DOI��10.19476/j.ysxb.1004.0609.2018.09.04
5083���Ͻ���ѹ��Ӧ��-Ӧ�������������ȼӹ�ͼ
�������������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ����Gleeble-3500��ģ��������϶�Բ����5083���Ͻ����������¶�Ϊ300~500 �桢Ӧ������Ϊ0.001~1 s-1�����µ���ѹ�����顣��ʵ���õ���Ӧ��Ӧ�����߽���Ħ������,����Ħ���������Ӧ��Ӧ�������㱾�����̣����ð���Zener-Hollomon�����ı�����������Ħ���������5083���Ͻ�����Ӧ����Ϊ,���ȱ��μ�����Ϊ164.17 kJ/mol������Ħ�����������Ӧ��-Ӧ���������ȼӹ�ͼ��������Ӧ�������,ʧ���������Ÿ�Ӧ�����ʡ��߱����¶�������չ��5083���Ͻ������ȱ��ι��ղ����������¶�Ϊ400~500 �桢��������Ϊ0.01~0.1 s-1��340~450 �桢��������Ϊ0.001~0.01 s-1�����ű����¶�������Ӧ�����ʽ��ͣ�������λ���ܶȼ��٣���Ҫ�����������ɶ�̬�ظ�ת��Ϊ��̬�ٽᾧ��
�ؼ��ʣ�5083���Ͻ�Ӧ��-Ӧ�������������������̣��ȼӹ�ͼ������֯�ݱ�
���±�ţ�1004-0609(2018)-09-1737-09���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
5xxxϵ��þϵ�кϽ���Ϻõ���ѧ���ܣ����е�ӹ����Լ��������ʴ�ԣ����㷺Ӧ�����촬ҵ���ܵ���ģ���������ҵ[1]�������Ͻ�ļӹ���������У�����Ԫģ�⼼����ӹ�ͼ��Ӧ��Ϊ���ղ������趨�ṩ�˿ɿ���ָ����������Ԫģ�⼼����ӹ�ͼ�������ӹ㷺Ӧ�õı����£�ͨ��ʵ���ȡ��ȷӦ��Ӧ�����߽�����þ�ȷ����ѧģ����ӹ�ͼ��ΪӦ�óɹ��Ĺؼ�[2]�������������ڸ��±���ʱ������Ӧ���ܵ������¶ȡ����γ̶ȡ����������Լ�Ħ����������ЧӦ������Ӱ�죬Ϊ�����ʵ��ӳ�����¶ȡ������ٶ�����γ̶ȶ�����Ӧ����Ӱ�죬����Ҫ�ų�Ħ�����������ȶ�����Ӧ����Ӱ�죬��ˣ���Ҫ�Ի�õ�ʵ�����ݽ���һ���̶ȵ��������ڹ�ҵ��ʷ��Ӧ���Ѿõ�5083���Ͻ����ȱ���(0.01~10 s-1)�����µ�����Ӧ����Ϊ�������ײ���[3-4]�����ڰ�������������ЧӦ������Ӧ��Ӱ�������������������Ӧ����ϵ�о�[5]�����о������ڸ�Ӧ������������ЧӦ������Ӧ�������и���Ӱ�죬�й������ƺŵ����Ͻ�Խ��������Ӧ�����ߵ�Ħ�������о�Ҳ�в��ٲ���[6-7]��Ħ�����Բ�ͬ�¶���Ӧ�������µ�����Ӧ������Ӱ�죬��Ħ������Ӱ���������ʮ�ֱ�Ҫ������5083���Ͻ𣬰�����Ħ��������Ӧ��Ӧ���ϵ���ȼӹ�ͼȴ���б�����
��ˣ�������������̬5083���Ͻ�Ϊ�о�������Gleeble-3500��̬��ģ���豸���и��µ���ѹ��ʵ�飬���Ի�õ���Ӧ��Ӧ�����ݽ���Ħ���������������Ƚϸߵı�����������ڶ�̬����ģ��(Dynamic material model��DMM )�ļӹ�ͼ������Ϊ��ҵ�����ṩ���ɿ���ȷ�IJο����ߡ�
1 ʵ��
ʵ����õ�ԭ����Ϊ��ҵ��������̬5083���ϣ�����̬Ϊd 400 mm��4000 mmԲ���壬������465 �桢24 h[8]���Ȼ��������ӹ�Ϊd 10 mm��15 mm��СԲ���壬Ϊ��Сѹ��ʵ��������豸��������Ħ����������Ӧ����Ӱ�죬����������Ԥ�����ڼ���ʯīƬ��������GleeBle-3500��ģ��������Ͻ��е���ѹ��ʵ�飬������������Ϊ10 ��/s��������3 min���R���¶ȷֱ�ȡ300��320��340��360��460��480��500 �棬Ӧ�����ʷֱ�Ϊ0.001��0.01��0.1��1 s-1������Ӧ��Ϊ0.7������Ӧ��Ϊ1.2��ʵ�����ɼ�����Զ��ռ����ݲ�������Ӧ��-��Ӧ�����ߡ�
