
Recrystallization behaviour of fine-grained magnesium alloy after
hot deformation
YANG Xu-yue(杨续跃)1, 2, H. Miura2, T. Sakai2
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Department of Mechanical Engineering and Intelligent Systems, UEC Tokyo, Tokyo 182-8585, Japan
Received 15 July 2007; accepted 10 September 2007
Abstract: Annealing behaviors of hot-deformed magnesium alloy AZ31 were studied at temperatures from 300 to 673 K by optical and SEM/EBSD metallographic observation. Temperature dependence of the average grain size(D) is categorized into three temperature regions, i.e. an incubation period for grain growth, rapid grain coarsening, and normal grain growth. The number of fine grains per unit area, however, is reduced remarkably even in incubation period. This leads to grain coarsening taking place continuously in the whole temperature regions. In contrast, the deformation texture scarcely changes even after full annealing at high temperatures. It is concluded that the annealing processes operating in hot-deformed magnesium alloy with continuous dynamic recrystallized grain structures can be mainly controlled by grain coarsening accompanied with no texture change, that is, continuous static recrystallization.
Key words: fine-grained magnesium alloy; annealing; continuous recrystallization; grain growth; texture
1 Introduction
Magnesium(Mg) is one of the lightest metals in practical use and is of growing interest because of its high specific strength and excellent technological properties[1]. Mg alloys show generally low cold-workability because of a few slip systems in the HCP lattice. One of possible methods breaking through the low ductility is to develop fine-grained structures in Mg alloys. Grain refinement could improve not only the plastic workability, but also the strength at ambient temperature [2-3]. Recently, severe plastic deformation by using equal channel angular extrusion[4-5], multi-directional forging(MDF)[6-7] etc. has been carried out on the Mg alloys to develop a fine-grained structure. The authors have studied thermo-mechanical processes and developed fine-grained structures with the grain size in submicrons by using MDF under decreasing temperature conditions and succeeded much improvement of the plastic workability and mechanical properties[8-10]. The texture control will also be important for increasing the ductility of deformed Mg alloys[11], because, for example, the basal plane becomes perpendicular to the forging direction in high strain during hot deformation[12]. Further improvement of the ductility of deformed Mg alloys can be obtained through the texture control. There have been a few reports on the annealing behaviors of fine-grained Mg alloys[13]. The annealing characteristics and the texture changes in a widely used Mg alloy, e.g. AZ31, have been almost unknown, as far as the authors know.
The present work aimed to investigate the annealing characteristic of a Mg alloy AZ31 after hot deformation. The structural changes during hot deformation and subsequent isochronal annealing were systematically studied at various reheating temperatures. Changes in the grain structure and the texture developed during and after hot deformation were analyzed in detail, and the mechanisms of annealing process were also discussed.
2 Experimental
The alloy used in this study was a commercial
magnesium alloy, AZ31 (Al 2.68, Zn 0.75, Mn 0.68, Cu 0.001, Si 0.003, Fe 0.003, and balance Mg, in mass fraction, %). Cylindrical samples of 8 mm in diameter and 12 mm in height were machined from the rodparallel to the extrusion direction. The samples were annealed at 733 K for 2 h and then furnace cooled, leading to the evolution of equiaxed grains with an average size of 22 mm.
Compression tests were carried out at constant true strain rates on a testing machine equipped with a water quenching apparatus, which made it possible to quench the samples within 1.5 s after deformation. The samples were deformed up to strains of 1.2 at 573 K and at true strain rates of 3×10-3 s-1, followed by quenching in water. They were cut into plates with 2-3 mm in thickness parallel to the compression axis, and then annealed for 1 ks at temperatures ranging from 300 K to 673 K. Each plate was mechanically and electrolytically polished and then etched in a solution of 6% picric acid and 94% methanol. The microstructures were examined by using optical microscopy(OM) and orientation imaging microscopy(OIM). Crystallographical orienta- tion and texture changes were examined by SEM/OIM.
3 Results and discussion
3.1 Optical microstructures
Fig.1 shows the microstructures evolved before and after annealing at various temperatures. It is seen that fine grains are not fully developed throughout the material even after deformation to ε=1.2 at 573 K (Fig.1(a)).
