DOI: 10.11817/j.ysxb.1004.0609.2020-35852
�ܲ���������ʧ����ֵģ��
�� �Σ��Գ��ƣ��� ������ �ϣ�������������
(��ɽ��ѧ �Ƚ���ѹ���μ������ѧ�������ص�ʵ���ң��ػʵ� 066004)
ժ Ҫ�����ʱ��ڼ�Խ��Խ���Ӧ���ں��ա�����������ȸ��¼���������������ʧ��һֱ�DZ��ڼ����ι�������Ҫ��ȱ��֮һ����ˣ����ʱ��ڼ����ι����е�����ʧ������Ԥ���о����Ե���Ϊ��Ҫ������������Գ����б��ڹܼ��ṹ���ڴ��ڶ��ֳ�ʼȱ��(���Ȳ������ߴ�ƫ���)�Ӷ�����ʧ��ģ��Ԥ����ʵ�����������������AA6061����������ʹܲ���������Ϊ���������ABAQUS�����ʺϸ��ӽӴ�������DYNAMIC�㷨�Լ�Draker-Pager�������ʳ�����ֵģ��ģ�ͣ�����ʼȱ��Բ�����塢��������ģ̬��ʼȱ��Բ�����塢�����Ȳ�����ʼȱ��Բ�������Լ�ͬʱ��������ģ̬�ͺ�Ȳ���ȱ�ݵ�Բ�������������������ģ�⣬�����������µĹܼ�ʧ�Ȳ���ģ�����������������˱Ƚϡ����������ͬʱ��������ģ̬�ͺ�Ȳ���ȱ�ݵĶ�̬��ʾ����Ԫ������ȷԤ����ܲ�����ʧ�Ⱥ����ò������ģ�������ʵ���Ӧ��-λ�����߽��жԱȣ���֤�˴�ģ�ⷽ���Ŀɿ��ԡ�
�ؼ��ʣ��ܲ�����������ʧ����ֵģ�⣻����ģ̬�����ȱ��
���±�ţ�1004-0609(2020)-08-1855-11���� ��ͼ����ţ�TG386.43���� ���ױ�־�룺A
���ڼ���������������ǿ�ͻ������Ի����ŵ㣬Խ��Խ������ں��պ��졢�����������ȼ�������ѹ�����������ʧ�ȳ�Ӱ����μ������������Ⱥͳ��μ����⣬��ֱ��Ӱ��һЩ���ι����ܷ�˳�����У��DZ��ڼ����ι����е���Ҫȱ�ݺ��ϰ�֮һ����ˣ����ȷ��Ч��Ԥ��Ϳ�������ʧ���������Ӷ�ʵ�ֱ��ڼ��ľ�ȷ���Գ��Σ����������μ��ͳ���������Ϊ���Լӹ�������о��ȵ�����[1-2]��
�ܶ�ѧ�߶�������������˴����о������鷽����YOSHIDA[3]�����YBT����(YBT-Yoshida Buckling Test)�����۽�����CAO[4]�������������HILL[5]����ķֲ����۵ȡ�Ȼ����Щ���������о�ijЩ��������ʧ��������Ծ����Խϴ��Թܲ���������Ϊ�����ܼ����ι����з����ģ����ǻ�ڲ���ֻ�г��ν�����ģ����ȡ������ܹ۲������յ�������ò������ʵʱ������巢������չ���̣�������ʧ�ȹ��ɵ��о��������۽��������У����ڶԳ��θ����������ĸ߶ȼ��ڷ���������������ܵ��˽ϴ����ɡ���ˣ���ֵģ�ⷽ�����������ʺ��о��ܲ�������������ķ������ڹܰ������ʧ����ֵģ��Ԥ�ⷽ�棬����һЩ�ɿ��Եõ����ϵķ�������RUST��[6]����ANSYSƽ̨��ͨ����ֲ�롱����ģ̬��Ϊ�ṹ�ij�ʼȱ�ݣ��ɹ�ģ�������������Զ���Ľṹʧ���������⡣WONG��[7]ͨ��ABAQUS��BUCKLEģ�飬������ֵ����������õı�Ĥ�ṹ�ĸ�������ģ̬ͨ����ͬ��ʽ��϶���Ϊ����ȱ�ݣ��ɹ������ƵIJ������̣������������Աȣ��ǺϽϺá�CAO��[8]��������Ԫ����������������ȷ��Ԥ���������ι�����Բ��������弰���μ���������������������ij�������������оݡ�LI��[9-10]ͨ������ԭ��������Ԫ���ϵķ���������һ�ֱ��ڹ���������Ԥ��ģ�ͣ�����˶��Լ���¸��ֽ��洦�ļ�϶��Ħ�������岻�ȶ��Ե�Ӱ�졣
