网络首发时间: 2019-01-10 15:41
稀有金属 2020,44(03),265-272 DOI:10.13373/j.cnki.cjrm.xy18080044
熔铸工艺对锌铜钛合金显微组织与熔断性能的影响
王建华 肖来荣 吉宏祥 涂浩 邵伯金 苏旭平
常州大学江苏省材料表面科学与技术重点实验室
中南大学材料科学与工程学院
南通鑫祥锌业有限公司
摘 要:
作为制备片式汽车用熔断器的主要原材料,锌铜钛合金板带质量对其熔断性能具有决定性作用。以纯锌和不同状态的Zn-Cu-Ti中间合金为原料制备了Zn-0.60Cu-0.12Ti锌铜钛合金,采用全自动图像分析仪、X射线衍射仪(XRD)和电流熔断性能测试仪研究了中间合金化学成分和中间合金加入方式对Zn-0.60Cu-0.12Ti合金显微组织和合金熔断性能的影响。研究结果表明,采用铜和钛含量较低的Zn-15Cu-3Ti中间合金锭加入纯锌液中制备Zn-0.60Cu-0.12Ti合金时,在该合金组织中仍存在少量细小的ε相,采用该合金制备的片式汽车用熔断器熔断性能较差;而采用Zn-15Cu-3Ti中间合金液与纯锌液进行双液混合可基本消除Zn-0.60Cu-0.12Ti合金中的ε相,采用该合金制备的片式汽车用熔断器熔断性能良好。因此,双液混合法是一种制备无ε相Zn-0.60Cu-0.12Ti合金的有效方法,采用该工艺制备的锌铜钛合金可用于制备高质量的片式汽车用熔断器。
关键词:
锌铜钛合金 ;熔铸工艺 ;显微组织 ;ε相 ;熔断性能 ;
中图分类号: TG249.5;TG146.13
作者简介: 王建华(1963-),男,湖南邵东人,博士,教授,研究方向:材料设计与制备、金属表面处理;E-mail:wangjh@cczu.edu.cn;; *苏旭平,教授;电话:0519-86330016;E-mail:sxping@cczu.edu.cn;
收稿日期: 2018-08-31
基金: 江苏省产学研前瞻项目(BY2016029-02)资助;
Effect of Casting Process on Microstructure and Fusing Performance of Zn-Cu-Ti Alloy
Wang Jianhua Xiao Lairong Ji Hongxiang Tu Hao Shao Bojin Su Xuping
Jiangsu Key Laboratory of Materials Surface Science and Technology,Changzhou University
School of Materials Science and Engineering,Central South University
Nantong Xinxiang Zinc Industry Co.Ltd.
Abstract:
As the main raw material for the preparation of chip automobile fuses,the quality of zinc-copper-titanium alloy plate played a decisive role for its fusing perfonnance.Zn-0.60Cu-0.12 Ti alloy was prepared from pure zinc and Zn-Cu-Ti master alloys at different states.The influence of chemical compositions of Zn-Cu-Ti alloy