流变处理下ADC12铝合金初生相演变
来源期刊:中国有色金属学报(英文版)2016年第1期
论文作者:胡钊华 吴国华 张鹏 刘文才 庞松 张亮 丁文江
文章页码:19 - 27
关键词:ADC12铝合金;初生相;流变处理;近共晶铝合金
Key words:ADC12 aluminum alloy; primary phase; rheo-processing; near-eutectic aluminum alloy
摘 要:采用差式扫描热量法、光学显微镜和扫描电镜研究机械滚筒流变处理下ADC12铝合金的初生相演变。半固态浆料分析表明:合金的固相率随着滚筒转速的提高从0.38增加到0.43,但圆整度从0.45降低到0.38。随着浇注温度从620 °C降到580 °C,合金固相率和初生相平均颗粒尺寸随着浇注温度的下降而增加,初生相形貌由近球形转变为玫瑰形。在流变压铸条件下,合金中初生相α(Al)颗粒形貌圆整、颗粒细小并分布均匀。在595 和 605 °C之间进行流变压铸可以获得最佳的显微组织。晶粒控制生长理论是ADC12铝合金实现流变处理的理论依据,半固态浆料在压铸成型中服从Mullins-Sekerka准则。
Abstract: The primary phase evolution of ADC12 aluminum alloy rheo-processed by mechanical rotational barrel system was studied by differential scanning calorimetry (DSC), optical microscopy (OM) and scanning electron microscopy (SEM). The semisolid slurry analyses show that the solid fraction of ADC12 aluminum alloy increases from 0.38 to 0.43 while the roundness decreases from 0.45 to 0.38 with increasing the rotational speed from 30 to 120 r/min. When the pouring temperature decreases from 620to 580 °C, the primary α(Al) morphology changes from spheroidal to rosette-like. Besides, the average particle size of primary phase and solid fraction increase with the decrease of pouring temperature. By rheo-diecasting process, the components with fine, spherical and uniformly distributed primary α(Al) particles were obtained, and the best microstructure was contained at the pouring temperature ranging from 595 to 605 °C. The rheo-processing feasibility of ADC12 aluminum alloy can be explained by the grains controlled growth theory, and the semisolid slurry obeys the Mullins-Sekerka criterion when solidifying in the high pressure die casting machine.
Zhao-hua HU, Guo-hua WU, Peng ZHANG, Wen-cai LIU, Song PANG, Liang ZHANG, Wen-jiang DING
National Engineering Research Center of Light Alloys Net Forming and State Key Laboratory of
Metal Matrix Composite, Shanghai Jiao Tong University, Shanghai 200240, China
Received 25 January 2015; accepted 19 May 2015
Abstract: The primary phase evolution of ADC12 aluminum alloy rheo-processed by mechanical rotational barrel system was studied by differential scanning calorimetry (DSC), optical microscopy (OM) and scanning electron microscopy (SEM). The semisolid slurry analyses show that the solid fraction of ADC12 aluminum alloy increases from 0.38 to 0.43 while the roundness decreases from 0.45 to 0.38 with increasing the rotational speed from 30 to 120 r/min. When the pouring temperature decreases from 620 to 580 °C, the primary α(Al) morphology changes from spheroidal to rosette-like. Besides, the average particle size of primary phase and solid fraction increase with the decrease of pouring temperature. By rheo-diecasting process, the components with fine, spherical and uniformly distributed primary α(Al) particles were obtained, and the best microstructure was contained at the pouring temperature ranging from 595 to 605 °C. The rheo-processing feasibility of ADC12 aluminum alloy can be explained by the grains controlled growth theory, and the semisolid slurry obeys the Mullins-Sekerka criterion when solidifying in the high pressure die casting machine.
Key words: ADC12 aluminum alloy; primary phase; rheo-processing; near-eutectic aluminum alloy
1 Introduction
In the studies of alloys behavior, it has been well recognized that semisolid processing (SSP) exhibits significant advantages over the traditional material processing techniques, such as good net shape capability, low energy cost, less entrapped air, fine grain size, reduction in solidification shrinkage, porosity and segregation [1-4].
One particular branch of semisolid processing, rheo-diecasting, is of interest because it can create globular or spherical primary solid microstructure. Rheo-diecasting is a processing technique where the liquid metal is cooled, with some form of agitation, to a certain temperature between the liquidus and solidus of particular alloy and then subsequently cast, resulting in a globular or spherical primary solid microstructure. Alloys near the eutectic composition are commonly perceived to have relatively low solidification temperature range and good fluidity, which are especially suitable for casting. However, for the semisolid processing techniques, it is generally stated that near-eutectic alloys and pure metals are not suitable for semisolid metal processing because of the narrow solidification temperature range. Therefore, most of the current attempts mainly focus on those alloys with large solidus-liquidus temperature range which are specially developed for conventional gravity casting. Recently, the reports [5,6] have shown that it is possible to obtain the semisolid microstructure of the high purity Al and binary Al-12Si eutectic alloy although there is no obvious solidification temperature range, opening a new window on alloy adoption for the academic and industrial researches on semisolid processing.
