稀有金属 2011,35(05),684-689
GH625合金管材热挤压成形工艺及组织演变的研究
郭青苗 李海涛 李德富 郭胜利 彭海健 胡捷
北京有色金属研究总院有色金属加工事业部
沈阳飞机设计研究院结构部
摘 要:
利用卧式挤压机对GH625合金进行了管材热挤压试验,研究了挤压温度和挤压比对GH625合金管材挤压过程中的力能参数及挤压后管材不同部位的显微组织的影响。结果表明,随着挤压温度的降低和挤压比的升高,最大挤压力逐渐升高。管坯在固定挤压速度40 mm.s-1,预热温度为11501 200℃和挤压比为3.464 .10的条件下,可成功挤压出3种规格的GH625合金管材;挤压后的管材由于在挤压过程中发生了动态再结晶组织明显细化,管坯横向组织为等轴的动态再结晶晶粒和原始晶粒组成,纵向组织则由等轴的动态再结晶晶粒及被拉长的原始晶粒组成,呈条带状组织;挤压后管材的外壁、中心、内壁与管材的头部、中部与尾部在热挤压变形过程中,由于变形不均匀发生了不同程度的再结晶,因而存在不同程度的混晶组织。为消除混晶组织,结合设备能力与GH625合金的变形特征,可通过提高坯料挤压的变形温度和挤压比来控制变形的均匀性,并通过切头,去尾和对管材内壁进行少量机加工的方法,可获得具有完全动态再结晶组织的挤压管材。
关键词:
GH625合金 ;热挤压 ;挤压力 ;显微组织 ;动态再结晶 ;
中图分类号: TG376.2
作者简介: 郭青苗(1981-),女,河北人,博士;研究方向:难变形材料加工成形; 李德富(E-mail:lidf@grinm.com);
收稿日期: 2011-02-13
基金: 国家自然科学基金和宝山钢铁股份有限公司联合资助(50834008)项目;
Hot Extrusion Moulding Process and Microstructure Evolution of GH625 Superalloy Tubes
Abstract:
GH625 superalloy tubes were hot extruded using a horizontal extruder.The influence of extrusion temperature and extrusion ratio on the extrusion force and microstructures of different positions of extruded tubes were investigated.It was suggested that the maximum extrusion force during extrusion was increased with the decreasing extrusion temperature and the increasing extrusion ratio.It was also found that three sizes of GH625 superalloy tubes could be successfully fabricated with a stable extrusion speed of 40 mm ・ s-1,extrusion ratio from 3.46 to 4.10 and preheating temperature from 1150 to 1200 ℃.The microstructure of extruded tube was obviously fined due to the occurrence of dynamic recrystallization(DRX) during extrusion.The horizontal microstructure of the tube was composed of equiaxed DRX grains and original grains,while the longitudinal microstructure was composed of equiaxed DRX grains and elongated original grains.Different degrees of mixed grain structure were observed in outer wall,center and inner wall of the tubes due to the different degrees of DRX caused by inhomogeneous deformation,which was similar to that in the head,middle and tail of the extruded tubes.Considering the equipment capacity and deformation characteristics,the mixed grain structure could be eliminated by increasing the extrusion temperature and the extrusion ratio,then extruded tubes containing fully DRX grains could be obtained through cutting the head,tail and machining a small amount of the inner wall.