�����Ͼ���������ơ���ѹ�ͺ��ӹ�����������״�ͱں�ȱ�ݣ���ȱ����Ӱ��ܲ�ʧ������Ĺؼ�����֮һ��KOITER��[11]�������û���㶯-٤�ɽ��о�����Գƺ��ȱ�ݶ�����ѹ����Բ����������Ӱ�졣GUSIC��[12]ͨ������Ԫ�ֲ������о�����ѹ��Բ�ܷ����ȱ仯�Ա���Բ����������Ӱ�졣COMBESCURE��[13]����COMI��Գƿǵ�Ԫ��������ѹ�����¼���ȱ�ݺ�������ȱ�ݶԱ���Բ���ǵ�Ӱ�졣LIU��[14-15]�Դ�ֱ���������Ͻ��Ϊ�о�����ϳ�ʼȱ�ݺ���ʽ��̬�㷨ͨ������ȱ�ݶ���ʽ����Ԫģ�ͽ����Ŷ���Ԥ���˶�ģ��Լ����������ܵ������������⡣
�ܲ���ѹ�������ι��ղ�ͬ�ڳ���ı��ڼ����ι��ա��ܲĺ��ԶС����������ߴ磬���ڻ�����ʼ���ܵ�ѹӦ�������ã�������������ʧ��״̬�������ι��������ڹ�����ģ�߰�����������������ʵʱ�۲⡣���ڳ����Ѷȴ���������۷����ֶ����ޣ���ص�������ܼ���ʵ��Ӧ�ò�Ʒ���٣��������о�DZ�����ι����еĺܶ�ؼ����ⶼ�д�ͨ����ѧ��̽���ֶ�ȥ�����������AA6061�ܼ����������������������Ϊ�������ݣ�ͨ���Ƚϲ�ͬ������ʧ������Ԫ��ֵģ�ⷽ���ķ���������Թ���������ıں�ȱ��Ӱ���µ�����ʧ����ò�����˿�֤��֤ʵ�˺��ȱ�ݶԹܲ�����ʧ�ȵ�Ӱ�첻�ɺ��ԣ��ó��˿�����Ԥ���г�ʼ����ȱ�ݵĹ���������ι���������ʧ���������ѷ��淽����
1 �ܲ����������о�
����ѡ�ù���������ʳ��ι��շ��������������飬����������ʳ���(Solid granule medium forming�����SGMF)�����Թ������Ϊ��ѹ���ʣ�����������ģ���ι�����Һ�塢�������Խ��ʶ�ܲĽ��г��Σ����ڹ����������������ν��ʣ����������ܷ⣬������䣬���ʳ�ѹ����ǿ�����ȶ��Ժõ��ŵ㣬�ó��ι�����ijЩ�����������ص����ơ�������������������ι���ģ��ͼ��ԭ��ʾ��ͼ��ͼ1��ʾ��
�������ѡ�ó�90 mm��ֱ��100 mm�����1.2 mm��AA6061���Ͻ�ѹ�ܶΡ�DU��[16-17]ͨ�����ۺ������о�֤���ܲ���ѹ�������ι�����ͬ�ȳ��μ��������£�ĸ�Ĺ����ȹ���������Ĺ����Ŀ�������ǿ������Ϊʹ���μ�������ò�������ԣ����ڶԱ��������������ߣ��Թ�������500 ��+2.5 h�Ĺ��ܴ�����Ȼ����������������顣ͨ���ı��Ƭ�����õ��������߶�hΪ25 mm��35 mm��45 mm�ij��μ�����ͼ2��ʾ��
Ϊ����ȡ���������������״��ʹ��ͼ3��ʾ��HandySCAN��ά����ɨ���ǶԳ����������ȫ��ɨ�裬�������ά�������ݣ�������ͼ����CATIA�������������ع����������άCADͼ�μ����������м��������������ͼ4��ʾ��

ͼ1 ģ����Ƭ����������ԭ��ʾ��ͼ
Fig. 1 Die photo (a) and schematic diagram (b) of principle of SGMF tube outer pressure compression forming
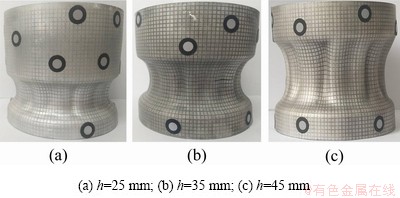
ͼ2 ��ͬ�������߶ȵij������ͼ
Fig. 2 Forming parts of different diameter reduction zones

ͼ3 HandySCAN��ά����ɨ����
Fig. 3 HandySCAN 3D laser scanner
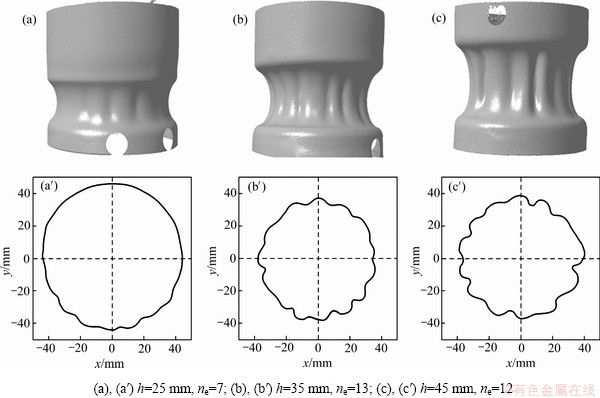
ͼ4 ��ͬ�����߶ȳ��������������άͼ�ͱ������м��������ͼ(neΪʧ�Ȳ���)
Fig. 4 Reverse 3D diagram and intermediate section profile of parts formed with different height of diameter reduction zones (ne is instability wave number)
2 �ܲ���������Ԫģ��ģ�ͽ���
2.1 ��������
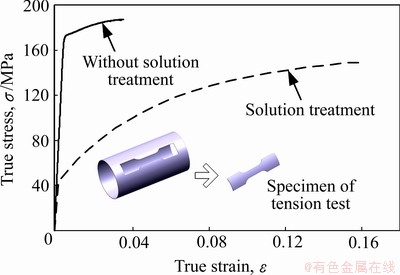
�عܲ�������ȡͼ5�е������������е����������飬�õ�ĸ�ĺ;���(500 �棬2.5 h)���ܴ������Լ���Ӧ��-Ӧ�����ߣ���ͼ5��ʾ����ͼ5���Կ������������ܴ������Լ��쳤�ʴ����ߣ�������ǿ�ȴ�����͡�����ģ����ѡ��AA6061���Ͻ�ѹ�ܲľ���(500 �棬2.5 h)���ܴ������Ӧ��-Ӧ�����ߣ�������ѧ���ܲ������ܶȦѡ�����ģ��E�����ɱȦ͡�����ǿ�Ȧ�s���쳤��A�����1��ʾ��
ͼ5 AA6061�ܲ���ʵӦ��-Ӧ������
Fig. 5 Axial true stress-strain curves of AA6061 tube
��1 AA6061���Ͻ�ܲľ���(500 �棬2.5 h)���ܴ��������ѧ���ܲ���
Table 1 Mechanical properties of AA6061 tube under solution treatment at (500 �棬2.5 h)

ABAQUS �е�����Drucker-Pragerģ�Ϳ��Խ�Ϊ��ʵ��ģ��ɢ����������ֳ�����ѧ���ܣ������в��÷ǽ�������������ʣ���GM������Ϊ��ѹ����[18]����������ͨ������ѹ���ͼ���ʵ��õ�GM������Drucker-Pragerģ�Ͳ���[19]�����2��ʾ��
��2�Ц�Ϊ�������ʵ���Ħ���ǣ�EGMΪ�������ʵ���ģ������Ϊ�������ʵIJ��ɱȣ���Ϊ������������Ӧ��������ѹ������Ӧ��֮�ȣ���Ϊ�������ʵļ��ͽǡ�
��2 GM����Drucker-Pragerģ�Ͳ���
Table 2 Drucker-Prager model parameters for GM

2.2 ���ֺͽӴ�����
���������Ľڵ������������ֿǵ�Ԫ����S4R ��Ԫ���������ȶ��������ڱ��Ǻ��еȺ�ȿ���ṹ�������ܺܺõ�ģ�����Ρ���Ӧ��ȷ�������Ϊ�����о�ʧ������ʱ���нϸߵ�ȷ�ԡ��������ʲ��ð˽ڵ����Լ�������ʵ�嵥Ԫ����S3D8R��Ԫ�����ಿ��������Ϊ���塣�����ܶ˹̶����Գ�ͷʩ������λ�ơ�����Ԫģ����ͼ6��ʾ��
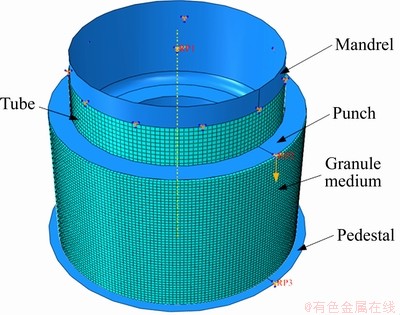
ͼ6 �ܲ�����������ֵģ��
Fig. 6 Numerical model of tube diameter reduction forming
3 �ܲ���������Ԫģ�ⷽ������
���ż������������ߺ�����Ԫ�����ĸ��ٷ�չ����ֵģ�ⷽ����Ϊ�������ʧ���������Ҫ���ߡ�Ŀǰ�����ڴ������ڼ�ʧ���������ֵģ���㷨��Ҫ�о�����ʽ����Ԫ���Ͷ�����ʽ����Ԫ�������о�������Ԫ���������ַ�Ϊ����(����ֵ)���������ͷ�������������(������)[20]��Ȼ���������ַ���������Ԥ�������ڹܲ���������������⡣��Ϊ����ֵ��������ͨ�������������Խṹ���ٽ������غɣ�Ҳ����Ϊ����ȱ��ģ�͵Ľ����ṩ��������ģ̬���������Դ������в��ϡ����η����Ե����Ա�����Ϊ���������û���������ʱ���������Կ��Ǽ��Ρ����ϵȷ��������أ������������ṹ������ٽ��غɼ�������״̬�������ڸ��ӽӴ��߽���������������׳�����ⲻ��������[20]������ģ�����Գ������ձ�ʹ�õĶ�����ʾ����Ԫ�㷨���ڶ���ѧ���̣�����������߸նȾ���Ҳ�������ƽ���������˲����������Ե����⣬�����ڷ�����̬�¼������ӽӴ��ʹ�������⣬���Ǹ��㷨��õ����岨����ͨ�������������ģ��������������ϵ�ʧ�����ơ���Ϊ������ʽ�㷨��û�����ϵͳ�նȾ���IJ��裬��˲��ܼ���ʧ�ȷֲ�㣬����������������ʹ����Ԥ������ʧ��[21]��
���������߶�h=35 mmΪ�����������ö�̬��ʾ����Ԫ������ģ��õ���ͼ7��ʾ�Ľ�������Կ����ܲ�������δ��ʵ�������۲쵽��������������ʧ������
ͼ7 �ܲ�������̬��ʾ����Ԫ��ģ��ͼ
Fig. 7 Dynamic finite element simulation diagram of tube diameter reduction
Ϊ����̬��ʾ����Ԫ�㷨��ģ������ԡ����ӽӴ��µij�������������������õ�ʧ������ļ����ϣ�����ͨ�������ʼȱ�ݣ�����ʾ����Ԫģ�ͽ����Ŷ����Ӷ�ʵ���˶Ը��ӽӴ������¹ܲ��������ι����������Ԥ�⡣
��������ʼȱ�����Ŷ���������Ķ����кܶ��֣�������ģ̬����Ȳ����ȡ����ʲ����ȵȡ����ڴ����ڹܲ��ڲ��ļ������������ȱ������Ժͷ�ɢ�Ժ�ǿ�����ʲ����Ȳ��ױ����Ͳ���������ģ�������֣���˱��ľͶ�ֲ������ģ̬�ͺ�Ȳ����ȵ�ģ�������з�����
3.1 ����ģ̬��ʼȱ��
����ֵ��������(����ģ̬����)ʵ����һ�������㶯��ⷽ������Ѱ��ģ�նȾ�����������غɣ���ʽ(1)[22]���з���Ч�⡣
 (1)
(1)
ʽ�У�KMNΪʩ���غ�ʱ�ĸնȾ���MΪ����Чλ�ƽ⡣
ͨ��ʽ(2)[22]���Եõ�����ֵ������������
 (2)
(2)
ʽ�У�K0Ϊ��Ӧ�ڻ���״̬�ĸնȾ���K��Ϊ��Ӧ�ڵ����غɵ��ֳ�ʼӦ�����غɸնȾ���iΪ����ֵ����iΪ����ģ̬��״(��������)��iΪ��i������ģ̬��
����ֵ�����������õ�������ģ̬��Ϊ�ṹ���ܵ�ʧ��ģ̬��ȱ��Dxi����������ʽ��
 (3)
(3)
ʽ�У���iΪ��Ӧ�ı������ӣ�MΪ���������Ľ�����
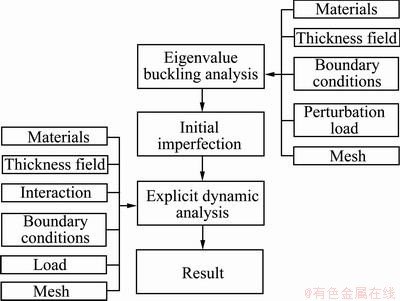
����ͨ����2���ֽ����ܲ���������Ԫģ�ͺ�ԡ����롱�ṹ��������ֵ�������������ǰ20������ģ̬������ֵ����3��
��3 ����ģ̬����ֵ
Table 3 Eigenvalues of buckling modes
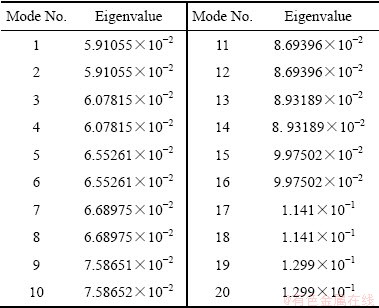
����������ģ̬��Ϊ��ʼȱ�����붯̬��ʾģ���������ʧ��ʱ��ͨ������ͽ�����ģ̬�������뼸��ģ�����Ŷ������Ƕ��ڱ��ڶ̹ܽṹ���ԣ��ɱ�3��֪����ֵ������ȣ�����ֱ���ж���ͽ�����ģ̬�Ƿ����������á��Դˣ�LIU��[14]�ڱ��ڹ�����������ι����У�������ľ��������������Ƕ��ȱ��ģ���б������ĵ�������С�ij�ʼȱ�ݶ���Ϊ������ʼȱ�ݡ�Ϊ���ڼ��㣬������Ԫģ�����ĵ���Ӧ���ܺ����Ժ�ɢ��֮�Ͷ���Ϊ���ĵ��������������������Σ���i(i=1��3��5��19)��ģ̬�͵�i+1��ģ̬����ֵ��ȣ�������ò�IJ�����ȣ�Ƕ�����뼸��ģ�ͽ���ģ������ĵ�������Ҳ��ȣ�Ϊ��ʡ����ɱ������Ľ���i(i=1��3��5��19)��ģ̬Ƕ�����뼸��ģ�ͣ��õ�Ƕ�벻ͬ��ģ̬��ģ�������ĵ���������ͼ8��ʾ����ͼ8�ɿ��������벻ͬģ̬��ʼȱ�ݶ�ģ��������������Ӱ�첻����ֱ���жϵڼ���ģ̬��������ij�ʼȱ�ݣ���ˣ�����ѡ��ʧ�Ȳ�����ʵ�����岨����ȣ��������Ƶĵ�19��ģ̬���з�����
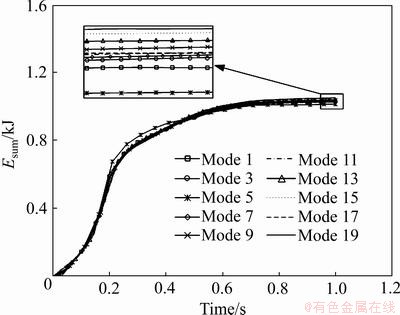
ͼ8 ��ͬģ̬ȱ��ģ�������ĵ�����
Fig. 8 Energy consumed by different modal defects
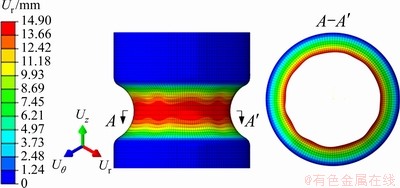
����ֵ������������Ŀ����19������ģ̬�ľ���λ����ͼ��ͼ9��ʾ��
ͼ9 ��19������ģ̬����λ����ͼ
Fig. 9 Radial displacement nephogram of 19th buckling mode
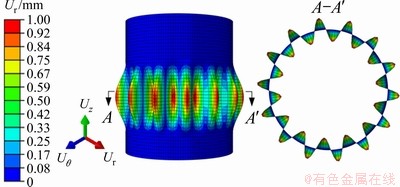