The Japanese trademark ADC12 aluminum alloy is a typical near-eutectic aluminum alloy widely used in automotive industry for its relatively high strength, corrosion resistance and outstanding castability [7]. Until recently, limited research efforts about semisolid processing of this alloy have been reported, most of which just concerned on the semisolid slurry preparation, and the rheo-diecasting behaviors of this alloy are rarely mentioned. WANG et al [8] adopted an improved strain-induced melt activation (SIMA) method to produce semisolid ADC12 aluminum alloy. JANUDOM et al [9] used the gas induced semisolid (GISS) method to produce ADC12 semisolid die casting aluminum alloy, but fine, homogeneous and spherical semisolid microstructure was not obtained. Despite these efforts, the relationship between the primary phase and processing parameters is still not clear. In fact, it is of industrial and
scientific importance and interest to investigate the rheo-processing of ADC12 aluminum alloy, regarding the relationships between the processing parameter and primary phase evolution. However, the fundamental information in this field is still rare. Therefore, in this work, in order to provide experimental guide for the semisolid processing of alloys with narrow solidus-liquidus temperature range and promote the industrial application of ADC12 aluminum alloy, the primary phase evolution and the solidification characteristics of ADC12 aluminum alloy rheo-processed by the mechanical-rotational-barrel (MRB) system were studied systematically.
2 Experimental
2.1 Principle of MRB system
The principle of MRB system for rheo-processing is shown in Fig. 1. The composition of a commercial ADC12 aluminum alloy used in this study is shown in Table 1. The sequence for the rheo-forming of ADC12 aluminum alloy was divided into two steps: first semisolid slurry preparation, and then high pressure die casting. The barrel was made of stainless steel, with an inclination angle of 45°, and 500 mm in length and 150 mm in diameter. The alloy melt flow inside the barrel was characterized by high shear rate and turbulence. The basic function of the MRB system is to convert the alloy melt into high quality semisolid slurry by high shear rate and turbulence through solidification. During slurry making process, enormous ever-renewing interfacial areas exist between the solidifying melt and the barrel, resulting in high efficiency in heat extraction in the slurry making process.
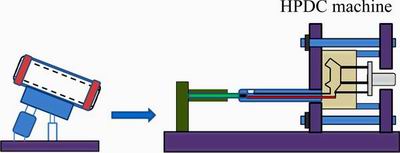
Fig. 1 Schematic diagram of MRB system with HPDC machine
Table 1 Chemical composition of ADC12 aluminum alloy (mass fraction, %)

The rotational speed and pouring temperature are important parameters to fabricate the semisolid slurry. To investigate the effect of rotational speed on the semisolid slurry, the rotational speeds were set as 30, 60, 90 and 120 r/min at a pouring temperature of 610 °C. The effect of pouring temperature on the slurry was investigated by setting the temperatures as 590, 600, 610 and 620 °C with a rotational speed of 90 r/min. All the rheo-processed slurry was quenched in water directly for the subsequent microstructure analysis.
2.2 Rheo-diecasting process
The traditional high pressure die casting (HPDC) process was employed for rheo-diecasting. The processing parameters of slurry preparation by the MRB system for the subsequent rheo-diecasting was set at 60 r/min, and with pouring temperatures of 585, 595 and 605 °C.
2.3 Microstructure observation
All specimens were prepared by standard procedure, and etched in an erodent of 2% HF + 3% HCl + 5% HNO3 (volume fraction) aqueous solution. Microstructure examination was performed using a ZEISS Axio Observer A1 optical microscope (OM) with a quantitative image analysis system. The shape factor (f) was calculated using f=4πA/P2, where A and P are the total area and the peripheral length of the primary particles, respectively. For perfectly spherical particles, f is 1. A Netzsch STA449F3 differential scanning calorimetry (DSC) was employed to determine its solidification and melting interval. Disc samples with 3 mm in diameter and mass of 5-10 mg were scanned between 450 and 650 °C at a speed of 2 °C/min in an argon atmosphere. A Hitachi S-3400N scanning electron microscope (SEM) equipped with an EDAX energy- dispersive X-ray (EDX) spectrometer was used for microstructural observation.