ingot and adding mode of Zn-Cu-Ti master alloys on microstructure and fusing performance of Zn-0.60 Cu-0.12Ti alloy were investigated by automatic image analyzer,X-ray diffractometer(XRD) and current fusing characteristic tester.The results showed that there was still a small amount of ε phase in Zn-0.60Cu-0.12 Ti alloy which was prepared by adding Zn-15 Cu-3 Ti master alloy ingot into pure zinc melt.The fusing characteristics of the chip automobile fuses prepared by this alloy were still poor.ε phase could be basically eliminated in Zn-0.60Cu-0.12 Ti alloy which was prepared by mixing Zn-15 Cu-3 Ti liquid alloy with pure zinc melt.The chip automobile fuses made of this alloy had good fusing characteristics.So double liquids mixing method was an effective method for preparing Zn-0.60 Cu-0.12 Ti alloy with no ε phase.The alloy produced by this process could be used to prepare high quality chip automobile fuses.
Keyword:
Zn-Cu-Ti alloy; casting process; microstructure; ε phase; fusing performance;
Received: 2018-08-31
随着铜资源的日益紧张,激发了材料研究工作者对锌合金代替铜合金的浓厚兴趣,相继开发出了铜铝复合材料
[1 ,2 ]
、锌铜合金
[3 ,4 ]
和锌铜钛合金
[5 ,6 ]
。Kaya等
[7 ]
研究发现,采用形变热处理方法能制备出力学性能可以媲美一般铜合金的锌合金。锌铜合金作为结构材料具有成本低、资源丰富等优点,可作为屋顶结构材料和装潢材料,还可以用于汽车电器元件
[8 ]
、日用五金
[9 ]
及仪器仪表等领域代替部分铜合金
[10 ]
。由于锌铜合金的强度和硬度较低、抗蠕变性能较差,其推广应用受到了一定的限制
[11 ]
。目前,针对锌铜钛合金的成分优化、微合金化、热处理及变形性能等方面进行了系统研究。张喜民等
[5 ]
研究了挤压锌铜钛合金的显微组织及其力学性能,研究表明钛元素可以细化合金的显微组织,提高合金的力学性能;铜含量在0.5%~3.0%范围内,随着含铜量的增加,锌铜钛合金的强度和硬度增大,当铜含量超过2.0%时伸长率有下降趋势。王艳等
[12 ]
研究表明,微量镁元素对Zn-1.0Cu-0.2Ti锌合金显微组织与抗拉强度有较大的影响,当加入0.05%Mg时可以使挤压锌合金的抗拉强度提高16%。此外,添加铬、特别是含镁元素的锌铜钛合金抗拉强度、蠕变性能都有较大的提高。邓猛等