2 ��������
2.1 ����Ӧ����Ϊ
ͼ1��ʾΪ5083���Ͻ����ѹ�����ε���Ӧ��-��Ӧ�����ߡ���ͼ1�ɼ����ȱ��γ������ű��γ̶ȵ���������Ӧ��Ѹ���������ڴﵽ��ֵ��������ƽ��ֱ��ʵ��������������߳��־��״�IJ��ƣ����������ڸ������·����˲�������̬�ٽᾧ[9]����������ѹͷ֮����ڵ�Ħ������������Ӧ������ʹ��Ӧ��Ӧ������ĩ�˳������̵�����[10]����ͼ1(b)�У���ͬ�¶��£�����Ӧ�����ʵĽ�������Ӧ������ʮ�����ԣ���5083���Ͻ�Ϊ���͵�Ӧ���������в��ϡ�
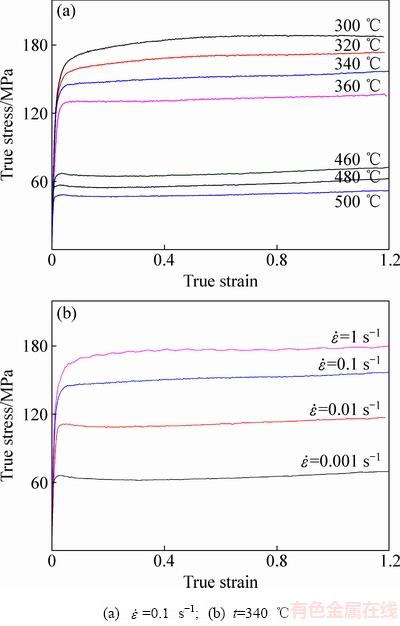
ͼ1 ��ͬ����������5083���Ͻ����Ӧ��-��Ӧ������
Fig. 1 True stress-true strain curves of 5083 aluminum alloy under different deformation conditions
2.2 Ħ����������Ӧ����Ӱ��
��ѹ�������У��������豸֮���Ħ�������谭�������˵Ľ���������������Ӷ��ı��������е�Ӧ��״����ʹ��ѹ�������������е�Ӧ��һֱ����ƫ�ߵ�״̬����ˣ���Ҫ������������ѹ��������Ħ��Ӱ��������������з���ʽ���[11]��
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
ʽ�У�paΪ�����������Ӧ����pbΪ����ǰ������Ӧ����RΪ������˲ʱ�뾶���� ȷ��(����R0Ϊ������ԭʼ�뾶��hΪ������˲ʱ�߶ȣ�h0Ϊ������ԭʼ�߶�)����ΪĦ�����ӣ�R1Ϊ���κ�������ƽ���뾶����
ȷ��(����R0Ϊ������ԭʼ�뾶��hΪ������˲ʱ�߶ȣ�h0Ϊ������ԭʼ�߶�)����ΪĦ�����ӣ�R1Ϊ���κ�������ƽ���뾶���� ȷ��(����h1Ϊ���κ������ĸ߶�)����h1Ϊѹ���ı�����������h1=h0-h1����RΪ���Ķǰ뾶RM��ѹ����ѹͷ�������Ӵ��ĵ���뾶RT�IJ�ֵ��RM��RT����ֱ���ڶ�������ϲ�����ȡƽ��ֵ��á�
ȷ��(����h1Ϊ���κ������ĸ߶�)����h1Ϊѹ���ı�����������h1=h0-h1����RΪ���Ķǰ뾶RM��ѹ����ѹͷ�������Ӵ��ĵ���뾶RT�IJ�ֵ��RM��RT����ֱ���ڶ�������ϲ�����ȡƽ��ֵ��á�
��ʽ(1)~(4)ֻ����ѹ���������߶��Լ��ĶǴ�С���ɼ���ó�Ӧ����������ʽ(1)~(4)����EBRAHIMI��[12]����Ŀ�����Ӧ�����ʡ������¶ȡ��������ԡ��۽ṹ��������ʷ��һϵ�����ػ���ó��Ĺ�ʽ�����������Ա�������������ĸ���������Լ��������������£�Ӧ��ʽ(1)~(4)�Բ��Ӧ��Ӧ�����߽���������������������ͬ�������²�õij�ʼӦ��Ӧ�����߲�ͬ����������ʽ(1)~(4)�������Ӧ��Ӧ���������ɺ��Բ��ơ��ʱ��о���������������ʯī������Ӱ�����������
��ͼ2�ɼ�����Ħ���������Ӧ��Ӧ�������ձ����ԭʼӦ��Ӧ�����ߣ������������Ӧ���ڱ��γ�����ԭʼ����Ӧ��֮��IJ�ֵ��С��������Ӧ���������������ʵ���������Ӧ��Ϊ1.2ʱ�ﵽ����ֵ����������������ѹ�������У�����������ѹͷ�͵���֮��ĽӴ����������Ħ������֮������Ħ����������Ӧ����Ӱ�������������Ӧ��ʱ�ﵽ���Ӱ�졣�����ͼ2�ó���Ħ���ڲ�ͬ�����¶�����������¶�Ӧ����Ӱ���Dz�ͬ�ģ��������Ϊ�¶�Խ�͡�Ӧ������Խ�ߣ�Ӱ��Խ���¶ȵ�����ʹ����ǿ�Ƚ��ʹӶ�������Ħ������Ӱ�졣
