基于改进PSO的中厚板轧制规程能量优化设计
谭貌,段斌,周啸,李友芝
(湘潭大学 智能计算与信息处理教育部重点实验室,湖南 湘潭,411105)
摘要:基于中厚板轧制规程优化是多个连续决策变量的复杂非线性优化问题,以最小化轧制能耗为目标,建立轧制规程的能量优化设计模型;基于粒子群优化算法(particle swarm optimization,PSO)进行轧制规程优化设计,通过规划最佳道次板厚分配实现轧制能耗目标最优;针对中厚板轧制生产特点及其对算法全局搜索能力和收敛速度的要求,提出一种改进PSO,通过构造新的惯性权重和加速系数非线性调整策略,平衡算法不同阶段的粒子全局搜索和精确搜索能力,引入局部平均值的同时构造非线性局部加速系数,以减小对收敛速度的影响。研究结果表明:改进PSO应用于轧制规程优化,能耗明显降低,全局搜索能力强且收敛速度快,综合性能比遗传算法、标准PSO及几种常用改进算法的优。
关键词:粒子群优化;轧制规程;压下规程;能量优化
中图分类号:TG335.11; TP18 文献标志码:A 文章编号:1672-7207(2014)05-1476-08
Energy optimization of medium plate rolling schedule based on improved particle swarm optimization algorithm
TAN Mao, DUAN Bin, ZHOU Xiao, LI Youzhi
(Key Laboratory of Intelligent Computing & Information Processing of Ministry of Education,
Xiangtan University, Xiangtan 411105, China)
Abstract: Considering that optimization of medium plate rolling schedule is a complex nonlinear optimization problem, optimization model for minimizing the energy consumption during hot rolling was built with regard to multiple continuous variables, and the best allocation of reduction ratio among rolling passes was planned by particle swarm optimization (PSO) algorithm to achieve the optimal target. For the characteristics of medium plate rolling and the algorithm requirements for global search ability and convergence speed, an improved PSO was proposed, in which a new strategy for adjusting the inertia weight coefficient and the acceleration coefficient nonlinearly was constructed to balance the global and accurate search ability at different stages, while introducing local mean of particle velocity, a nonlinear local acceleration coefficient was also constructed to reduce the side effects on convergence speed. The results show that the energy consumption of the optimized rolling schedule reduces significantly, and considering that global search ability and convergence speed, the overall performance of the improved PSO is better than that of GA, standard PSO and several other improved PSO algorithms.