[13 ]
研究了退火温度和退火时间对Zn-0.9Cu-0.026Ti合金组织和性能的影响,该合金的部分性能可达到H62黄铜软态的性能。肖来荣等
[14 ]
的研究表明,随着退火温度的升高和退火时间的延长,合金再结晶晶粒逐渐长大,但晶粒长大的速度趋于缓慢,合金中弥散分布于基体内的CuZrn4 和TiZn15 相能够抑制再结晶晶粒的长大。乔艳艳等
[15 ]
采用真空熔炼-热挤-冷轧的工艺制备了锌铜钛合金,发现随着退火温度的升高,第二相的长大程度和溶解程度均增大,随着退火时间的延长,第二相不断增大,合金的硬度也不断提高;随着退火温度升高,在第二相的溶解程度和第二相的长大程度的交互作用下,合金的塑性先降低后升高。谭颖等
[16 ]
在研究中发现锌铜钛合金具有“加工软化”和“退火硬化”等异常力学行为。冷轧变形时,应变诱发动态再结晶,第二相析出增多,固溶的铜和钛原子减少,固溶强化显著减弱,是引起合金“加工软化”的主要原因。退火时第二相分解,铜和钛原子固溶于基体,固溶强化效应高于第二相强化,使合金表现出“退火硬化”行为。冀盛亚等
[17 ]
研究了稀土镧对Zn-Cu-Ti合金显微组织和力学性能的影响,未加镧时合金的主要组成相是γ相(Cu5 Zn8 )、ε相(CuZn4 )和TiZn15 相,添加镧后生成了LaCu6 和LaCu4 。丁学明等
[18 ]
对锌铜钛合金的研究进展与应用进行了详细分析,认为拓展锌铜钛合金应用范围具有极其重要的意义和价值。
锌铜钛合金中金属间化合物的存在对其熔断特性具有决定性的影响,消除合金中的金属间化合物可显著改善其熔断性能。众所周知,熔炼与铸造是制备锌铜钛合金的重要工序,对该合金的最终质量和性能起到关键性的作用。至今为止,还未发现熔铸工艺对锌铜钛合金显微组织和合金熔断性能影响的研究报道。本文在分析不同化学成分Zn-Cu-Ti中间合金锭显微组织的基础上,研究中间合金锭化学成分和中间合金的加入方式对Zn-0.60Cu-0.12Ti合金显微组织和熔断性能的影响,研究结果对制备高质量片式汽车用熔断器具有重要的指导作用。
1 实验
采用1号锌锭(99.99%)、1号紫铜(99.95%)和MHT-100海绵钛(99.7%)为原料,在中频感应电炉中分别熔炼1000 g的Zn-30Cu-6Ti和Zn-15Cu-3Ti中间合金,合金实际化学成分的波动控制3%以内。熔炼时先加入纯锌、待其升温到450℃熔化后,加入紫铜并升温到850℃进行熔炼,然后采用钟罩将海绵钛压入锌铜合金液中,适当搅拌使其成分均匀后浇注到内腔尺寸为Φ20mm×100 mm的室温金属型中得到锌铜钛中间合金锭。
在实验研究中,采用两种熔炼方法共四种熔炼工艺分别制备Zn-0.6Cu-0.12Ti合金锭,熔铸工艺详细说明如下。第一种方法是传统的熔炼方法:熔炼工艺A是采用1号锌锭、Zn-30Cu-6Ti中间合金锭为原料制备1000 g的Zn-0.6Cu-0.12Ti合金锭;熔炼工艺B是采用1号锌锭、Zn-15Cu-3Ti中间合金锭为原料制备1000 g的Zn-0.6Cu-0.12Ti合金锭。采用这种熔炼方法时,首先在中频感应电炉中熔炼纯锌液,然后向炉内加入锌铜钛中间合金锭,使合金液在450℃下熔炼和保温60 min后,浇注到内腔尺寸为Φ10 mm×50 mm的室温金属型中得到Zn-0.6Cu-0.12Ti合金锭。合金锭经过两道次热轧和两道次冷轧后最终得到厚度为0.8 mm的合金板带,用于制备片式汽车用熔断器。