3 Results
3.1 Semisolid slurry microstructure
3.1.1 Microstructure and solidus-liquidus temperature range
From the preliminary observation of the commercial ADC12 aluminum alloy, the microstructure and solidus-liquidus temperature range were determined after the alloy quenched directly in water at 620 °C, as shown in Fig. 2. Two typical microstructural features of the unstirred ADC12 aluminum alloy are observed, one is the abundant dendritic primary Al and the other is very fine Al-Si eutectics. Figure 3 shows the differential scanning calorimetry (DSC) thermograms of ADC12 aluminum alloy. In the thermograms, the melting and solidifying spectra both have one tiny and one large peaks. According to the liquid projection and isothermal section of the Al-Si-Cu ternary system [10], the large
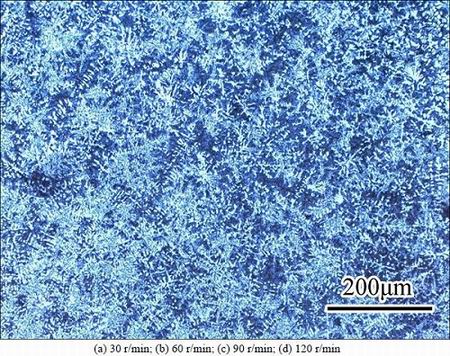
Fig. 2 Microstructure of ADC12 aluminum alloy quenched in water
and tiny peaks are characterized as the Al-Si binary eutectic reaction and Al-Si-Cu ternary eutectic reaction, respectively. Thus, it can be concluded that the solidus-liquidus temperature interval of ADC12 aluminum alloy is determined to be ranged from 507 and 575 °C. Considering the spectra intensities of the binary and ternary eutectic reactions in Fig. 3 and the special behavior of eutectic reaction solidifying at nearly constant temperature, the ADC12 aluminum alloy mainly goes at an Al-Si binary reaction when solidifying, which implies that the effective semisolid processing temperature range is just nearly 10 °C. It is not suitable to semisolid process the ADC12 aluminum alloy under the condition of such narrow processing temperature range with the traditional methods, therefore, to rheo- process the alloy with low superheat near the liquids line
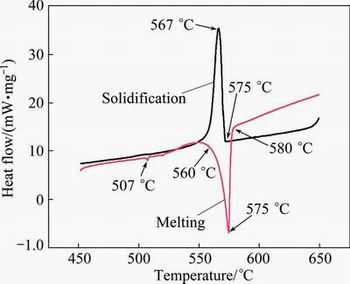
Fig. 3 DSC thermograms of ADC12 aluminum alloy
is adopted as the processing method.
3.1.2 Effects of rotational speed on α(Al) of ADC12 aluminum alloy
The rotational speed is an important parameter for the MRB system to fabricate the semisolid ADC12 aluminum alloy. The shearing forces and heat extraction applied to the alloy melt change with different rotational speeds. Figure 4 presents the microstructures of ADC12 aluminum alloy obtained at different rotational speeds and a pouring temperature of 610 °C. The corresponding microstructure features such as solid fraction and roundness, average particle size and average particle density are shown in Figs. 5 and 6, respectively.
Compared with Fig. 2, it is clear that the dendritic features of the primary Al are modified. At the rotational
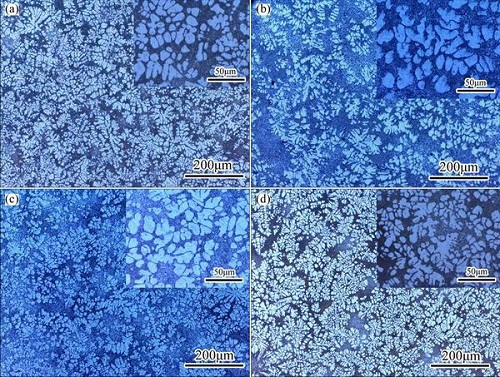
Fig. 4 Semisolid microstructures of ADC12 aluminum alloy stirred with different rotational speeds at pouring temperature of 610 °C
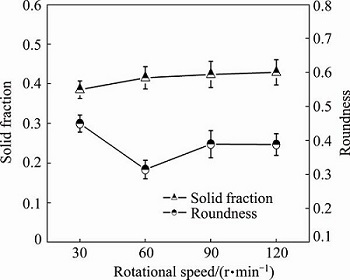
Fig. 5 Solid fraction and roundness of ADC12 aluminum alloy under different rotational speeds
speed of 30 r/min, the primary Al phase mainly exists as abundant fine equiaxed particles and some rosette-like fragments, its roundness is 0.45 with an average particle size of 16.3 μm. As the rotational speed increases to 60 r/min, no obvious rosette fragments are observed, but the α(Al) is slightly coarsened and its average particle size is 18.7 μm. The primary Al particles disperse more uniformly in the matrix as the rotational speed increases. At speeds of 90 and 120 r/min, the alloy has similar solid fraction and roundness, but the particle size of the former one is finer.
