НшВзКЧ·ўКұјд: 2019-07-29 14:03
ПЎУРҪрКф 2019,43(09),987-996 DOI:10.13373/j.cnki.cjrm.xy19010021
ұЁ·П№в·ь°е»ШКХАыУГөДСРҫҝПЦЧҙ
БхІЁ АојСвщ ¶ЎФЖјҜ ЦЈ»·¶« ХЕЙоёщ
ұұҫ©ҝЖјјҙуС§РВІДБПјјКхСРҫҝФә
ХӘ ТӘЈә
ОӘБЛУҰ¶Ф»ҜКҜДЬФҙҝЭҪЯәНДЬФҙ»·ҫіОЫИҫөИОКМв,№в·ь·ўөзөГөҪБЛҝмЛЩ·ўХ№ЎЈ№в·ьЧ°»ъБҝөДјӨФцТІҪ«ФЪОҙАҙ°йЙъіцКэБҝЕУҙуөДұЁ·П№в·ь°е,ұЁ·П№в·ь°еЦРә¬УРВБЎўТшЎўпШЎўочЎў№иЖ¬ЎўІЈБ§өИУРјЫЧй·Ц,ј«ҫЯ»ШКХјЫЦөЎЈБнТ»·ҪГж,ХвР©№М·ПЦР»№ә¬УРЗҰЎўпУөИЦШҪрКфј°ХіәП·вҪәөИУР»ъОп,І»өұҙҰАн»б¶Ф»·ҫі°ІИ«ФміЙј«ҙуНюРІЎЈОӘБЛұЈ»Ө»·ҫіәН»ШКХЧКФҙ,ұЁ·П№в·ь°е»ШКХТСіЙОӘСРҫҝИИөгЎЈұҫОДёЕКцБЛұЁ·П№в·ь°еФӨҙҰАнј°УРјЫҪрКф»ШКХөДСРҫҝ·Ҫ·Ё,ФӨҙҰАнЦчТӘ°ьАЁОпАнҙҰАнЎў»ҜС§ҙҰАнЎўОпАнУл»ҜС§ҪбәПҙҰАнөД·Ҫ·Ё,УРјЫҪрКф»ШКХЦчТӘ°ьАЁТшЎўПЎЙўҪрКфј°ЖдЛыҪрКфөД»ШКХ,ЧЬҪбБЛІ»Н¬јјКхөДУЕИұөгәН№ІРФОКМвЎЈОпАн·ЁҙҰАнДЬБҰҙуө«ДЬәДёЯ,ІъЖ·ҙҝ¶ИІ»ОИ¶Ё;»ҜС§·ЁБчіМјтөҘЎўіЙұҫөНө«ОІТәІъБҝҙу,Ри¶юҙОҙҰАнЎЈЧоәуЦёіц¶а·ЁБӘУГКЗОҙАҙ·ўХ№өДЗчКЖЎЈҪ«ОӘұЁ·П№в·ь°еөДВМЙ«ЎўёЯР§»ШКХМṩУРТжөДҪијшЎЈ
№ШјьҙКЈә
ұЁ·П№в·ь°е ;УРјЫҪрКф ;»ШКХ ;
ЦРНј·ЦАаәЕЈә X705
ЧчХЯјтҪйЈә БхІЁ(1980-),ДР,ЙҪ¶«СММЁИЛ,І©Кҝ,ЦъАнСРҫҝФұ,СРҫҝ·ҪПт:¶юҙОЧКФҙСӯ»·АыУГјјКх,E-mail:liubo@ustb.edu.cn; *ХЕЙоёщ,СРҫҝФұ;өз»°:010-62333375;E-mail:zhangshengen@mater.ustb.edu.cn;
КХёеИХЖЪЈә 2019-01-21
»щҪрЈә №ъјТЧФИ»ҝЖС§»щҪрПоДҝ(51672024,51502014); ЦРСлёЯРЈ»щұҫҝЖСРТөОс·СПоДҝ(FRF-IC-18-008)ЧКЦъ;
Recycling Status of Scrap Photovoltaic Panels Liu Bo Li Jiayi Ding Yunji Zheng Huandong Zhang Shengen
Institute for Advanced Materials and Technology,University of Science and Technology Beijing
AbstractЈә
With the depletion of traditional fossil energy sources and the aggravation of environmental pollution, photovoltaic power generation has developed rapidly. In the future, a large number of scrap photovoltaic panels are also emerging. Scrap photovoltaic panels contain a large amount of aluminum and a small amount of valuable metals such as aluminum, silver, gallium, indium, silicon chips and glasses, which are of great recycling value. On the other hand, scrap photovoltaic panels also contain heavy metals and some organic substances, which have potential hazards to the environment. At present, the recovery of scrap photovoltaic panels attracted wide attention. This paper summarized theresearch methods in the pretreatment of scrap photovoltaic panels and the recovery of valuable metals. Pretreatment mainly included physical treatment, chemical treatment, and the combination of physical and chemical treatment. The recovery of valuable metals mainly included the recovery of silver, scattered metals and other metals. The advantages, disadvantages and common problems of different technologies were also summarized. Physical method had large processing capacity but high energy consumption and unstable product purity. The chemical method was simple in process and low in cost, but the residual liquid yield was large, requiring secondary treatment. Finally, it was indicated that the combination of multiple methods was the future development trend. This paper would provide useful reference for green and efficient recycling of scrap photovoltaic panels.
