�й���ɫ����ѧ�� 2003,(04),979-983 DOI:10.19476/j.ysxb.1004.0609.2003.04.031
Ni-W�Ͻ��ˢ�Ʋ�ĸ������������ĥ������
������ ��Ԫ�� л���� ����� ¬����
�㶫��ҵ��ѧ��������ԴѧԺ,�㶫��ҵ��ѧ��������ԴѧԺ,�㶫��ҵ��ѧ��������ԴѧԺ,�㶫��ҵ��ѧ��������ԴѧԺ,�㶫��ҵ��ѧ��������ԴѧԺ ����510090 ,����510090 ,����510090 ,����510090 ,����510090
ժ Ҫ��
�õ�ˢ�Ʒ�ʽ�Ʊ���Ni W(D)�Ͻ�Ʋ�,�����˶Ʋ��ڲ�ͬ�¶��µ������뻬��ĥ������,��ɨ��羵�۲�������ĥ��������ò���������:Ni W(D)�Ͻ�ˢ�Ʋ���600�����¾��нϸߵĿ���������,����700��ʱ��������Ĥ��WO3������,�Ʋ㿹���������½�;500������ʱ,���ڶƲ�����Ĥ�ļ�Ħ����,Ni W(D)�Ͻ�ˢ�Ʋ��ĥ�������Ҫ����ĥ��ĥ��;600������ʱ,�Ʋ��ĥ�������ҪΪ�Ʋ�����ճ��ĥ��,ĥ�����ʽϴ�
�ؼ��ʣ�
Ni-W(D)�Ͻ� ;��ˢ�� ;�������� ;����ĥ�� ;
��ͼ����ţ� TG174.4
����飺 ������(1959),��,����,��ʿ,����ʦ����ѧ��У��ʦ��B��1804��,510631;Email:jiexh@163.net;����:02038458569;
�ո����ڣ� 2002-08-27
���� �㶫ï���Ƽ�����������Ŀ(MM200105);
Oxidation and wear behaviors of Ni-W brush plated coating at elevated temperature
Abstract��
The Ni��W alloy coating layer was prepared by brush plating. The oxidation and wear rate of the coating at elevated temperature were determined, the phases presence of the coating layer were examined by the X��ray diffraction, and the worn surfaces were observed with a scanning electron microscope in order to analyze the coating wear mechanism. The results show that, the brush plated layer is characterized by slight oxidation below 600 ��; above 700 �� the oxidation resistance decreases evidently due to the WO��3 formed in the oxidation film; a relatively low wear rate is observed below 500 �� and the wear mechanism is scratching abrasion; while test temperature is above 600 ��, the wear rate increases obviously, the main wear mechanisms are adhesive wear and spalling of the coating layer