Keyword:
GH625 superalloy;hot extrusion;extrusion force;microstructure;dynamic recrystallization;
Received: 2011-02-13
GH625合金是以Cr, Mo, Nb, C为主要强化元素的固溶强化型镍基变形高温合金, 具有优良的耐腐蚀和抗氧化性, 从低温到980 ℃具有良好的拉伸性能和疲劳性能, 以管材的形式广泛应用于燃气涡轮发动机、 核动力设备和宇航发动机等领域中能源转化装置关键部件, 是航空、 航天、 核能、 石油及化工等工业关键零件的制造材料
[1 ,2 ,3 ,4 ]
。
长期以来, 国内均采用锻造、 轧制等方法生产高温合金棒材、 型材和管材
[5 ]
。 与常规锻造相比, 用热挤压方法生产的管材, 其机械加工余量很小, 热挤压件的表面粗糙度低, 尺寸精度高, 且组织性能良好
[6 ,7 ]
。 因此, 热挤压是管材制坯技术的发展趋势。 国外镍基高温合金管材制坯采用热挤压技术, 后续经轧制、 冷拔成形制成不同规格的管材, 但由于技术保密, 关于镍基合金管材热挤压制坯技术在国外少有报道。 国内热挤压技术起步较晚, 目前在铝合金、 铜合金、 镁合金等易成形金属方面应用较多, 而在高温合金、 钛合金等难成形金属方面的应用尚处于起步阶段。 上钢五厂、 长城特钢、 北京有色金属研究总院、 中国科学院金属研究所、 钢铁研究总院等对镍基高温合金管坯热挤压制备进行了尝试
[5 ,6 ,7 ,8 ,9 ,10 ,11 ]
, 取得初步的成果, 但离工业化的可靠、 稳定和高效生产仍有一定距离, 使得我国很多国防工业和核工业用高档镍基合金长管仍基本依赖进口。
本文采用热挤压方法在不同挤压工艺参数下挤压出了GH625合金管坯, 通过对比各个管坯不同部位的组织, 得到了合理的能够挤压出组织均匀、 细小的GH625合金管坯的工艺。
1 实 验
1.1 材 料
采用抚顺特殊钢股份有限公司生产的Φ200 mm的GH625合金锻态棒材, 其化学成分如表1所示。
材料经1200 ℃、 保温120 min固溶处理后, 组织为均匀的等轴晶粒。 如图1所示。 将坯料去除氧化皮加工成如图2所示的GH625合金空心管坯, 空心管坯的尺寸如表2所示。 为保证挤压件质量, 在挤压前需要对毛坯进行表面处理, 去除其毛刺, 油污、 碎屑及其他脏物。
1.2 方 法
1.2.1 挤压工艺参数
挤压设备选用卧式挤压机, 挤压实验过程中试验机自动采集和计算载荷、 行程、 应力和应变等数据。 坯料挤压前的预热是管材热挤压成形的关键步骤之一, 一方面使坯料变形温度达到适于加工的组织温度范围, 另一方面在再结晶温度以上进行预热有利于塑性指标的提高。 结合GH625合金的加工图