Through the MRB process, it is found that the variation of the solid fraction can be achieved by changing the rotational speed at different processing
temperatures. The solid fraction of ADC12 aluminum alloy increases from 0.38 to 0.43 with increasing the rotational speed from 30 to 120 r/min. The rotational speed not only affects the solid fraction, but also affects the average particle size and particle density. In Fig. 6, the primary Al particle size and particle density of ADC12 alloy are not fitted as simply linear relationships with rotational speed, indicating that the solidification behavior of the melt during the MRB is rather complex.
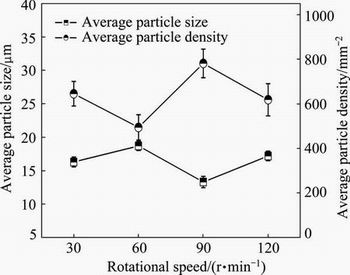
Fig. 6 Average particle size and average particle density of ADC12 aluminum alloy under different rotational speeds
3.1.3 Effects of pouring temperature on α(Al) of ADC12 aluminum alloy
The pouring temperature greatly affects the final α(Al) of the rheo-processed ADC12 aluminum alloy. Figure 7 shows the typical microstructures of
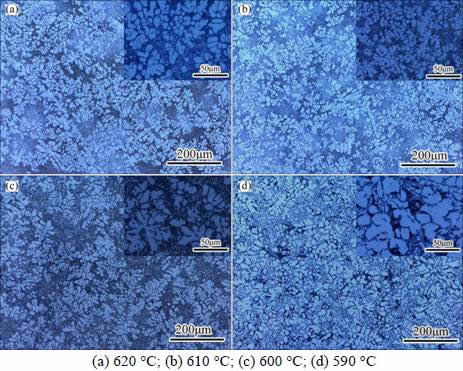
Fig. 7 Semisolid microstructures of ADC12 aluminum alloy stirred at different pouring temperatures and rotational speed of 90 r/min
ADC12 aluminum alloy processed at a rotational speed of 90 r/min and different pouring temperatures. At 620 °C, the primary Al is rather fine and near spheroidal, distributing uniformly in the eutectic matrix. Figures 8 and 9 present the solid fraction and roundness, average particle size and average particle density of ADC12 aluminum alloy, respectively. At 610 °C, the morphology of primary Al is similar to that at 620 °C, but its particle size is nearly 2 μm larger and the roundness lowers from 0.45 to 0.39. The microstructure of ADC12 aluminum alloy is strongly influenced as the pouring temperature decreases. At 600 °C, the fine and spheroidal primary Al is rarely observed, most of the primary phase exhibits in a rosette-like shape. The primary phase and the eutectic structure change with the increased dropping of pouring temperature. At 590 °C, the α(Al) has two typical features, one is coarsened, separated and spheroidal particles, the other is coarsened rosette-like grains. The Al-Si eutectic of the alloy at 590 °C is coarsened lamellar shape, suggesting that the Al-Si binary eutectic reaction already took place during the stirring of the barrel.
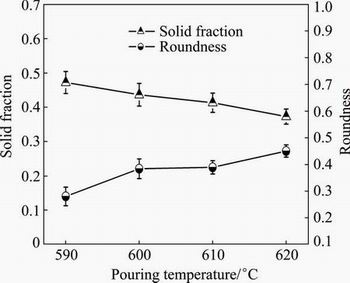
Fig. 8 Solid fraction and roundness of ADC12 aluminum alloy at different pouring temperatures
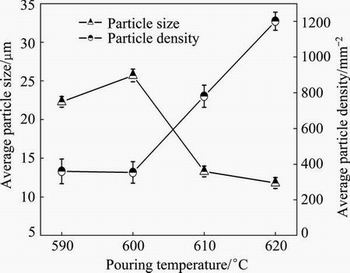
Fig. 9 Average particle size and average particle density of ADC12 aluminum alloy at different pouring temperatures
As shown in Fig. 8, the solid fraction and roundness of the alloy have nearly linear relationships versus pouring temperature. The solid fraction increases slowly from 0.4 to 0.45 as the pouring temperature drops from 620 to 590 °C. But the roundness of primary phase reduces sharply from 0.45 to 0.28, suggesting that the ADC12 aluminum alloy is temperature-sensitive during the rheo-processing procedure. Different from the solid fraction and roundness, the average particle size and density curves of the alloy, as shown in Fig. 9, are more complicated. As the pouring temperature decreases from 620 to 590 °C, the average particle size shows an upward trend but with a salient point at 600 °C. The average particle density displays a linear decrease from 620 to 600 °C, but remains nearly unchanged from 600 to 590 °C.