Key words: particle swarm optimization (PSO); rolling schedule; reduction schedule; energy optimization
轧制规程设计是板带钢材重要生产管理环节,合理的轧制规程可以在满足设备及工艺约束前提下降低轧机负荷,节约生产能源[1]。轧制规程设计最重要的工作是合理分配道次板厚压下量,压下分配满足多阶段最优决策基本条件[2]。动态规划法可以有效求解多阶段决策问题。张晓丹等[2]以总轧制能耗最小、张海东等[3]以改善板形为目标,采用动态规划法进行轧制规程优化,计算时间短,方法实用性强,但不足之处在于对板厚压下量进行离散化处理,算法效率提高的同时降低了求解精度。群体演化计算是目前广泛研究的优化算法,适合求解连续优化问题。魏立新等[4-6]采用遗传算法、蚁群算法、蛙跳算法等几种典型群体演化算法实现了轧制规程优化求解,效果较好,但是,对工程计算复杂性考虑不足。粒子群优化算法(particle swarm optimization,PSO)是一种新的群体演化算法[7]。王建辉等[8-9]基于PSO算法进行板带轧制规程优化,针对问题特点进行算法改进,应用效果良好。PSO算法改进的常用方法有惯性权重动态调整[10-11]、加速系数动态调整[12]、引入邻域平均值[13]以及智能算法混 合[14]等。现有研究中,基于PSO的轧制规程优化用于板带连轧较多,中厚板轧制为多道次单轧,轧制过程参数计算更加复杂、耗时,对算法收敛速度要求高,同时轧件变形程度大,轧制规程优化时目标搜索空间增大,算法更易陷入局部收敛。为此,本文作者提出一种改进PSO算法,通过构造新的惯性权重和加速系数非线性同步调整策略平衡算法在不同阶段的全局搜索和精确搜索能力,引入局部平均值的同时构造非线性局部加速系数,以尽量减小对收敛速度的影响;综合考虑设备能力及工艺约束,以最小化轧制能耗为目标建立轧制规程的能量优化模型,基于改进PSO规划最佳道次板厚分配实现轧制能耗最小化。
1 问题描述及相关计算模型
1.1 问题描述
中厚板轧制过程热力耦合,其中最大的能量消耗为使金属产生形变所做的功[15]。
若总计n个轧制道次,第i个道次的轧制能耗为Ai,轧制过程消耗的总能量为各个道次能耗累加值。压下规程能量优化的目标函数为
 (1)
(1)
优化过程同时满足以下设备能力和工艺约束条件。
(1) 各道次轧制压力Pi应满足
0<Pi≤Pimax
其中:Pimax为第i道次机架的最大轧制压力。
(2) 各道次轧制力矩Mi应满足
0<Mi≤Mimax
其中:Mimax为第i 道次机架的最大轧制力矩。
(3) 各道次轧制功率Ni应满足
0<Ni≤Nimax
其中:Nimax为第i道次机架的最大轧制功率。
(4) 各道次压下率ei应满足
eimin≤ ei ≤eimax
其中:eimin和eimax 分别为第i道次允许的最小和最大道次压下率。
1.2 相关计算模型
轧制过程参数计算是热轧领域的经典问题,基于文献[15-16],对其进行介绍。
1.2.1 轧制力计算
轧制力P采用经典SIMS公式进行计算:
 (2)
(2)
式中:W为轧件宽度; 为考虑弹性压扁的轧辊半径;
为考虑弹性压扁的轧辊半径; 为轧件的厚度压下量;Qp为应力状态系数函数;
为轧件的厚度压下量;Qp为应力状态系数函数; 为轧件材料的平均变形抗力。
为轧件材料的平均变形抗力。
轧辊压扁半径可采用式(3)和式(4)所示的Hitchcock公式进行计算:
 (3)
(3)
 (4)
(4)
其中:E为轧辊弹性模量;v为轧件泊松比,热轧中可近似等于0.3。轧制力和压扁半径反复迭代计算,直至压扁半径保持稳定。
粗轧和精轧阶段Qp分别采用式(5)所示的采利柯夫公式和式(6)所示的回归公式进行计算:
 (5)
(5)

 (6)
(6)
式中:lc为轧辊与轧件接触弧的水平投影长度;hc为轧制前后的轧件平均厚度; 为厚度压下率。
为厚度压下率。
平均变形抗力采用以下计算式进行计算:
 (7)
(7)
 (8)
(8)
式中:σ0,a1,a2,a3,a4,a5和a6为与材料化学成分相关的系数,具体取值由实验数据回归分析确定;T为轧件表面热力学温度;μ为采用对数应变方法计算的压下变形速度;e为对数应变系数。
1.2.2 轧制力矩计算
根据轧制力和力臂计算求轧制力矩M:
 (9)
(9)
式中:a为轧制力臂长度;φ为力臂系数。
1.2.3 轧制功率计算
轧制功率N由轧制力矩和轧辊转速计算取得:
 (10)
(10)
式中: 为轧辊转动角速度。
为轧辊转动角速度。
1.2.4 轧制能耗计算
单道次轧制过程的能量能耗A与轧制力矩间存在等式计算关系:
 (11)
(11)
则
 (12)
(12)
式中: 为轧件通过轧辊期间内轧辊的转角;为轧辊转动的角速度;t为轧制时间;l1为轧件的轧后长度;f为轧制前滑值。
为轧件通过轧辊期间内轧辊的转角;为轧辊转动的角速度;t为轧制时间;l1为轧件的轧后长度;f为轧制前滑值。
1.2.5 温降计算
变形抗力是轧制力计算的重要组成部分,温度直接参与变形抗力计算。在轧制过程中,能量消耗的计算需将温度因素考虑在内。板带轧制时,一般认为对流和传导所散失的热量与变形功所转化的热量抵消,主要考虑高温下轧件热辐射带来的温降以及高压水除磷带来的温降。
辐射温降 计算方法为
计算方法为
 (13)
(13)
式中:k1为考虑散热条件的系数;t为冷却时间;h为轧件厚度。
高压水除磷温降 计算方法为
计算方法为
 (14)
(14)
式中:T0为环境热力学温度;εr为轧件相对黑度。
2 改进PSO算法
粒子群优化算法(PSO)由Kennedy和Eberhart于1995年提出[7],是一种基于群体智能的演化计算方法。在粒子群算法的每一个演化代,粒子的信息被组合起来作为速度用以调整每一维上的分量,继而被用来计算新的粒子位置。粒子在多维空间中不断改变它们的状态,直到种群达到平衡或算法达到最大迭代次数。
标准PSO算法[17]在原始PSO算法[7]基础上引入惯性权重,粒子速度更新公式为
 (15)
(15)
式中:w为惯性权重,用于控制粒子历史速度对当前速度的影响;c1和c2分别为认知加速系数和社会加速系数,分别表示粒子的个体和全局最优位置对当前速度的影响;r1和r2为在[0,1]范围内均匀分布的随机数;Pib为粒子的个体历史最好位置;Pgb为粒子的全局历史最好位置;xid,n为第n个演化代粒子的位置;vid,n和vid,n+1分别为第n代和n+1个演化代粒子的速度。
中厚板轧制过程热力耦合,轧制规程计算复杂、耗时,轧件变形程度大,目标搜索空间大,对算法收敛速度和全局搜索能力要求均较高。PSO本质上是一种随机搜索算法,其全局搜索能力受惯性权重和全局最优粒子影响很大,w越大,则粒子全局搜索能力越强;w越小,则粒子局部搜索能力越强[9]。本文改进PSO算法的粒子速度更新策略,通过三角函数的平移和缩放,在一定值域同时非线性动态调整惯性权重值和加速系数。
动态调整的计算函数为:

 (16)
(16)

 (17)
(17)
式中:cmax和cmin分别为系数最大和最小取值;n为当前迭代次数;kmax为最大迭代次数。与线性调整相比,f1使得较大的系数取值在迭代初期较好保持,而在迭代中后期快速减小,f2反之。
算法中惯性权重和加速系数非线性调整的指导思想是:在搜索前期大范围搜索内充分发挥个体的寻优能力,提高收敛速度,而在搜索中后期迅速加强粒子的局部搜索能力,快速获取精确解。
改进的惯性权重、认知加速系数和社会加速系数分别按下式进行计算:
 (18)
(18)
 (19)
(19)
 (20)
(20)
式中:wmax,wmin和wn分别为粒子速度的最大惯性权重、最小惯性权重和第n次迭代后的惯性权重;c1max,c1min和c1,n分别为粒子的最大、最小和第n次迭代后的认知加速系数;c2max,c2min和c2,n分别为粒子的最大、最小和第n次迭代后的社会加速系数。