第二种方法为双液混合法制备Zn-1Cu-0.2Ti合金锭:熔炼工艺C是在中频感应电炉中熔炼Zn-30Cu-6Ti中间合金,合金液温度为850℃,与此同时在另一台中频感应电炉中熔炼纯锌液,熔炼温度控制在450℃;然后将850℃的Zn-30Cu-6Ti中间合金液倒入纯锌液中进行搅拌混合并保温30 min,最后浇注到内腔尺寸为Φ10 mm×50 mm的金属型中得到Zn-0.6Cu-0.12Ti合金锭1000 g。合金锭经过热轧和冷轧后得到厚度为0.8 mm的合金板带,用于制备片式汽车用熔断器。熔炼工艺D中除采用Zn-15Cu-3Ti中间合金液外,其余与熔炼工艺C完全相同。
在离熔铸试棒底端10 mm的地方截取试样,采用常规方法制备金相试样,采并用4%HNO3 的酒精溶液对抛光样品进行浸蚀,采用全自动图像分析仪(LEICA DMI3000)观察试样的显微组织。将样品切割成块状样品,用砂纸对表面进行研磨,要求表面平整。采用Brucker D8型X射线衍射仪(XRD)对合金样品的物相进行鉴别,分析锌铜钛合金的相组成。实验中采用的靶材为Cu靶,Kα射线的波长λ=0.15406 nn,工作电压和电流分别为40 kV和100 mA。
采用CKLL-SB-CS-002型I/T电流熔断性能测试仪测定Zn-0.6Cu-0.12Ti合金板带的熔断性能,针对锌铜钛合金在1.35In熔断时是否存在打弧造成包装塑料壳内壁出现黑色积碳现象进行对比分析。
2 结果与讨论
2.1 Zn-30Cu-6Ti和Zn-15Cu-3Ti中间合金的显微组织
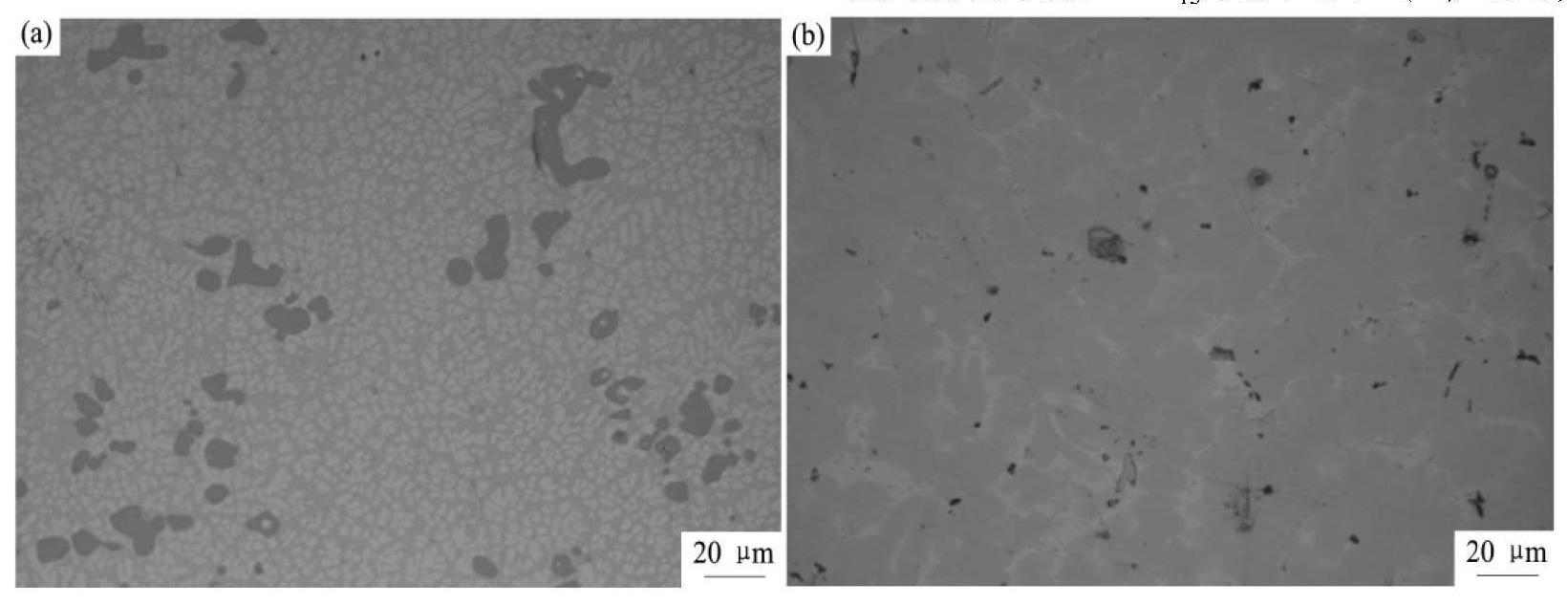
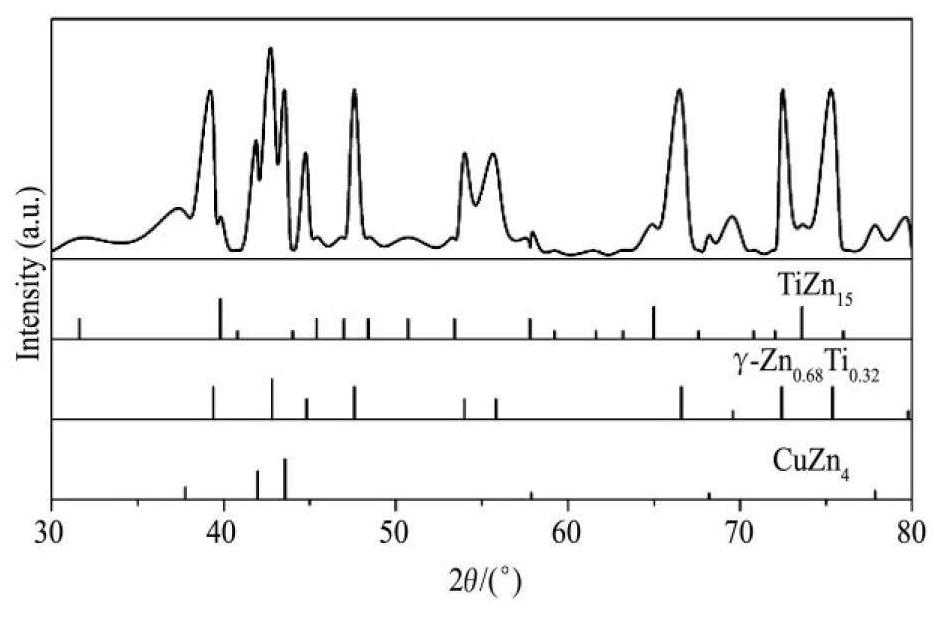
图1是Zn-30Cu-6Ti和Zn-15Cu-3Ti中间合金的显微组织,由图1(a)可见,Zn-30Cu-6Ti中间合金组织中存在3个相,其中40%左右的灰色相,40%左右的浅白色相和10%左右的粗大黑色相。图2为Zn-30Cu-6Ti中间合金的XRD图谱,曲XRD图谱可知,Zn-30Cu-6Ti中间合金中存在的3个相分别是ε(CuZn4 )相、γ相和TiZn15 。经扫描电镜能谱仪分析表明,灰色相是ε相,浅白色相是γ相,粗大黑色相是TiZn15 。由图1(b)可见,Zn-15Cu-3Ti中间合金组织中同样存在3个相,但是以灰色ε相为主,该相的数量大约为90%左右,而浅白色γ相较少,少量的黑色TiZn15 相以细小颗粒状存在于合金组织中。
图1 锌铜钛中间合金的显微组织
Fig.1 Microstructure of Zn-Cu-Ti master alloys(a) Zn-30Cu-6Ti master alloy;(b) Zn-15Cu-3Ti master alloy
图2 Zn-30Cu-6Ti中间合金的XRD谱
Fig.2 XRD patterns of Zn-30Cu-6Ti master alloy
2.2 中间合金锭成分对Zn-0.6Cu-0.12Ti合金显微组织的影响
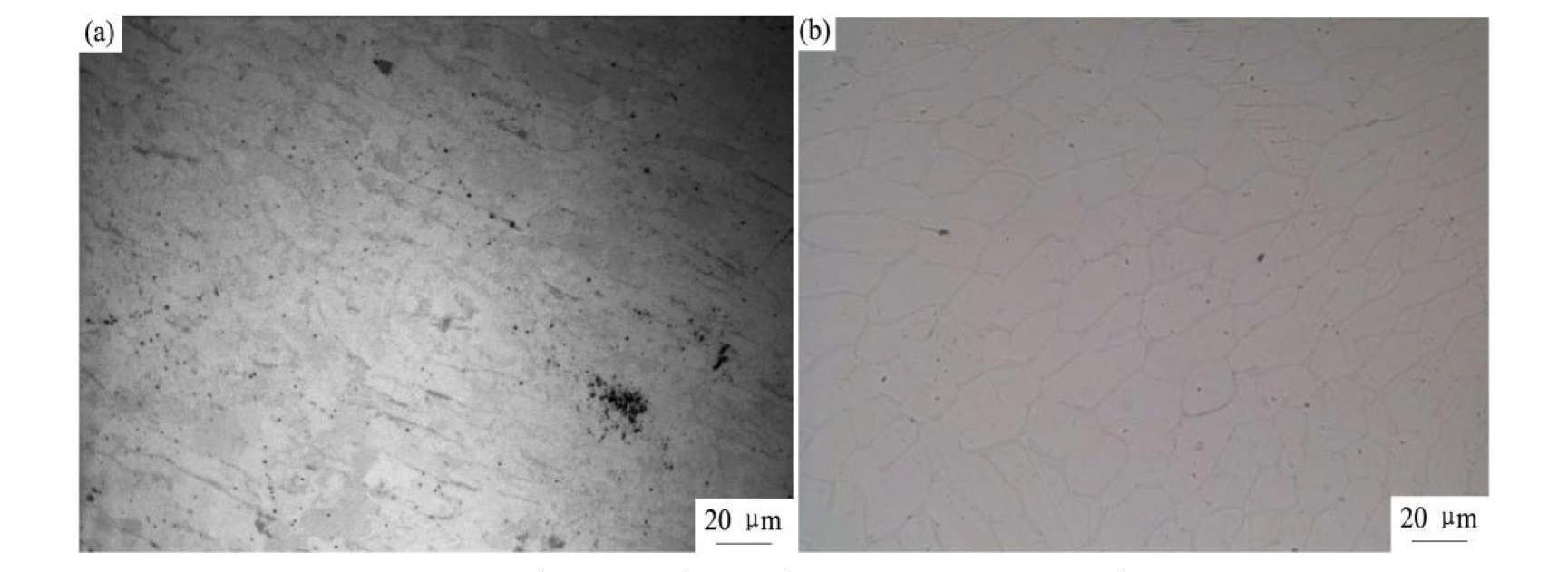
将Zn-30Cu-6Ti和Zn-15Cu-3Ti中间合金锭加入到纯锌液中的熔铸工艺制备得到Zn-0.6Cu-0.12Ti合金,该合金的显微组织如图3所示。由图3(a)可见,采用铜和钛含量较高的Zn-30Cu-6Ti中间合金锭制备Zn-0.6Cu-0.12Ti合金时(工艺A),合金显微组织中存在大量细小的灰色ε相颗粒,除此之外还存在少量粗大的白色γ相。由图3 (b)可见,采用铜和钛含量较低的Zn-15Cu-3Ti中间合金制备Zn-0.6Cu-0.12Ti合金时(工艺B),合金显微组织中仅存少量细小的ε相颗粒,几乎找不到白色的γ相。