KeywordЈә
scrap photovoltaic panels; valuable metals; recycling;
ReceivedЈә 2019-01-21
ЛжЧЕ»ҜКҜДЬФҙҝЭҪЯәН»·ҫіОЫИҫјУҫз, ҝЙФЩЙъДЬФҙіЙОӘБЛИ«Зт№ШЧўөДҪ№өгЎЈ №в·ь·ўөзКЗТ»ЦЦАыУГ°лөјМеҪзГжөД№вЙъ·ьМШР§УҰҪ«№вДЬЦұҪУЧӘұдОӘөзДЬөДјјКх, ҫЯУРОЮРиПыәДИјБПЎў ҪЁЙиЦЬЖЪ¶МЎў ЗеҪа°ІИ«өИУЕөг
[1 ]
ЎЈ ҪьДкАҙ, №в·ь·ўөзөГөҪБЛҝмЛЩ·ўХ№ЎЈ ТФЦР№ъОӘАэ, 2016ДкЦР№ъРВФц№в·ьЧ°»ъБҝ34.54 GW(Н¬ұИФціӨ128.3%), АЫјЖЧ°»ъБҝТСҙп77.42 GW(ФјХјИ«ЗтЧЬЧ°»ъБҝөД26.1%)
[2 ]
ЎЈ ЛжЧЕ№в·ьЧ°»ъБҝөДФціӨ, ұЁ·П№в·ьөзіШ°е(јтіЖұЁ·П№в·ь°е)өДКэБҝјӨФцЎЈ °ҙХХ25Дк·юТЫЖЪ№АЛг, ОТ№ъөД№в·ь°еҪ«УЪ2025ДкЧуУТҝӘКјҪшИлұЁ·ПГЬјҜЖЪ, 2050ДкұЁ·П№в·ь°еІъБҝФӨјЖҙпөҪ2000Нт¶Ц
[3 ]
ЎЈ ұЁ·П№в·ь°еЦРә¬УРІЈБ§(Ў«70%)Ўў ВБ(Ў«10%)Ўў ХіәП·вҪә(Ў«10%)Ўў №и(Ў«5%)Ўў ТшЎў пШЎў очөИПЎУРҪрКф(Ў«1%)өИ
[4 ]
, ј«ҫЯ»ШКХјЫЦөЎЈ БнТ»·ҪГж, ұЁ·П№в·ь°еЦРә¬УРЦШҪрКфј°УР»ъОп, І»өұҙҰАн»б¶Ф»·ҫі°ІИ«ФміЙј«ҙуНюРІЎЈ ТтҙЛ, ШҪРиҝӘХ№ұЁ·П№в·ь°е»ШКХАыУГјјКхөДСРҫҝЎЈ
1 №в·ь°еөДҪб№№ј°ЧйіЙ
ЧчОӘМ«СфДЬ·ўөзПөНіөДәЛРДІҝ·Ц, №в·ь°еКЗУЙ№в·ьөзіШҙ®БӘ·вЧ°әуРОіЙөДҙуГж»эөзіШЧйјю
[5 ]
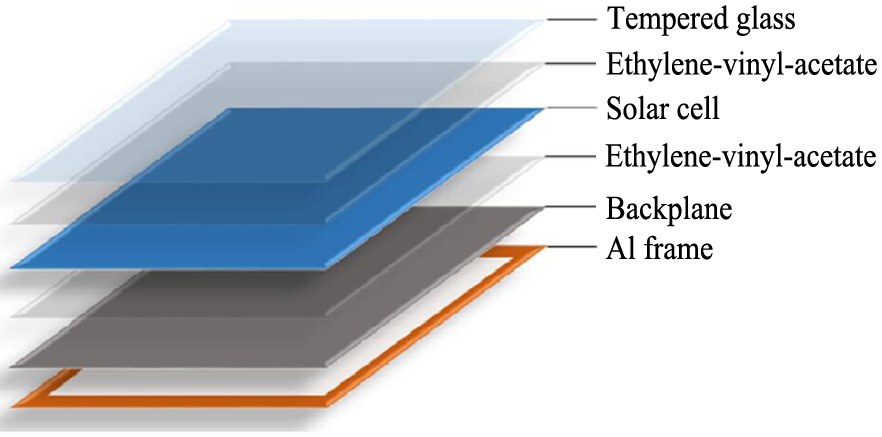
, ЦчТӘ·ЦОӘҫ§№и№в·ь°еәНұЎДӨ№в·ь°еБҪАа: ўЩҫ§№и(c-Si)№в·ь°е°ьАЁөҘҫ§№и№в·ь°еәН¶аҫ§№и№в·ь°е; ўЪұЎДӨ№в·ь°е°ьАЁ№и»щ(a-Si)ұЎДӨ№в·ь°еЎў НӯочОш(CIS)ұЎДӨ№в·ь°еЎў НӯочпШОш(CIGS)ұЎДӨ№в·ь°еЎў нЪ»ҜпУ(CdTe)ұЎДӨ№в·ь°еЎЈ №в·ь°еЦчТӘУЙВБНвҝтЎў ёЗ°еІЈБ§Ўў өзіШЖ¬Ўў ұі°еЎў EVA(ТТП©ТТЛбТТП©хҘ)ҪәДӨөИОеІҝ·ЦЧйіЙ
[6 ]
, Ҫб№№ИзНј1ЛщКҫЎЈ
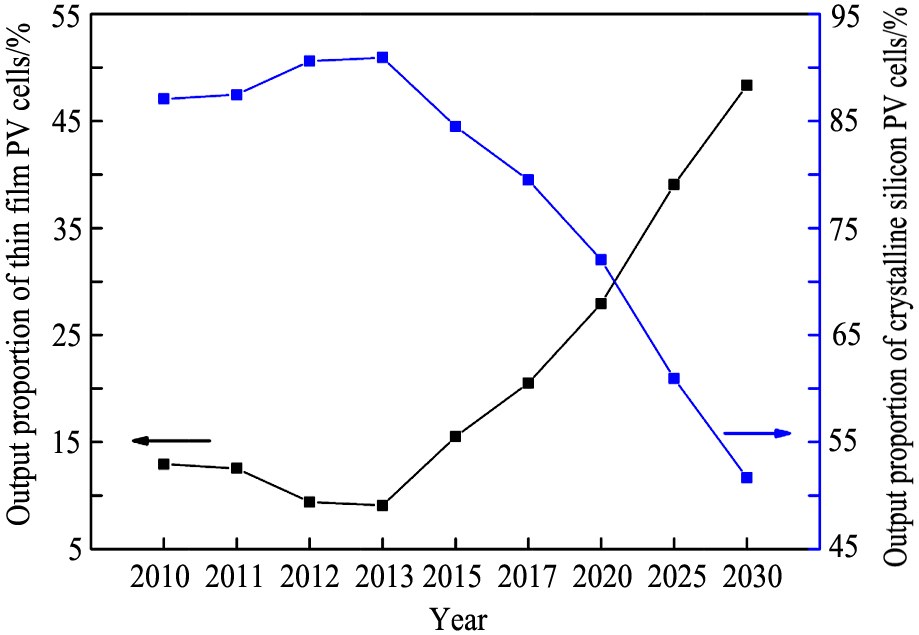