2.3 �������̵Ľ���
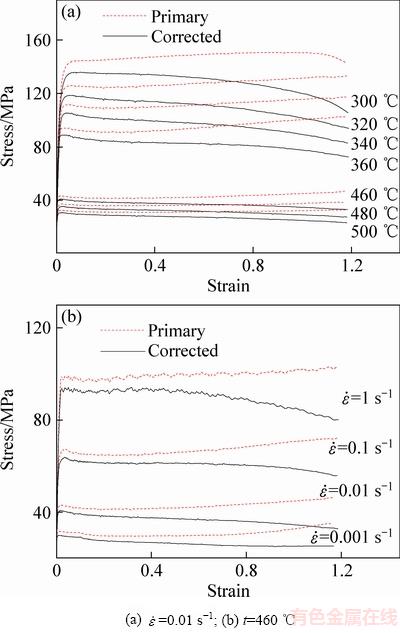
ͼ2 5083���Ͻ�����ǰ�������Ӧ������
Fig. 2 Flow stress curves for aluminum alloy 5083 before and after correction at different deformation conditions
���ϵı�����ϵ����Ӧ��ˮƽ�IJ�ͬ����Ӧ��3����ͬ�ķ���[12]��
 (5)
(5)
 (6)
(6)
 (7)
(7)
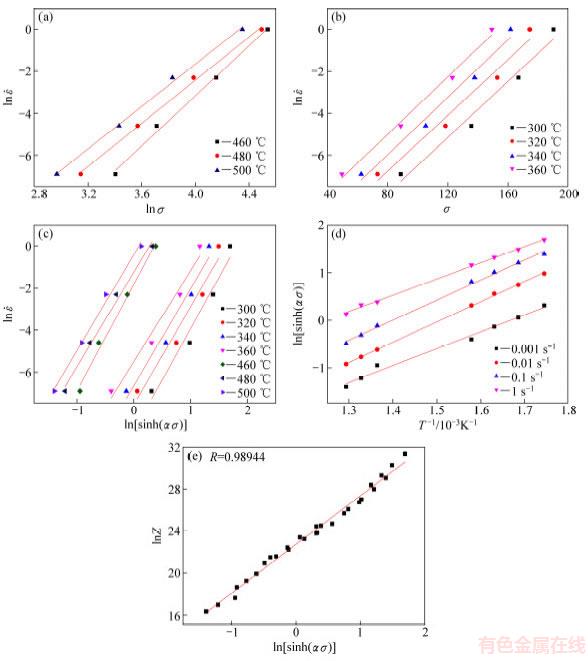
ʽ�У� ΪӦ�����ʣ���Ϊ��Ӧ��(���о���ȡ��ֵӦ��)����Ϊͼ3(b)�����ߵ�б�ʣ�QΪ���μ����ܣ�A1��A2��AΪ���ϳ�����R�����峣����TΪ�����¶ȣ�n1��n��ΪӲ��ָ����ʽ(5)�����ڵ�Ӧ��ˮƽ�������ҡ�0.8��ʽ(6)�����ڸ�Ӧ��ˮƽ�������ҡ�1.2��ʽ(7)�����������Ӧ��ˮƽ�����ԽϺõ��������ι��̣�����
ΪӦ�����ʣ���Ϊ��Ӧ��(���о���ȡ��ֵӦ��)����Ϊͼ3(b)�����ߵ�б�ʣ�QΪ���μ����ܣ�A1��A2��AΪ���ϳ�����R�����峣����TΪ�����¶ȣ�n1��n��ΪӲ��ָ����ʽ(5)�����ڵ�Ӧ��ˮƽ�������ҡ�0.8��ʽ(6)�����ڸ�Ӧ��ˮƽ�������ҡ�1.2��ʽ(7)�����������Ӧ��ˮƽ�����ԽϺõ��������ι��̣����� ��Ӧ�����ʺ�T�Ĺ�ϵ�����Zener-Hollomon������ʾ��
��Ӧ�����ʺ�T�Ĺ�ϵ�����Zener-Hollomon������ʾ��
 (8)
(8)
����Z����������Ϊ�¶Ȳ�����Ӧ���������ӡ����Ħ��������IJ�ͬ�¶���Ӧ���µ�5083���Ͻ�Ӧ��ֵ(��Ӧ����ֵ)������ʽ(5)~(8)����ϳ���̬5083���Ͻ�ı������̡�
����һ���¶��±��μ�����Q�dz������ڵ�Ӧ���£���ѡȡ���¶ȶ�460��480��500 ���ӦӦ��ֵ���Է���(5)����ȡ����������Ϊ
 (9)
(9)
�ڸ�Ӧ���£���ѡȡ���¶ȶ�300��320��340��360 ��Ӧ��ֵ���Է���(6)ȡ����������Ϊ
 (10)
(10)
�ֱ��� ��ln���Լ������Ϊ��������ͼ����ͼ3��ʾ��������С���˷����Իع����б�ߺ���ø�б��б�ʣ���ȡƽ��ֵ��ͼ3(a)��б��ƽ��ֵ��Ϊn1��ͼ3(b)��б��ƽ��ֵ��Ϊ�£���n1=5.483����=0.0669������æ�=��/n1=0.0122����ʽ(7)����ȡ���������Ի�ñ��μ�����Q����ⷽ�̣�
��ln���Լ������Ϊ��������ͼ����ͼ3��ʾ��������С���˷����Իع����б�ߺ���ø�б��б�ʣ���ȡƽ��ֵ��ͼ3(a)��б��ƽ��ֵ��Ϊn1��ͼ3(b)��б��ƽ��ֵ��Ϊ�£���n1=5.483����=0.0669������æ�=��/n1=0.0122����ʽ(7)����ȡ���������Ի�ñ��μ�����Q����ⷽ�̣�
 (11)
(11)
ʽ�У�nΪ��lnsinh(����)���Թ�ϵ��б��ƽ��ֵ��KΪlnsinh(����)��1000/Tб��ƽ��ֵ��RΪ����Ħ����������������lnsinh(����)��lnsinh(����)��1000/T�ֱ�ΪX��Y���������ͼ����ͼ3(c)��(d)��ʾ��
��ͼ3(c)��ø�б�ߵ�б��ƽ��ֵ����n=4.75����ͼ3(d)��ø�б��б��ƽ��ֵ����K=4.157��������̬5083���Ͻ���μ�����Q=RnK=164.17kJ/mol����ʽ(8)����ȡ������������T������ò�ͬ�¶���Ӧ�����ʶ�Ӧ��lnZֵ����������lnZ-lnsinh(����)����ͼ����ͼ3(e)��ʾ����һԪ���Իع�������õ�lnZ��lnsinh(����)��ϵ��
lnZ=23.362+4.27lnsinh(����) (12)
��֪���ϳ���A=1.40��1010�������������Եõ�����̬5083���Ͻ��ȱ�������ѧӦ�����̣�
 (13)
(13)
���ú�Z�����ķ��̿ɱ�ʾΪ
 (14)
(14)
2.4 �ȼӹ�ͼ�Ľ���
ͼ3 5083���Ͻ�Ħ�����������̼������
Fig. 3 Calculation process of constitutive equation after friction correction of 5083 aluminum alloy
�ȼӹ�ͼ��Ҫ���ڶ�̬����ģ�����ۣ���������ɢͼ��ʧ��ͼ���Ӷ��ɡ��������ȼӹ������У�����Ϊ�������ĺ�ɢ��Ҫ���ڲ��ϵ����Ա��κͲ�������֯�仯�������棬�����ʺ�ɢͼ������Ӧ�����ʺͱ����¶������ɵĶ�άƽ����Ƴ���������֯�仯����ɢ���������Ժ�ɢ�����ı�����ϵ�ĵ�ֵ�ߡ�����Ӧ������������¶ȹ��ɵĶ�άƽ���ڻ��ʧ���оݵ�ֵ�߾�����ʧ��ͼ�������ȼӹ�ͼ�����������������̹���[14]��
 (15)
(15)
 (16)
(16)
ʽ�У���Ϊ���ʺ�ɢ���ӣ�mΪӦ������������ָ����
 (17)
(17)
ѡȡ��Ħ�����������ݣ���3��������ֵ�������ݽ������䣬�ֱ���Ƴ���Ӧ��Ϊ0.4��0.8��1.2ʱ�Ĺ��ʺ�ɢͼ��ʧ��ͼ��������������Ӧ���ȼӹ�ͼ��
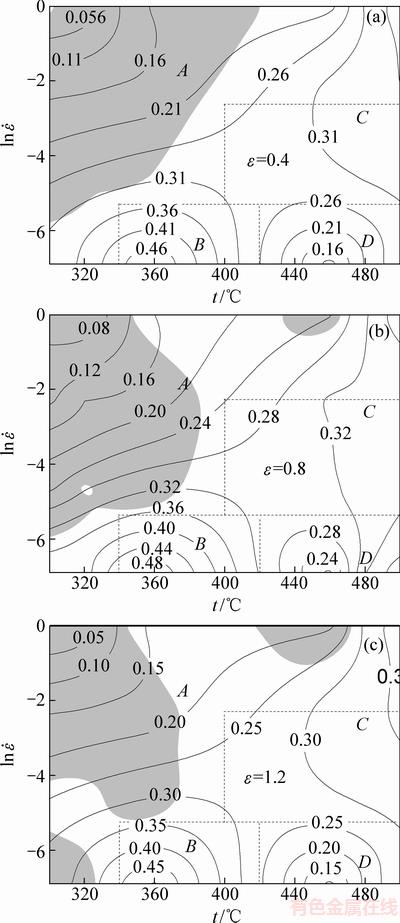
ͼ4 ��ͬ��Ӧ����5083���Ͻ�ļӹ�ͼ
Fig. 4 Processing maps of 5083 Al alloy at different true strains
ͼ4��ʾΪ5083���Ͻ�ֱ�����Ӧ��Ϊ0.4��0.8��1.2ʱ�ļӹ�ͼ����Ӱ����Ϊʧ���������ű����������ӣ����ʺ�ɢ���ӱ仯������ʧ�����������ڸ��¸�Ӧ������������ͱ����¶�����ʧ������Ҫ�����ڼӹ�ͼ����࣬����WANG��[15]ָ�����γ̶ȶ�ʧ����������Ӱ��Ľ�����һ�¡���Ӧ��Ϊ1.2ʱ�ļӹ�ͼΪ�������ʺ�ɢ�����ڱ����¶�360 �棬Ӧ������0.001 s-1ʱ�ﵽ��ֵ0.49���ڱ����¶�360 ����455 ��֮�书�ʺ�ɢ���ӳ����½����ƣ�����455 ���ֿ�ʼ������Ӧ������0.007 s-1��0.2 s-1֮��ʱ���ʺ�ɢ���ӱ��ֽ�Ϊƽ������ֵΪ25%~35%�����ʺ�ɢ���ӵ�ֵ���ڱ����¶�Ϊ450 �渽���Լ�Ӧ������0.01 s-1���³��ֽϴ����ۣ���������һ���Ƿ��������[16]��������(Mg2Al3)�ӻ����(Al)�����������ӹ�ͼ��������ʧ�������빦�ʺ�ɢ�ʷ�Ϊͼ5��A��B��C��D��4���������¶ȴ���400 ��Ӧ��������0.005~0.1 s-1�ķ�Χ��C�����ڹ��ʺ�ɢ���ӽϴ�Ҳ�dz��ȶ���ԼΪ30%�������˱��ε�����D�����������¶�Ϊ420~500 �棬Ӧ������Ϊ0.001~0.01 s-1��������Ȼû�г���ʧ�������ǹ��ʺ�ɢ��������Ӧ�����ʵļ�С���罵�ͣ���֯�ݱ��ɢ��ռ�ȹ��ͣ������Ƽ��ڴ�������б��Σ�B�������¶�Ϊ340~420 �桢Ӧ������Ϊ1��10-3~1��10-2 s-1�����ʺ�ɢ�����ձ�ϸߣ���ֵ��Ҳ�Ƚ�ƽ�����Ҳ�����ʧ�����������Ӧ�����ʽ�С�������Ӧ����������������¿����ڴ�������Σ�A����������Ϊ�ӹ�ʧ�������ȱ���ʱӦ���ܿ��������ӹ�ͼ�ж����˱�������ȷ������Ҫ����۲�����֤�ӹ�ͼ�Ŀɿ��ԣ����ں����ϸ������
2.5 ��������������֯�ݱ�
Ϊ�ж�5083���Ͻ�DRX�����ٽ����������� BAMBACH[17]�ᵽ�ļӹ�Ӳ���ʵķ����о�DRX������Ϊ���ٽ������������������POLIAK��[18]�����Poliak-Jonas����DRX�����ٽ�����Ϊ ������-�����ߵĹյ�(�ӹ�Ӳ����
������-�����ߵĹյ�(�ӹ�Ӳ���� )���Ա�������Ϊ480 �桢0.1 s-1ʱΪ�������Ʀ�-��������ͼ5��ʾ����ͼ5��֪���ڸñ��������£�������̬�ٽᾧ�������ٽ�Ӧ����cΪ43.38 MPa����ֵӦ����pΪ54.29 MPa��
)���Ա�������Ϊ480 �桢0.1 s-1ʱΪ�������Ʀ�-��������ͼ5��ʾ����ͼ5��֪���ڸñ��������£�������̬�ٽᾧ�������ٽ�Ӧ����cΪ43.38 MPa����ֵӦ����pΪ54.29 MPa��
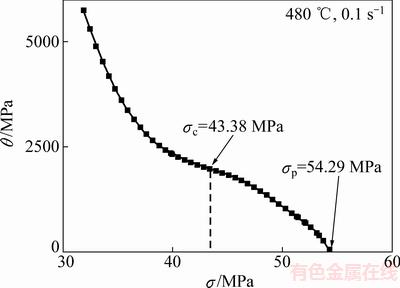
ͼ5 5083���Ͻ��-������
Fig. 5 ��-�� curve of 5083 aluminum alloy (480 ��, 0.1 s-1)
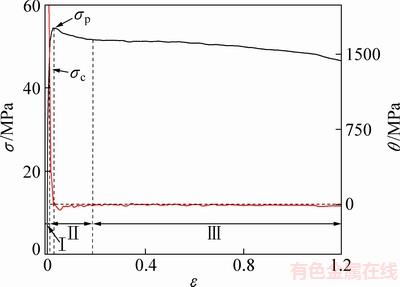
ͼ6 5083���Ͻ��-������(480 �棬0.1 s-1)
Fig. 6 ��-�� curves of 5083 aluminum alloy (480 ��, 0.1 s-1)
��480 �桢0.1 s-1�����£�5083���Ͻ������Ӧ�����߳��ֵ��͵�DRX������������ͼ6��ʾ������У�����Ӧ��������Ӧ��ŵ����Ӷ�Ѹ������ʱ��Ӧ�ļӹ�Ӳ����Ϊ��ֵ�Ҽ����С����һ�εı��μӹ�Ӳ��ռ���������ã�����У�����Ӧ���ҴﵽDRX�����ٽ�Ӧ����c���ӹ�Ӳ���ʦ�����ֵ��Ϊ��ֵ��ֹͣ����ת�����=0������������X�ύ���Ӧ�ŷ�ֵӦ����p����һ��ΪDRX������������У��ȼ���Ϊ0����һ������������ӹ�Ӳ����ƽ�⣬����Ӧ������Ϊ��̬���䡣
ͼ7��ʾΪ�ӹ�ͼA��B��C��D������������������ʱ������Ƭ����ͼ7(a)��ʾ��������λ������A�����ڴ�����Ӧ�����ʽϴ������¶Ƚϵͣ���̬��������ӹ�Ӳ�������д������ƣ�ʹ�ò��־���������ɱ��ζ����־���������ѹ�����һ���Ƕȵļ��б��δ���ͼ7(b)��B����Ӧ�������ձ�ϵͣ������¶Ȳ��ߵ��ǹ��ʺ�ɢ����ȴ�ϸߣ�ʹ�����㹻������������̬�ظ��붯̬�ٽᾧ�ķ�������ͼ7(b)�л����Կ������ž�������������ٽᾧ�����������ٽᾧ�����Ѿ����ؾ���������������ά��֯�������������õľ���Ҳ�Ͼ��ȣ���̬�ٽᾧ���г̶Ƚϸߣ��Ҵ������ʺ�ɢ���ӽϴ����ʺϱ��ε�����ͼ7(c)��C�����ʺ�ɢ���ӽ�B����С������Ϊƽ�ȣ�Ӧ�����ʽϵ͵������¶Ƚϸߣ���Ȼ���㹻����������ʹ��̬�ظ��붯̬�ٽᾧ�ķ������ؾ����������ٽᾧ�����������ߴ粢�����ȣ��б��ؾ��������Ĵ������ڣ����Dz�δ���ּӹ�ʧ��������������ڽϸߵı��������Һ��ʵ��¶��½����ȱ��Σ��ۺϹ�ҵ�����ɱ����ǣ��ڴ�����ѡȡ�ӹ�����Ϊ�ˡ�ͼ7(d)��D����λ�ڸ߱����¶ȵ�Ӧ�������£����Թ۲쵽����������ٽᾧ����������һ����Ĺ��ʺ�ɢ���ӽ�С���ұ仯�ܴ�����ѵı���������۲������ϼӹ�ͼ���ɣ���LIU��[19]ָ����һ�������ʧ�������ּ��ж��Ѵ����Ͼ������ƣ��ȶ������������ٽᾧ������һ�¡�
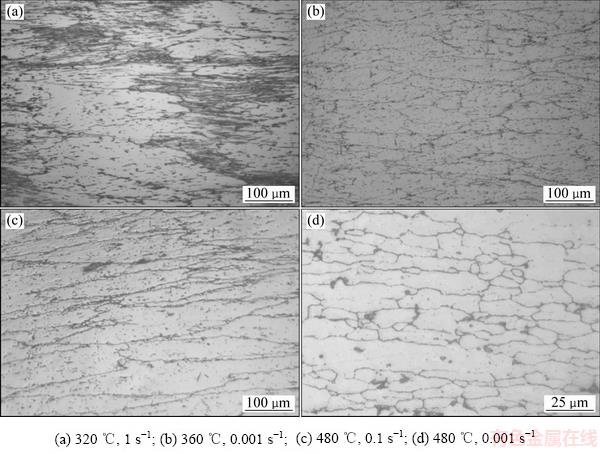
ͼ7 5083���Ͻ��ڲ�ͬ���������µĽ�������֯
Fig. 7 Optical deformed microstructures of 5083 aluminum alloy under different conditions

