文章编号:1004-0609(2010)03-0463-06
Al2O3陶瓷与5A05铝合金的间接钎焊工艺
徐富家,张丽霞,冯吉才,王 颖,王克强
(哈尔滨工业大学 现代焊接生产技术国家重点实验室,哈尔滨 150001)
摘 要:利用Al-Si-Mg钎料和自制工艺罩内置Mg粉方法,实现化学镀镍Al2O3陶瓷与5A05铝合金的真空钎焊连接,并分析保温时间及连接温度对接头界面结构和抗剪强度的影响。结果表明:连接温度570 ℃,保温时间15 min为最佳工艺参数,此时接头界面结构为Al2O3/Ni(Ⅰ区)/Al3Ni2(Ⅱ区)/Al3Ni+Mg2Si(Ⅲ区)/α(Al)+Mg2Si(Ⅳ区)/5A05,接头的抗剪强度为25 MPa。随着保温时间的延长,Ni层变薄,Al3Ni2组织的变化不大,Al3Ni+Mg2Si组织逐渐变宽,且呈分散趋势;当保温时间延长到50 min时,Al3Ni+Mg2Si完全变成零乱的形状、大小不一的块状分布,且靠近5A05侧的Mg2Si消失。连接温度对界面组织结构的影响与保温时间的影响相似,接头断裂形式为脆性断裂。当接头的强度较低时,断裂发生在铝合金侧的α(Al)+Mg2Si附近;当接头的强度较高时,断裂发生在镀Ni层+界面区(Ⅱ区与Ⅲ区)。
关键词:Al2O3陶瓷;化学镀镍;真空钎焊;界面结构;抗剪强度
中图分类号:TG454 文献标识码:A
Process of indirect brazing alumina to 5A05 Al alloy
XU Fu-jia, ZHANG Li-xia, FENG Ji-cai, WANG Ying, WANG Ke-qiang
(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology,
Harbin 150001, China)
Abstract: Vacuum brazing of Al alloy and electroless nickel plated alumina was carried out with Al-Si-Mg brazing alloy and Mg powder in home-made technical hood. Effects of brazing temperature and holding time on the interface structure and shear strength of joints were analyzed. The experimental results show that the interface structure is Al2O3/Ni(Ⅰzone)/Al3Ni2 (Ⅱzone)/Al3Ni+Mg2Si(Ⅲ zone)/α(Al)+Mg2Si(Ⅳ zone)/5A05 when the brazing temperature is 570 ℃ and holding time is 15 min. The maximum shear strength of joints is up to 25 MPa. As the holding time prolongs, Ni layer becomes thin, Al3Ni zone changes little and Al3Ni+Mg2Si zone becomes thick and dispersed. When the holding time is 50 min, Al3Ni+Mg2Si zone becomes scattered and Mg2Si near 5A05 alloy disappears. The effect of brazing temperature on the joints is similar to that of holding time. The fracture mode of joints is brittle. When the shear strength of joints is lower, the joints fracture near α(Al)+Mg2Si on Al alloy side. When the shear strength of joints is higher, the joints fracture on Ni+interface (Ⅱzone and Ⅲ zone).