[12 ]
, 对坯料预热温度进行了调整, 选取1150, 1200 ℃ 2种不同的预热温度。 在选择挤压比时应考虑GH625合金的塑性、 产品性能、 挤压工具的强度及挤压允许的最大压力。 本研究选取的分别为3.45, 3.80和4.10 3种挤压比进行挤压。 挤压完成后, 将管坯空冷至室温。 挤压镍基合金时, 为了减轻坯料与挤压筒及模具之间的摩擦, 防止粘模, 使用玻璃润滑剂进行润滑。
表1 GH625镍基高温合金的化学成分(%, 质量分数)
Table 1 Chemical composition of GH625 superalloy (%, mass fraction )
C
Cr
Mo
Nb
Fe
Mg
Al
Mn
Si
Ti
Ni
0.053
21.320
8.580
3.730
0.110
0.010
0.180
0.040
0.090
0.160
Bal.
表2 GH625合金的热挤压工艺参数
Table 2 Hot extrusion process parameters of GH625 superalloy
No.
Extrusion speed/-1 )
Size of extrusion billets/
Extrusion ratio G
Extrusion temperature/
Die shape
Lubricating mode
1#
40
116.7×46.8×131.0
3.46
1150
Cone die
Glass lubrication
2#
40
116.5×45.0×148.0
3.80
1200
3#
40
116.3×44.8×142.2
4.10
1200
1.2.2 组织观察
用线切割的方法从GH625合金挤压管材的头部、 中部、 尾部分别切取样品, 对所取的样品进行镶嵌、 粗磨、 细磨、 抛光、 浸蚀, 制成金相样品, 进行微观组织观察。 采用线切割将变形试样沿轴向与径向剖开以观察横、 纵截面的组织。 试样经研磨、 抛光后利用10 ml H2 SO4 +100 ml HCl+10 g无水CuSO4 粉末配制成的混合溶液进行腐蚀, 在Axiovert 200MAT光学金相显微镜上观察合金的金相组织。
2 结果与讨论
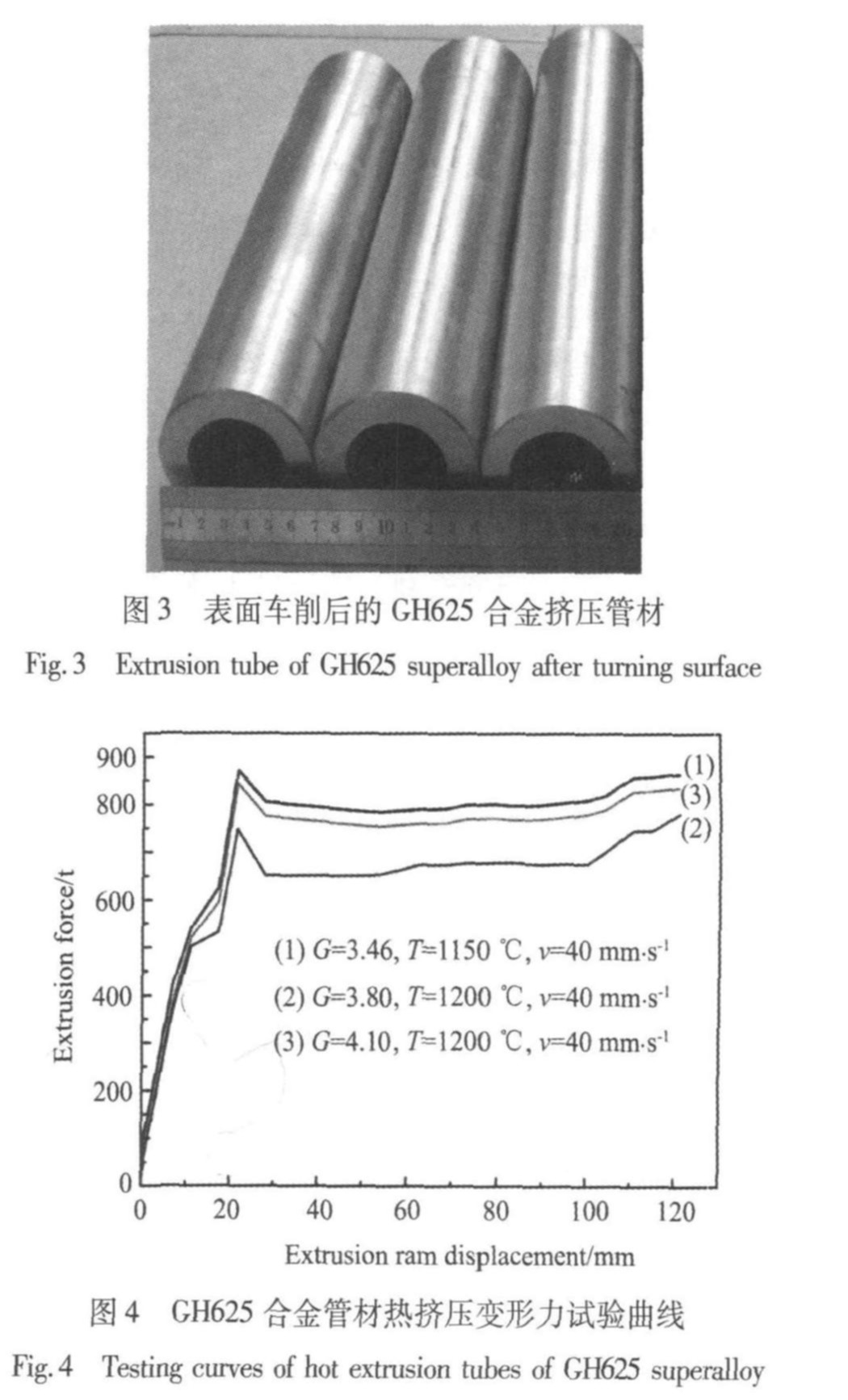
根据上述挤压参数, 挤压出了3种壁厚的GH625合金管材, 表面经车削后如图3所示。
2.1 工艺参数对挤压力的影响
在挤压过程中, 对挤压力进行了测试, 挤压力测试结果见图4所示。 由图4可以看出, 随着变形温度的上升, 发生动态再结晶速度变快, 最大挤压力呈下降趋势逐渐降低, 最大挤压力则随着挤压比的升高而升高。