ͼ8 5083���Ͻ��ڲ�ͬ���������µ�TEM��
Fig. 8 TEM images of 5083 aluminum alloy under different conditions
ͼ8��ʾΪ5083���Ͻ��ڲ�ͬ���������µ���羵��Ƭ����ͼ8(a)�ɼ����ڵͱ����¶�(340 ��)���Ӧ������(0.1 s-1)�£����ִ����ݺύ����λ��������λ������ɢ�ĵڶ������Ӷ�������û���㹻���������л��ƺ����ƣ���̬�ظ��̶�ʮ�����ޣ���۱���Ϊ���صļӹ�Ӳ������ʹ��Ӧ��ˮƽ�ϸߡ�����Ӧ�����ʴ�0.1 s-1������0.001 s-1����ͼ8(b)��ʾ��Ӧ�����ʽϵͣ�λ���нϿ�ԣ��ʱ��ͨ�����������Ƶķ�ʽ���������飬���ֽ������ָ�Ϊ�Ǿ�����λ��ǽ�������Ǿ��Ѿ��������������Ӧ�����ʵĽ��ͼ�ǿ�˶�̬��������̬�ظ��̶����ӵ���Ȼ���ޣ��ʴ�ʱ��Ҫ������������Ϊ��̬�ظ����������¶�����Ϊ480 �棬Ӧ������Ϊ0.1 s-1ʱ����ͼ8(c)��ʾ��ԭ���ȼ�������ǿ��λ���Ļ������ǿ��ӵ���㹻��������Ǩ�Ʋ�����λ����ʹ���Ǿ����ϲ����γɴ�������С�������Ҿ�����λ���ܶ����Խ��ͣ�λ��������ʹ�ö�̬�ٽᾧ�Ƚ���ȫ���ʴ�ʱ��Ҫ����������Ϊ��̬�ٽᾧ[20]�����¶�Ϊ480 ���������Ϊ0.001 s-1ʱ����ͼ8(d)��ʾ������Ӧ�����ʵĽ��ͣ���̬�ٽᾧ�ľ����г����ʱ�䳤��С�ǶȾ����ݱ�Ϊ��ǶȾ��磬�����ڼ���û��λ�������в��ֵڶ������ӷֲ����������������ű����¶ȵ�������Ӧ�����ʵĽ��ͣ�λ������������л��������ƣ����γ�С�ǶȾ�����Ǿ�������ʱ��Ҫ��������Ϊ��̬�ظ������������ﵽһ���ٽ�ֵʱ��λ����һ������С�ǶȾ����ݱ�Ϊ��ǶȾ��磬�����˶�̬�ٽᾧ����Ҫ��������Ҳ���ɶ�̬�ظ��ݱ�Ϊ��̬�ظ��붯̬�ٽᾧ���棬���չΪ��̬�ٽᾧΪ��Ҫ�������ơ���۱���Ϊ���ű����¶ȵ�������Ӧ�����ʵĽ��ͣ�����Ӧ�����͡�����ϼӹ�ͼ�����۲죬��B������C��������������ȱ��εĶ�̬�ٽᾧ�����ij��֣�B����C�������ٽᾧ��δ��ȫ���������������ʺ�ɢ���ӽϸߣ����ڴ������������֯��ɢ����������ӵı仯���������������ϵ�����Ա�������̬���η�չ[21]���ʴ�����Ϊ��ѱ�������
3 ����
1) Ħ����������Ӧ����Ӱ���ڸ��¶����Ӧ�������¾������ԣ���������Ӧ������������
2) ��þ���Ħ����������Ӧ��Ӧ�����ߣ����ð����ȼ�����Q��˫������ģ������5083���Ͻ���ѹ��ʱ��������Ϊ�����ֵ0.0122��nֵΪ4.75��������ȼ�����Ϊ164.17 kJ/mol��
3) ����Ħ���������������������Ӧ��Ӧ�����߽���5083���Ͻ���ȼӹ�ͼ���ó�5083���Ͻ�������ȱ��ι��ղ����������¶�400~500 �棬Ӧ������0.01~0.1 s-1������¶�340~450 �棬Ӧ������0.001~0.01 s-1��
4) ���ű����¶ȵ�������������ʵĽ��ͣ�λ���ܶȽ��ͣ������Ǿ�����������Ҫ���������ɶ�̬�ظ�ת��Ϊ��̬�ٽᾧ��
REFERENCES
[1] ��ף��. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 2000.
WANG Zhu-tang. Aluminum alloy and its processing manual[M]. Changsha: Central South University of Technology Press, 2000.
[2] ����͢. �����ȼӹ�ͼ���۵����Ͻ�6061���칤���Ż��� ��[D]. �人: ���пƼ���ѧ, 2012.