为使粒子摆脱局部极值,在粒子速度更新公式中引入粒子局部平均值[13],并与本文的非线性系数调整策略相结合构造局部加速系数。局部加速系数非调整的指导思想是:前期大范围搜索时尽量减小对粒子个体寻优能力的干扰,不影响收敛速度,后期逐步增大局部扰动,辅助粒子摆脱局部极值。
改进的粒子速度更新公式为:
 (21)
(21)
 (22)
(22)
式中:c3为局部加速系数;r3为[0,1]范围内的随机数;Plb为粒子群环形逻辑结构上若干最近粒子的位置平均值[13];c3max,c3min 和c3,n分别为局部加速系数c3的最大、最小和第n次迭代后的取值。
3 轧制规程能量优化设计
3.1 决策变量选取
本文通过规划最佳道次板厚分配实现轧制能耗目标最优,板厚分配由道次压下率确定,若直接采用道次压下率作为决策变量,则问题中关于决策变量还隐含下式连乘约束条件:
 (23)
(23)
式中:hsrc为原始板坯厚度;hdest为最终目标钢板厚度;ei为第i个道次的压下率。该约束条件为关于道次压下率决策变量的非线性约束条件,计算处理较复杂,若强行转化为线性约束条件,则可能导致较大误差。为此,重新选取道次轧件出口厚度作为决策变量,定义x=[x1 x2 … xn]。其中,xi为第i道次轧件出口厚度,x1=hsrc,xn=hdest,则压下率约束条件转化为如下线性不等式约束条件:
 (24)
(24)
以轧件出口厚度为决策变量,以轧制能耗最小为优化目标,粒子群优化的适应度函数为
 (25)
(25)
3.2 轧制规程能量优化的实现
中厚板轧制规程能量优化流程如图1所示。
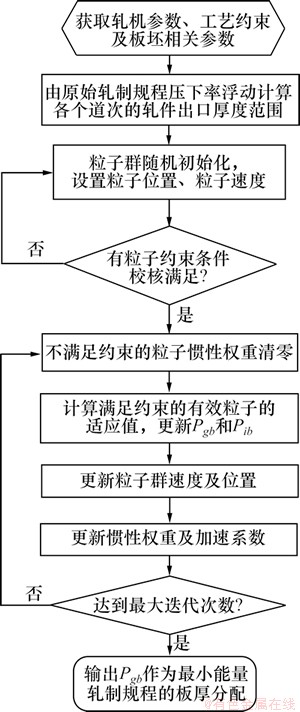
图1 轧制规程能量优化流程图
Fig. 1 Flowchart of energy optimization for rolling schedule
优化方法的基本思想是:令道次压下量基于原始压下规程按比例上下浮动,得到粒子位置取值上下限;为保证钢板板形和质量,设置道次压下率限制;基于改进PSO算法搜索适应度函数值最小的轧制规程方案;基于该轧制规程计算轧制参数,根据轧机参数限制和道次压下率限制校核轧制规程。
在算法优化过程中对约束条件进行校核,若粒子位置不满足约束条件则惯性权重清零。粒子速度更新不再受历史速度的影响,但是,在社会加速、个体加速以及局部加速的影响下粒子还能继续移动。达到限定迭代次数后若仍未找到满足约束条件的解,则重新启动计算过程。本文在已有轧制规程上进行优化,压下率调整限定在一定幅值内,且工厂经验规程对设备能力和工艺约束留有一定裕量,所以,不满足约束的情况不频繁,该种处理方法是适用的。
3.3 算法参数选取
在实际应用中,必须对算法参数进行实例化,参照文献中常用取值进行试验修正。本文PSO算法的参数值选取如下。
粒子群规模设定为50,迭代次数n限定为200次,w的调整范围为[0.90, 0.40],c1的调整范围为[1.25,0.50],c2的调整范围为[0.50,1.25],c3的调整范围为[0.30,0.75],w,c1,c2和c3分别按式(18),(19),(20)和(22)在各自值域内非线性调整;粒子的飞行速度按式(21)的改进速度更新公式调整。
4 实验及结果分析
以双机架中厚板轧机轧制规程优化设计为例,按设定轧机参数值和算法参数值,基于本文改进PSO算法进行优化计算。
轧机参数设定如表1所示。
表1 双机架中厚板轧机参数
Table 1 Parameters of dual rack plate mill

以常见的Q235钢种作为轧件材料,设定材料相关系数的回归分析值[16]。板坯料长×宽×厚为2 900 mm×2 450 mm×245 mm,轧后目标钢板长×宽×厚为59 208 mm×2 450 mm×12 mm;轧件初始温度为 1 150 ℃,轧制速度按原始规程轧制确定;原始规程包含12个道次,前5个道次为粗轧道次,道次间隔时间为5 s,后5个道次为精轧道次,道次间隔时间为10 s,轧制规程优化不涉及整形和展宽道次。
使用上述轧机参数值和3.3节中选取的算法参数值,基于改进PSO算法进行优化计算。
原始轧制规程各道次的轧件出口厚度为