图3 采用不同成分锌铜钛中间合金锭制备的Zn-0.65Cu-0.12Ti合金显微组织
Fig.3 Microstructure of Zn-065Cu-0.12Ti alloy prepared by Zn-Cu-Ti master alloy with different compositions(a) Using Zn-30Cu-6Ti master alloy ingot;(b) Using Zn-15Cu-3Ti master alloy ingot
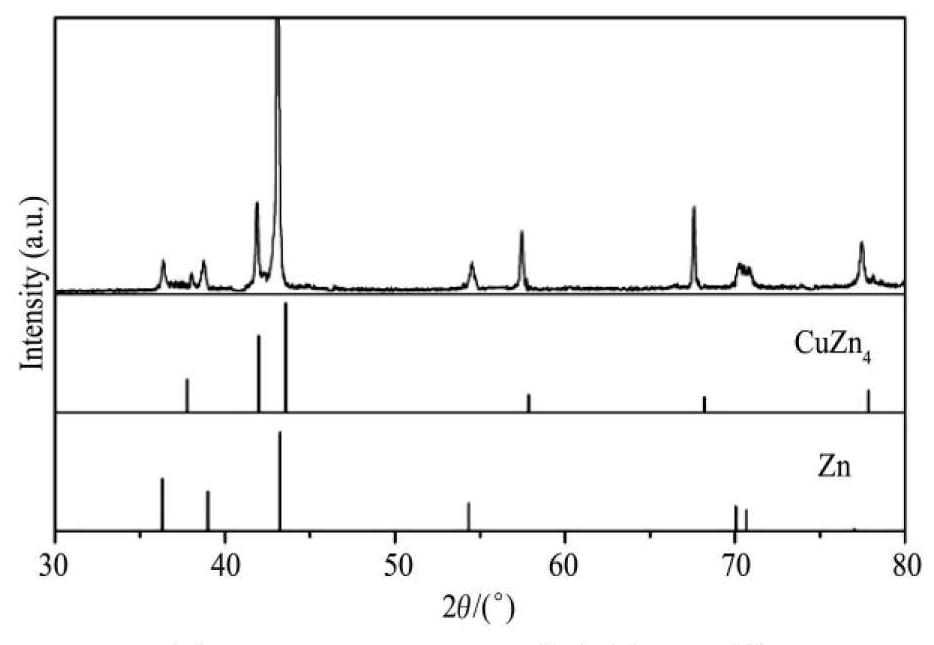
图4为采用Zn-30Cu-6Ti中间合金锭制备的Zn-0.6Cu-0.12Ti合金的XRD衍射图谱,由XRD图谱证实Zn-0.6Cu-0.12Ti合金主要由η-Zn和ε相组成,由于γ相数量很少,XRD图谱上看不到其衍射峰。
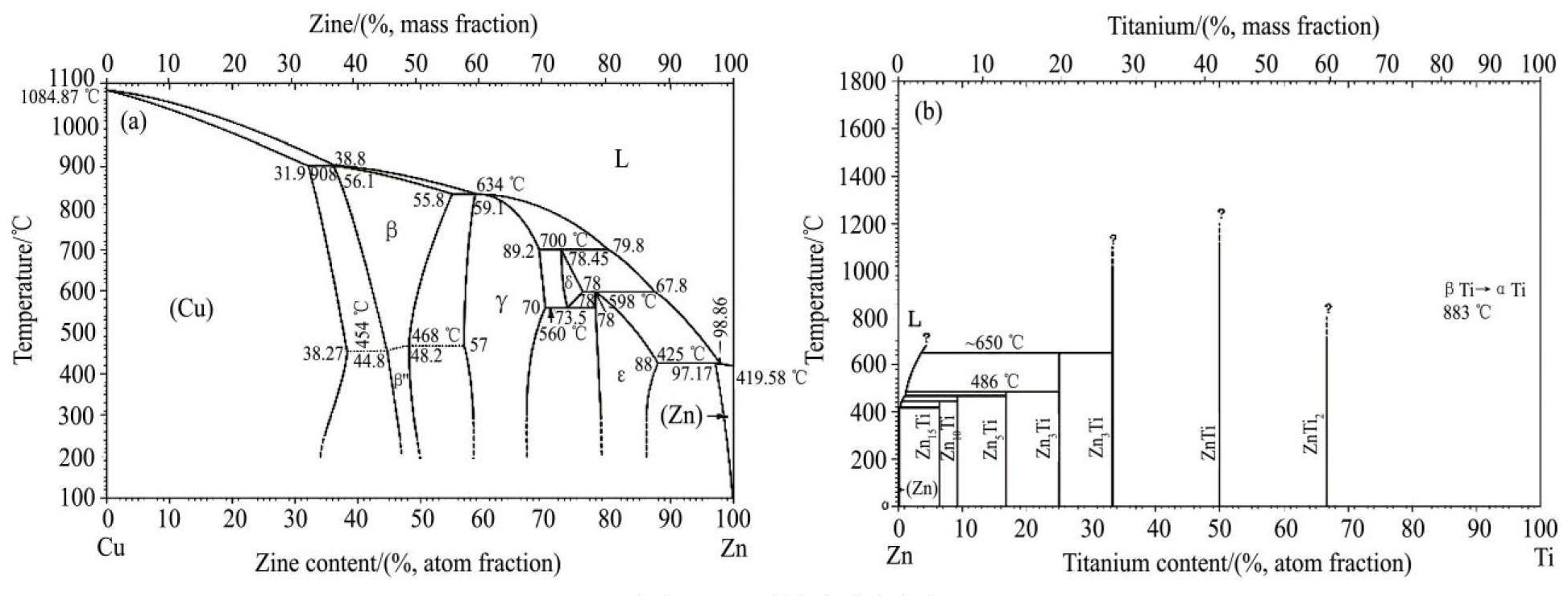
由图5所示二元相图可知,γ相只能在700℃以上开始熔化,ε相开始的熔化温度为425℃,而TiZn15 熔化温度低于450℃,对Zn-0.6Cu-0.12Ti合金来说,γ相和ε相在450℃温度下都是不能稳定存在的非平衡相,但合金凝固后ε相则是一种可以稳定存在的平衡相。当采用铜和钛含量较高的Zn-30Cu-6Ti中间合金锭制备Zn-0.6Cu-0.12Ti合金时,由于中间合金锭中的γ相数量大约为40%,大量高熔点γ相的存在降低了ε相的溶解速度,当熔炼时间为60 min时很难使ε相完全溶解于锌液中,因此在制备Zn-0.6Cu-0.12Ti合金中存在大量细小的ε相颗粒,与此同时还存在少量较粗大的γ相。当采用铜和钛含量较低的Zn-15Cu-3Ti中间合金锭制备Zn-0.6Cu-0.12Ti合金时,中间合金中90%左右为ε相,此时ε相的溶解速度较快,在60 min的熔炼时间内可以使γ相、ε相基本溶解于锌液中,因此在制备Zn-0.6Cu-0.12Ti合金中仅存在少量细小的ε相颗粒,且看不见γ相的存在。
图4 Zn-0.6Cu-0.12Ti合金的XRD谱
Fig.4 XRD patterns of Zn-0.6Cu-0.12Ti alloy
图5 二元锌合金相图
Fig.5 Phase diagrams of Binary zinc alloy(a) Zn-Cu alloy;(b) Zn-Ti alloy
2.3纯锌液和锌铜钛中间合金液混合法制备Zn-0.6Cu-0.12Ti合金的显微组织
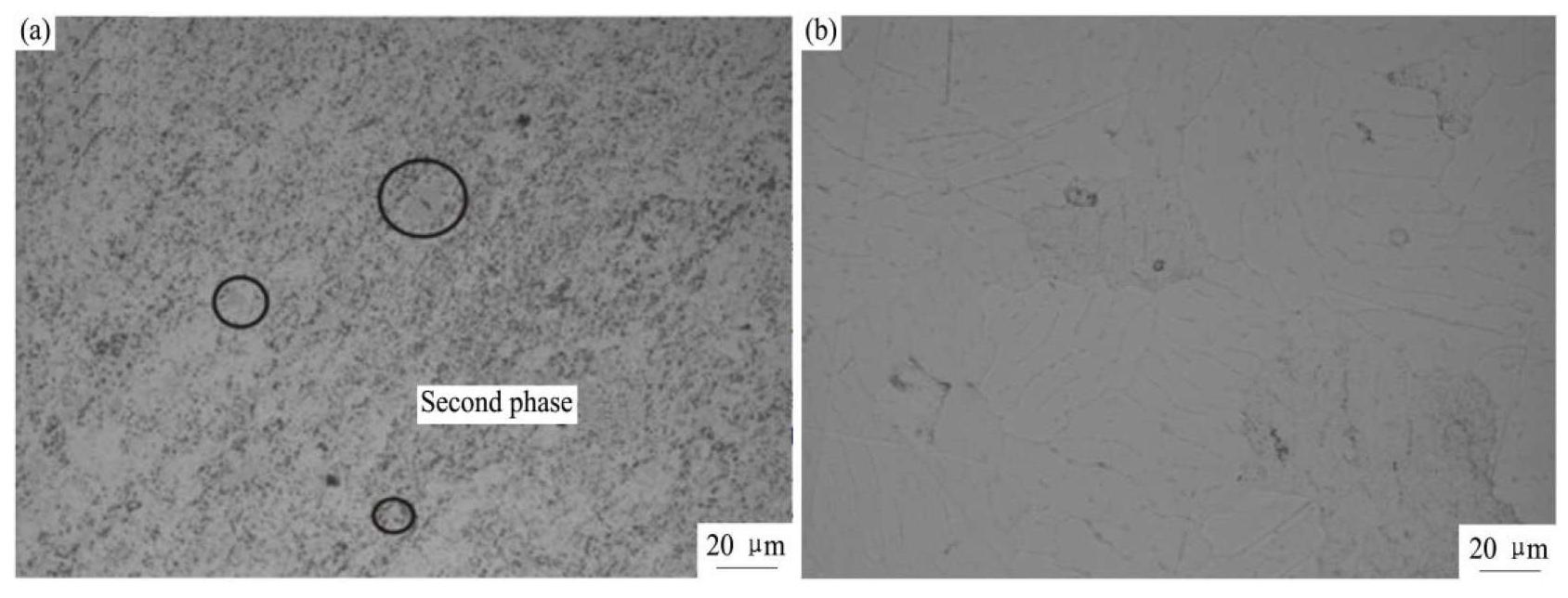
采用双液混合法将850℃的Zn-30Cu-6Ti和Zn-15Cu-3Ti中间合金液分别混入到纯锌液制备得到的Zn-0.6Cu-0.12Ti合金显微组织如图6所示,由图6(a)可见,采用铜和钛含量较高的Zn-30Cu-6Ti中间合金液制备Zn-0.6Cu-0.12Ti合金时(工艺C),该合金显微组织中仍存在较多的细小灰色ε相颗粒,但白色γ相已经消失。由图6(b)可见,采用铜和钛含量较低的Zn-15Cu-3Ti中间合金液制备Zn-0.6Cu-0.12Ti合金时(工艺D),合金显微组织中的ε相颗粒基本得以消除。
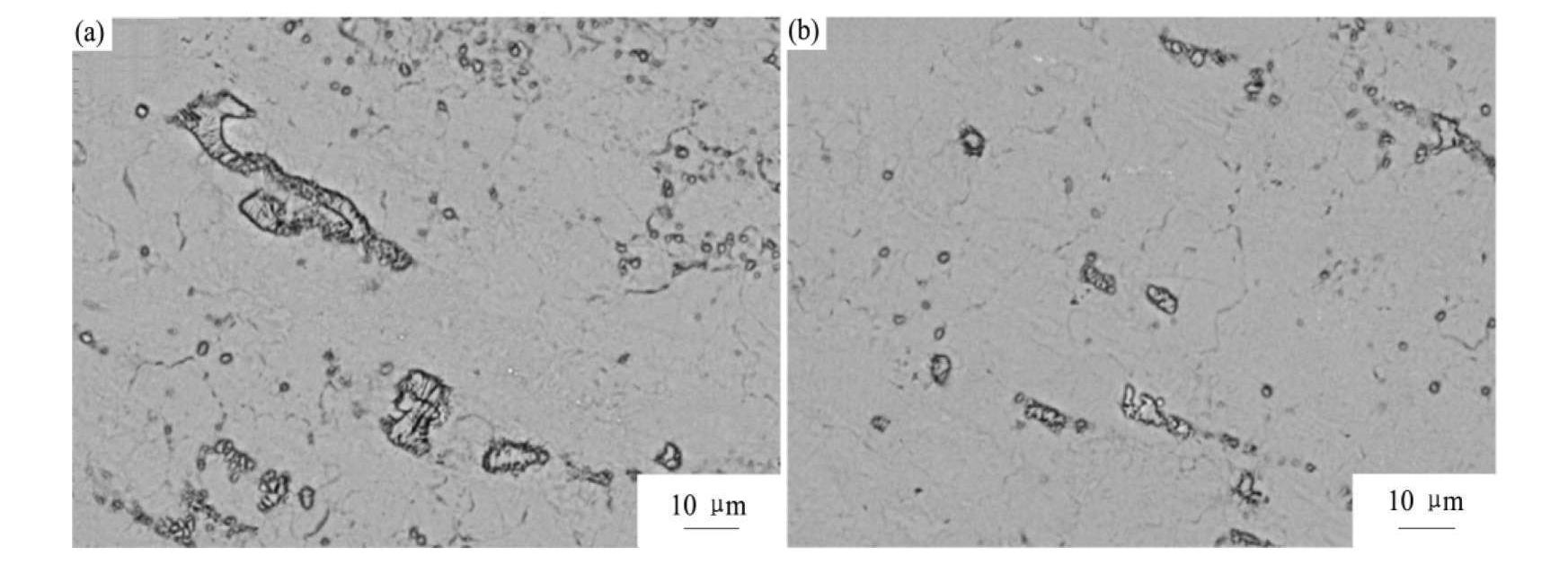
