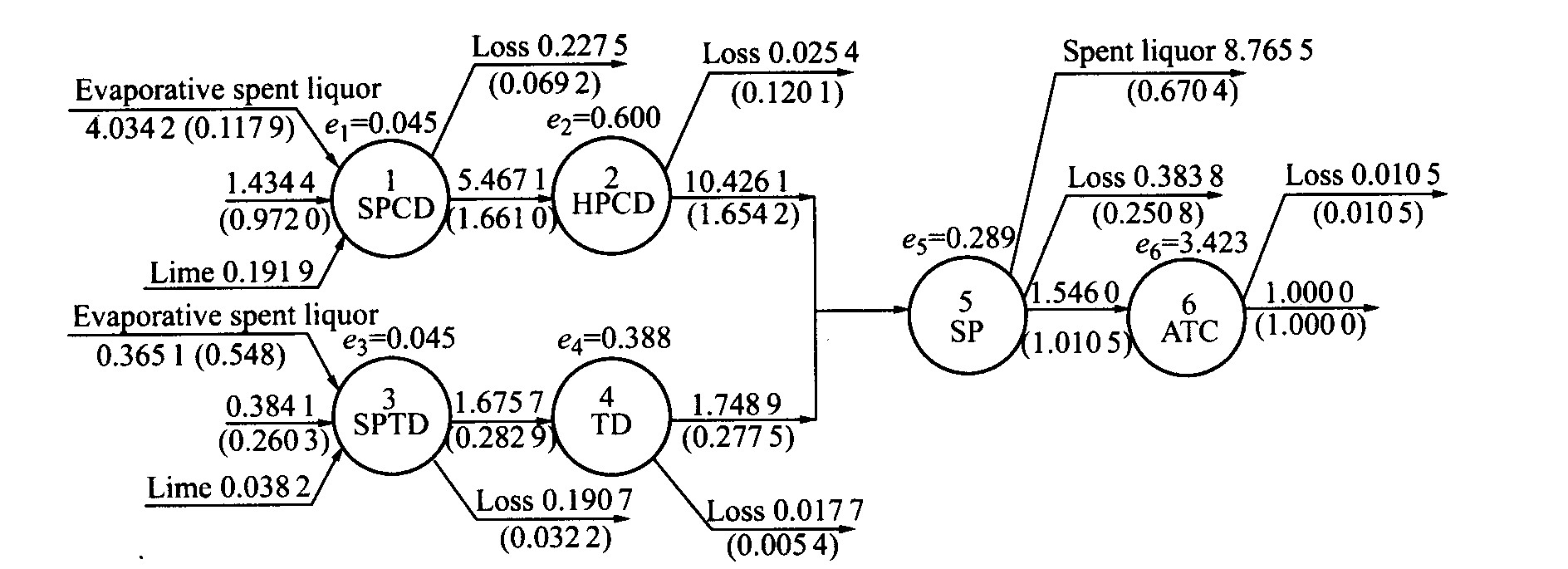
ͼ2��ʾ����1 t������Ϊ���ղ�Ʒ, ���ó�ij��ȵ�ƽ���������ݻ��Ƴ���ʵ������ͼ�� ���ܲ�����, ѹ���ܳ�ռ85.63%, �ܵ����ܳ�ռ14.37%��
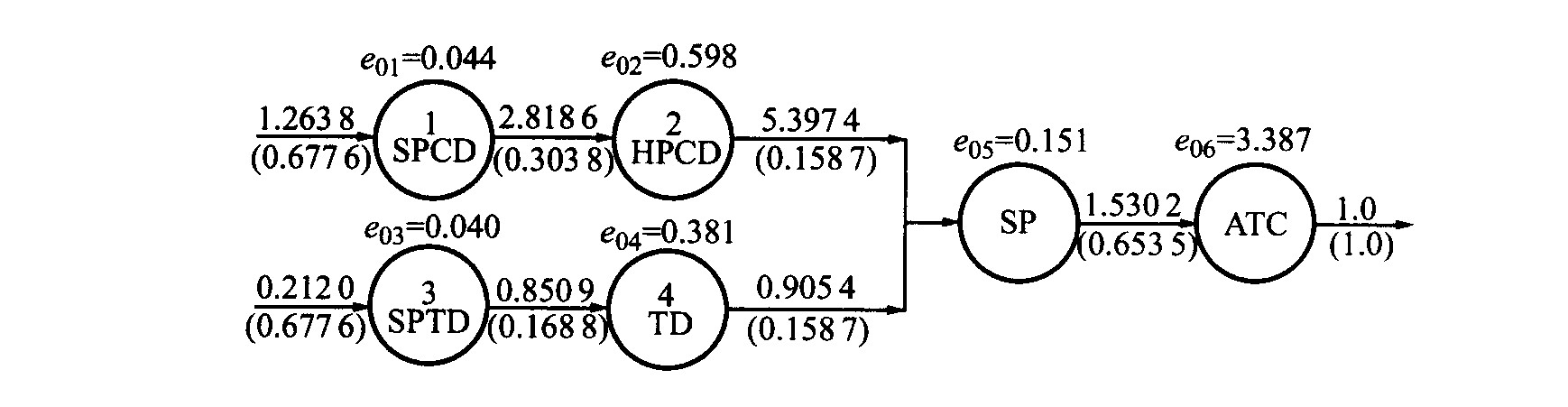
ͼ2����ԲȦ�Ϸ������˸�������Ĺ����ܺ�; ��ÿ����ͷ�ϱ����˸����������ۺϱ�(�����������), ����������ע������֮�൱�������������� ͼ3��ʾ�Ǹ���ͼ2������������֮���Ӧ�Ļ�����ͼ�� ͼ3��ԲȦ�Ϸ��������Ǹ�����Ļ������ܺ�; ��ͷ�Ϸ�ע�����Ǹ����������ۺϱ�; ��ͷ�·�ע�����Ǹ������Ʒ��������������
3.2 �ܺļ���ͷ���
3.2.1 ѹ���ܳ��ܵ����ܳ��������������ܺıȽ�
��ʵ������ͼ��, ͨ�����Ʊ����������ĵ�����ĸҺ��ʯ����, �ɼ�ӵؽ�ʯ�����պ�����2������������ϵ������ ����, ����ʵ������ͼ�и������ܺĺ��ۺϱȵ���ֵ, �ɷֱ�������ѹ���ܳ����պܵ����ܳ���������1 t���������ܺ�E 1 ��E 2 (����ʯ�����պ�����2�������������ڵ����й���):
ͼ2 ij���������̵�ʵ������ͼ
Fig.2 Real materials flow diagram for manufacturing process(based on per ton alumina)
ͼ3 ij���������̵Ļ�����ͼ
Fig.3 Standard materials flow diagram for manufacturing process
ʽ�� e 7 ָ������ĸҺΪ��������IJ�Ʒ��ͳ�Ƶ����������ܺ�, GJ/m3 ; p 71 , p 72 �ֱ�ָѹ���ܳ��ܵ����ܳ������ĵ�����ĸҺ; e 8 ָ��ʯ��Ϊʯ�����չ���IJ�Ʒ��ͳ�Ƶ�ʯ�����չ����ܺ�, GJ/t; p 81 , p 82 �ֱ�ָѹ���ܳ��ܵ����ܳ������ĵ�ʯ����; 85.63%��14.37%�ֱ�ָ�ܲ�����ѹ���ܳ��ܵ����ܳ���ռ�ı�����
�ɼ�, Ϊ������1 t������, ��ѹ���ܳ�Ҫ���ùܵ����ܳ������6.935 GJ�� ����, Ϊ�˽���ÿ���������ܺ�, Ӧ���������ӹܵ����ܳ��ı���, ����ѹ���ܳ��ı�����
3.2.2 ÿ�����������ܺ���ʵ���ܺĵļ���ͶԱ�
��ͼ3���Կ���, ������ͼ�в�����ʯ�����պ�����2������, Ϊ�˽�ÿ��������ʵ���ܺ�����ܺĽ��жԱ�, �����������ÿ��������ʵ���ܺĺͻ��ܺľ���������2������
����ͼ2����ø����̵�ÿ��������ʵ���ܺ�E s :
E s =0.045��5.467 1+0.600��10.426 1+
0.045��1.675 7+0.388��1.748 9+
0.289��1.546 +3.423��1.0 =
11.133 GJ/t
����ͼ3����ø����̵�ÿ�����������ܺ�E 0 :
E 0 =0.044��2.818 6+0.598��5.397 4+
0.040��0.850 9+0.381��0.905 4+
0.151��1.530 2 + 3.387��1.0 =
7.347 GJ/t
��1���г��������������� ������������ʽ�Ⱥ��Ҳ�������ܺĺ��ۺϱȵIJ�ֵ, ����������Ǹ��Զ��ܺĵ�Ӱ����(����1)��
�ɱ�1�ɼ�, �ó�ÿ��������ʵ���ܺıȻ��ܺĸ߳�3.784 GJ/t�� ����, ��ʵ�ʹ����ܺĸ��ڻ������ܺĶ�������ܺ�����Ϊ0.305 GJ/t, ռ������8.06%, ���������Ĺ������ַֹ���, ռ������69.89%; ���ۺϱȵIJ�ֵ��������ܺ�����Ϊ3.479 GJ/t, ռ������91.94%, �������Ĺ�����ѹ���ܳ�����, ռ������86.43%��
3.2.3 ÿ�������Թ����ܺĺ��ۺϱȵ�Ӱ��
Ӱ�������Ĺ����ܺĺ��ۺϱȵ���������7�ɡ� ��Щ���������ۺϱȺ����ܺĵ�Ӱ�����ڱ�2�� �ñ��г��˸����������ۺϱȺ����ܺĵ�Ӱ������ ���ۺϱȼ��ϸ����������ۺϱȵ�Ӱ������, ���õ���ʵ���ۺϱȡ� �����ܺ�Ҳ���������Ĺ�ϵ��
�ɱ�2�ɼ�, ��Щ������, �е�ֻӰ�칤���ܺ�, ����Ʊ���ʧ, ֻ���Ӹõ�����Ĺ����ܺ�; �еļ�Ӱ�칤���ܺ���Ӱ���ۺϱ�, �籺����ʧ, �������˱��չ���Ĺ����ܺ�, ����������ǰ�����������ۺϱȡ�
3.2.4 ���������ĵ�λ���������ܺĵ�Ӱ��
���������ĵ�λ������(��Һ��Ϊ0.01 m3 , �Թ���Ϊ1 kg)���ܺĵ�Ӱ�����ڱ�3��
�ɱ�3�ɼ�, �����������ʧ��ʹ�������ܺ�����, ��Խ�Ǻ���, ����Խ��, �籺�չ������ʧÿ����1 kg, ����ʹÿ���������ܺ�����0.0073 GJ�� ԭ���Ʊ���ʧ, ��Ҫ�ǻ�е��ʧ, Ӧ��
ǿ�����Խ�������ʧ; ���ڱ�����ʧ, ��Ҫ��ͨ������ҤҤβ���������ߵ�, Ӧѡ���Ч�ij����豸�����ϼ��Ի���; ���ڽ����ַ�ĸҺ�е����������ܳ���ʧ, ��Ҫ�ǻ�ѧ��ʧ, Ӧע���ƽ�������������߷ֽ��ʺ��ܳ���, �Լ��ٽ���ѭ��ĸҺ�ͳ����е����������� ���ֻ�ѧ��ʧ, ������������ԭ���е�SiO2 ��������, ���Ի�Ӧע����ú��ʵ�ѡ������߿�ʯ��Ʒλ
[7 ,8 ,9 ,10 ]
��
��1 ij��ÿ�����������ܺ���ʵ���ܺĵĶԱ�
Table 1 Comparison between standard and practical energy intensity of per ton alumina (GJ/t)
SPTD
TD
SPCD
HPCD
SP
ATC
Total
E 0 0.035
0.345
0.123
3.227
0.232
3.387
7.347
E s 0.076
0.679
0.248
6.260
0.447
3.423
11.133
E s -E 0 0.041
0.334
0.125
3.033
0.215
0.036
3.784
0.007
0.013
0.010
0.026
0.213
0.036
0.305
0.034
0.321
0.115
3.007
0.002
0
3.479
��2 �����������ۺϱȺ����ܺĵ�Ӱ��
Table 2 Influence of materials flow on alumina-process product-ratios and process energy intensity
Item
UPEI
UPEI
UPEI
UPEI
UPEI
UPEI
Loss from ATC
0.008 9
0.009 5
0.029 6
0.056 7
0.016 1
0.036
0.213 4
0.227 1
0.706 9
1.353 7
0.038
0.570 5
0.607 0
1.889 6
3.618 4
0.100
0.022 4
0.002
0.001
0.032 0
0.007
0.005
0.824 8
0.005
0.843 6
0.007
2.648 4
0.001
5.028 7
0.002
0.016 1
0.138
0.000 0
0.036
0.850 9
0.040
0.905 4
0.381
2.818 6
0.044
5.397 4
0.598
1.530 2
0.151
1.000 0
3.387
1.675 7
0.045
1.749 0
0.388
5.467 0
0.045
10.426 1
0.600
1.546 3
0.289
1.000 0
3.423
PR��Product ratio; UPEI��Unit process energy intensity.
