文章编号:1004-0609(2015)-07-1937-06
电磁压制多元金属混合粉末的压型方程
高 歌1,胡建华1,程 呈1,吴 轩1,张 达2
(1. 武汉理工大学 材料科学与工程学院,武汉 430070;
2. 武汉山力板带技术工程有限公司 工程管理,武汉 430074)
摘 要:针对Ag-Cu-Zn-Sn系多元金属混合粉料制备无镉中温银基钎料进行研究,探索压坯密度与压制压力、压制模量及压制速率的关系。采取理论分析、工艺实验和软件拟合曲线相结合的方法,构建了电磁压制条件下的高速率压型方程,为电磁压制工艺的数值模拟分析提供数学模型和相应的参数,提高数值仿真的准确性和可靠性。该结果为Ag-Cu-Zn-Sn系多元金属混合粉料进行合理的电磁压制工艺设计提供一定的理论价值和工程实践指导 意义。
关键词:电磁压制;金属粉末;压型方程;压坯密度
中图分类号:TG391 文献标志码:A
Forming equation about multivariate mixed metal powder by electromagnetic compaction
GAO Ge1, HU Jian-hua1, CHENG Cheng1, WU Xuan1, ZHANG Da2
(1. School of Materials Science and Engineering, Wuhan University of Technology, Wuhan 430070, China;
2. Wuhan Sunny Strip Processing Technology Engineering Co., Ltd., Engineering Management, Wuhan 430074, China)
Abstract: The multivariate mixed Ag-Cu-Zn-Sn metal powder used in the preparation of cadmium-free silver-based intermediate temperature filler metal was investigated. The relationships among pressed compact density and the pressing pressure, pressing modulus and suppression rate were explored. Through the combination of theoretical analysis, experiments and software fitting curve research methods, the high rate pressure type equations under the conditions of electromagnetic compaction were built. A mathematical model and corresponding parameters for numerical analysis of electromagnetic compaction process are provided, the accuracy and reliability of the numerical simulation are improved. The results provide theoretical value and practical significance of engineering for designing the electromagnetic compaction process of the multivariate mixed metal powder in the Ag-Cu-Zn-Sn system.
Key words: electromagnetic compaction; metal powder; forming equation; pressed compact density
Ag-Cu-Zn-Sn系无镉中温银基钎料具有优良的性能,主要应用在航空航天、机械电子工业中,但由于Ag-Cu-Zn-Sn合金的塑性差、脆性大,常用制备技术无法保证其产品性能。粉末冶金技术可直接利用各种纯金属粉末塑性好的特点进行有效的压制成形,通过烧结进行合金化,从而获得所需产品[1-7]。
粉末压制成形过程是粉末冶金工艺中的一个重要环节, 其主要目的是制取具有一定形状、尺寸、密度的待烧结坯件。坯件的压制质量直接影响到烧结过程和产品最终质量。电磁压制是一种高能率压制方法,成形时间短,冲击速度大,粉末的基本变形行为与低速压制时的不同。研究表明[8-11]:将电磁成形技术用于粉末材料的压制,可以提高压制制品的致密度和致密均匀性。