由图7((a)所示的扫描电镜高倍显微组织可见,采用铜和钛含量较高的Zn-30Cu-6Ti中间合金液制备Zn-0.6Cu-0.12Ti合金时(工艺C),在合金组织中呈现出较多的较粗大的ε相颗粒。由图7(b)所示的扫描电镜高倍显微组织可见,采用铜和钛含量较低的Zn-15Cu-3Ti中间合金液制备Zn-0.6Cu-0.12Ti合金时(工艺D),在合金组织中仅存在少量比较的ε相颗粒。由图5所示二元相图可知,当铜含量低于30%和钛含量低于6%时,Zn-30Cu-6Ti和Zn-15Cu-3Ti中间合金在850℃时应该是处于液相状态。当把850℃的Zn-30Cu-6Ti和Zn-15Cu-3Ti合金液混入450℃纯锌液时,中间合金液将会凝固生成熔点较高的γ相和ε相,在机械搅拌的作用下,这些化合物将被分散到锌合金熔体中并逐渐溶解。当把850℃的Zn-30Cu-6Ti合金液混入450℃纯锌液时,中间合金液凝固生成的高熔点γ相较多、低熔点的ε相较少,导致这些化合物在随后的熔炼过程中的溶解速度较慢,因此在Zn-0.6Cu-0.12Ti合金显微组织仍存在较多的细小灰色ε相颗粒。反之,当把850℃的Zn-15Cu-3Ti合金液混入450℃纯锌液时,由于中间合金液凝固生成的高熔点γ相较少、低熔点的ε相较多,这些化合物在随后的熔炼过程中将得以快速溶解,因此在最终的Zn-0.6Cu-0.12Ti合金显微组织中可基本消除ε相颗粒。
图6 采用不同成分液态锌铜铜钛中间合金制备的Zn-0.65Cu-0.12Ti合金的金相(OM)组织
Fig.6 OM images of Zn-0.65Cu-0.12Ti alloy prepared by liquid Zn-Cu-Ti master alloy with different compositions(a) Using liquid Zn-30Cu-6Ti master alloy;(b) Using liquid Zn-15Cu-3Ti master alloy
图7 采用不同成分液态锌铜钛中间合金制备的Zn-0.65Cu-0.12Ti合金的扫描电镜(SEM)组织
Fig.7 SEM images of Zn-0.65Cu-0.12Ti alloy prepared by liquid Zn-Cu-Ti master alloy with different compositions(a) Using liquid Zn-30Cu-6Ti master alloy;(b) Using liquid Zn-15Cu-3Ti master alloy
2.4 片式汽车用Zn-0.6Cu-0.12Ti合金熔断器的熔断性能
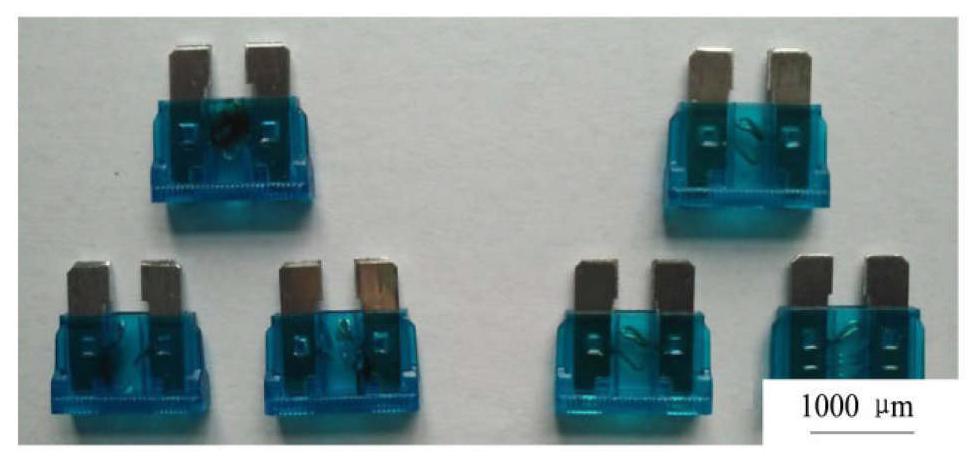
在熔断性能测定过程中,一般通过观察锌合金片熔断时熔体是否产生打弧而造成包装塑料壳内壁出现黑色积碳现象来判断其熔断性能的优劣,如果出现打弧几率越小,合金的熔断性能越好。对于片式汽车用熔断器来说,其熔断性能与合金的显微组织密切相关。当锌铜钛合金中存在较多的高熔点难熔金属间化合物时,由于化合物不能及时熔化导致合金熔体熔断温度明显增加,从而发生打狐现象,强烈弧光的产生造成包装塑料壳内壁黑色积碳的现象。因此,如果锌铜钛合金组织中存在较多的高熔点金属间化合物,将使合金的熔断性能明显变差。表1是采用不同熔铸工艺生产的Zn-0.6Cu-0.12Ti合金锭为原材料制备的片式汽车用熔断器的熔断性能测试结果。