Key words: Al2O3 ceramic; electroless nickel plating; vacuum brazing; interface structure; shear strength
Al2O3陶瓷具有高强度、高硬度、耐高温、抗腐蚀、耐磨以及绝缘性能好等性能,是一种有前途的结构材料,可望在航空、航天、军工、核能、汽车和电子等领域获得广泛应用。但陶瓷材料固有的硬性和脆性使其难以加工与制造,需要与金属连接起来,实现与金属性能上的互补[1?4]。铝和铝合金的密度小,具有塑 性、导电性、抗氧化性和铸造性好等优点,因此,应用非常广泛。若能将Al2O3陶瓷与铝合金连接起来,则可以充分发挥它们各自的优点,扩大Al2O3陶瓷和铝的应用范围[5]。
Al2O3陶瓷与铝合金的钎焊连接难点在于二者在化学键型、微观结构、物理性能和力学性能等方面存在较大差异,加之铝合金的熔点低、表面氧化膜致密给二者的钎焊带来不利影响[6?10]。目前,关于Al2O3陶瓷与铝合金的钎焊连接的研究报道非常少。由于二者的直接连接难于实现,因此,有学者采用间接钎焊方法[11?13]对Al2O3陶瓷与铝合金进行连接,即采用Zn基钎料实现二者的刮擦钎焊。但在上述报道中,只对接头的界面组织进行分析,并未对接头的强度等性能进行评价[14]。
为此,本文作者采用化学镀镍方法对Al2O3陶瓷表面进行预金属化,然后,采用Al-Si-Mg钎料、自制工艺罩内置Mg粉方法,实现Al2O3陶瓷与5A05铝合金真空钎焊连接。利用扫描电镜、X射线衍射分析仪和能谱分析仪等研究保温时间及钎焊温度对接头界面结构及断裂形式的影响,并对接头的抗剪强度进行测试。
1 实验
所用的Al2O3陶瓷是经常压烧结而获得的,其纯度为95%(质量分数)。在进行化学镀镍前,首先,用J5060?1型内圆切割机将其切成尺寸为7 mm×3 mm×3 mm的小块。Al2O3陶瓷的化学镀镍工艺流程一般为:前处理→除油→粗化→敏化→活化→还原→化学镀镍。铝合金牌号为5A05,其标准化学成分如表1所列。5A05铝合金的固液相线区间为568~630 ℃。用线切割将铝合金母材切割成8 mm ×8 mm×5 mm的金相试样及15 mm×8 mm×5 mm的剪切试样。
表1 5A05铝合金的标准化学成分
Table 1 Chemical composition of 5A05 aluminium alloy (mass fraction, %)

在钎焊前,将化学镀镍陶瓷进行真空热处理,对铝合金母材及Al-Si-Mg钎料经1000号水砂砂纸打磨后,用丙酮清洗风干;随后,经10% NaOH溶液碱洗2~5 min、水洗、30% HNO3溶液钝化1 min、水洗;然后,将准备好的试样立即放入置有Mg粉的工艺罩中,在真空钎焊炉中进行焊接(炉内的真空度小于1×10?4 Pa)。采用的钎焊温度分别为550、560、565、570和580 ℃,保温时间分别为5、15、30和50 min。采用扫描电镜S?4700(SEM)对接头及界面的组织形貌进行观察,并结合EDS能谱分析仪和X射线衍射仪进行分析;采用电子万能材料试验机(Instron model 1186)对接头的常温抗剪强度进行测试。
2 结果与讨论
2.1 钎焊接头的界面组织分析
图1所示为钎焊温度570 ℃、保温时间15 min时接头的显微组织。由图1(a)可见,镀Ni层与Al2O3母材的“锁扣效应”明显,结合较好,此时接头共分为4个反应区。为便于说明,把Ni层命名Ⅰ区,靠近Ni层的较薄反应区命名为Ⅱ区,靠近5A05侧的反应区命名为Ⅳ区,二者之间的反应区为Ⅲ区。由图1(b)可见,Ⅱ区主要为连续的浅灰色组织,宽度仅有2 μm左右;Ⅲ区由连续的灰色组织及弥散分布的深灰色块状组织构成,其宽度较宽,约为30 μm左右;Ⅳ区的组织与5A05铝合金母材的较接近,其间镶嵌着小的块状组织。

图1 连接温度570 ℃、保温时间15 min时Al2O3-5A05铝合金钎焊接头的显微组织
Fig.1 Microstructures of joints brazed at 570 ℃ for 15 min: (a) SEM image of joint; (b) Higher magnification of (a)