3.2 Rheo-diecasting microstructure of ADC12 aluminum alloy
For conventional HPDC, the ADC12 aluminum alloy shows typical microstructural features of Al-Si irregular eutectic solidification. Figure 10 presents the conventional and rheo-diecasting microstructures of ADC12 aluminum alloy stirred at different pouring temperatures and rotational speed of 60 r/min. The primary Al exhibits as dendrite with an average arm width of 20 μm lying in the very fine eutectic matrix.
In the rheo-diecasting process, solidification takes place in two distinct stages. The solidification inside the MRB slurry maker under intensive forced convection to produce semisolid slurry is regarded as the primary solidification, while the solidification of the remaining liquid inside the shot sleeve and the die cavity without shearing is referred to as the secondary solidification. The alloy exhibits similar rheo-diecasting microstructure features as some typical hypoeutectic Al-Si semisolid alloys, such as A356 [11]. The detailed microstructures produced by the solidification of remaining liquid inside the die which is referred to as the secondary solidification are illustrated in Figs. 10(b)-(d). Three types of rheo-processed primary Al are observed. One is the large spheroidal particle produced during the primary solidification (marked as α1), the other is the relatively small spheroidal particle solidified in the secondary solidification (marked as α3). It can still be seen that, apart from the previous mentioned two types, a very small number of dendrite fragments (marked as α2) are observed.
The solid fraction and roundness of the rheo-diecasting ADC12 aluminum alloy at different pouring temperatures are shown in Fig. 11. Compared with Fig. 8, the solid fraction of the rheo-diecasting component also has a linear increasing relationship with
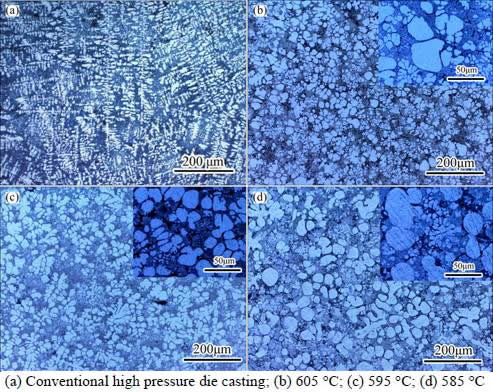
Fig. 10 Conventional and rheo-diecasting microstructures of ADC12 aluminum alloy stirred at different pouring temperatures and rotational speed of 60 r/min
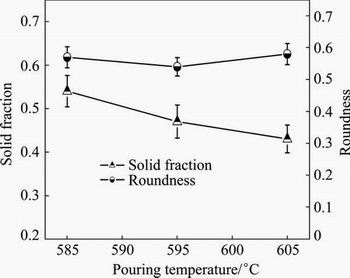
Fig. 11 Solid fraction and roundness of rheo-diecasting ADC12 aluminum alloy at different pouring temperatures
decreasing the pouring temperature, but the value is a little larger, implying that the secondary solidification contributes to the increase of solid fraction. The roundness of the primary phase is much rounder than that of the slurry, suggesting that the HPDC procedure has positive effect on the spheroidization of the microstructure.
Figure 12 presents the average particle size and average particle density of the α1 particle rheo-diecast at different pouring temperatures. The average particle size decreases slightly when the pouring temperature varies from 605 to 595 °C, but increases dramatically to

Fig. 12 Average particle size and average particle density of α1 particle at different pouring temperatures
34.1 μm at 585 °C. The average particle density curve shows a reverse trend but also has a inflexion at 595 °C.
The α3 particle is rather fine, and the SEM image (Fig. 13) clearly shows that the particle is uniformly distributed in the alloy matrix, and its boundary is well defined by the eutectic Si phase. The average particle size and average particle density of α3 particle are presented in Fig. 14. It can be seen that the α3 particle is very fine, and the average particle size is 6.4 μm at the pouring temperature of 605 °C which decreases to 4.7 and 4.8 μm at 595 and 585 °C, respectively.