粉末压制成形中的一个关键问题是建立压坯密度与各工艺参数之间的理论压型方程。自1923年WALKER由实验提出粉体相对体积与压制压力的对数呈线性关系的经验公式后,国内外学者针对不同的压制条件提出了多种粉末压型方程,如Heckel方程、巴尔申方程、Fischmeister和Arzt方程、川北公夫方程、Kawakita和Ludde方程、黄培云方程等[12]。
研究粉末压制过程中压制压力对压制密度的影响,最著名的是巴尔申方程、川北公夫方程和黄培云方程。巴尔申方程是基于一些假设(假设胡克定律适用于粉末体塑性变形;塑性变形时没有加工硬化现象;粉末体符合无空隙致密金属的变形规律)推导出的压制压力与密度的数理方程;川北公夫方程是基于实验结果(将粉末装入压模后在压机上逐步加压,作出各种粉末压力-体积曲线)得出的经验方程,适用于软粉末压制。黄培云方程是考虑应变充分弛豫状态下的粉末压制双对数方程,可用于各种粉末静态压制,也可用于存在模壁摩擦的单向压制,适用面较广。由于大多数粉末压型理论把粉体作为弹性体处理,并忽略粉末颗粒硬化过程、压制速度、压制时间等因素的影响,因此,无法准确描述高速率下的粉末变形行为[13]。
本文作者通过实验研究粉末电磁压制时的变形行为,构建了粉末电磁压制的压型方程,为电磁压制工艺的数值模拟提供数学模型和相应的参数,为工艺设计提供了一种理论价值,对工程实践具有指导意义。
1 粉末电磁压型方程的构建
单质粉末材料在准静态下的压型方程一般可用压坯密度ρ与压制压力F、模量M、体积V等参数的函数关系来描述,即 ,而在多金属混合粉料高速压制条件下,不存在单一的模量,密度不仅与压制压力、体积有关,还与各粉末颗粒的密度、强度、硬度、初始粒度及混合配比有关,如何描述并建立“等效模量”与密度的关系,是建立压型方程所需解决的首要问题。
,而在多金属混合粉料高速压制条件下,不存在单一的模量,密度不仅与压制压力、体积有关,还与各粉末颗粒的密度、强度、硬度、初始粒度及混合配比有关,如何描述并建立“等效模量”与密度的关系,是建立压型方程所需解决的首要问题。
电磁压制过程是一个高速率成形过程,在此条件下压制,粉末颗粒的应变速率敏感性及高速下的惯性效应明显增加,压制过程不可逆且与路径有关,每一个致密化过程对应着各自的密度、压力和变形速率,粉末材料在某一点的密度-压力响应与应变速率有 关[14]。因此,适合电磁压制的压型方程中要加入压制速率v,即用 来构建高速率压型方程,更能反映银基钎料电磁压制的规律。
来构建高速率压型方程,更能反映银基钎料电磁压制的规律。
根据高速下金属粉末压制的变形原理,在单次压制过程中金属粉末会出现先软化后硬化的现象,因此,在动态高压力下金属粉体可视为流体弹塑性介质模型。本文作者采用非线性Kelvin体(K体)模型,由非线性H体(弹体)与非线性N体(黏体)并联而成[15-17]。非充分弛豫的粉末压制模型需反映应变弛豫和非线性的粉体特征,非线性K体模型是一个能够反映这种现象和特征的简单模型,即
 (1)
(1)
式中:M为压制模量;n为压制非线性指数;η为线性动力黏性系数;k为无量纲参数; 为应变速率;ε为应变;σ为应力。
为应变速率;ε为应变;σ为应力。
非线性K体模型在应变充分弛豫状态下,即 时为
时为 ,考虑金属粉末在压制过程中的(应力、应变)弛豫与硬化现象对粉末压制成形的影响,粉末压制应变采用自然应变ε来表示,ε与密度的关系式如下:
,考虑金属粉末在压制过程中的(应力、应变)弛豫与硬化现象对粉末压制成形的影响,粉末压制应变采用自然应变ε来表示,ε与密度的关系式如下:
然后用压制压力F代替应力σ,得出方程:
 (2)
(2)
式中:ρm为致密金属密度;ρ0为原始密度;ρ为压块密度;F为压制压力。
电磁压制过程是一个脉冲放电的过程,即储能电容通过线圈放电,部分磁场能量转化为凸模向下运动的动能T(J),使其获得速度v(m/s)向下压制粉末,即 ,由动量定理,有
,由动量定理,有 。电容器储存的能量
。电容器储存的能量 (其中C为电容;U为电压),考虑到摩擦、磁场渗入驱动片消耗、电阻热损耗、冲击波穿过粉末对垫块做功和磁场剩余能量等因素,磁场能量转化凸模动能的利用率在10%左右[18],本文作者取
(其中C为电容;U为电压),考虑到摩擦、磁场渗入驱动片消耗、电阻热损耗、冲击波穿过粉末对垫块做功和磁场剩余能量等因素,磁场能量转化凸模动能的利用率在10%左右[18],本文作者取 ,即
,即 ,又
,又 ,其中压下量冲击距离
,其中压下量冲击距离 ,采用自然应变的概念,