为确定各反应区域的元素分布,对图1(a)中黑线经过的区域进行能谱线扫描,结果如图2所示。
由图2可知,钎焊后剩余连续的镀Ni层,Al元素主要分布在Ⅱ区、Ⅲ区和Ⅳ区,Ni元素含量在Ⅱ区处开始下降,至Ⅳ区时,其含量达到最低。Ⅱ区与Ⅲ区的主要元素为Al和Ni,它们的扫描曲线呈现此消彼长的趋势。但在嵌于Ⅲ区的深灰色块状组织中几乎没有这2种元素;而Mg和Si元素在此处出现峰值。Ⅳ区域含有大量的Al元素,还含有少量的Mg与Si元素,Ni元素含量几乎为零,分析为α(Al)。为进一步确定界面的可能生成相,对接头各特征区域进行能谱分析,其结果如表2所列。
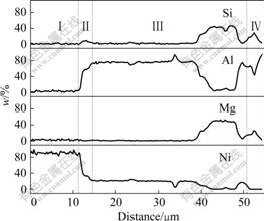
图2 Al2O3-5A05铝合金钎焊接头处线扫描元素分布图
Fig.2 Element scanning distribution of joints along black line in Fig.1(a)
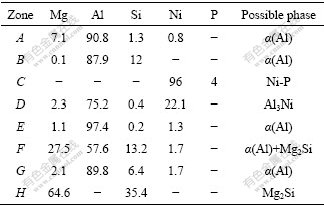
表2 接头各区主要元素成分及生成的可能相
Table 2 Chemical compositions of elements and possible phases for joints
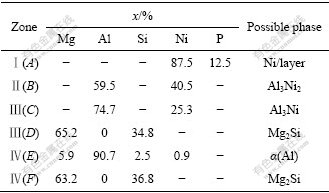
由图2和表2可知,紧邻Al2O3母材的Ⅰ区镀Ni层内含有大量的Ni元素及少量的P元素。Ⅱ区主要由Al和Ni 2种元素组成,结合相图分析认为,该区的组织可能为Al3Ni2相。Ⅲ区主要含有2种相,一种是大量的浅灰色相,分析认为其可能为Al3Ni;另一种为镶嵌于其中的深灰色块状相,能谱分析结果表明其含有Mg和Si 2种元素,结合相图分析,它可能是Mg2Si。Ⅳ区认为是α(Al);而F点小块状组织经过能谱分析认为,其有可能是Mg2Si。
图3所示为Ⅱ区和Ⅲ区的XRD谱。由图3可看出,由于Ⅱ区非常密,XRD分析明其表面上有少量的Ⅲ区组织存在,即此XRD结果证明接头有Al3Ni2、Al3Ni及Mg2Si相存在。综上所述,接头的界面结构为Al2O3/镀Ni(Ⅰ区)/Al3Ni2(Ⅱ区)/Al3Ni+Mg2Si(Ⅲ区)/ α(Al)+Mg2Si(Ⅳ区)/5A05。
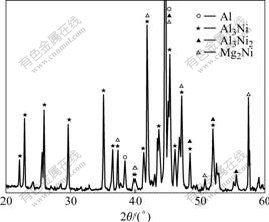
图3 Al2O3-5A05铝合金钎焊接头处Ⅱ区和Ⅲ区的XRD谱
Fig.3 XRD pattern of zones Ⅱand Ⅲ for joints
2.2 钎焊界面反应机理
通过上述分析可知,接头的界面组织主要以铝镍化合物为主。由Al-Ni二元相图可知Al与Ni可形成AlNi、Al3Ni、Al3Ni2和AlNi3 4种化合物。根据热力学公式[15],计算4种化合物的标准生成吉布斯自由能(?GΘ)如图4所示。结果表明:上述化合物的?GΘ均小于零,因此,在界面均可能生成。通常?GΘ越小的化合物,越先生成。图4表明Al3Ni2的?GΘ最小。在钎焊过程中,Al-Si-Mg钎料熔化,固态Ni向熔化的 钎料溶解,随着保温时间的延长,溶解及界面反应加剧,在冷却过程中,界面产物析出;由于Ni溶解量有限,Al较为充足,因此,在接头界面有Al3Ni2和Al3Ni相生成,其中Al3Ni2优先析出。
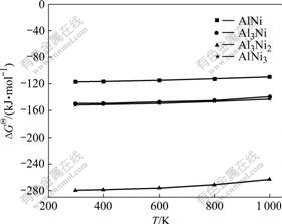
图4 4种铝镍化合物的标准生成吉布斯自由能与温度的关系
Fig.4 Relationships between standard Gibbs free energies and temperatures of four kinds of Al-Ni compounds
2.3 工艺参数对接头组织的影响