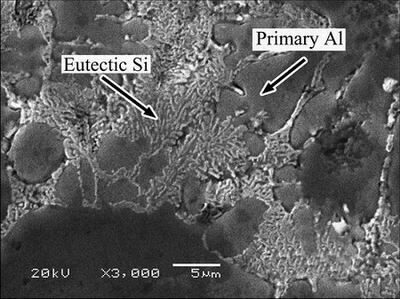
Fig. 13 SEM image of fine α(Al) particles in secondary solidification region
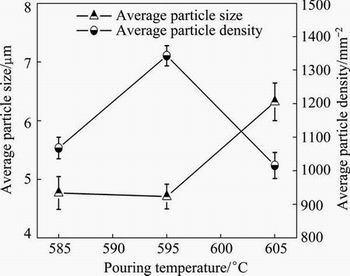
Fig. 14 Average particle size and average particle density of α3 particle at different pouring temperatures
4 Discussion
4.1 Formation of spherical primary Al of ADC12 aluminum alloy
Technologies for semisolid metal processing are divided into two basic routes: rheo-route and thixo-route. Both of them mainly concentrate on isothermally holding or applying strong shearing forces to the metals in order to break the primary dendrites to fabricate the spherical primary particles [1,12]. Because of the limited solidification temperature range, it is generally stated that eutectic alloys and pure metals are not suitable for the semisolid processing. Therefore, most of the attempts mainly focus on those alloys with large liquidus-solidus temperature range, which are specially developed for conventional gravity casting. However, just as shown in Fig. 3, it is not suitable for the ADC12 aluminum alloy due to its narrow solidus-liquidus interval. The possible mechanisms that the fragmentation of dendrite can occur during the rheo-processing finally resulting in global primary microstructure may be summarized as three main groups: dendrite arms break-off at the roots due to shear forces, dendrite arms melt off at their roots and grains-controlled growth mechanisms [1,13]. The former two are widely accepted as the globular primary phase forming mechanisms in the situations closely related to long time thermal effects of isothermal shearing or holding, and the grain-controlled growth mechanism mainly focuses on the initial period of nucleation and growth during the rheo-processing [12]. The present experimental results show that the average particle density of the primary phase, as shown in Fig. 9, decreases dramatically with the lowering superheat, implying that the closer the pouring temperature approaches to the liquids line, the less the primary Al particles will be obtained. However, as the pouring temperature is below 600 °C, the average particle density remains nearly unchanged. The abnormal phenomenon is noticeable and interesting. Figure 15 presents the solid fraction and temperature curves of ADC12 aluminum alloy calculated by the Pandat software using non-equilibrium solidification model. It is clear that the initial solidification temperature of the ADC12 aluminum alloy during non-equilibrium solidification is about 590 °C. In other words, when the alloy melt was poured near or below 590 °C, the solidification of primary Al has already started. The differences in the average particle density of α(Al) reveal the spherical structure forming mechanism of ADC12 aluminum alloy. The melt with superheat is poured into the MRB system, the nucleation and growth of the α(Al) are severely affected by the barrel, such as the heat extraction of the latent heat, supplement of the nucleation substrate and shearing forces on the dendrite, which are helpful for the phase refinement. While the melt is poured below the liquids line, the Al-Si binary eutectic reaction occurs almost instantly because of the very narrow solids- liquidus temperature range. The viscosity increases sharply as the melt flows along the barrel and makes it much more difficult to shear the primary dendrite. Obviously, the grains-controlled growth is the dominant mechanism for the formation of spherical primary phase.
ADC12 aluminum alloy is one typical Al-Si-Cu casting alloy specially developed for high pressure die
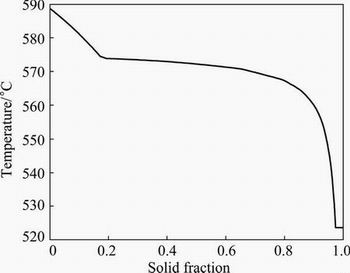
Fig. 15 Solid fraction and temperature of ADC12 aluminum alloy calculated by Pandat software
casting. According to the liquids projection of Al-Si-Cu ternary system [10], it is realized that three reactions mainly occur in the Al-Si-Cu series alloys during the solidification, which are L→α(Al), L→Al-Si binary eutectic reaction, and L→Al+Si+Al2Cu ternary eutectic reaction. Because the chemical composition of ADC12 aluminum alloy is very close to the Al-Si binary eutectic point, it is noticed that no obvious L→α(Al) exothermal peak is observed, as shown in Fig. 3. However, based on the large number of experiments, it is noted that the solid fraction of primary phase is around 0.4 under different processing conditions. As shown in Fig. 13, it is noticed that the solidification of alloy is mainly composed of three stages, which matches the liquids projection correspondingly. Based on the quasi-eutectic theory, for the Al-Si series alloys, the eutectic composition inevitably shifts to higher silicon content by fast cooling. Therefore, it is not surprised that ADC12 aluminum alloy has a nominal composition very close to the eutectic point but still obtain a high volume fraction of primary Al.