,采用自然应变的概念, ,综合上面的推导,确定电磁压制无镉中温银基钎料的压型方程:
,综合上面的推导,确定电磁压制无镉中温银基钎料的压型方程:
 (3)
(3)
2 实验材料、设备工装及研究方法
在选用材料时,考虑各种元素对钎料性能、熔化温度的影响,遵循环境保护的原则,避免使用含镉、铅的银基钎料,参考GB/T10046-2008《银钎料》,选择BAg45CuZnSn作为研究对象,为进一步探究成分配比与压型方程中压制模量的相关性,确定两种成分配比的钎料,成分配比如表1所列。原料粉末数据如下:银粉纯度99.95%,32~38 μm;铜粉纯度99.9%,32~38 μm;锌粉纯度99.7%,45~50 μm;锡粉纯度99.7%,45~50 μm。按表1中的质量分数配比后在球磨机上充分混合。
表1 BAg45CuZnSn粉末的化学成分
Table 1 Chemical compositions of BAg45CuZnSn powder

首先,混合粉末在INSTRON1341电液伺服材料试验机上模压成形,模具材料采用T8钢,模具内径10 mm。试样称取质量2.101 g,分别在压力为50和80 kN进行压制,制成不同相对密度的粉末压坯。用精确到1 mg的JA2003型精密电子天平测出压坯的质量(m),用数显螺旋测微器多次测量求出压坯的平均厚度(h),从而得出压块密度(ρ),代入式(2)中,用ORIGIN回归分析,得到压制非线性指数n和压制模量M。
然后,混合粉末在WG-Ⅲ型低电压粉末电磁脉冲成型机上采用平板线圈进行电磁压制成形。设备的主要放电参数如表2所列,试验的工装图如图1所示。混合粉末称取质量0.7 g,通过测量压坯的质量(m)和压坯尺寸计算出不同电压、电容组合下粉末压坯的密度(ρ),进而得出压坯对应的自然应变ε。取电容放电时第一个脉冲波峰对应的时间为压制时间,求出粉末的平均应变率,代入式(1)中,用ORIGIN回归分析,得到线性动力黏性系数η和无量纲参数k,从而得到电磁压制无镉中温银基钎料的压型方程。
表2 WG-Ⅲ型电磁成型机的主要放电参数
Table 2 Main discharge parameters of electromagnetic forming machine WG-Ⅲ

图1 低电压电磁压制的试验工装图
Fig. 1 Low voltage electromagnetic compaction test installation diagram
3 压型方程中参数的确定
混合粉末在INSTRON1341电液伺服材料试验机上采用50和80 kN的压力压制试样,得到密度ρ不同的压块,代入式(2)中,用ORIGIN对lgF与 进行回归分析,结果如图2所示。从图2中可以看出:回归分析后lgF是 的一次函数,斜率为压型方程中压制非线性指数n,截距为压制模量M的对应值lgM,可以计算得到压型方程中待定参数n与M的值,n=2.762,M=5.478×104。则有
进行回归分析,结果如图2所示。从图2中可以看出:回归分析后lgF是 的一次函数,斜率为压型方程中压制非线性指数n,截距为压制模量M的对应值lgM,可以计算得到压型方程中待定参数n与M的值,n=2.762,M=5.478×104。则有
 (4)
(4)
 (5)
(5)
混合粉末在WG-Ⅲ型低电压粉末电磁脉冲成型机上电磁压制成形,得出不同的电压、电容组合下粉末压坯的密度ρ,如表3所列。
采用ORIGIN回归分析得到自然应变ε与时间t的回归曲线,求出瞬时的自然应变ε和对应的平均应变率,代入式(1)中,对 与
与 进行ORIGIN回归分析,得到不同电压下的回归线方程如表4所列。
进行ORIGIN回归分析,得到不同电压下的回归线方程如表4所列。
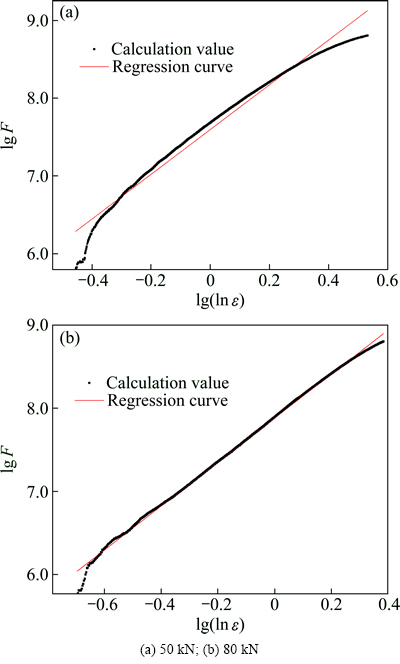
图2 不同压力时lgF与lg(lnε)的关系
Fig. 2 Relationship between lgF and lg(lnε) at different pressures
回归分析后得出是的一次函数,斜率为压型方程中的无量纲参数k,截距为线性动力粘性系数η的对应值lnη,从而计算得到压型方程中待定参数η与k的值, ,
, ,将n、M、η和k代入式(3)中,得出电磁压制无镉中温银基钎料的压型方程:
,将n、M、η和k代入式(3)中,得出电磁压制无镉中温银基钎料的压型方程:
 (6)
(6)
表3 不同电压、电容组合下压块密度值
Table 3 Density of pressed compact with different voltages and capacitances

表4 不同电压下回归分析得到的回归线方程