Upon annealing at T≥473 K, such strain induces fine grains to coarsen homogeneously with increase in reheating temperature. When T<493 K, some rather coarse grains still remain and are clearly distinguishable from surrounding fine grains (Fig.1(b)). After annealing at T≥493 K (Figs.1(c) and (d)), it is difficult to distinguish the coarse grains from the surrounding ones that coarsen homogeneously, finally leading to a fully development of an almost equiaxed grain structure.
3.2 Quantitative analysis of microstructures
Typical grain size distributions before and after annealing at 373-573 K are shown in Fig.2. The distribution at 373 K is almost similar to that for as-deformed state and shows a bimodal shape with two peaks at around 2 mm and 20 mm. The fine grains correspond to those newly developed by hot deformation and the coarser ones to the remained original grains. Upon annealing at T≥473 K, the relative frequency of fine grains rapidly decreases and the range of coarse grain sizes gradually increases with increase in temperature. With further annealing at T≥573 K, the grain size distribution is similar to a log-normal type with a single peak at around 15 mm (Fig.2(d)).
Fig.3 shows the changes in the average grain size (D) and the number of fine grains per unit area, N, less than 10 mm in diameter, with annealing temperature. D is hardly changed during annealing at T<473 K. D increases rapidly at 473-523 K and then increases slowly with rising temperature. Such a grain size change looks like that occurring in conventional deformed cubic metals during annealing[14-15]. The annealing stage 1 may correspond to an incubation region for recrystalliza- tion and stages 2 and 3 the regions for recrystallization
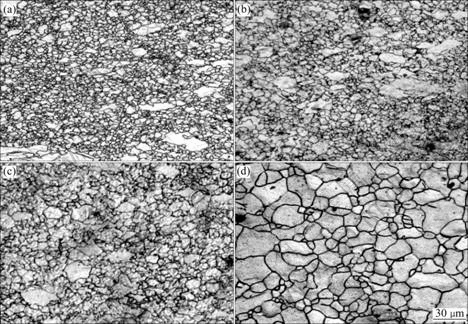
Fig.1 Microstructures developed in AZ31 alloy deformed to ε= 1.2 at 573 K (a), followed by annealing for 1 ks at 473 K (b), 493 K (c) and 573 K (d)

Fig.2 Changes in grain size distribution of AZ31 alloy with annealing temperature: (a) As-deformed; (b) 373 K; (c) 473 K; (d) 573 K

Fig.3 Changes in average grain size and number of fine grains per unit area less than 10 mm in diameter with annealing temperature
and normal grain growth, respectively. On the other hand, it is remarkable to note that N decreases clearly even at stage 1. This is in contrast with the result of the average grain size in Fig.3(a), i.e. there is no remarkable grain coarsening in this stage. It is concluded that grain growth starts to take place mainly in the fine-grained regions simultaneously just after annealing even at stage 1. Further annealing in the stage 2 leads to a rapid grain coarsening accompanied by a rapid decrease in N. Then the grain size distribution changes from a double peak to a single peak type, as shown in Fig.2(d). During annealing at stage 3, the average grain size gradually increases accompanied with a little decrease in N, suggesting the occurrence of normal grain growth.
Fig.4 shows the changes in the inverse pole figures for compression direction. It is remarkable to note that hot-deformed sample has a strong texture, in which the basal (0001) plane of the HCP lattice lies perpendicular to the compression axis (Fig.4(a)). Such basal texture exists stably even after full annealing at high temperatures (Figs.4(b) and 4(c)). It is concluded that strain-induced fine grains evolved in Mg alloys can grow remarkably and, in contrast, the deformation texture is scarcely changed with annealing.
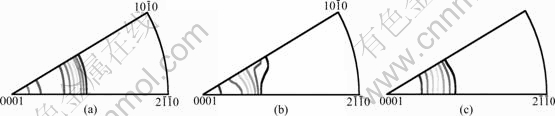
Fig.4 Changes in inverse pole figures with annealing temperature deformed to ε=1.2 at 573 K (a), followed by annealing for 1 ks at 473 K (b) and 673 K (c)
Such annealing behaviors are in contrast with those for conventional deformed cubic metals, in which discontinuous recrystallization takes place accompanied with nucleation of new grains and their long range grain boundary migration. It is concluded, therefore, that annealing processes operating in hot-deformed Mg alloy are controlled mainly by grain coarsening accompanied with no texture change, that is, continuous static recrystallization(cSRX). It is interesting to note that dynamic evolution of new grains in Mg alloys results from continuous dynamic recrystallization(DRX) taking place during hot deformation[12] and continuous static recrystallization can subsequently operate in cDRXed grain structure during annealing.