2.2 挤压工艺参数对管材显微组织的影响
2.2.1 挤压比对管材组织的影响
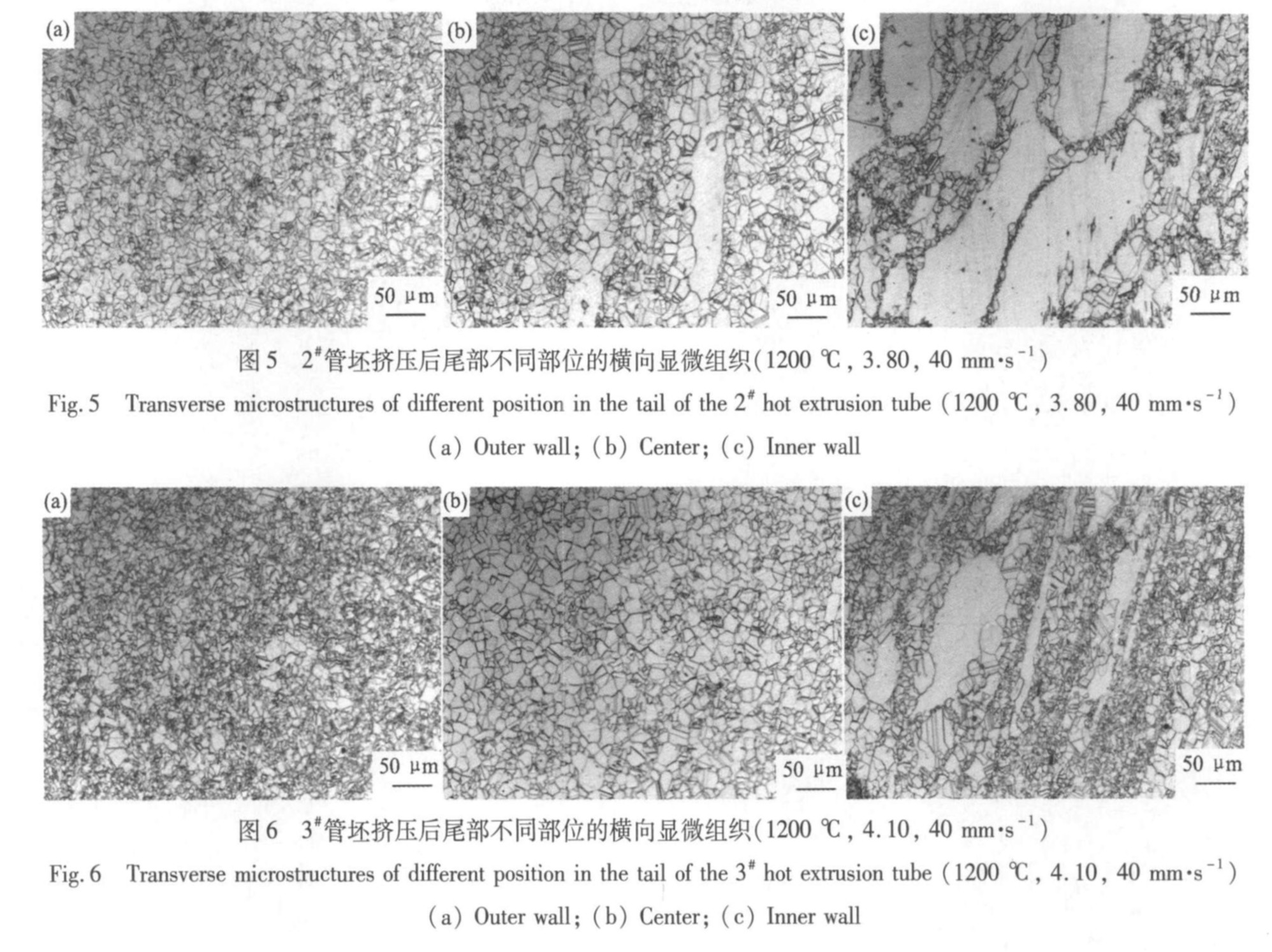
图5及6为GH625合金管坯以40 mm・s-1 的速度在1200 ℃以不同的挤压比挤压后管材尾部的外壁、 中心、 内壁的横向显微组织。 可以看出, 挤压后的组织与原始组织相比明显细化且在内壁和中心处存在混晶组织。 挤压后GH625合金管坯的外壁横向组织均为等轴、 细小的动态再结晶组织, 且随着挤压比从3.80升高到4.10晶粒尺寸相差不大, 这符合动态再结晶的项链状结构的形核机制
[13 ,14 ]
, 如图5(a)与图6(a)所示; 中心组织则随着挤压比的升高, 由混晶组织转变为完全再结晶的组织, 如图5(b)与图6(b)所示, 且中心组织较外壁组织要均匀, 尺寸也较大, 这是由于中心温度与外壁温度相比较高所致; 内壁组织则由于挤压时内壁变形量较小而存在混晶, 且再结晶程度随着挤压比的升高而升高, 如图5(c)与图6(c)所示。
2.2.2 挤压温度的影响
图7为GH625合金管坯以40 mm・s-1 的速度在1150 ℃挤压后管材尾部的外壁、 中心、 内壁的横向显微组织。 可以看出, 在挤压温度较低挤压时, 挤压后管材的外壁和内壁都存在混晶组织。 通过比较图5~7可以发现, 随着挤压温度的升高, GH625合金管坯挤压后的外壁、 中心及内壁的动态再结晶晶粒的尺寸逐渐升高, 且中心及内壁发生再结晶程度也逐渐升高。
2.2.3 不同部位组织的比较
图8~10为GH625合金管坯以40 mm・s-1 的速度在1200 ℃挤压后管材的头部、 中部、 尾部的外壁、 中心、 内壁纵向显微组织。 从图8~10可以看出, GH625合金挤压后管坯的头部、 中部与尾部发生的再结晶程度不同, 纵向组织则由等轴的动态再结晶晶粒及被拉长的原始晶粒组成, 呈条带状组织。 由于头部发生的变形量较小且温度降低较快导致头部发生再结晶的程度较小, 存在混晶组织; 中部由于处于稳态挤压阶段, 变形温度及程度较均匀, 整体再结晶程度也较均匀, 内壁只存在少量混晶组织; 尾部则由于管坯与挤压针和挤压垫的接触导致挤压后阶段温降较大, 因而再结晶程度及均匀度与中部相比较低、 而与头部相比变形程度较大, 动态再结晶程度相对较高。
图7 1#管坯挤压后尾部不同部位的横向组织(1150 ℃, 3.46, 40 mm・s-1)
Fig.7 Transverse microstructures of different position in the tail of the 1# hot extrusion tube (1150 ℃, 3.46, 40 mm・s-1 ) (a) Outer wall; (b) Center; (c) Inner wall