��Ĭ��ȫ��ϵͳ�еĵ�19������ģ̬д�����ļ���Ϊ�ڵ����ݣ����ں���Dynamic-explicit�����У���������ģ�ͺͱ߽�������*Buckle������һ�£�ͨ��*IMPERFECTION�������ʼȱ�����ź�Ƕ������ģ�͡���ȱ�����ű������Ӧص�ѡ���ϣ��ϴ�����ű������ӿ϶���ʹ�������̹��ɵĸ���ƽ��������һ���棬Ҳ���ܻ�ʹ�������ʵ�ʡ�������ԣ����ڲ�ͬ����ģ̬��ȱ�����ű������Ӧ����ֻ����Ӧ�ṹ�ߴ�(��ܺ�)�İٷ�֮�����㹻�շ������IJ����ͷ�չ�����Ľ�Ͼ���ֵ��Χ����ʵʵ�����ݣ�ȷ��ȱ�����ű������Ӧ�=0.01�����յõ�ֲ������ģ̬��ܲ��������ε�ģ��ͼ��ͼ10��ʾ��
��ͼ10���Կ���ֲ������ģ̬ȱ�ݺ�̬��ʾ����Ԫ������ģ����ܲ�������ʧ���������⣬���õ����ȵ�ʧ�����ƣ��������������Ƶļ�����ò���ڲ����������ֲ������ģ̬ȱ����Ϊ��ͨ��Ԥ��ֲ�·��ʵ�ֶԡ����롱�ܲ�����ʧ�ȵ��շ������Dz�δ����ʵ�ʹܲĵĺ��ȱ�������ܵ��µIJ��ƷǾ��ȷֲ�������
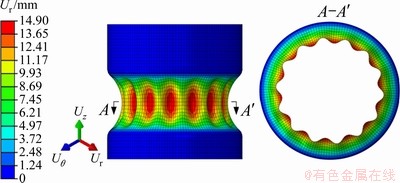
ͼ10 ֲ������ģ̬����������ģ��ͼ
Fig. 10 Reduced-diameter forming simulation diagram by introduced buckling modes
3.2 ��Ȳ���ȱ��
ʵ�ʹ����У����ڹܼ��������칤�յ����س������ڱں�ȱ�ݡ���Щȱ�ݻ�Թܲ�������������ܴ�Ӱ�졣����������Ԫ��ģ�и��衰���롱���岻ͬ�ĺ�ȳ�����Ϊ��ʼ��Ȳ���ȱ�ݡ��ֱ��о������Ա�ں�������ʽ��ں������ʽ��ں����ֺ��ȱ�ݶ�Բ�������������Ӱ�졣
�������Լ��ں�ʵ��ֵΪ���ݣ�����ȵĺ�ȷ�ֵ����£��ȽϺ���滷�����������Ա仯��������ʽ�仯������ʽ�仯��������µ��Լ�����ʧ�ȹ��ɣ����Ӧ�ıں�ֲ�������ʽ(4)��(5)��(6)��ʾ��
 (4)
(4)
 (5)
(5)
 (6)
(6)
ʽ�У�t��ʾԲ���ǵ�ʵ�ʺ�ȣ���(-�У��ȣ���)��Բ���ǵĻ�������ꡣ����Բ���Ǻ�ȱ仯������ͼ11��ʾ��
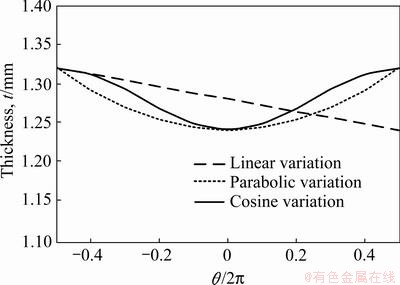
ͼ11 Բ����������ʽ�ĺ�ȱ仯����
Fig. 11 Thickness variation of cylindrical shells in three forms
�����ֺ��ȱ�ݸ��衰���롱�ܲĽ���ģ�⣬����ܲ����������״�ͱ������м�����ʧ�Ȳ��νڵ������ͼ��ģ��õ��IJ�����ns��ʾ����ͼ12��ʾ����ͼ12���Կ�����������ȱ�ݵĹܲģ�ͨ����̬��ʾ�㷨����ģ���ʵ�ʹܲ����������е����岨�β��Գ����⡣���ͼ11�����Եó�����ȷ�ֵ���ʱ��������ʽ���ȱ�������ʧ�����岨����������Ժ��ȱ�ݺ�����ʽ���ȱ���µ����岨�β������ԣ�ʧ�Ⱥ�õ��IJ������١��������ڲ�ͬ��ȵ��������������ͬ�����ĵط���������С��������ʧ�Ȳ������ƣ���ȱ仯�̶�Խ�������Ⱥ�ʱ�����Խ������Խ������չ������������ʽ�ĺ�ȱ仯��Ϊƽ������������չ����
��Ȼ��������ģ�ͱ�������ȱ�ݺ��ı��������Գ�ʧ�����������ֳ��µ�ʧ����ò�����ǵõ���ʧ�Ȳ��κͲ�����������������ڽϴ���죬ֻ�����Ȳ���ȱ��Ҳ��ȷԤ��ܲ���������ʧ�����⡣
ͼ12 ���ֺ��ȱ��ģ�����Ա�ͼ
Fig. 12 Comparison of simulation results of three thickness defects
3.3 ����ȱ�ݵ���
��Ϊʵ�������ù������ں�Ȳ���������Ϊ�˺�ģ��ʵ���йܲ�������ʵ������������Ǻϣ����ij��Խ�����ģ̬��ʼȱ�ݺͺ�Ȳ���ȱ��ͬʱ���롰���롱ģ�ͣ���ʵ�ֶԹܲ����������ȷԤ�⡣�ֽ��������õĹܲ��ػ���18�ȷ֣��ֱ�����ں����β�����ȡƽ��ֵ���ٽ��������ݽ�����ϣ���Ϲ�ʽ��ʽ(7)��ʾ��ͼ13Ϊ�ܲĻ���ں�ֲ����ߡ�
 (7)
(7)
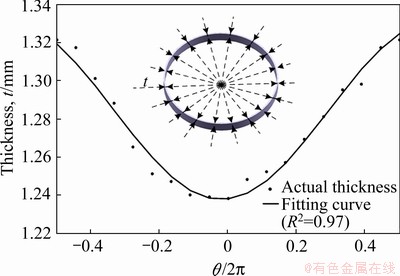
ͼ13 �ܲĻ���ں�ֲ�����
Fig.13 Circumferential wall thickness distribution curve of the tube
����Ϲ�ʽ(7)����ʾ�ĺ�ȱ仯��Ϊ���ȱ�ݣ�����ʵ�����岨����ȵĵ�19������ģ̬��Ϊģ̬ȱ�ݣ�һ�����롰���롱�ܲ�ģ���У���ͼ14��ʾ�����̽���ģ�⡣
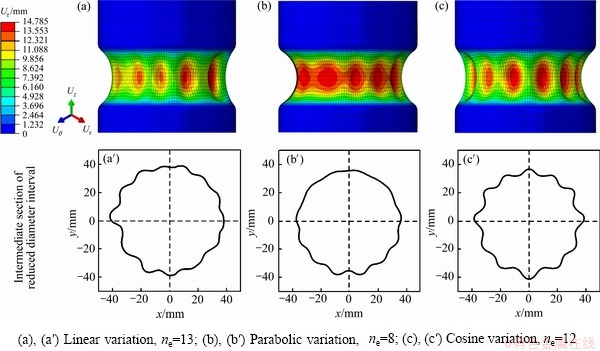
���յõ���ģ������ʵ�����Ա���ͼ15(a)��ʾ����ͼ15(a)���Կ�����ͬʱ����ģ̬ȱ�ݺͺ��ȱ�ݵ�ģ������ʵ���ܼ���ʧ����ò�����岨����Ϊ�Ǻϡ�������Ϊģ̬ȱ��Ԥ��ֲ�·�����շ�����ܲ�ʧ�ȣ����ȱ��Ӱ�첨�Ƹ߶ȺͲ��ƴ�С��ʹģ���йܲı��������ʵ���еĹܲ�������Ϊ���ϡ�
ͼ14 �ܲ���������Ԫģ��Ԥ������ͼ
Fig. 14 Finite element simulation forecast diagram of tube diameter reduction
Ϊ�ų�ģ���żȻ�ԣ����������ô˷����ֱ�ģ�����������߶�Ϊ45 mm��25 mm������������õ���ʧ����ò�Ա�ͼ��ͼ15(b)��(c)��ʾ��
��ͼ15(b)��(c)���Կ������������߶�Ϊ45 mm��25 mmʱ������ģ������ʵ�����ǺϽϺã���֤�����ý�����ģ̬ȱ�ݺͺ��ȱ�����롰���롱ģ���еĶ�̬��ʾ����Ԫ�������о��ܲ�����ʧ������Ŀ����ԡ�
4 ��-λ�����߶Ա�
�ܲ��������ι����У��ܼ�����ģ���ڲ�����ʵʱ�۲����������������ݲɼ�Ҳ�Ƚ����ѡ�Ϊ��һ����֤��������Ĺܲ�����ģ�ⷽ���Ŀɿ��ԣ������������ѹ���������-λ����������ֵģ������߽��жԱȣ��ԱȽ����ͼ16��ʾ��
��ͼ16���Կ�����ģ�����������-λ�����������������Ҫ��������������й���������ѹ�����µġ����������ڹܲ���������ǰ������λ�������ķ��Ƚ�Ϊ��������������ܼ�������Ĥ�������������ֵģ�����-λ�������������ƻ���һ�¡���˿���֤��������ֵģ�ⷽ���Ŀɿ��ԡ�
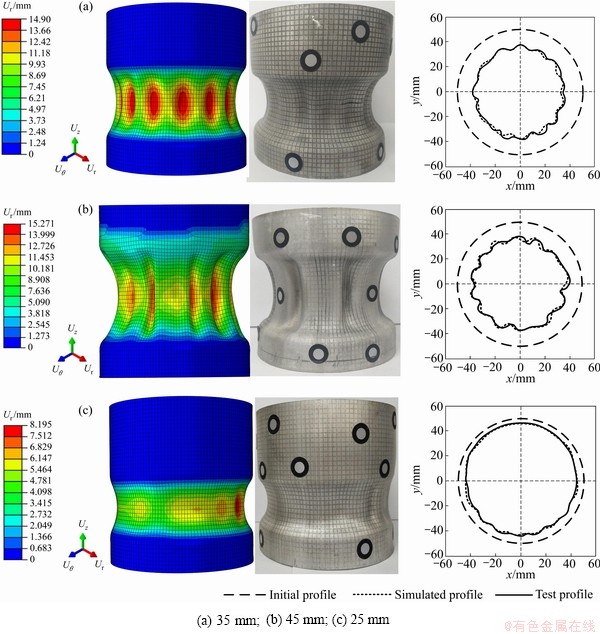
ͼ15 �ܲ�����ʵ���ģ����״�Ա�ͼ�ͱ������м���������Ա�ͼ
Fig. 15 Experimental and simulation comparison of tube shape and intermediate section profile of deformation zone
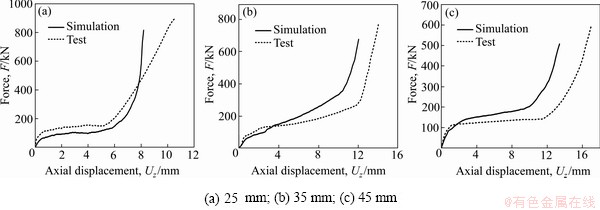
ͼ16 ��ͬ�������߶ȵ���-λ������ģ��������Ա�ͼ
Fig. 16 Comparisons between simulation and test of force-displacement curves with different diameter reduction heights
5 ����
1) ����Drucker-Pragerģ�ͼ��裬����ʹ����ʼȱ�ݵĶ�̬��ʾ����Ԫ���������ܲ�����ʧ�ȷֲ�㣬ģ�ⲻ���ܲ��������ʧ����ò��
2) ����������Ա������ӵij�ʼ����ģ̬��Ϊ����ȱ�ݵ�ģ�ⷽ��������˹ܲĶ�ʧ�ȷֲ��������ԣ�����Ԥ��ܲ�ʧ����ò������������ƫ��ϴ�
3) ���ȱ�ݿ��ԶԹܲ�ʧ����ò����Ӱ�죬���ĵط�����ʧ���Ҳ��η��ȱ仯�ϴ���ȷ�ֵ���ʱ�����Ա�ں������ʽ��ں�����岨����������ʽ��ں����ԣ�ʧ�Ⱥ�õ��IJ����϶ࡣ
4) ����ͬʱ����ģ̬ȱ�ݺͺ��ȱ�ݵĶ�̬��ʾ�㷨����ȷԤ����ܲ�����ʧ�Ⱥ����ò����֤�˹���������ʹܲ���������ģ���ȷ�ԡ�
REFERENCES
[1] LIU Nan, YANG He, LI Heng, YAN Si-liang. Plastic wrinkling prediction in thin-walled part forming process: A review[J]. Chinese Journal of Aeronautics, 2016, 29(1): 1-14.