Keyword��
Ni-W alloy; brush plating; oxidation; high temperature wear behavior;
Received�� 2002-08-27
��ˢ����һ���ڲ��ϱ�����е����������Ͻ�Ʋ�ļ���, ���ֻ�����㲿����ά����õ�Ӧ�á� ���ſ�ѧ�о��IJ�������, �ü�����ʾ������������������Ϳ���������ŵ�, �繤�յ�����ԡ� �Ʋ�Ķ����Ժ�Ӧ�õĹ㷺��, �Ӷ�Խ��Խ�ܵ����ӡ� ������, Ni���Ͻ��ˢ�Ʋ��ѱ�Ӧ���ڲ��ϵı���ǿ��
[1 ,2 ]
, ��ȡ�������õļ�������Ч��, ������Ni-W(D)�Ͻ��ˢ�Ʋ�, �ѱ��ɹ���Ӧ���ڶ�����ĥ����
[3 ,4 ,5 ]
�� ������������������ĥ��������о�ȴδ������, Ϊ��, �����о���Ni-W(D)�Ͻ��ˢ�Ʋ�ĸ������������ĥ�������
1ʵ��
1.1�Ʋ��Ʊ�
Ni-W�Ͻ�ˢ��Һ���䷽Ϊ: 393 g/L NiSO4 ��7H2 O, 23 g/L Na2 WO4 ��2H2 O, 31 g/L H3 BO3 , 42 g/L H3 C6 H5 O7 ��H2 O, 6.5 g/L NaSO, 3.0 g/L CoSO4 ��7H2 O, 5 g/L NaF, �Լ�����������ͼ��ᡣ �������Ϊ3Cr2W8V�֡� ��������ĵ�ˢ�ƹ���Ϊ: ���������羻����ˮ��ϴ��ǿ�Һ�����ˮ��ϴ�����Һ�����ˮ��ϴ����ˢ��Ni-W�����㡣 �羻�Ĺ�����ѹΪ14��16 V, �����Խӷ�; ��Ĺ�����ѹΪ12��14 V, �����Խӷ�; ��ˢ��Ni-W��Ĺ�����ѹΪ10��12 V, �����Խӷ�, ˢ�Ƶ����ܶ�Ϊ20��50 A/dm2 , ˢ��ʱ��������ڹ������˶��ٶ�Ϊ10��16 m/min, ˢ��Һ���¶�Ϊ24 ��, ˢ��Һ��pHֵΪ1.4��2.4��
1.2��������ʵ��
�������ð�״3Cr2W8V��, ˢ�ƺ��Ƴɳߴ�Ϊd 18 mm��10 mm��С����, �ٲ���������2�����档 ��������ʵ����þ�̬����������, ����ͨ��ʽ¯�н��С� ʵ��ǰ��������ͪ��ϴ������, Ȼ���������������һͬ����, �¶ȷֱ�Ϊ500, 600, 700 ��, ÿ��һ��ʱ��ȡ��, ��ͬ����һ����������� ������ǰ��������λ����ϵ������仯��m /S ���������ϵĿ����������� ÿ������ȡ5��������ƽ��ֵ��
1.3����ĥ��ʵ��
����ĥ��ʵ����MG-200��ʵ����Ͻ���, ���ñ��Ļ�-��������, ������Ϊ������, ����Ϊ3Cr2W8V��ˢ��Ni-W(D)�Ͻ�, ת��Ϊ200 r/min; ��ĥ����Ϊ������, ����Ϊ����̬45��, �̶�����, Ӳ��ΪHRC 38, �غ�Ϊ100 N, �¶ȷֱ�Ϊ400, 500, 600 ��, ����Ħ���� ��TG328B����ƽ����, ÿ2 min��1��, ��������ʧ�����������ϵ�ĥ������ ˢ�Ʋ����ṹ��Dmax/RC��X���������ǽ��з���, ����Cu��K��
2��������
2.1�Ʋ���֯
Ni-W(D)�Ͻ��Һ����Ni-W��Һ�Ļ����ϼ�������Co��ɵ�, �Ʋ��XRDͼ����ͼ1��ʾ�� ��ͼ1�ɼ�, ��ˢ�ƺ�, Ni-W(D)�Ͻ�Ʋ����֯��ҪΪ�������������, W��Co��Ҫ���û���������ʽ������Ni������, ���Ź���ǿ�����á� ����JXA-8000R�͵���̽��ԶƲ���гɷַ���, �ó��Ʋ�Ļ�ѧ�ɷּ���1��
ͼ1 �Ʋ��XRDͼ��
Fig.1 XRD pattern of coating layer
��1 �Ʋ�Ļ�ѧ�ɷ� ����ԭͼ
Table 1 Composition of coating layer(mass fraction, %)
2.2������������
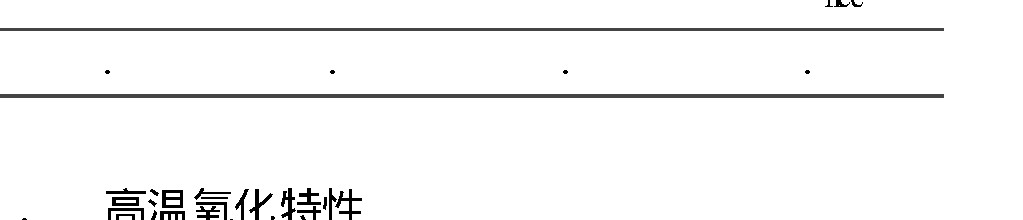
��������ʵ��Ľ����ͼ2��ʾ�� 600 �����¸��¶��µ���������ѧ���߽�������������(��m /S )2 =K p t +C ����, ����С�˷��ó��ĸ��¶��µ���������ѧ��������:
500 ��ʱ,
(��m /S )2 =0.002 146 5t -0.001 525
600 ��ʱ,
(��m /S )2 =0.003 561 5t -0.003 264
700 ��ʱ,
(��m /S )2 =0.013 89t -0.001 15 (1��6 h)
���¶��������ٶ��в���, ������Ϊ����Ĥ��������Ҫ���������Ӻͽ���Ni���ӵ���ɢ������, ��Ϊһ������ɢ�ٶ������ƵĶ���ѧ����, ����Arrhenius����:
K p =A e-Q /RT
ʽ�� K p Ϊ�����ٶȳ���, A Ϊ����, T Ϊ�¶�, Q Ϊ��Ӧ�����ܡ�
ͼ2 �Ʋ�ĸ�������ʵ����
Fig.2 Oxidation kinetics curves of coating at different temperatures
��ʽ����: �����¶�Խ��, ��Ӧ�ٶȳ���K p Խ��, ��Ӧ�ٶ�Խ�졣 ������
[
5 ]
���, �Ʋ���600 ������, �������������dz�������ģ�߸�3Cr2W8V��1/10����, ���������õĿ����������� �¶ȳ���700 ��ʱ, �Ʋ�Ŀ����������½�, ��ʱ��������ѧ���߿ɷֳ�2����: ǰ��Ϊ������, ���Ϊֱ�ߡ�
������֪, ����Ni��Ԫ�����ڱ���λ�ڹ�����Ԫ��Fe, Co֮��, ������Fe��Co���Ƶ�ԭ�ӳߴ���������ѧ���ʡ� ������Ni����ʱ, ����һ��p�Ͱ뵼��NiOĤ
[6 ]
, ������Ĥ�������ʵ��ڽ���Fe��Co�� ������ΪNiO�ľ������С, ����֤��NiOĤ�������ԡ� ����, �����������ӿ�ѨŨ�ȵ�, ���, �Ʋ�Ŀ����������������ڻ������3Cr2W8V�֡� �����¶ȸ���700 ��ʱ, Ĥ��W���������ʼӿ�
[7 ]
�� ���о�WC-NiͿ�����Ħ��ѧ����ʱ, ����
[
8 ]
ָ��W�Ŀ�ʼ�����¶���519 ��, 600 ������ʱ, X�������������ϲų��ֽ�Ϊ���Ե���������WO3 ����塣 ��������Ĥ������������, Ĥ�����֮�佫����Ӧ��, Ӧ����С����ҪӰ��������������������������, ��P-B��, ������Ĥ�������������ЩĤ�����ĵĽ��������֮��
[9 ]
�� NiO��P-B��Ϊ1.52, WO3 ��P-B��Ϊ3.4
[8 ]
�� ������WO3 ��NiO������ϵ����ͬ, ���, ��WO3 ����ʱ��Ȼ��������Ĥ����ɺܴ��Ӧ��, ��Ĥ��Ӧ���ɳڵ���Ҫ;����������Ŀ��ѻ�����, ��ؽ�ʹ������Ĥ����������, �Ӷ���ɶƲ�������ٶȼӿ졣 ���Ʋ�����Ĥ�ദ���Ѻ�, ����Ĥ���پ��б�������, ������������ѧ���߳���ֱ����ʽ��
2.3����ĥ������
ͼ3��ʾΪ�Ʋ��ڸ��¶��µ�ĥ��������ʧ���ĥʵ��ʱ��Ĺ�ϵ�� �ɼ�: 500 ������, �Ʋ����ĥ����Ħ��һ��ʱ��������һ�ȶ���, ���ڼ�ĥ�����ʺ�С, ����, �¶�Խ���ȶ��ڵ�ʱ��Խ�̡� �Ʋ���400, 500, 600 ���¶��µ�Ħ�������ֱ�Ϊ3.4, 2.3, 4.1, �����¶�Խ��Ħ������ԽС, ����600 ��ʱĦ�������ֱ�� ͼ4��ʾΪ�Ʋ��ڸ��¶���Ħ��ʵ����ĥ������ò�� ��ͼ4(a)�ɼ�, 400 ��ʱ, ����ĥ������ֻ��������, ������ճ�źۼ�, ˵���Ʋ�ֻ������ĥ��ĥ��; ͼ4(b)��ʾ500 ��ʱ�繵���ȱ�խ, ͬʱ����������ɫ���������, ˵���Ʋ����һ���̶ȵ�����, ����Ĥ��Ħ����������һ���ļ�Ħ����; ͼ4(c)����, 600 ��ʱ, ĥ����������4(a), 4(b)���Բ�ͬ, ���ִ�����������ۼ�, ��ɫ��������������, �����ĥ������IJ�ͬ��
ͼ3 ĥ��������ʧ���ĥʱ��Ĺ�ϵ
Fig.3 Wear rate of coating layer
���������ڸ����·�����ĥ���Ȼ���������������ء� ��ʵ���¶ȷ�ΧΪ400��600 ��, ����Ħ������, �Ʋ�ؽ����������� ������ĥ�������ɫ����, 400 ��ʱΪdz��ɫ, 500 ��ʱΪ���ɫ, 600 ��ʱ�ֱ��dz��ɫ, ���ֱ仯������
[
10 ]
�����Ľ����Ϊ���ơ� ��ɫ�IJ���˵���Ʋ��������Ĥ�ĺ�Ȳ�ͬ, ����ͬ�¶��·������������ʲ�ͬ�� �����о��������
[11 ,12 ]
: ����Ĥ�ĺ�������ʻ�ֱ��Ӱ�쵽�Ʋ��ĥ������� ��ʵ��400 ��ʱ��ĥ���ʽ�С����Ϊ�Ʋ���400 �滹�����˽ϸߵ�Ӳ��, �ܹ��ֿ���Ħ������Ӳ���ѹ��, Ӳ��ֻ�ԶƲ��������������, ����繵���ƫС�� 500 ��ʱ�Ʋ�Ӳ����Ȼ�Ѿ��½�, ���Ʋ�������ٶ�Ҳ�ӿ���, �����γɽ�Ϊ����������Ĥ�� ���ϱ���:
ͼ4 ���¶��µ�ĥ������ò
Fig.4 SEM morphologies of worn surface of coating layer at different temperatures (a)��400 ��; (b)��500 ��; (c)��600 ��
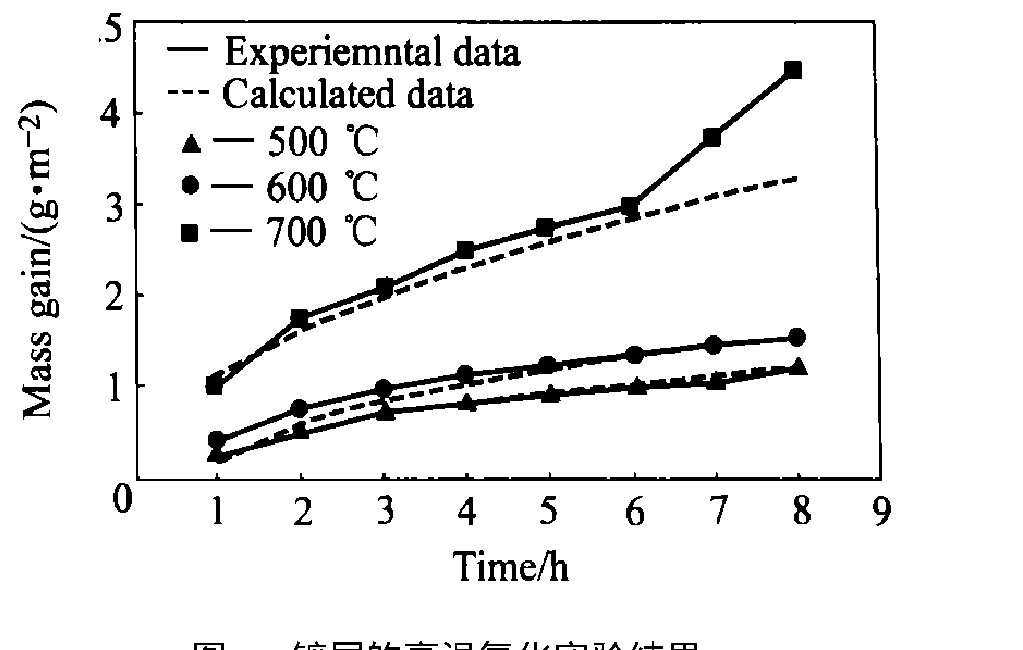
NiO�����ĸ������ܸ������������, ����NiOĤ�Ŀ�����Ҳ�ܺ�, �ܾ���һ�������Ա���, ����������Ĥ�������õļ�Ħ���á� 500 ��ʱĦ��������400 ��ʱ��, Ҳ֤ʵ����һ�㡣 ����500 ��ʵ�����2��4 min��ĥ���ʷ�����400 ��ʱС, 4��8 min��ĥ������400 ��ʱ�����ӽ�, ʵ�����ĥ���������ҳ���400 ��ʱ��, ���������������Ĥ�������������¡� ʵ���¶�Ϊ600 ��ʱ, ��Ħ�����ܹ���Ӳĥ�����õ�����������, �ԶƲ���������ñ���, ���, ĥ�������繵��������, ����ĥ��������ʧ��Ӧ���½�, ����ʱ����Ӳ���½�����, �����ԶԶƲ��ṩ����֧��, ʹ�öƲ���������(��ͼ4(c)��ʾ), ����ĥ���Ͽɼ��ദ����ۼ��� �ڴ��¶���, ��Ȼ�����ٶȼӿ�, �Ʋ����������Ĥ������, ��Ĥ�����������乲��, ��������Ĥ��Ʋ�Ӳ�Ȳ��Ӵ�, ����Ĥ�������ٶȴ��������ٶ�, ����Ĥ����������, �Ʋ㽫���Ħż��ֱ�ӽӴ�, �ڴ��¶��������ڷ���ճ��ĥ��, ��ճ�ŵ������˺�ѡ� ͼ5��ʾΪ��Ħż��������������������� �������: ��Ħ������Ni, WԪ�صĴ���, �仯ѧ�ɷ���ƫ����45��, ˵����Ħ����֮���в��ϵ��ת��, ֤ʵ��ճ��ĥ��ķ�����
ͼ5 ��Ħ������ĥ���������ͼ
Fig.5 EDAX analysis of worn surface of disk specimens
3����
1) Ni-W(D)�Ͻ�ˢ�Ʋ���600 ������ʱ���нϸߵĿ���������, ���¶ȴﵽ700 ��ʱ, ����Ĥ����Ӧ���ϴ��WO3 ������, ʹ�öƲ㿹�������������½���
2) 500 ������, Ni-W(D)�Ͻ�ˢ�Ʋ��ĥ�������Ҫ����ĥ��ĥ��, ��ԭ������ǶƲ������� ������Ĥ��Ħ���á�
3) 600 ������ʱ, ĥ�����ʼӴ�, �Ʋ�ĥ�������ҪΪ�Ʋ������ճ��ĥ��, ԭ�����¶����ߵ��»���Ӳ���½�, ʹ�Ʋ�ʧȥ����֧�ŴӶ����ײ������䡣
�����
[1] ��HongLX.Astudyonthemicrostructureandpropertiesofbrush platedNi Co SiCcompositecoatings[J].MetalFinishing,1994,92(11):7678.