2.3 讨 论
由图5~10可以看出, 在不同的挤压条件下挤压时, 管材的不同部位存在不同程度的混晶组织。 混晶组织是由挤压时金属变形不均匀发生不同程度再结晶所导致
[15 ,16 ]
。 为消除混晶组织, 需要提高金属在热挤压时的变形均匀性。 由于影响金属变形的因素较多, 结合设备能力与GH625合金的变形特征, 在挤压速度为40 mm・s-1 的条件下, 可通过控制挤压温度的均匀性和提高挤压比来提高金属变形的均匀性。 因此, 在挤压温度为1200 ℃, 挤压比为4.10时, 挤压管材中部组织相对较均匀, 如图9所示。 同时由于图9中的内壁和外壁存在混晶组织的区域较薄, 因而通过切头、 去尾, 并对管材内壁进行少量机加工的方法, 可获得如图9所示的具有均匀、 细小的完全动态再结晶组织的挤压管材。
3 结 论
随着挤压温度的升高和挤压比的降低, 最大挤压力逐渐降低。
1. 制订的GH625合金管材的热挤压工艺可行。 管坯在预热温度1150~1200 ℃、 挤压速度40 mm・s-1 , 挤压比3.46~4.10, 可成功挤压出3种规格GH625合金管材。
2. 挤压后的GH625合金管坯由于发生了动态再结晶组织明显细化; 横向组织为等轴的动态再结晶晶粒和原始晶粒, 纵向组织则由等轴的动态再结晶晶粒及被拉长的原始晶粒组成, 呈条带状组织; 随着挤压温度的升高, 再结晶程度及尺寸升高, 而随着挤压比的升高, 再结晶程度升高, 尺寸变化不大。
3. GH625合金挤压后管材的外壁、 中心、 内壁与管材的头部、 中部与尾部在热挤压变形过程中, 由于变形不均匀发生了不同程度的再结晶, 因而存在不同程度的混晶组织。 而在实验允许的条件下, 提高变形温度和挤压比, 并通过切头、 去尾, 并对管材内壁进行少量机加工的方法, 可获得具有均匀、 细小的完全动态再结晶组织的挤压管材。
参考文献
[1] Guo Jianting.Materials Science and Engineering for Superalloys[M].Beijing:Science Press,2008.(郭建亭.高温合金材料学[M].北京:科学出版社,2008.4)
[2] Shankar V,Bhanu Sankara Rao K,Mannan S L.Microstruc-ture and mechanical properties of Inconel 625 superalloy[J].Journal of Nuclear Materials,2001,288:222.