2010ДкТФАҙ, №в·ьРРТөҙҰУЪЗҝКЖФціӨҪЧ¶ОЎЈ 2013Дк, И«ЗтМ«СфДЬөзіШІъДЬі¬№э70 GW, ЖдЦРҫ§Ме№и№в·ьөзіШі¬№э63 GW(¶аҫ§№иәНөҘҫ§№иФј 3ЎГ1), ұЎДӨ№в·ьөзіШІъДЬФј7 GW
[7 ]
ЎЈ 2010Ў«2030Дк, И«Зт№в·ьөзіШөДЦЦАаұд»ҜИзНј2ЛщКҫЎЈ
ҝЙТФҝҙіц, ОҙАҙ10ДкДЪ№в·ьКРіЎЦРИФКЗҫ§№и№в·ьөзіШәНҫ§№и№в·ь°еХјЦчөјөШО», ө«№в·ь·ўөзІъТөөД·ЙЛЩ·ўХ№Тэ·ўБЛИ«Зт¶аҫ§№и№©УҰөДіЦРшҪфИұ, СПЦШөДЦЖФјБЛҫ§Ме№иІъТөөД·ўХ№, ТтҙЛ№в·ьКРіЎХэФЪПтұЎДӨ№в·ьІъЖ·ЧӘТЖЎЈ 20ДкәуұЎДӨ№в·ьРРТөУлҫ§№и№в·ьРРТөҝЙДЬ»бЖҪ·ЦЗпЙ«, ЙхЦБі¬№эҫ§№и№в·ьІъЖ·іЙОӘ№в·ь·ўөзБмУтөДЦчөјБҰБҝЎЈ
Нј1 №в·ьөзіШ°еөДҪб№№
Fig.1 Structure of photovoltaic panels
[6]
Нј2 2010Ў«2030ДкИ«Зт№в·ьөзіШөДЦЦАаұд»Ҝ
Fig.2 Variation of global photovoltaic cells from 2010 to 2030
[7]
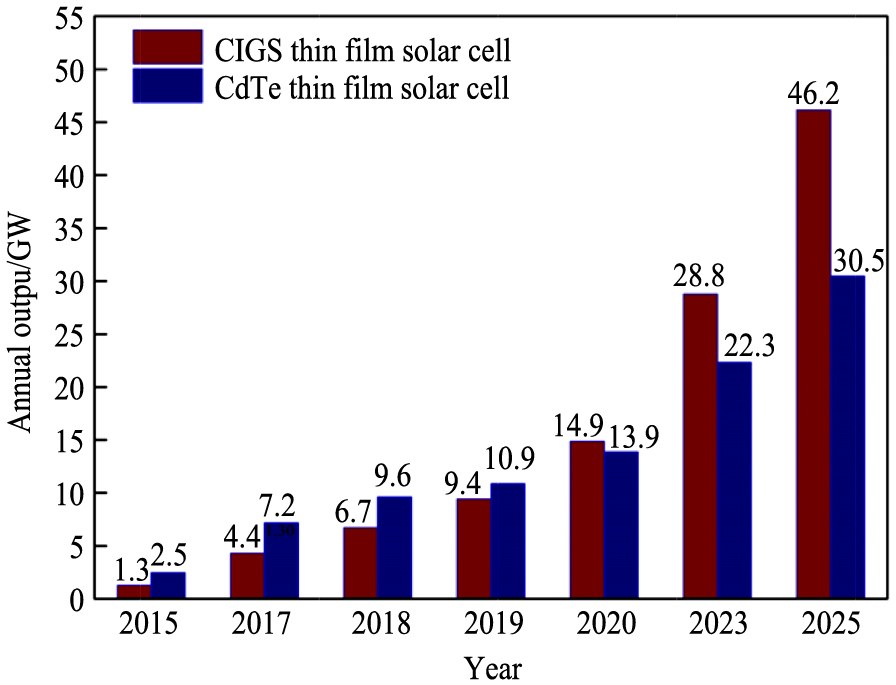
2015ДкИ«ЗтұЎДӨМ«СфДЬөзіШөДІъБҝФј4.4 GW, Н¬ұИФціӨ55%, ЖдЦРCdTeұЎДӨөзіШөДІъБҝФјОӘ2.5 GW, ХјұИОӘ56.8%; CIGSұЎДӨөзіШөДІъБҝФјОӘ1.3 GW, ХјұИОӘ29.6%
[8 ]
ЎЈ ФЪұЎДӨ№в·ьРРТө, CdTeұЎДӨөзіШ·ўХ№СёЛЩ, ө«УЙУЪнЪөДПЎИұРФј°ЦШҪрКфпУөД¶ҫРФК№CIGSұЎДӨ№в·ь·ўөзіЙОӘЧоУРЗ°НҫөДМ«СфДЬ·ўХ№·ҪПтЎЈ 2015Ў«2025Дк, И«ЗтұЎДӨ№в·ьөзіШІъБҝөДНіјЖј°ФӨІвИзНј3ЛщКҫЎЈ УЙCIGSұЎДӨ№в·ьөзіШЧйЧ°¶шіЙөД№в·ь°еУРНыФЪОеДкДЪі¬ФҪCdTeұЎДӨ№в·ь°еіЙОӘұЎДӨ№в·ьКРіЎөДЦчөј, Ҫш¶шФЪ20ДкДЪі¬№эҫ§№и№в·ь°еіЙОӘМ«СфДЬ·ўөзөДәЛРДЎЈ
№в·ь°еЦРЦчТӘә¬УРВБЎў ТшЎў НӯЎў ЗҰЎў пУЎў ІЈБ§Ўў УР»ъОпөИЧй·Ц(Изұн1ЛщКҫ), ХвК№өГұЁ·П№в·ь°еіЙОӘТ»ЦЦШҪРи»ШКХөД¶юҙОЧКФҙ: Т»·ҪГж, Ждә¬УРҙуБҝУРјЫҪрКф, ј«ё»»ШКХјЫЦө; БнТ»·ҪГж, Ждә¬УРҙуБҝЦШҪрКфЎў УР»ъОпөИ, »б¶Ф»·ҫіФміЙСПЦШНюРІЎЈ