4 Conclusions
1) A bimodal distribution of grain size in as-deformed AZ31 alloy changes to a single peak type after rapid grain coarsening taking place from medium to high temperature.
2) Temperature dependence of the grain size is categorized into three regions, i.e. an incubation period of grain growth, rapid grain coarsening and normal grain growth.
3) The number of fine grains per unit area, however, is reduced remarkably, which leads to continuous grain coarsening in the whole temperature regions.
4) The deformation texture with the basal plane (0001) perpendicular to the compression axis can exist stably at high temperature and so scarcely change even after full annealing.
5) The annealing processes operated in fine-grained Mg alloy are controlled mainly by grain growth accompanied with no texture change, that is continuous static recrystallization.
References
[1] MORDIKE B L, EBERT T. Magnesium properties-applications- potential [J]. Materials Science and Engineering A, 2001, 302(1): 37-45.
[2] LAHAIE D, EMBURY J D, CHADWICK M M, GRAY G T. A note on the deformation of fine grained magnesium alloys [J]. Scripta Metall Mater, 1992, 27: 139-142.
[3] KUBOTA K, MABUCHI M, HIGASHI K. Processing and mechanical properties of fine-grained magnesium alloys [J]. J Mater Sci, 1999, 34: 2255-2261.
[4] YAMASHITA A, HORITA Z, LANGDON T G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation [J]. Materials Science and Engineering A, 2001, 300(1): 142-147.
[5] YOSHIDA Y, CISAR L, CAMADO S, KOJIMA Y. Effect of microstructural factors on tensile properties of ECAE-processed AZ31 magnesium alloy [J]. J Jpn Inst of Light Metals, 2002, 52(11): 559-565.
[6] XING J, SOHDE H, YANG X, MIURA H, SAKAI T. Ultra-fine grain development in magnesium alloy AZ31 during multi-directional forging under decreasing temperature conditions [J]. Mater Trans, 2005, 46(20): 1646-1650.
[7] YANG X, MIURA H, SAKAI T. Effect of initial grain size and strain path on grain refinement in magnesium alloy AZ31 [J]. Materials Science Forum, 2007, 539/543: 1632-1637.
[8] XING J, YANG X, MIURA H, SAKAI T. Superplasticity of magnesium alloy AZ31 processed by severe plastic deformation [J]. Mater Trans, 2007, 48(6): 1406-1411.
[9] XING J, YANG X, MIURA H, SAKAI T. Low temperature superplasticity of ultra-fine grained magnesium alloy AZ31 [J]. Advanced Materials Research, 2007, 15/17: 467-472.
[10] XING J, YANG X, MIURA H, SAKAI T. Severe plastic deformation of magnesium alloy AZ31 and the mechanical properties [J]. Journal of the JSTP, 2007, 48(5): 407-411.
[11] MIURA H, YANG X, SAKAI T. NOGAWA H, WATANABE Y, MIURA S, JONAS J J. High temperature deformation and extended plasticity in Mg single crystals [J]. Philosophical Magazine A, 2005, 85(2005): 3553-3565.
[12] YANG X, MIURA H, SAKAI T. Dynamic evolution of new grains in magnesium alloy AZ31 during hot deformation [J]. Mater Trans, 2003, 44(1): 197-203.
[13] YAMAMOTO A, KAKISHIRO M, IKEDA M, TSUBAKINO H. Grain refinement on AZ31 magnesium alloy by highly strained and annealed method [J]. Materials Science Forum, 2004, 449/452(1): 669-675.
[14] WUSATOWSKA-SARNEK A M, MIURA H, SAKAI T. Influence of deformation temperature on microstructure evolution and static recrystallization of polycrystalline copper [J]. Mater Trans, 2001, 42(11): 2452-2459.
[15] HUMPHREYS F J, HATHERLY M. Recrystallization and related annealing phenomena [M]. Oxford: Pergamon, 1995: 127-392.
(Edited by YANG Bing)
Foundation item: Project(AF-2005006) supported by the Amada Foundation for Metal Work Technology and the Light Metals Educational Foundation, Japan
Corresponding author: YANG Xu-yue; Tel: +81-424-435412; E-mail: yangxuyue@mail.csu.edu.cn