Table 4 Regression line equation through regression analysis with different voltages

4 实验验证
通过理论推导,设计实验方法,用Origin软件回归分析,得到电磁压制无镉中温银基钎料的压型方程,为了确定方程的可信性与准确性,现在对B1和B2两种成分的钎料,在不同的放电能量下制备压块,将各个压块的相关实验数据代入压型方程中,得到如表5所列的压坯密度误差分析表,从表5中可以看出,压坯计算密度与压坯实际密度的误差值最大不超过12.1%,较准确地描述Ag-Cu-Zn-Sn系无镉中温银基钎料的电磁压制成形规律。
表5 压坯密度误差分析表
Table 5 Analysis blank of pressed compact error

5 结论
1) 电磁压制高速率成形过程中,压型密度与压制压力、压制速率和压制模量等因素有关,其中压制速率的影响作用较大。
2) 电磁压制无镉中温银基钎料的压型方程对不同成分、尺寸的压坯均适用,方程中待定参数M、n、η、k的值与粉末成分、压坯尺寸无关。
REFERENCES
[1] 柏文超, 李明利, 李银娥, 党红云. 银基钎料的特性及应用发展[C]//敦煌国际焊接学术论坛论文集. 敦煌: 敦煌国际焊接学术论坛, 2004: 118-120.
BO Wen-chao, LI Ming-li, LI Yin-e, DANG Hong-yun. Characteristic and applicationdevelopment of Ag-based brazing filler alloys[C]//Dunhuang international welding academic BBS collected papers. Dunhuang: Dunhuang international welding academic BBS, 2004: 118-120.
[2] 孙 磊,张 亮. Sn-Zn系无铅钎料最新进展[J]. 电子工艺技术, 2015, 36(1): 4-11.
SUN Lei, ZHANG Liang. Review on latest advances of Sn-Zn-X solder joints[J]. Electronics Process Technology, 2015, 36(1): 4-11.
[3] KOPYTO M, ONDERKA B, ZABDYR L A. Thermodynamic properties of the liquid Ag-Cu-Sn lead-free solder alloys[J]. Materials Chemistry and Physics, 2010, 122: 480-484.
[4] 岳译新, 谭澄宇, 郑子樵, 李世晨, 叶建军. 新型Ag-Cu-Ge钎料的性能及钎焊界面特征[J]. 中国有色金属学报, 2006, 16(10): 1793-1798.
YUE Yi-xin, TAN Cheng-yu, ZHENG Zi-qiao, LI Shi-chen, YE Jian-jun. Properties and interface microstructure of new type Ag-Cu-Ge solder[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1793-1798.
[5] LI M G, SUN D Q, QIU S M. Effect of tin on melting temperature and microstructure of Ag-Cu-Zn-Sn filler[J]. Materials Science and Technology, 2005, 21(11): 1318-1322.
[6] 陈登权, 李 伟, 罗锡明, 许 昆. 电子工业用金基和银基中温钎料的研究进展[J]. 贵金属, 2009, 30(3): 62-67, 78.
CHEN Deng-quan, LI Wei, LUO Xi-ming, XU Kun. Research progress of Au and Ag-based mid-temperature brazing filler alloys for electronic industry[J]. Precious Metals, 2009, 30(3): 62-67, 78.
[7] 张 亮, 韩继光, 何成文, 郭永环, 薛松柏, 皋利利, 叶 焕. 稀土元素对无铅钎料组织和性能的影响[J]. 中国有色金属学报, 2012, 22(6): 1680-1696.