[3] Dinda G P,Dasgupta A K,Mazumder J.Laser aided directmetal deposition of Inconel 625 superalloy:microstructural evolu-tion and thermal stability[J].Materials Science and EngineeringA,2009,509:98.
[4] Mittra J,Dubey J S,Banerjee S.Acoustic emission techniqueused for detecting early stages of precipitation during aging of In-conel 625[J].Scripta Materialia,2003,49:1209.
[5] Wang Huailiu.Study on hot extrusion process for GH690 alloy[J].Special Steel Technology,2008,14(2):31.(王怀柳.GH690合金热挤压工艺的研究[J].特钢技术,2008,14(2):31.)
[6] Wang Zhongtang,Wang Benxian,Zhang Shihong.A study onthe technology and microstructure of tube hot extrusion of superal-loy GH1140[J].Transactions of Shenyang Ligong University,2005,24(3):4.(王忠堂,王本贤,张士宏.GH1140管材热挤压工艺及组织性能研究[J].沈阳理工大学学报,2005,24(3):4.)
[7] Guo Shengli,Li Defu,Chen Dong,Wang Haowei.Optimization ofhot extrusion parameters of TiB2/Al composite based on Murty crite-rion[J].Chinese Journal of Rare Metals,2009,33(5):702.(郭胜利,李德富,陈东,王浩伟.基于Murty准则优化TiB2/Al复合材料热挤压工艺参数的研究[J].稀有金属,2009,33(5):702.)
[8] Zhang Shihong,Wang Zhongtang,Xu Yi,Wang Benxian.Study on technology and microstructure evolution of superalloyGH4169 during tube extrusion[J].Metal Forming Technology,2003,21(5):42.(张士宏,王忠堂,许沂,王本贤.高温合金GH4169管材挤压工艺及组织分析[J].金属成形工艺,2003,21(5):42.)
[9] Sun Chaoyang,Liu Jinrong,Li Rui,Zhang Qingdong.Effect ofprocess parameters on the exit temperature of IN690 alloy tubesduring hot extrusion[J].Journal of University of Science andTechnology Beijing,2010,32(11):1483.(孙朝阳,刘金榕,李瑞,张清东.工艺参数对IN690合金管材热挤压出口温度的影响[J].北京科技大学学报,2010,32(11):1483.
[10] Wang Zhongtang,Zhang Shihong,Cheng Ming,Li Defu.Studyon technology and microstructure of superalloy GH4169 duringtube coating extrusion[J].Forging&Stamping Technology,2010,35(4):48.(王忠堂,张士宏,程明,李德富.高温合金GH4169管材包套挤压工艺及组织性能研究[J].锻压技术,2010,35(4):48.)
[11] Wang Jue,Dong Jianxin,Zhang Maicang,Zheng Lei,Xin Jijun.Numerical simulation for optimization of the extrusion process ofGH4169 tubes[J].Journal of University of Science and Technol-ogy Beijing,2010,32(1):84.(王珏,董建新,张麦仓,郑磊,信继军.GH4169合金管材正挤压工艺优化的数值模拟[J].北京科技大学学报,2010,32(1):84.)
[12] Wu Zhigang.Study on Hot Deformation Behavior and ProcessingMap of GH625 Superalloy[D].General Research Institute forNonferrous Metals,2010.(吾志岗.GH625合金高温变形行为及加工图研究[D].北京有色金属研究总院,2010.)
[13] Humphreys F J,Hatherly M.Recrystallization and Related An-nealing Phenomena[M].Oxford:Pregamon Press,2004.
[14] Li D F,Guo Q M,Guo S L,Peng H J,Wu Z G.The micro-structure evolution and nucleation mechanismsof dynamic recrys-tallization in hot-deformed inconel 625 superalloy[J].Materialsand Design,2011,32:696.
[15] Peng Haijian,Li Defu,Guo Shengli,Guo Qingmiao,Hu Jie,Wu Zhigang.Hot deformation behavior of GH690 alloy[J].Chinese Journal of Rare Metals,2011,35(3):356.(彭海健,李德富,郭胜利,郭青苗,胡捷,吾志岗.GH690合金热变形流变行为的研究[J].稀有金属,2011,35(3):356.)
[16] Xie Jianxin,Liu Jingan.Metal Extrusion Theory and Technolo-gy[M].Beijing:Metallurgical Industry Press,2001.40.(谢建新,刘静安.金属挤压理论与技术[M].北京:冶金工业出版社,2001.40.)