GUO Hai-ting. Study on optimization of forging process of aluminum alloy 6061 based on thermal processing diagram theory[D]. Wuhan: Huazhong University of Science and Technology, 2012.
[3] ������, �� ��. 5083��7020�������Ͻ�ӹ�ͼ���о�[J]. �����о���Ӧ��, 2011, 5(3): 218-220.
LIANG Yi-qing, FANG Gang. Study on machining drawings of 5083 and 7020 deformed aluminum alloys[J]. Materials Research and Application, 2011, 5(3): 218-220.
[4] ���岨, ������, �� ��. 5083���Ͻ�������䱾����ϵ�� ��[J]. ��ұ����, 2013, 33(5): 124-126.
XU Qing-bo, TAO You-rui, MI Fang. Study on constitutive relation of high temperature rheology of 5083 aluminum alloy[J]. Mining and Metallurgy Engineering, 2013, 33(5): 124-126.
[5] ������, �����, �ܴ���, ��ս��, �� ��. 5083���Ͻ���ѹ����������Ӧ����Ϊ[J]. �й���ɫ����ѧ��, 2007, 17(10): 1667-1671.
WU Wen-xiang, SUN De-le, CAO Chun-yan, WANG Zhan-feng, ZHANG Hui. Flow stress behavior of 5083 aluminium alloy under hot compression deformation[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(10): 1667-1671.
[6] ����, ���ؽ�, ����³, ���Ծ�. 2D70���Ͻ��ȱ�����Ϊ���ӹ�ͼ[J]. �й���ɫ����ѧ��, 2013, 23(8): 2077-2082.
LIU Da-bo, YANG Shou-jie, WANG Ke-lu, DONG Xian-juan. Hot deformation behavior and processing map of aluminum alloy 2D70[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2077-2082.
[7] ��ΰ��, ��ʿ��. NiTi�Ͻ���ѹ��ʵ�����ݵ��������䱾������[J]. ����ѧ��, 2006, 42(10): 1036-1040.
ZHANG Wei-hong, ZHANG Shi-hong. Modification of NiTi alloy hot compression experiment data and its constitutive equation[J]. Acta Metallurgica Sinica, 2006, 42(10): 1036-1040.
[8] ���ɹ�, ɣ��. 5083���Ͻ���Ȼ��˻����о�[J]. �ȼӹ�����, 2012, 41(24): 205-207.
MA Cheng-guo, SANG Yu-bo. Study on homogenizing annealing process of 5083 aluminum alloy[J]. Thermal Processing Technology, 2012, 41(24): 205-207.
[9] BLUM W, ZHU Q, MERKEL R, MCQUEEN H J. Geometric dynamic recrystallization in hot torsion of Al5Mg0.6Mn (AA5083)[J]. Materials Science & Engineering A, 1996, 205(205): 23-30.
[10] ��P��, ������, ½ ��, �볯��. 7A85���Ͻ����ѹ��������Ϊ������֯[J]. ���Ϲ���, 2016, 44(1): 33-39.