钎焊温度对接头界面组织的影响如图5所示。由图5(a)可知,连接温度在550 ℃时,钎料的熔化效果不好,界面反应不充分,特别是在Ⅲ区与Ⅳ区的交界处,Mg2Si呈小块状弥散分布在Ⅳ区起强化作用,使接头的性能得到提高。当连接温度为580 ℃时(见图5(b)),钎料的熔化效果变好,界面反应变充分,靠近Al侧Ⅲ层的Al3Ni灰色组织层变窄,且趋于弥散分布。Ⅱ层(Al3Ni2)组织变化不大。Mg2Si从弥散的小颗粒状逐渐凝聚成大块分布于Ⅲ区与Ⅳ区的交界处,其较强的脆性降低了接头的性能。

图5 钎焊温度对Al2O3-5A05铝合金钎焊接头界面组织的影响
Fig.5 Effects of brazing temperature on microstructure of joints: (a) 550 ℃, 15 min; (b) 580 ℃, 15 min
图6所示为连接温度为570 ℃,保温时间分别为30 min、50 min的接头的界面组织照片。由图6(a)可知,当保温时间为30 min时,Ⅰ区(Ni层)变薄,Ⅱ区(Al3Ni2)相变化不大,而Ⅲ区(Al3Ni)相逐渐变宽,并呈分散式生长。当保温时间为50 min时(见图6(b)),Ⅰ区
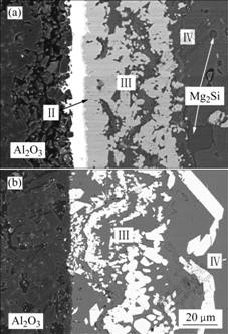
图6 保温时间对Al2O3-5A05铝合金钎焊接头界面组织的影响
Fig.6 Effect of holding time on microstructure of joints: (a) 30 min, 570 ℃; (b) 50 min, 570 ℃
(Ni层)消失,Ⅲ区(Al3Ni相)完全变成零乱的形状、大小不一的块状分布,且靠近5A05侧的Mg2Si消失。分析原因:随着保温时间的延长,界面反应持续时间较长,过多的Ni参与界面反应,Mg2Si从弥散的小颗粒状逐渐凝聚成大块状分布于Ⅲ与Ⅳ区的交界处,并且随着Ni层被完全消耗掉,镀Ni层与Al2O3陶瓷之间的“锁扣效应”消失,接头性能严重下降。
2.4 工艺参数对接头性能的影响
图7所示为保温15 min,钎焊温度对接头的剪切强度的影响。由图7可看出,随着钎焊温度升高,接头的抗剪强度先升高后降低,当钎焊温度为570 ℃时,接头的最大抗剪强度达到25 MPa。
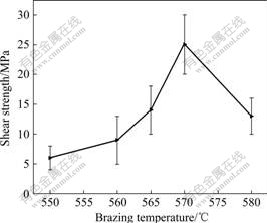
图7 钎焊温度对Al2O3-5A05铝合金钎焊接头的剪切强度的影响
Fig.7 Effect of brazing temperature on shear strength of joints
图8所示为钎焊温度570 ℃时,保温时间对接头的剪切强度的影响。由图8可看出,接头的剪切强度随保温时间的延长先增大后减小,当保温时间为15 min时,接头剪切强度出现最大值,25 MPa。
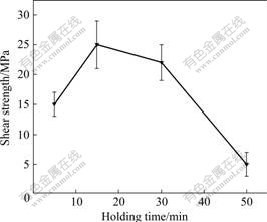
图 8 保温时间对Al2O3-5A05铝合金钎焊接头的剪切强度的影响
Fig.8 Effect of holding time on shear strength of joints
图9所示为连接温度为570 ℃、分别保温5 min、15 min以及连接温度为580 ℃、保温15 min的试样的断口形貌。表3所列为断口各特征区域的能谱分析结果。由图9(a)可知,当保温时间为5 min时,断裂形式属于脆性断裂。分别对图中2个断裂区域进行能谱分析(见表3)可知,A与B区域均含有大量的Al元素,说明此时断裂位置应该位于铝合金与Ⅳ区的界面处。
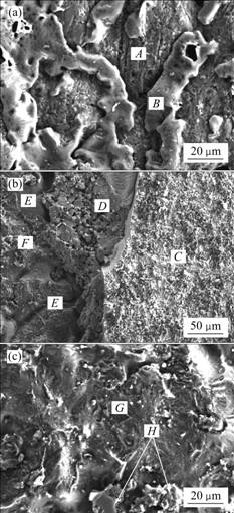
图9 Al2O3-5A05铝合金钎焊接头的断口形貌
Fig.9 Morphologies of fractures: (a) 5 min, 570 ℃; (b) 15 min, 570 ℃; (c) 580 ℃, 15 min
表3 断口的能谱分析结果
Table 3 EDS analyses results of fracture surface
当保温时间延长至15 min时,如图9(b)所示,接头断裂在4个区域,经观察,此时的断裂也属于脆性断裂。能谱分析结果表明:C区为脱落的镀Ni层,D 区存在的可能相为Al3Ni化合物,而E区含有大量的Al元素,F区主要为α(Al)+Mg2Si,因此,说明断裂一部分发生在镀镍层,一部分发生在界面的反应区内。