Нј3 2015Ў«2025ДкИ«ЗтұЎДӨ№в·ьөзіШІъБҝНіјЖј°ФӨІв
Fig.3 Forecast of global output of different thin film PV cells
[8]
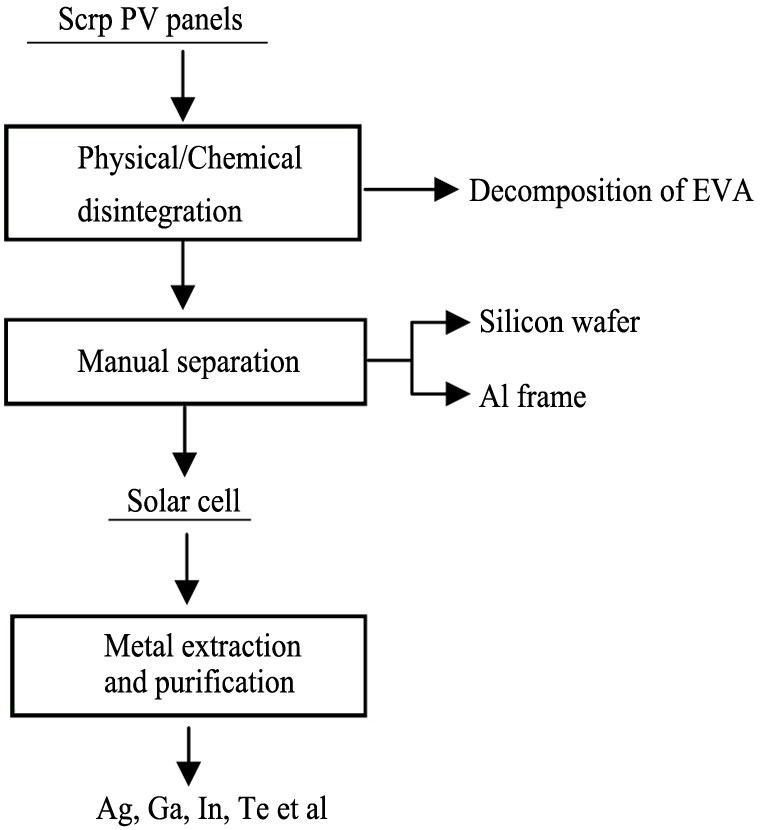
2 №в·ь°е»ШКХјјКхСРҫҝҪшХ№
ұЁ·П№в·ь°еөД»ШКХЦчТӘ°ьАЁФӨҙҰАнЎў Тш»ШКХЎў ПЎЙўҪрКф»ШКХЎў ЖдЛыҪрКф»ШКХөИ, №ӨТХБчіМИзНј4ЛщКҫ
[10 ]
ЎЈ
2.1 ұЁ·П№в·ь°еөДФӨҙҰАн
ИзәОВМЙ«Ўў ёЯР§өДЖЖ»өEVAҪәДӨ, Ҫш¶ш»ШКХВБҝтјЬөИЧйјюәНҪрКф, КЗұЁ·П№в·ь°еФӨҙҰАнөД№ШјьЎЈ ДҝЗ°, ТСҝӘ·ўіцөДФӨҙҰАнјјКхЦчТӘ°ьАЁ: ОпАнҙҰАн·ЁЎў »ҜС§ҙҰАн·ЁЎў ОпАнУл»ҜС§ҪбәП·Ё
[11 ]
ЎЈ
2.1.1 ОпАнҙҰАн·Ё
ЦчТӘНЁ№э»ъРө»тИИЧчУГ·ЦАлPVДЈ°еәНEVAҪәДӨ, ЖдҙҰАн№ӨТХИзұн2ЛщКҫЎЈ
(1) »ъРөҙҰАн·Ё
АыУГЖчРө¶ФұЁ·П№в·ь°еҪшРРІрР¶әН·ЫЛй, Ҫш¶ш°юАлEVAДӨІў»ШКХУРјЫЧй·ЦЎЈ ОӘБЛёЯР§ИҘіэEVAҪәДӨ, BergerөИ
[15 ]
КЧПИ¶ФұЎДӨ№в·ь°е(CdTeәНCIS)ҪшРРёЯОВФӨИИҙҰАнЈ¬И»әуАыУГКӘКҪәНёЙКҪ»мәП»ъРө№ӨТХ¶ФЖдҪшРРІрҪвЈ¬ЧоЦХІрҪвР§ВКҝЙҙп80%Ј¬ІўҝЙНкХыөШ»ШКХІЈБ§Ж¬ЎЈУлөҘТ»»ъРө·ҪКҪПаұИЈ¬ІЙУГ»мәП»ъРөөД·ҪКҪҝЙ»сөГБЈ¶ИҪПРЎөДОпБПЈ¬УРАыУЪәуРшөДҪрКф»ШКХЎЈGranataөИ
[16 ]
·ЦұрІЙУГЎ°Л«ЧӘЧУЖЖЛй-ҙё»чКҪЖЖЛйЎұөД·ҪҙҰАн№и»щәНCdTe№в·ь°еЈ¬Ҫб№ыұнГчЈ¬БҪЦЦОпБПөДІрҪвВК·ЦұрҙпөҪ70%Ў«75%,80%Ў«85%ЎЈ
ұн1 өдРН№в·ьөзіШ°еөДіЙ·Ц
Table 1 Composition of photovoltaic panels (%)
[9 ]
9 ]
c-Si
a-Si
CIGS
CdTe
74
80
81
95
10
10
12
<0.01
Ў«3
<0.1
Ў«6.5
10
6
3.5
0.12
<0.1
0.12
0.01
<0.1
<0.1
<0.01
0.6
0.85
1.0
0.02
0.03
0.02
0.07
0.07
<0.006
<0.01
Нј4 ұЁ·П№в·ь°е»ШКХөД№ӨТХБчіМ