x = [178.0, 140.0, 108.0, 83.0, 64.0, 49.0, 38.0, 29.0, 22.0, 17.0, 13.5, 12.0] mm。
为保证钢板板形和质量,道次压下率限定在30%以内,末道次压下率限定为10%~15%。令道次压下量基于原始轧制规程上下浮动3%,计算轧件出口厚度范围。粒子群搜索过程中基于轧机参数限制和道次压下率限制校核压下规程的有效性。
计算得到的最佳适应度函数值为
 kW・h
kW・h
对应的优化后各个道次的轧件出口厚度为
x = [178.7, 134.7, 103.8, 79.8, 61.5, 47.1, 36.5, 27.9, 21.6, 17.2, 14 1]。
优化后轧制规程的详细参数与原始轧制规程参数的对比情况见表2。
表2 原始轧制规程与优化后轧制规程参数对比
Table 2 Parameter comparison of original rolling schedule and optimized rolling schedule

从表2可以看出:优化后轧制规程满足轧机参数限制和道次压下率限制,轧制规程有效;同时,采用改进PSO算法优化后的轧制规程与原始轧制规程相比,各道次累计轧制能耗降低:
 。
。
为检验算法效果,分别选用遗传算法GA[4]、标准粒子群算法BPSO[17]、线性惯性权重粒子群算法LWPSO[10]、考虑环形邻域平均值的粒子群算法LAPSO[13]和本文改进算法IPSO,GA算法按表3设置参数值,PSO算法按表4设定参数值,运行1次的适应度函数曲线对比结果如图2所示。
从图2可以看出:除LWPSO外,几种算法限定迭代次数内均求得相同最优解;LWPSO局部收敛在于其惯性权重快速收缩导致全局搜索能力降低;BPSO依赖于较大惯性权重提高全局搜索能力,在110次迭代后搜索到最优解;LAPSO适应度函数曲线在多个平缓阶段后继续下降,110次迭代搜索到最优值,其摆脱局部极值的能力得以体现;IPSO受改进粒子速度更新策略中多重因素影响,收敛速度较快,约迭代75次即达到最优值,搜索的最优值与前述算法一致;GA约120次迭代后收敛到最优,其寻优速度与BPSO和LAPSO的寻优速度近似。
表3 GA算法参数选取
Table 3 Values of GA parameters

表4 PSO算法参数选取
Table 4 Values of PSO algorithm parameters


图2 适应度函数曲线对比
Fig. 2 Comparison of fitness function curve
群体演化算法存在一定随机性。为进一步检验算法效果,采用几种算法对本文实例分别运行20次,对全局搜索能力和收敛速度进行对比分析。
算法全局搜索能力评价由各个独立运行周期中得到的适应度函数值统计判定,各个算法适应度函数值的盒图对比情况如图3所示。
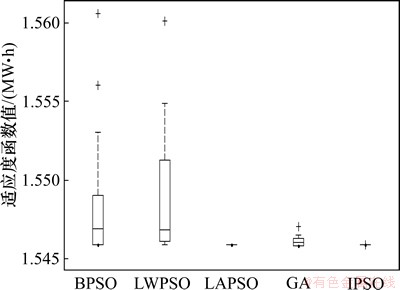
图3 适应度函数值统计对比
Fig. 3 Statistical comparison of fitness function values
图3中,不同算法多次运行的适应度函数最小值相同,表示最好情况下算法优化结果一致,但是,算法统计性能差异较大:LWPSO效果较差,最大值及上四分位值偏大,且中位值与上四分位值的差距大,表明运行结果有较多次数结果不佳;BPSO最大值和上四分位值稍大,略比LWPSO的大;本文所采用的GA算法效果比BPSO和LWPSO的效果优,但不稳定,存在多次最终搜索结果无法收敛到最优的情况。造成该现象的最大的原因是受限于算法收敛速度,迭代取值次数不够大;LAPSO和IPSO算法效果最好,其最大、最小值重合,表明所有运行次数中算法均收敛到最优。此外,BPSO和LWPSO算法统计结果中存在离群点且与最小值绝对差值较大,LAPSO无离群点,IPSO有1个离群点但与最小值绝对差值很小,这说明引入局部平均值的LAPSO和IPSO全局搜索能力强,优化结果可靠性高。
算法收敛速度由20次运行中各个独立运行周期内搜索到最优值的迭代次数体现,统计对比结果见图4。

图4 迭代次数统计对比
Fig. 4 Statistical comparison of iterations