4.2 Solidification behavior of ADC12 aluminum alloy
It has been long understood that equiaxed grains are favored over dendritic and columnar grains by low superheat casting, because the heat convection with the mold filling itself remains strong when solidification begins. From the practical standpoint, introducing convection by mechanical means at the very early stages of solidification is helpful to obtain the fine equiaxed grains. During the rheo-processing procedure, the alloy melt is fed into the barrel with a continuous cooling to fabricate the semisolid slurry with spherical primary phase. As the alloy melt with certain superheat is poured into the barrel, the rolling of barrel results in a large and ever-renewing surface, leading to the chilling of the melt which is helpful for the nucleation. The melt flows along the barrel with continuous cooling, and the nuclei may nucleate on the inner wall in a heterogeneous way. Besides, the latent heat of solidification is removed rapidly with the ever-renewing surface, effectively preventing the recoalescence. Meanwhile, nuclei are effectively transferred into the melt with the strong vertical stress offered by the barrel rotation, contributing to the nucleus survival rate. Increasing the nucleus survival rate is not the only factor for the successfully rheo-processing of ADC12 aluminum alloy, nuclei dendritic growth depressing and dendrites breaking also need to be concerned. Strong vertical stress has great impact on the morphology evolution of the primary phase. With strong vertical stress offered by the barrel rotation, the concentration and temperature field of the melt tend to be uniform, which is helpful for the spheroidal growth of the nuclei [14]. The dendrite growth can be depressed, but can hardly be eliminated. In the case of some dendrites growing from the melt, they will be sheared into fragments by intensive stress. Finally, with the strong heat extraction and vertical stress supplied by the barrel, the dendritic primary α(Al) of the ADC12 aluminum alloy is refined, and a great number of nuclei that will contribute to the subsequent second solidification in the HPDC are produced. As the semisolid slurry transfers to the die-casting chamber, the solidification of the remaining liquid inside the injection chamber and the die cavity without shearing is referred to as the secondary solidification. It is believed that, due to the high cooling rate of the slurry supplied by the relatively cool injection chamber and die cavity, the remaining liquid is subjected to rapid solidification termed “big bang” nucleation in the die cavity under high cooling rate of nearly 103 °C/s provided by the HPDC machine [3,15]. By the previous microstructure observation and quantitative analysis (Figs. 10-14), fine and spherical α3 particle is observed. In other words, it is supposed that the nuclei finish growth before the growth instability establishes, leading to the spherical morphology. The morphological instability of a particle growing from the melt is described by the Mullins-Sekerka instability theory [16], and the unstable growth criterion is:
 (1)
(1)
where Tm and T∞ are the melting point and melting temperature, respectively, ΓT is the capillary constant, kS and kL are the thermal conductivities of the solid and liquid of the melt, respectively, γSL and Lv are the interfacial energy of the solid/liquid interface and the latent heat of fusion per unit volume of the solid. It indicates that the spherical crystal growth during solidification is morphologically unstable when its size exceeds a critical value (Rc). HITCHCOCK et al [17] substituted the corresponding thermal physical values of pure Al in Eq. (1) and then gave Eq. (2):
 (2)
(2)
Equation (2) shows that the critical value Rc is sensitive to undercooling. By referencing works on undercooling of Al alloy, they discussed the stable spherical growth of the Al-Si-Mg alloy systematically and finally made a conclusion that the Mullins-Sekerka critical value is 7.9 μm. Just as mentioned above, the α3 particle size at different pouring temperatures is smaller than the critical value, the remaining liquid after big bang nucleation should not undergo the dendritic growth, and according to the metallography and SEM observation, as shown in Figs. 10 and 13, the prediction is proved. In a word, for the near-eutectic ADC12 aluminum alloy, during the secondary solidification period, the remaining liquid obeys the Mullins-Sekerka criterion.
5 Conclusions
1) The near-eutectic ADC12 aluminum alloy was demonstrated to be rheo-processed possibly by the MRB system throughout the experimentally investigation on the primary phase evolution. By semisolid slurry analyses, the dendritic primary α(Al) was sheared into globular shape by the rotational barrel. The solid fraction increases with increasing the rotational speed and lowering the pouring temperature, and the average particle size of the primary phase decreases at high rotational speed and pouring temperature.
2) During rheo-diecasting process, the solidification of alloy takes place in two distinct stages, which solidified in the MRB system and the HPDC is named as primary solidification and secondly solidification, respectively. The primary phase produced by the rheo-diecasting process has more spheroidal morphology, and the best microstructure was obtained at the pouring temperature ranging from 595 to 605 °C.
3) The grains-controlled growth plays a dominant mechanism for the formation of spherical primary phase, and during the secondary solidification period, the remaining liquid obeys the Mullins-Sekerka criterion.