Fig.4 Flow chart of recycling process for scrap photovoltaic panels
(2) ИИ·ЦҪв·Ё
ФЪҝХЖш»төӘЖшПВ, НЁ№эёЯОВ·ЦҪвEVAДӨ, ИИҪвОВ¶ИНЁіЈФЪ600 ЎжТФЙПЎЈ YamashitaөИ
[12 ]
ФЪ500 ЎжПВ·ЦұрҪшРРБЛ¶аҫ§№и№в·ь°е(әс¶И200 ҰМm)әНөҘҫ§№и№в·ь°е(әс¶И550 ҰМm)өДИИ·ЦҪвКөСй, Ҫб№ыұнГч, БҪЦЦ№в·ь°еөДEVAДӨҫщҝЙНкИ«ИҘіэ; ИИ·ЦҪвәу, өҘҫ§№и№в·ь°еөзіШЖ¬»щұҫНкХы, ¶аҫ§№и№в·ь°еөзіШЖ¬И«ІҝЖЖЛйЎЈFrissonөИ
[18 ]
өДСРҫҝұнГчЈ¬ФЪ450ЎжЎўөӘЖшМхјюПВЈ¬ёЯОВБч»ҜҙІ·ЁҝЙҪ«EVAДӨј°ұі°еИҘіэЈ¬өзіШЖ¬»ШКХВК80%ТФЙПЈ¬ІЈБ§°е»ШКХВКҪУҪь100%ЎЈZhangөИ
[17 ]
ІЙУГөӘЖшИИҪвУлХжҝХ·ЦҪвБҪЦЦ·Ҫ·Ё·ЦАлЎў»ШКХұЁ·П№в·ь°еЈ¬Ҫб№ыұнГчЈ¬өӘЖшИИҪвДЬ№»УРР§·ЦҪвЛЬБПЈ¬іЙ№Ұ»ШКХЦұБҙП©МюЎўНйМюј°ЖдТм№№МеЈ¬ЗТУР»ъЧӘ»»ВКҝЙҙп100%ЎЈ
ұн2 ұЁ·П№в·ь°еөДОпАнҙҰАн№ӨТХ
Table 2 Physical treatment of scrapphotovoltaic panels
Year
Physicalprocess
Temperature/Ўж
Time
Results
Ref.
Thermal decomposition
500
Not reported
EVA film completely burned and the crystalline silicon
[12]
Thermal decomposition
600
Not reported
EVA film completely burned
[13]
Physical disintegration: shredding+Hammer milling
Not reported
Not reported
4Ў«5 mm pieces with lamination bond broken
[14]
Wet and dry mixed mechanical process
Not reported
Not reported
The dismantling efficiency is up to 80%, and the glass
[15]
Double-rotor crusher and hammer crushing
Not reported
Not reported
EVA film completely dissolved
[16]
Nitrogen pyrolysis and vacuum decomposition
500