从图4可以看出:LWPSO迭代次数统计的最小值、中位值、最大值以及上、下四分位值均最小,表明该算法收敛最快,但是,因为容易陷入局部极值,在本文实例场景中应用效果不佳;BPSO迭代次数统计结果比LWPSO的差,且全局搜索能力无明显增强,算法效果一般;与BPSO和LWPSO相比,LAPSO的各项统计指标明显增大,说明算法全局搜索能力增强的同时收敛速度下降代价太大;IPSO与LAPSO相比除最小值外,其他几项指标明显领先,说明算法收敛速度较大提高,综合考虑其全局搜索能力,效果最优。与各种PSO算法相比,GA算法达到搜索最优值所需的迭代次数最多,收敛速度最慢,充分体现出PSO算法速度快的优点。
实验结果综合统计分析表明:本文的改进PSO算法应用于轧制规程优化的实际运行效果满足应用需求。
5 结论
(1) 提出一种改进PSO算法,通过构造新的惯性权重和粒子加速系数非线性调整策略平衡算法不同阶段的全局搜索能力和精确搜索能力,引入局部平均值辅助粒子摆脱局部极值的同时构造非线性局部加速系数,减小对收敛速度的影响。
(2) 以双机架中厚板轧机轧制规程优化设计为例,综合考虑设备能力和压下率约束条件,基于改进PSO算法进行轧制规程能量优化设计,优化后轧制规程所需轧制能耗明显降低。
(3) 与遗传算法、标准PSO及几种常用的改进算法相比,本文算法全局搜索能力强且收敛速度快,综合性能好。
参考文献:
[1] Bante M K, Tarnekar M S, Tutakane M D. Energy efficiency in a steel rolling mill by effective planning (case study)[J]. Energy, 2013, 2(12): 11-16.
[2] 张晓丹, 于欣海, 李睿. 基于动态规划法的轧制规程设计系统[J].北华大学学报(自然科学版),2010, 11(3): 277-281.
ZHANG Xiaodan, YU Xinhai, LI Rui. Rolling schedule design system based on dynamic programming method[J]. Journal of Beihua University (Natural Science), 2010, 11(3): 277-281.
[3] 张海东, 张小平. 基于Φ函数的轧制规程动态规划优化方法的研究[J].机械工程与自动化,2012(5): 114-116.
ZHANG Haidong, ZHANG Xiaoping. Rolling schedule optimization based on Φ function load assignment by dynamic programming method[J]. Mechanical Engineering & Automation, 2012(5): 114-116.
[4] 魏立新, 李兴强, 李莹, 等. 基于改进自适应遗传算法的冷连轧轧制规程优化设计[J]. 机械工程学报, 2010, 46(16): 136-141.
WEI Lixin, LI Xingqiang, LI Ying, et al. Optimization of tandem cold rolling schedule based on improved adaptive genetic algorithm[J]. Chinese Journal of Mechanical Engineering, 2010, 46(16): 136-141.
[5] 杨景明, 张青, 车海军, 等. 基于遗传算法的混合蚁群算法的冷连轧轧制规程优化设计[J]. 钢铁研究学报, 2010, 22(2): 18-21.
YANG Jingming, ZHANG Qing, CHE Haijun, et al. Schedule optimization of tandem cold mill based on hybrid ant colony algorithm of genetic algorithm[J]. Journal of Iron and Steel Research, 2010, 22(2): 18-21.