由表1可知,当采用工艺A生产的Zn-0.6Cu-0.12Ti合金制备片式汽车用熔断器时,由于合金显微组织中存在大量细小的灰色ε相颗粒和少量粗大的白色γ相,这些高熔点的金属间化合物在合金熔断试验过程中很难及时熔化,从而使合金熔体的温度急剧升高,导致熔体熔断时出现严重的打弧现象,弧光造成包装塑料壳内壁发生氧化烧损而产生黑色积碳几率高达63%,熔断器的熔断性能很差;当采用工艺B生产的Zn-0.6Cu-0.12Ti合金制备片式汽车用熔断器时,由于合金显微组织中仅存少量细小的ε相颗粒,合金发生较均匀的熔化,合金熔体熔断温度降低,熔断时熔体产生打弧造成包装塑料壳内壁黑色积碳几率降低为15%,熔断器的熔断性能有明显改善;当采用工艺C生产的Zn-0.6Cu-0.12Ti合金制备片式汽车用熔断器时,由于合金显微组织中仍存在较多的细小灰色ε相颗粒,熔断时熔体产生打弧造成包装塑料壳内壁黑色积碳几率为35%,熔断器的熔断性能只有一定的改善,但仍然较差;而采用Zn-15Cu-3Ti中间合金液与纯锌液进行混合方法制备Zn-0.60Cu-0.12Ti合金时(工艺D),可基本消除该合金中的ε相,在熔断试验过程中合金整体均匀熔化,熔断温度明显降低,熔断时不产生弧光。采用该合金制备的片式汽车用熔断器熔断性能良好,不发生熔体打弧造成包装塑料壳内壁黑色积碳的现象。图8是采用锌铜钛合金板带制备的片式熔断器熔断实验后的实物照片,左边样品是采用工艺A制备的汽车熔断器,熔断后出现明显的黑色积碳现象;右边样品是采用工艺D制备的汽车熔断器,熔断后不出现黑色积碳现象。可见,采用工艺D制备的汽车熔断器质量明显优于工艺A生产的产品。
表1 Zn-0.6Cu-0.12Ti合金的熔断性能 下载原图
Table 1 Fusing properties of Zn-0.6Cu-0.12Ti alloy
综上所述,以铜和钛含量较低的Zn-15Cu-3Ti中间合金液与纯锌液为原料,采用双液混合法生产的锌铜钛合金可用于制备高质量的片式汽车用熔断器。
图8 片式熔断器熔断后的实物照片
Fig.8 Physical photographs of sheet fuse after fusing
3 结论
1.Zn-30Cu-6Ti中间合金锭组织中存在40%左右的ε(CuZn4 )相、40%左右的γ相和10%左右的粗大TiZn15 ;Zn-15Cu-3Ti中间合金锭组织中存在90%左右的ε相,TiZn15 以细小颗粒状存在于合金锭组织中。
2.采用Zn-30Cu-6Ti中间合金锭加入纯锌液中制备Zn-0.60Cu-0.12Ti合金时,在该合金组织中存在大量细小的ε相颗粒及少量粗大的γ相;而采用Zn-15Cu-3Ti中间合金锭时,Zn-0.60Cu-0.12Ti合金显微组织中仅存少量细小的ε相颗粒。
3.将Zn -30Cu -6Ti中间合金液与纯锌液进行混合制备Zn -0.6Cu -0.12Ti合金时,该合金组织中仍存在较多的细小ε 相颗粒,将Zn -15Cu -3Ti中间合金液与纯锌液混合后制备Zn -0.6Cu -0.12Ti合金时,可基本消除合金中的ε 相颗粒。
4.以铜和钛含量较低的Zn -15Cu -3Ti中间合金液与纯锌液为原料,采用双液混合法制备Zn -0.60Cu -0.12Ti合金的熔断性能良好,合金熔断时不发生熔体产生打弧造成包装塑料壳内壁黑色积碳的现象。
参考文献
[1] Wang Y Y,Liu P,Liu X K,Wang Z Y,Wang B,Chen X H.Mechanical properties of copper/aluminum composite with bonding layer[J].Chinese Journal of Rare Metals,2018,42(5):524.(王艳艳,刘平,刘新宽,王子延,王冰,陈小红.结合层对铜/铝复合材料力学性能的影响[J].稀有金属,2018,42(5):524.)