Not reported
Organic conversion rate can reach 100%
[17]
ИИ·ЦҪв·ЁҝЙФЪҪП¶МКұјдДЪ·ЦАлёЗ°еІЈБ§Ўў ұі°еУлөзіШЖ¬, И»¶ш, ёГ·Ҫ·ЁТЧФміЙөзіШЖ¬ЖЖЛйЎЈ ёщҫЭЎ¶The European association for the recovery of PV modules annual reportЎ·
[19 ]
ұЁөА: АыУГИИ·ЦҪв·ЁҙҰАнұЁ·П№в·ь°е, өұөзіШЖ¬әс¶ИЎЭ400 ҰМmКұ, өзіШЖ¬НкХыВКҝЙҙп70%ТФЙП; өзіШЖ¬әс¶И<200 ҰМmКұ, ҙҰАнәуөзіШЖ¬И«ІҝЖЖЛйЎЈ
2.1.2 »ҜС§ҙҰАн·Ё
УлОпАнҙҰАн·ЁПаұИ, »ҜС§ҙҰАн·ЁҫЯУРІЩЧчјтөҘЎў ДЬәДөНЎў І»РиҙуБҝАН¶ҜБҰөИУЕөг, ЦчТӘ°ьАЁОЮ»ъЛбјоИЬҪв·ЁәНУР»ъИЬјБИЬҪв·Ё, ҙҰАн№ӨТХИзұн3ЛщКҫЎЈ
(1) ОЮ»ъЛбјоИЬҪв·Ё
BrutonөИ
[20 ]
ІЙУГПхЛбИЬҪвөД·Ҫ·ЁҙҰАн№в·ь°е, Ҫб№ыұнГч, ФЪ60 ЎжПВ25 hҪюЕЭәу, EVAЎў ІЈБ§°еәНөзіШЖ¬ҝЙНкИ«·ЦАл, ІўөГөҪНкХы№иҫ§Ж¬ЎЈ Klugmann-RadziemskaөИ
[13 ]
ҝӘ·ўіцТ»ЦЦМ«СфДЬөзіШЖ¬КҙҝМҙҰАнөД·Ҫ·Ё: КЧПИ, 40 ЎжПВАыУГ40%ПхЛбЛ®ИЬТәИЬҪвТшНҝІг; ҪУЧЕ, ФЪ60Ў«80 ЎжПВУГ30% KOHЛ®ИЬТәИҘіэAlҪрКфНҝІг; Чоәу, Ҫ«өзіШЖ¬әНұнГж»оРФјБТ»Н¬·ЕИл»ҜС§КҙҝМјБЦР(ПхЛбЎў Зв·ъЛбәНҙЧЛб»мәП), іЙ№ҰИҘіэAgНҝІгЎў ҝ№·ҙЙдНҝІгәНP-NҪб, №и»ШКХВКҝЙҙп86%ЎЈ LeeөИ
[24 ]
АыУГә¬УРПхЛбәНЗв·ъЛбөД»мЛбҙҰАнөзіШЖ¬, Ҫб№ыұнГч, ФЪПхЛбәНЗв·ъЛб»мәПМе»эұИ83ЎГ17ПВҝЙТФ»сөГёЙҫ»өД№иҫ§Ж¬; АыУГ»ШКХөД№иҫ§Ж¬ЦЖФмМ«СфДЬөзіШ, ФӯКјР§ВКФцјУБЛ18.9%ЎЈ
ОЮ»ъЛбјоИЬҪвөД·Ҫ·ЁІЩЧчјтөҘЎў БчіМ¶МЎў ДЬәДөН, ө«ОЮ·ЁұЈЦӨУРјЫҪрКфөДИ«Іҝ»ШКХ, Зв·ъЛбОӘёЯ¶ҫёЯёҜКҙРФТәМе, ¶шЗТІЩЧч№эіМЦРҝЙДЬУРNO, NO2 КН·Е, РиЙиЦГОІЖшОьКХЧ°ЦГЎЈ
(2) УР»ъИЬјБИЬҪв·Ё
DoiөИ
[21 ]
АыУГИэВИТТП©ҙҰАнEVAДӨ, Ҫб№ыПФКҫ, ФЪ80 ЎжПВҫӯ№эТ»ЦЬөДҪюЕЭ, EVAДӨНкИ«ұ»ИэВИТТП©ИЬҪвЎЈ KangөИ