[6] 赵新秋, 王艳胜, 郑剑, 等. 基于改进混洗蛙跳算法的冷连轧轧制规程优化[J]. 钢铁, 2012, 47(5): 49-53.
ZHAO Xinqiu, WANG Yansheng, ZHEN Jian, et al. Schedule optimization of tandem cold mill based on improved SFLA[J]. Iron and Steel, 2012, 47(5): 49-53.
[7] Eberhart R, Kennedy J. A new optimizer using particle swarm theory[C]// Proceedings of the Sixth International Symposium on Micro Machine and Human Science. Nagoya: IEEE Press, 1995: 39-43.
[8] 王建辉, 徐林, 闫勇亮, 等. 改进粒子群算法及其对热连轧机负荷分配优化的研究[J]. 控制与决策,2005, 20(12): 1379-1383.
WANG Jianhui, XU Lin, YAN Yongliang, et al. Improved PSO and its application to load distribution optimization of hot strip mills[J]. Control & Decision, 2005, 20(12): 1379-1383.
[9] 姚峰, 杨卫东, 张明. 改进粒子群算法及其在热连轧负荷分配中的应用[J].北京科技大学学报, 2009, 31(8): 1061-1066.
YAO Feng, YANG Weidong, ZHANG Ming. Improved PSO and its application to load distribution optimization of hot strip mills[J]. Journal of University of Science and Technology Beijing, 2009, 31(8): 1061-1066.
[10] Alfi A. Particle swarm optimization algorithm with dynamic inertia weight for online parameter identification applied to Lorenz chaotic system[J].Int J Innov Comput Inf Control,2012(8): 1191-1204.
[11] Chatterjee A, Siarry P. Nonlinear inertia weight variation for dynamic adaptation in particle swarm optimization[J].Computers & Operations Research, 2006,33(3): 859-871.
[12] Ratnaweera A, Halgamuge S K, Watson H C. Self-organizing hierarchical particle swarm optimizer with time-varying acceleration coefficients[J].IEEE Transactions on Evolutionary Computation, 2004, 8(3): 240-255.
[13] Kennedy J. Small worlds and mega-minds: Effects of neighborhood topology on particle swarm performance[C]// Proceedings of the 1999 Congress on Evolutionary Computation. Washington: IEEE Press, 1999: 1931-1938.
[14] 车海军, 刘畅, 孙晓娜, 等. 基于遗传粒子群算法的冷连轧轧制规程优化设计[J]. 轧钢, 2009, 26(1): 22-25.
CHE Haijun, LIU Chang, SUN Xiaona, et al. Optimization of rolling schedule in tandem cold mills based on GAPSO algorithm[J]. Steel Rolling, 2009, 26(1): 22-25.
[15] 孙一康. 带钢热连轧的模型与控制[M]. 北京: 冶金工业出版社, 2002: 29-58.
SUN Yikang. Modeling & control of hot strip mill[M]. Beijing: Metallurgical Industry Press, 2002: 29-58.
[16] 中国金属学会轧钢分会中厚板学术委员会. 中国中厚板轧制技术与装备[M]. 北京: 冶金工业出版社, 2009: 180-190, 202-204.
Academic Committee of Chinese Society for Metals in Plate Rolling. Technology and equipment of plate rolling in China[M]. Beijing: Metallurgical Industry Press, 2009: 180-190, 202-204.
[17] Shi Y, Eberhart R. A modified particle swarm optimizer[C]// The 1998 IEEE International Conference on Evolutionary Computation Proceedings. Anchorage: IEEE Press, 1998: 69-73.
(编辑 陈灿华)
收稿日期:2013-08-10;修回日期:2013-10-22
基金项目:国家自然科学基金资助项目(61170191);湖南省自然科学基金资助项目(14JJ2071)
通信作者:谭貌(1981-),男,湖南湘潭人,博士研究生,从事智能制造系统及智能计算研究;电话:0731-58292217;E-mail: mr.tanmao@gmail.com