[2] Wan X L,Wang L,Yao Z W,Cheng D H,Zhang H.Laser filling brazing technology of aluminum/copper dissimilar metals[J].Chinese Journal of Rare Metals,2019,43(5):494.(万秀莲,王龙,姚志文,程东海,张华.铝/铜异种金属激光填丝熔钎焊工艺研究[J].稀有金属,2019,43(5):494.)
[3] Wislei R,Crystopher Brito,Leandro C.Electrochemical behavior of Zn-rich Zn-Cu peritectic alloys affected by macrosegregation and microstructural array[J].Electrochimica Acta,2012,76:218.
[4] Li X,Gagnoud A,Wang J,Li X L,Fautrelle Y,Ren ZM,Lu X G,Reinhart G,Henri N T.Effect of a high magnetic field on the microstructures in directionally solidified Zn-Cu peritectic alloys[J].Acta Materialia,2014,73:83.
[5] Zhang X M,Xiao L R,Wen Y N,Geng Z J,Zhang H L,Sun Q S.Microstructure and mechanical properties of extruded Zn-Cu-Ti alloys[J].Journal of Materials Science&Engineering,2010,21(8):576.(张喜民,肖来荣,温燕宁,耿占吉,张宏岭,孙泉胜.挤压Zn-Cu-Ti合金的组织及其力学性能[J].材料科学与工程学报,2010,21(8):576.)
[6] Chen H,Yang D,Tian M J,Long X M,Li A C.Effect of thennomechanical treatment on the structure and properties of Zn-Cu-Ti alloy[J].Special Casting and Nonferrous Alloys,2015,35(6):669.(陈行,杨灯,田明杰,龙雪梅,黎安聪.形变热处理对Zn-Cu-Ti合金组织与性能的影响[J].特种铸造及有色合金,2015,35(6):669.)
[7] Kaya H,Cadirh E,Ulgen A.Investigation of the effect of composition on microhardness and determination of thenno-physical properties in the Zn-Cu alloys[J].Materials and Design,2011,32:900.
[8] Jiang T Y,Ji H L,Liu H W,Wang S L,Xu E Z.Selection of fuse for vehicle wiring harness[J].Autoelectric Parts,2012,12:16.(蒋廷云,姬红亮,刘红伟,王胜利,徐恩召.汽车电线束熔断器的选择[J].汽车电器,2012,12:16.)
[9] Wei H G,Li W W.Investigation of zinc-coppertitanium alloy strip and its application in clothing buttons[J].Shanghai Nonferrous Metals,2015,36(1):1.(魏华光,李伟文.服装纽扣用锌-铜-钛合金带材的研制[J].上海有色金属,2015,36(1):1.)
[10] Ji S Y,Liang S H,Song K X,Li H X,Li Z.Present situation and development trend of Zn-Cu-Ti alloy[J].Hot Working Technology,2016,12:5.(冀盛亚,梁淑华,宋克兴,李红霞,李周.ZnCu-Ti合金研究现状及发展方向[J].热加工工艺,2016,12:5.)
[11] Geng Z J,Xiao L R,Cai Z Y,Zhang H L,Wang Y,Wang Y H,Ji C N.Effect of trace elements Cr and Mg on mechanics and creep properties of Zn-Cu-Ti alloys[J].Mining and Metallurgical Engineering,2012,32(5):101.(耿占吉,肖来荣,蔡圳阳,张宏岭,王艳,王彦红,冀成年.微量元素Cr,Mg对Zn-Cu-Ti合金力学和蠕变性能的影响[J].矿冶工程,2012,32(5):101.)
[12] Wang Y,Xiao L R,Wan L,Zhang H L,Zeng D L,Liu Q.Microstructure and properties of two kinds of wrought Zn-Cu-Ti alloy[J].Special Casting and Nonferrous Alloys,2012,32(11):1054.(王艳,肖来荣,万磊,张宏岭,曾德露,刘峤.两种变形Zn-Cu-Ti锌合金的组织与性能[J].特种铸造及有色合金,2012,32(11):1054.)
[13] Deng M,Jia S G,Song K X,Zhang Y M,Li W W,Xie C X.Microstructure and properties of Zn-0.9Cu-0.026Ti alloy[J].Transations of Materials and Heat Treatment,2014,35(8):31.(邓猛,贾淑果,宋克兴,张彦敏,李伟文,谢从相.Zn-0.9Cu-0.026Ti合金的组织和性能[J].材料热处理学报,2014,35(8):31.)
[14] Xiao L R,Zhang X M,Wang Y,Zeng D L,Zhang H L,Li W.Static recrystallization behavior of Zn-1.0Cu-0.2Ti alloy[J].The Chinese Journal of Nonferrous Metals,2011,21(11):2775.(肖来荣,张喜民,王艳,曾德露,张宏岭,李威.Zn-1.0Cu-0.2Ti合金的静态再结晶行为[J].中国有色金属学报,2011,21(11):2775.)
[15] Qiao Y Y,Song K X,Zhang Y M,Luo J,Li W W.Effects of heat treatment on microstructure and mechanical properties of deformed Zn-Cu-Ti Alloy[J].Journal of Henan University of Science and Technology(Natural Science),2015,36(1):5.(乔艳艳,宋克兴,张彦敏,罗钧,李伟文.热处理对变形Zn-Cu-Ti合金组织和性能的影响[J].河南科技大学学报(自然科学版),2015,36(1):5.)
[16] Tan Y,Lin X F,Zhang S D,Wang H Y,Lin G Y.Abnormal mechanical behaviors of deformed Zn-Cu-Ti alloy[J].Nonferrous Metals Science and Engineering,2015,6(6):57.(谭颖,林向飞,张世道,王洪洋,林高用.ZnCu-Ti变形锌合金异常力学行为[J].有色金属科学与工程,2015,6(6):57.)
[17] Ji S Y,Liang S H,Song K X,Wang Q.Effect of La on microstructure and mechanical properties of Zn-Cu-Ti alloy[J].The Chinese Journal of Nonferrous Metals,2016,26(8):1649.(冀盛亚,梁淑华,宋克兴,王青.稀土La对ZnCu-Ti合金显微组织和力学性能的影响[J].中国有色金属学报,2016,26(8):1649.)
[18] Ding X M,Zhou S H,Ye B,Jiang H Y,Wang J D,Ding W J.Application and research status of Zn-Cu-Ti alloy[J].Materials Review,2017,31(2):38.(丁学明,周素洪,叶兵,蒋海燕,王渠东,丁文江.锌铜钛合金的研究进展与应用[J].材料导报,2017,31(2):38.)