[22 ]
ҪшТ»ІҪСРҫҝБЛИэВИТТП©Ўў 4-јЧ»щ-2-ОмНӘЎў КҜУНұҪЎў ЛДЗвЯ»а«Ўў јЧұҪЎў ұыНӘЎў ТТҙјТФј°ёКУНөИУР»ъИЬјБИЬҪвEVAДӨөДР§№ы, Ҫб№ы·ўПЦјЧұҪөДИЬҪвР§№ыұИИэВИТТП©әГ, Ц»РиФЪ 90 Ўж Ҫ«№в·ь°еҪюГ»УЪјЧұҪТәЦР48 hјҙҝЙҪ« EVAДӨИЬҪв, ёЦ»ҜІЈБ§әНөзіШЖ¬НкИ«·ЦАл, ёЦ»ҜІЈБ§өГТФ»ШКХЎЈ ОӘБЛМбёЯEVAДӨөДИЬҪвЛЩВК, KimөИ
[23 ]
СР·ўіці¬ЙщІЁёЁЦъУР»ъИЬјБөД·Ҫ·Ё, ФЪМҪХлРНі¬ЙщІЁХХЙдПВ, ФЪ70 ЎжөДОВ¶ИәН900 WөД·шХХ№ҰВКПВ, БЪ¶юВИұҪҝЙФЪ30 minДЪНкИ«ИЬҪвEVA, ЗТөзіШЖ¬Г»УРИОәОБСОЖЎЈ
УР»ъИЬјБИЬҪв·ЁҝЙТФКөПЦ№в·ь°еөДНкХы·ЦАл, ө«КЗХвЦЦ·Ҫ·Ё»бІъЙъҙуБҝөДУР»ъ·ПТә, ¶юҙООЫИҫСПЦШЎЈ ТтҙЛ, ИзәОҪвҫцҙуБҝУР»ъ·ПТәіЙОӘәуРшҙҰАнөД№ШјьЎЈ
2.1.3 ОпАнУл»ҜС§·Ҫ·ЁҪбәП
»щУЪОпАн·ЁУл»ҜС§·ЁөДАыұЧ, СРҫҝХЯГЗҝӘ·ўБЛТ»ПөБРОпАн·ЁУл»ҜС§·ЁПаҪбәПөДҙҰАнјјКхЎЈ Klugmann-RadziemskaөИ
[25 ]
ІЙУГЎ°ИИҙҰАн-»ҜС§ИЬҪвЎұ·Ҫ·ЁҙҰАнұЁ·П№в·ь°е, КЧПИНЁ№эёЯОВФӨҙҰАн·ЦАлөзіШЖ¬Улұі°еЎў ёЗ°еІЈБ§Ўў ВБҝт, ҪУЧЕНЁ№э»ҜС§КФјБИҘіэөзіШЖ¬ұнГжөДјх·ҙЙдІгЎў P-NҪбј°өзј«¶ЖІг, іЙ№Ұ»ШКХёЙҫ»өД№иҫ§Ж¬ЎЈ PagnanelliөИ
[26 ]
ІЙУГЖЖЛйәНИИҙҰАнөД·Ҫ·ЁҙҰАн·ПҫЙМ«СфДЬөзіШЖ¬, Ҫб№ыПФКҫ, ЖЖЛйәуБЈҫ¶0.4Ў«1.0 mmөДОпБПҝЙЦұҪУ»ШКХ;БЈҫ¶ҙуУЪ1.0 mmөДОпБПРиҪшРРИИ·ЦҪвҙҰАнЈ¬К№EVAДӨУлІЈБ§ЛйЖ¬·ЦАл;БЈҫ¶РЎУЪ0.4 mmөДОпБПҝЙНЁ№э»ҜС§ҙҰАнЈ¬ИЬҪвҪрКфІў»ШКХІЈБ§ЛйЖ¬ЎЈХвЦЦ·Ҫ·ЁҝЙТФҙҰАнІ»Н¬ЦЦАаөД№в·ь°еЈ¬¶шЗТҝЙТФҙҰАн№в·ь°еЦРІ»Н¬БЈ¶ИөДЧйјюЈ¬К№·ПБПөГөҪід·ЦАыУГЈ¬»ШКХВКҝЙёЯҙп90%ЎЈОпАн·ЁУл»ҜС§·ЁПаҪбәПөД·Ҫ·ЁҫЯУР·ПБПАыУГВКёЯЎў»ШКХР§№ыәГөИУЕөгЈ¬ТСКЬөҪБЛ№г·ә№ШЧў(ұн4)ЎЈ