图9(c)所示为连接温度580 ℃、保温15 min的断口微观形貌。由图9(c)可看出,断裂形式为脆性断裂,断口形貌表示其在2个区域断裂。对各区域进行能谱分析,发现断口含有大量块状Mg2Si,推断此时断裂应该发生在靠近铝合金侧的Ⅳ区内。
3 结论
1) 对于Al2O3与5A05铝合金的间钎焊,连接温度570 ℃、保温时间15 min为最佳钎焊工艺参数,此时接头界面结构为:Al2O3/Ni(Ⅰ区)/Al3Ni2(Ⅱ区)/Al3Ni+Mg2Si(Ⅲ区)/α(Al)+Mg2Si(Ⅳ区)/5A05,接头的剪切强度最佳,达到25 MPa。
2) 随着连接温度的升高和保温时间的延长,接头处剪切强度呈现先增大后减小的变化趋势;随着连接温度的升高,Al3Ni组织弥散分布,小颗粒状的Mg2Si逐渐聚集长大并分布在Ⅲ区与Ⅳ区交界处;随着保温时间的延长,Ⅱ区组织变化不大,而Ⅲ区组织逐渐变宽,并且呈散式生长,当保温时间延长到50 min时,Ⅲ区组织完全变成零乱的形状、大小不一的块状分布,且靠近5A05侧的Mg2Si相消失。
3) 接头的断裂形式属于脆性断裂,在不同的钎焊工艺参数下,接头的断裂位置主要分为2种:当接头强度较低时,断裂发生在铝合金侧的α(Al)+Mg2Si附近,即大块状脆性Mg2Si的聚集处易成为接头薄弱区域;当接头强度较高时,断裂发生在镀Ni层+界面区。
REFERENCES
[1] 张启运, 庄鸿寿. 钎焊手册[M]. 第一版. 北京: 机械工业出版社, 1998.
Zhang Qi-yun, Zhuang Hong-shou. Brazing directory[M]. 1 st ed. Beijing: China Machine Press, 1998.
[2] KSIAZEK M, SOBCZAK N, MIKULOWSKI B, RADZIWILL W, SUROWIAK I. Wetting and bonding strength in Al/Al2O3 system[J]. Materials Science and Engineering A, 2002, 324: 162?167.
[3] 张永清, 赵彭生, 任家烈, 袁尔铭. Si3N4陶瓷与铝的辉光钎焊[J]. 太原理工大学学报, 2000, 31(3): 243?245.
Zhang Yong-qing, Zhao Peng-sheng, Ren Jia-lie, Yuan Er-ming. Glow discharge brazing of Si3N4 to aluminum[J]. Journal of Taiyuan University of Technology, 2000, 31(3): 243?245.
[4] 邱小明, 殷世强, 孙大谦, 陈智明. Al共晶接触反应钎焊热力学分析[J]. 中国有色金属学报, 2001, 11(6): 1017?1019.
QIU Xiao-ming, YIN Shi-qiang, SUN Da-qian, CHEN Zhi-ming. Thermodynamical analysis on Al eutectic reaction brazing[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1017?1019.
[5] KSIAZEK M, MIKULOWSKI B. Bond strength and microstructure investigation of Al2O3/Al/Al2O3 joints with surface modification of alumina by titanium[J]. Materials Science and Engineering A, 2008, 495: 249?253.
[6] 梁 宁, 沈以赴. 活性元素镁对铝合金真空钎焊接头性能的影响[J]. 焊接学报, 2007, 28(7): 61?64.