[2] ��ZhengM.AstudyonthepropertiesofbrushplatedCo W Pcompositecoatings[J].JournalofMaterialsEngineeringandPerformance,1994,45(3):145149.
[3] ��������,���ʿ.��ˢ����/��������Al2O3�������϶Ʋ����ĥ�������о�[J].Ħ��ѧѧ��,2001,21(1):2427.XULong tang,XUBin shi.Anti frettingpropertiesofNi/Nicoatednano Al2O3compositecoatingpreparedbyelectrobrushplating[J].Tribology,2001,21(1):2427.
[4] ��������.��ˢ��Ni W(D)�Ͻ�ҵӦ��[J].����뻷��,1997,17(6):79.GUOBi xin.ApplicationofbrushplatedNi W(D)alloylayerinindustry[J].PlatingandEnvironmentProtection,1997,17(6):79.
[5] ���졡��,������.�����Ǽ�����ģ�ߵĵ�ˢ�Ʊ���ǿ��[J].�ȼӹ�����,1999(3):5153.XUJiang,JIEXiao hua,Thebrushplatingofthelargesizecovering indrawingdiesintruck[J].HotWorkingTechnology,1999(3):5153.
[6] ��������.���Ӷ�TiNͿ��ĸ�����������[J].�й���ɫ����ѧ��,1999,9(����1):205209.HUShu bing.OxidationpropertiesofTiNcoatingbyionplatingathightemperature[J].TheChineseJournalofNonferrousMetals,1999,9(S1):205209.
[7] ������ϼ.���ϸ�ʴ�����[M].����:ұ��ҵ������,2001.910.SUNQiu xia.MaterialCorrosionandProtection[M].Beijing:MetallurgicalIndustryPress,2001.910.
[8] �������,������,��ҵ��.WC Ni�����մɸ���Ħ��ѧ����[J].������,1990,10(4):262265.ZHAJia nin,WANGJing bo,HUANGYe zhong.FrictionandwearpropertiesofWC Niatelevatedtemperature[J].SolidLubrication,1990,10(4):262265.
[9] ��BoxN.����������������[M].�Թ�̨��.����:ұ��ҵ������,1987.7980.BoxN.ElementsofMetalOxidationatHighTemperature[M].ZHAOGong taitransl.Beijing:MetallurgicalIndustryPress,1987.7980.
[10] ����ϣ��.�ܻ��մɸ��϶Ʋ�ĸ���ĥ������[J].�й���е����,1995,6(2):5153.HUAXi jun.Friction wearperformanceofbrushplatingmetallicmatrixceramiccompositecoatinginhightemperature[J].ChinaMechanicalEngineering,1995,6(2):51
[11] ��������,ë־Զ.Ni Cr B Si�Ͻ��������Ϳ��ĸ���ĥ������[J].Ħ��ѧѧ��,1998,18(4):311JIEXiao hua,MAOZhi yuan.SlidingwearbehaviorofplasmasprayedNi Cr B Sicoatingathightemperature[J].Tribology,1998,18(4):311313.
[12] ��������.TiN/Ni W���϶Ʋ㻬��ĥ������[J].Ħ��ѧѧ��,1998,21(4):250253.HUShu bing.SlidingwearbehaviorofTiN/Ni Wcoating[J].Tribology,1998,21(4):250253.