ZHANG Liang, HAN Ji-guang, HE Cheng-wen, GUO Yong-huan, XUE Song-bai, GAO Li-li, YE Huan. Effect of rare earth on microstructures and properties of lead-free solders[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1680-1696.
[8] MENG Z H, HUANG S Y, YANG M. Effects of processing parameters on density and electric properties of electric ceramic compacted by low-voltage electromagnetic compaction[J]. Journal of Materials Processing Technology, 2009, 209(2): 672-678.
[9] 崔晓辉, 莫建华, 何文治. 基于松散耦合法的电磁管件胀形3D模拟[J]. 中国有色金属学报, 2011, 21(11): 2896-2902.
CUI Xiao-hui, MO Jian-hua, HE Wen-zhi. 3D simulation of electromagnetic tube bulging based on loose coupling method[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2896-2902.
[10] MAMALIS A G, MANOLAKOS D E, KLADAS A G, KOUMOUTSOS A K. Electromagnetic forming and powder processing: Trends and developments[J]. Applied Mechanics Reviews, 2004, 57(4): 299-324.
[11] 王 刚, 徐 磊, 崔玉友, 杨 锐. 粉末冶金TiAl基合金高温变形行为及其本构模型[J]. 中国有色金属学报, 2010, 20(1): 269-273.
WANG Gang, XU Lei, CUI Yu-you, YANG Rui. High temperature deformation behavior of powder metallurgy TiAl alloy and its constitutive model[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 269-273.
[12] 李树杰, 董红英, 文 冰. 粉体的新压制方程研究[J]. 粉末冶金技术, 2006, 24(1): 3-7.
LI Shu-jie, DONG Hong-ying, WEN Bing. Investigation on of a new compaction equation for powder material[J]. Powder Metallurgy Technology, 2006, 24(1): 3-7.
[13] 戴建东, 李大勇, 胡茂良, 王松波. 高密度粉末材料成形技术研究进展评述[J]. 机械工程学报, 2013, 6(1): 1-5.
DAI Jian-dong, LI Da-yong, HU Mao-liang, WANG Song-bo. Review of research on forming technology of high density powder material[J]. Mechanical Engineering, 2013, 6(1): 1-5.
[14] 黄尚宇, 常志华, 王立峰, 吴莉花, 张 猛, 姜奎华, 王仲仁. 板坯电磁成形载荷计算方法及分布特性[J]. 中国有色金属学报, 1998, 8(3): 441-446.
HUANG Shang-yu, CHANG Zhi-hua, WANG Li-feng, WU Li-hua, ZHANG Meng, JIANG Kui-hua, WANG Zhong-ren. Calculation and distribution of forming load for sheet metal magnetic forming[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(3): 441-446.
[15] CHELLURI B, KNOTH E. Powder forming using dynamic magnetic compaction[C]. International Conference on High Speed Forming. Dortmund, Germany: Institut für Umformtechnik-Technische  Dortmund, 2010: 26-34.
Dortmund, 2010: 26-34.
[16] YU H P, LI C F. Dymamic compaction of pure copper powder using pulsed magnetic force[J]. Acta Metallurgica Sinica, 2007, 20(4): 277-283.
[17] 王建忠, 曲选辉, 尹海清, 周晟宇, 易明军. 电解铜粉高速压制成形[J]. 中国有色金属学报, 2008, 18(8): 1498-1503.
WANG Jian-zhong, QU Xuan-hui, YIN Hai-qing, ZHOU Sheng-yu, YI Ming-jun. High velocity compaction of electrolytic copper powder[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(8): 1498-1503.
[18] 李 敏. 置氢Ti6Al4V粉末磁脉冲压实―烧结体组织结构与性能[D]. 哈尔滨: 哈尔滨工业大学, 2011.
LI Min. Microstructure and properties of Ti6Al4V alloy prepared by magnetic pulse compaction and sintering of hydrogenated powder[D]. Harbin: Harbin Institute of Technology, 2011.
(编辑 李艳红)
基金项目:国家自然科学基金资助项目(51475345,51205298);华中科技大学材料成形与模具技术国家重点实验室开放基金课题(P2015-01)
收稿日期:2014-12-09;修订日期:2015-03-23
通信作者:胡建华,副教授,博士;电话:18986297365;E-mail:hujianhua@whut.edu.cn