Acknowledgments
The authors wish to express thanks to the joint PhD. program financially supported by the China Scholarship Council (CSC)
References
[1] FLEMINGS M C. Behavior of metal alloys in the semisolid state [J]. Metallurgical Transaction B, 1991, 22(5): 269-293.
[2] MARTINEZ R A, FLEMINGS M C. Evolution of particle morphology in semisolid processing [J]. Metallurgical and Materials Transactions A, 2005, 36(8): 2205-2210.
[3] JI S, FAN Z, BEVIS M J. Semi-solid processing of engineering alloys by a twin-screw rheomoulding process [J]. Materials Science and Engineering A, 2001, 299(1-2): 210-217.
[4] KIRKWOOD D H. Semisolid metal processing [J]. International Materials Reviews, 1994, 39(5): 173-189.
[5] CURLE U A, MOLLER H, WILKINS J D. Shape rheocasting of high purity aluminum [J]. Scripta Materialia, 2011, 64(6): 479-482.
[6] CURLE U A, MOLLER H, WILKINS J D. Shape rheocasting of unmodified Al-Si binary eutectic [J]. Materials Letters, 2011, 65(10): 1469-1472.
[7] HU Xiao-wu , JIANG Fu-gang, AI Fan-rong, YAN Hong. Effects of rare earth Er additions on microstructure development and mechanical properties of die-cast ADC12 aluminum alloy [J]. Jounal of Alloys and Compunds, 2012, 538: 21-27.
[8] WANG Zhen-yu, JI Ze-sheng, SUN Li-xin, XU Hong-yu. Microstructure of semi-solid ADC12 aluminum alloy adopting new SIMA method [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s744-s748.
[9] JANUDOM S, RATTANOCHAIKUL T, BURAPA R, WISUTMETHANGOON S, WANNASIN J. Feasibility of semi-solid die casting of ADC12 aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1756-1762.
[10] HE Cui-yun, DU Yong, CHEN Hai-lin, XU Hong-hui. Experimental investigation and thermodynamic modeling of the Al-Cu-Si system [J]. Calphad, 2009, 33(1): 200-210.
[11] BUNCK M, WARNKEN N, BUHRIG-POLACZEK A. Microstructure evolution of rheo-cast A356 aluminum alloy in consideration of different cooling conditions by means of the cooling channel process [J]. Journal of Materials Processing Technology, 2010, 210(4): 624-630.
[12] FAN Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47(2): 47-49.
[13] KIRKWOOD D H. Semisolid metal processing [J]. International Materials Reviews, 1994, 39(5): 173-189.
[14] WU Shu-sen, WU Xue-peng, XIAO Ze-hui. A model of growth morphology for semi-solid metals [J]. Acta Materialia, 2004, 52(12): 3519-3524.
[15] YANG Liu-qing, KANG Yong-lin, ZHANG Fan, XU Jun. Microstructure and mechanical properties of rheo-diecasting AZ91D Mg alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s862-s867.
[16] MULLINS W W, SEKERKA R F. Morphological stability of a particle growing by diffusion or heat flow [J]. Journal of Applied Physics, 1963, 34(2): 323-329.
[17] HITCHCOCK M, WANG Y, FAN Z. Secondary solidification behavior of the Al-Si-Mg alloy prepared by the rheo-diecasting process [J]. Acta Materialia, 2007, 55(5): 1589-1598.
胡钊华,吴国华,张 鹏,刘文才,庞 松,张 亮,丁文江
上海交通大学 轻合金精密成型国家工程研究中心与金属基复合材料国家重点实验室,上海 200240
摘 要:采用差式扫描热量法、光学显微镜和扫描电镜研究机械滚筒流变处理下ADC12铝合金的初生相演变。半固态浆料分析表明:合金的固相率随着滚筒转速的提高从0.38增加到0.43,但圆整度从0.45降低到0.38。随着浇注温度从620 °C降到580 °C,合金固相率和初生相平均颗粒尺寸随着浇注温度的下降而增加,初生相形貌由近球形转变为玫瑰形。在流变压铸条件下,合金中初生相α(Al)颗粒形貌圆整、颗粒细小并分布均匀。在595 和 605 °C之间进行流变压铸可以获得最佳的显微组织。晶粒控制生长理论是ADC12铝合金实现流变处理的理论依据,半固态浆料在压铸成型中服从Mullins-Sekerka准则。
关键词:ADC12铝合金;初生相;流变处理;近共晶铝合金
(Edited by Mu-lan QIN)
Foundation item: Project (51404153) supported by the National Natural Science Foundation of China
Corresponding author: Guo-hua WU; Tel: +86-21-54742630; E-mail: ghwu@sjtu.edu.cn
DOI: 10.1016/S1003-6326(16)64084-0