[2] �� ��, �� ��, ղ ÷, �� ��, �����. ���ڼ����Գ���ʧ������Ĺ������о���չ[J]. ��е��ѧ�뼼��, 2004(7): 837-842.
LI Heng, YANG He, ZHAN Mei, LIN Yan, GU Rui-jie. A review of the research on wrinkling in thin-walled parts plastic forming processes[J]. Mechanical Science and Technology, 2004(7): 837-842.
[3] YOSHIDA K. Purposes and features of the Yoshida wrinkling test[J]. Journal of the JSTP, 1983, 24(272): 901-908.
[4] CAO J. Prediction of plastic wrinkling using the energy method[J]. Journal of Applied Mechanics, 1999, 66(3): 646�C652.
[5] HILL R. A general theory of uniqueness and stability in elastic-plastic solids[J]. Journal of the Mechanics & Physics of Solids, 1958, 6(3): 236-249.
[6] RUST W, SCHWEIZERHOF K. Finite element limit load analysis of thin-walled structures by ANSYS (implicit), LS-DYNA (explicit) and in combination[J]. Thin-walled structures, 2003, 41(2/3): 227-244.
[7] WONG W, PELLEGRINO S. Wrinkled membranes ��: Numerical simulations[J]. Journal of Mechanics of Materials and Structures, 2006, 1(1): 63-95.
[8] CAO J, BOYCE M C. Wrinkling behavior of rectangular plates under lateral constraint[J]. International journal of solids and structures, 1997, 34(2): 153-176.
[9] LI Heng, YANG He, ZHAN Mei, GU Rui-jie. A new method to accurately obtain wrinkling limit diagram in NC bending process of thin-walled tube with large diameter under different loading paths[J]. Journal of Materials Processing Technology, 2006, 177(1/3): 192-196.
[10] LI Heng, YANG He, ZHAN Mei. A study on plastic wrinkling in thin-walled tube bending via an energy-based wrinkling prediction model[J]. Modelling and Simulation in Materials Science and Engineering, 2009, 17(3): 35007-35039.
[11] KOITER W T, ELISHAKOFF I, LI Y W, STARNES J H. Buckling of an axially compressed cylindrical shell of variable thickness[J]. International Journal of Solids and Structures, 1994, 31(6): 797-805.
[12] GUSIC G, COMBESCURE A, JULLIEN J F. The influence of circumferential thickness variations on the buckling of cylindrical shells under external pressure[J]. Computers & Structures, 2000, 74(4): 461-477.