Liang Ning, Shen Yi-fu. The effect of active element Mg on the characterization of aluminum alloy vacuum brazing joints[J]. Transactions of the China Welding Institution, 2007, 28(7): 61?64.
[7] ZHANG Gui-feng, ZHANG Jian-xun, PEI Yi, LI Si-yu, CHAI Dong-lang. Joining of Al2O3p/Al composites by transient liquid phase (TLP) bonding and a novel process of active-transient liquid phase (A-TLP) bonding[J]. Materials Science and Engineering A, 2008, 488: 146?156.
[8] 张德库, 王克鸿, 应飘飘. Al2O3陶瓷表面化学镀镍工艺及其低温连接[J]. 焊接学报, 2007, 28(1): 69?72.
Zhang De-ku, Wang Ke-hong, Ying Piao-piao. Electroless nickel plating on Al2O3 ceramics and it’s bonding in low temperature[J]. Transactions of the China Welding Institution, 2007, 28(1): 69?72.
[9] 王实敏, 邹贵生, 张海波, 白海林, 吴爱萍, 任家烈. 真空热处理对Al2O3陶瓷化学镀Ni-P膜及金属钎焊接头的影响[J]. 金属热处理, 2007, 32(6): 75?78.
Wang Shi-min, Zou Gui-sheng, Zhang Hai-bo, Bai Hai-lin, Wu Ai-ping, Ren Jia-lie. Effects of vacuum heat treatment on the electroless Ni-P plating on Al2O3 ceramics and the joint between plated Al2O3 ceramics and metal[J]. Transactions of Metal Heat Treatment, 2007, 32(6): 75?78.
[10] KOBASHI M, NINOMIYA T, NKANETAKE, CHOH T. Effect of alloying elements in the brazing sheet on the bonding strength between Al2O3 and aluminum[J]. Scripta Materialia, 1996, 34(3): 415?420.
[11] MICHALSKI J, WEJRZANOWSKI T, GIERLOTKA S, BIELINSKI J, KONOPKA K, KOSMAC T, KURZYDLOWSKI K J. The preparation and structural characterization of Al2O3/Ni-P composites with an interpenetrating network[J]. Journal of the European Ceramic Society, 2007, 27: 831?836.
[12] 张永清, 赵彭生, 任家烈. 化学镀镍Si3N4陶瓷与金属钎焊接头的强度研究[J]. 中国机械工程, 1999, 10(7): 825?828.
ZHANG Yong-qing, ZHAO Peng-sheng, REN Jia-lie. Study on strength of brazed joint of chemically Ni-plated Si3N4 to metal[J]. China Mechanical Engineering, 1999, 10(7): 825?828.
[13] 邹贵生, 吴爱萍, 任家烈, 彭真山. 耐高温陶瓷接头的合金化―用Al/Ni/Al复合层连接Si3N4陶瓷[J]. 材料导报, 2000, 14(4): 61?63.
Zou Gui-sheng, Wu Ai-ping, Ren Jia-lie, Peng Zhen-shan. Alloying of heat resistant ceramic joints―Bonding of Si3N4 ceramics using Al/Ni/Al multilayer[J]. Materials Review, 2000, 14(4): 61?63.
[14] 梁旭文, 冯吉才, 董占贵, 王大勇, 沈志彤. Al2O3陶瓷与Al的低温连接工艺[J]. 焊接, 2000(10): 9?12.
Liang xu-wen, feng ji-cai, DONG Zhan-gui, WANG Da-yong, SHEN Zhi-tong. Low temperature bonding of alumina ceramic to Al[J]. Welding and Joining, 2000(10): 9?12.
[15] 梁英教, 车荫昌. 无机物热力学数据手册[M]. 沈阳: 东北大学出版社, 1993: 177?230.
LIANG Ying-jiao, CHE Yin-chang. Inorganic thermodynamics handbook[M]. Shenyang: Northeastern University Press, 1993: 177?230.
基金项目:国家自然科学基金资助项目(50705022);哈尔滨工业大学优秀团队支持计划资助项目
收稿日期:2009-05-04;修订日期:2009-10-19
通信作者:张丽霞,副教授,博士;电话:0451-86418146;E-mail: zhanglxia@hit.edu.cn
(编辑 杨 华)