��3 ���������ĵ�λ���������ܺĵ�Ӱ��
Table 3 Influence of unit increment of materials flow quantity on energy intensity (GJ/t)
Loss of ATC
Loss of SP
Spent liquor
Loss of HPCD
Loss of SPCD
Loss of TD
Loss of SPTD
0.007 3
0.002 6
0.003 0
0.001 0
0.000 4
0.000 8
0.000 4
4 ����
1)�����������������̻�����ͼ�ĸ���, �����˰ݶ����������������̵Ļ�����ͼ�� Ϊ���������ݶ����������������ܺĵ�Ӱ���ṩ�˱ȽϵĻ��� ����ij���ݶ������̵���������Ϊ����, �����˸����̵�ʵ������ͼ, ����������֮��Ӧ�Ļ�����ͼ��
2)��ʵ������ͼ�е�����Ϊ����, �ֱ������ѹ���ܳ��ܵ����ܳ�����1 t���������ܺġ� �������, ��ѹ���ܳ�Ҫ���ùܵ����ܳ������6.935 GJ/t�� ����, Ϊ�˽��Ͷ��������ܺ�, Ӧ���������ӹܵ����ܳ��ı���, ����ѹ���ܳ��ı�����
3)�û�����ͼ�о��������˰ݶ����������������ܺĵ�Ӱ�졣 ������������������, ������ij�����������������ι������ĺ�����������, ������ù������ι����ʵ�����, �Ӷ�����ÿ���������ܺ�, ����Խ�Ǻ���, ����Խ�ࡣ
�����
[1] ��������,���첨,½����,�Ȼ����������������������������ܺĵ�Ӱ��[J].������ѧѧ��,2002,23(10):944947����LIULi ru,YUQing bo,LUZhong wu,etal.Influ enceofmaterialflowinaluminamanufacturingprocesswithBayer sintercombinationmethodonitsenergyin tensity[J].JournalofNortheasternUniversity(NaturalScience),2002,23(10):944947
[2] ��½����,�̾ž�,���첨,�ȸ����������̵��������ܺĵ�Ӱ��[J].����ѧ��,2000,36(4):370378.����LUZhong wu,CAIJiu ju,YUQing bo,etal.Studyontheinfluenceofmaterialflowonenergyintensityofsteelmanufacturingprocess[J].ActaMetallurgicaSinica,2000,36(4):370378.
[3] �����첨,½����,�̾ž�.���������������������ܺ�Ӱ��ļ��㷽��[J].����ѧ��,2000,36(4):379382.����YUQing bo,LUZhong wu,CAIJiu ju.Studyonthemethodforcalculatinginfluenceofmassflowonenergyintensityinsteelmanufacturingprocess[J].ActaMetal lurgicaSinica,2000,36(4):379382.
[4] �����첨,½����,�̾ž�.���������������������ܺ�Ӱ��ı��������[J].������ѧѧ��,2001,22(1):7174.����YUQing bo,LUZhong wu,CAIJiu ju.Thecalculat ingformofinfluenceofmaterialflowonenergyintensityinsteelmanufacturingprocess[J].JournalofNortheast ernUniversity,2001,22(1):7174.
[5] ��LuZW ,CaiJJ,YuQB ,etal.TheInfluenceofmate rialsflowinsteelmanufacturingprocessonitsenergyin tensity[A].SONGJian.ProceedingsofInternationalConferenceonEngineeringandTechnologicalScience2000[C].Beijing:NewWorldPress,2000.11411146.
[6] ��������,½����,���첨,���������ۺ��ܺĵ�e p����[J].�й���ɫ����ѧ��,2002,12(6):12941298,����LIULi ru,LUZhong wu,YUQing bo,etal.e panalysisoftheoverallenergyintensityofaluminaproduc tion[J].TheChineseJournalofNonferrousMetals,2002,12(6):12941298
[7] ��SpitzerDP .Developmentofnewbayerprocessfloccu lants[A].LightMetals[C].Warrendale:TMS ,1991.167171.
[8] ��WANGQing wei,TIANGeng you,YANGZhong yu.Aspectofdeepdesilicationwithlimeagent[A].LightMetals[C].Warrendale:TMS ,1997.2933.
[9] ��AdansibAN ,BlooreET ,CarrAR .BasicprinciplesofBayerprocessdesign[J].JExtrMetofAluminum,1963(1):23.
[10] ��PawlekF .Theleachingbehaviorofbauxiteduringme chanicalchemicaltreatment[A].LightMetals[C ].Warrendale:TMS ,1992.9195.