[13] COMBESCURE A, GUSIC G. Nonlinear buckling of cylinders under external pressure with nonaxisymmetric thickness imperfections using the COMI axisymmetric shell element[J]. International Journal of Solids & Structures, 2001, 38(34): 6207-6226.
[14] LIU Nan, YANG He, LI Heng, TAO Zhi-jun, HU Xiao. An imperfection-based perturbation method for plastic wrinkling prediction in tube bending under multi-die constraints[J]. International Journal of Mechanical Sciences, 2015, 98: 178-194.
[15] LIU Nan, YANG He, LI Heng, ZHAN Mei, TAO Zhi-jun, HU Xiao. Modelling of wrinkling in NC bending of thin-walled tubes with large diameters under multi-die constraints using hybrid method[J]. Procedia Engineering, 2014, 81: 2171-2176.
[16] �� ��, л ��, �ط���, �� ��, �Գ���. �������ڹܼ���ѹ�����������ۼ�ʵ���о�[J]. �й���ɫ����ѧ��, 2018, 28(3): 586-593.
DU Bing, XIE Jun, GUAN Feng-long, ZHANG Xin, ZHAO Chang-cai. Theory and experimental research on outer pressure compression forming of thin metal tube part[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(3): 586-593.
[17] �� ��, �ط���, �� ��, л ��, �Գ���. ���ڹܲ��������յı��ڼ���������ʧ�ȹ��Թ����о�[J]. ��ɽ��ѧѧ��, 2017, 41(6): 510-515.
DU Bing, GUAN Feng-long, ZHANG Xin, XIE Jun, ZHAO Chang-cai. Study on common rules in wrinkling instability of thin-walled parts forming based on tube outer pressure compression technology[J]. Journal of Yanshan University, 2017, 41(6): 510-515.
[18] �� ��, �Գ���, ��ѩ��, �� �, ������. ���ºϽ����ܼ�����������ʳ��ι���[J]. �й���ɫ����ѧ��, 2014, 24(7): 1721-1729.
DU Bing, ZHAO Chang-cai, LI Xue-feng, HE Xin, DONG Guo-jiang. Forming technology of high temperature alloy convex ring shaped tube by solid granule medium[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(7): 1721-1729.
[19] DONG Guo-jiang, ZHAO Chang-cai, CAO Miao-yan. Flexible-die forming process with solid granule medium on sheet metal[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2666-2677.
[20] �� ��, �ط���, ������, ����, �� ��, �Գ���. ��������ʧ����ֵģ����㷽��[J].��е����ѧ��, 2018, 54(24): 42-50.
DU Bing, GUAN Feng-long, SONG Peng-fei, HAN Zhao-jian, ZHANG Xin, ZHAO Chang-cai. Numerical simulation methods of sheet metal wrinkling[J]. Journal of Mechanical Engineering, 2018, 54(24): 42-50.
�� �. ���ӱ߽������±��ڼ����Գ���ʧ������Ԥ��[D]. ����: ������ҵ��ѧ, 2015: 62-63.
LIU Nan. Instability and wrinkling prediction in plastic forming processes of thin-walled parts under complex boundary conditions[D]. Xi'an: Northwestern Polytechnical University, 2015: 62-63
[21] SIMULIA D S. ABAQUS6.14 Help Documentation[Z]. 2014.
Numerical simulation on wrinkling instability of tube outer pressure compression
ZHANG Xin, ZHAO Chang-cai, DU Bing, LI Han, HAN Zhao-jian, SONG Peng-fei
(Key Laboratory of Advanced Forging & Stamping Technology and Science of Ministry of Education, Yanshan University, Qinhuangdao 066004, China)
Abstract: The lightweight thin-walled parts are increasingly used in high-tech engineering fields such as aviation, aerospace and automobile. Wrinkling instability has always been one of the major defects in thin-walled parts forming processes. Therefore, the study on prediction of plastic wrinkling instability becomes particularly important in the process of forming lightweight thin-walled parts. Based on the inconsistent between the instability simulation prediction of thin-walled tube structures and the actual situation which are due to various initial defects (such as uneven thickness, dimensional deviations, etc.), this paper takes the example of the AA6061 diameter-reduced tubes by solid granule medium forming technology and combines the DYNAMIC algorithm which is the most suitable for complex contact conditions in ABAQUS, simulates the tube outer pressure compression forming with no initial imperfections, buckling modes initial imperfections, uneven thickness initial imperfections and the last one which contains buckling modes initial imperfections and uneven thickness initial imperfections. The dynamic finite element method with simultaneous introduced buckling modes and thickness unevenness imperfections can accurately predict the instability waveforms of the tube through the comparison between the simulations and the tests. The reliability of the simulation method is verified through the comparison between the simulative and experimental force-displacement curves.
Key words: tube outer pressure compression forming; numerical simulation of wrinkling instability; buckling mode; thickness imperfection
Foundation item: Projects(51605420, 51775481) supported by the National Natural Science Foundation of China; Project(E2018203143) supported by the Natural Science Foundation of Hebei Province, China
Received date: 2019-08-26; Accepted date: 2019-12-22
Corresponding author: DU Bing; Tel: +86-13784508057; E-mail: pangpang115@163.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51605420��51775481)���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2018203143)
�ո����ڣ�2019-08-26�������ڣ�2019-12-22
ͨ�����ߣ��� ���������ڣ���ʿ���绰��13784508057��E-mail��pangpang115@163.com