QIU Li-li, GAO Wen-li, LU Zheng, FENG Zhao-hui. Thermo-compression rheological behavior and microstructure of 7A85 aluminum alloy[J]. Materials Engineering, 2016, 44 (1): 33-39.
[11] MALLOL J, SARRAGA MC, BARTOLOME M. Hot working behavior of near-�� alloy IMI834[J]. Materials Science & Engineering A, 2005, 396(1/2): 50-60.
[12] EBRAHIMI R, NAJAFIZADEH A. A new method for evaluation of friction in bulk metal forming[J]. Journal of Materials Processing Tech, 2004, 152(2): 136-143.
[13] ��ʤ��, �� ��, ������, ������, �ﱦ��. Al-Cu-Li-Mg- Mn-Zn-Ag�Ͻ���ȱ���������Ϊ�뱾������[J]. �й���ɫ����ѧ��, 2015, 25(8): 2083-2090.
YANG Sheng-li, SHEN Jian, YAN Xiao-dong, LI Xi-wu, SUN Bao-qing. Flow behavior and constitutive equations of Al-Cu-Li-Mg-Mn-Zn-Ag alloy during isothermal compression[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(8): 2083-2090.
[14] �� ��,�ﱣ��, ����ΰ, �� ��, �� ��, �η���. Al2O3/Cu-WC���ϲ����ȱ�����Ϊ���ȼӹ�ͼ[J]. �й���ɫ����ѧ��, 2012, 22(12): 3462-3467.
FENG Jiang, TIAN Bao-hong, SUN Yong-wei, LIU Yong, ZHANG Yi, REN Fen-zhang. Hot deformation behavior and processing maps of Al2O3/Cu-WC composites[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(12): 3462-3467.
[15] WANG Y, PAN Q, SONG Y, LI C, LI Z. Hot deformation and processing maps of X-750 nickel-based superalloy[J]. Materials & Design, 2013, 51(5): 154-160.
[16] �� ��, ������, �� ��. Ӧ���ȼӹ�ͼ�о�TC17�Ͻ�Ƭ״��֯����[J]. ϡ�н��������빤��, 2006, 35(2): 265-269.
ZHOU Jun, ZENG Wei-dong, SHU Ying. Study on spheroidization rule of TC17 alloy flake by hot work drawing[J]. Rare Metal Materials and Engineering, 2006, 35(2): 265-269.
[17] BAMBACH M. Implications from the Poliak�CJonas criterion for the construction of flow stress models incorporating dynamic recrystallization[J]. Acta Materialia, 2013, 61(16): 6222-6233.
[18] POLIAK E I, JONAS J J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization[J]. Acta Materialia, 1996, 44(1): 127-136.
[19] LIU Y, HU R, LI J, KOU H, LI H. Characterization of hot deformation behavior of Haynes230 by using processing maps[J]. Journal of Materials Processing Tech, 2009, 209(8): 4020-4026.
[20] LI B, PAN Q, YIN Z. Microstructural evolution and constitutive relationship of Al-Zn-Mg alloy containing small amount of Sc and Zr during hot deformation based on Arrhenius-type and artificial neural network models[J]. Journal of Alloys & Compounds, 2014, 584(1): 406-416.
[21] �� ǰ, �� ��. ����ʱЧ̬GH4169�Ͻ���ȼӹ���Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(10): 2727-2737.
CHEN Qian, WANG Yan. Hot working behavior of delta-processed GH4169 alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(10): 2727-2737.
Correction of flow stress-strain curve and processing maps of 5083 aluminum alloy during hot compression
GAO Wen-li, GUAN Yu-fei
(School of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The hot compression tests of the cylindrical 5083 aluminum alloy sample were carried out on Gleeble-3500 thermal simulator at the temperature range of 300-500 �� and the strain rate range of 0.001 s-1. The real stress and strain curves obtained by the experiment were subjected to friction correction. The constitutive equation of Zener-Hollomon parameters was used to describe the flow behavior of 5083 aluminum alloy after friction correction and activation energy of the thermal deformation is 164.17 kJ/mol. According to the friction correction of the true stress-strain curve drawing the processing map, finding that the unstable region expands toward high strain rate and high deformation temperature with the increase of true strain. The suitable thermal deformation process parameters of 5083 aluminum alloy are as follows: deformation temperatures of 400-500 �� at deformation rates of 0.01-0.1 s-1 and deformation temperatures of 340-450 �� at deformation rates of 0.001-0.01 s-1.With the increases of deformation temperature and strain rate, the dislocation density within the grain decreases, and the main softening mechanism gradually changes from dynamic recovery to dynamic recrystallization.
Key words: 5083 aluminum alloy; stress-strain curve correction; constitutive equation; processing map; microstructural evolution
Foundation item: Projects(51474101, 51271076, 51474195) supported by the Natural Science Foundation of China
Received date: 2017-07-24; Accepted date: 2018-01-24
Corresponding author: GAO Wen-li; Tel: +86-13873110708; E-mail: wenligaohd@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51474101��51271076��51474195)
�ո����ڣ�2017-07-24�������ڣ�2018-01-24
ͨ�����ߣ������������ڣ���ʿ���绰��13873110708��E-mail��wenligaohd@163.com