ұн3 ұЁ·П№в·ь°еөД»ҜС§ҙҰАн№ӨТХ
Table 3 Chemical pretreatment of scrap photovoltaic panels
Year
Leaching system
Temperature/Ўж
Time
Results
Ref.
HNO3
60
25 h
Silicon wafer iscompletely obtained
[20]
Trichloroethylene
80
A week
EVA film completely dissolved and recover Si
[21]
30% KOH+Chemical etching reagent 3 +HF+CH3 COOH)
60Ў«80
15 min
EVA film completely dissolved and Si recovery rate 86%
[13]
Toluene
90
48 h
EVA film dissolved
[22]
Ultrasonic treatment+o-dichlorobenzene
70
30 min
PV cells were recovered without any cracks
[23]
Volume ratio of HNO3 to HF=83ЎГ17
Not reported
Not reported
Silicon wafer is completely obtained
[24]
2.2 УРјЫҪрКф»ШКХ
өұұЁ·П№в·ь°еөДёчЧйјюНкИ«·ЦАләу, ФтРиТӘҪшРРөзіШЖ¬ЦРУРјЫҪрКф, ИзТшЎў ПЎЙўҪрКфөИ»ШКХЎЈ өзіШЖ¬ЦРҪрКфөДҪюіц№ӨТХјыұн5ЛщКҫЎЈ
2.2.1 ТшөД»ШКХ
KangөИ
[34 ]
·ЦұрІЙУГЎ°ПхЛбИЬҪв-ВИ»ҜДЖҪюіцЎұәНЎ°ИИҪв-ПхЛбИЬҪв-ВИ»ҜДЖҪюіцЎұ№ӨТХ»ШКХөзіШЖ¬ұнГжөДТш, Ҫб№ыұнГч, Ў°ПхЛбИЬҪв-ВИ»ҜДЖҪюіцЎұ·ЁТш»ШКХВКОӘ94%, Ў°ИИҪв-ПхЛбИЬҪв-ВИ»ҜДЖҪюіцЎұ·ЁТш»ШКХВКОӘ92%ЎЈ SimonөИ
[38 ]
ІЙУГЎ°ПхЛбИЬҪв-ВИ»ҜТшіБөн-ЗвСх»ҜДЖ№ІИИ-Л®әПлВ»№ФӯЎұөД·Ҫ·ЁҙҰАнөзіШЖ¬»сөГТш·Ы, И»әуАыУГөзҪвҫ«Б¶МбҙҝТш·Ы»сөГҙҝ¶И99.99%өДТшЎЈ ОӘҪвҫцПхЛбИЬҪв№эіМөДЛбОЫИҫОКМв, НхәЖөИ
[39 ]
К№УГөНЕЁ¶ИПхЛбҪюіцИҘВБәуөД·Пҫ§№иөзіШЖ¬, ҪУЧЕ, ПтЛбҪюТәЦРјУИлұҘәНКіСОЛ®өГөҪВИ»ҜТшіБөн, ЧоЦХВИ»ҜТш»№ФӯәуөГөҪТш·ЫЎЈ
2.2.2 ПЎЙўҪрКф»ШКХ
ұЎДӨ№в·ьөзіШЖ¬ЦРә¬УРпШ(Ga)Ўў оч(In) Ош(Se)Ўў нЪ(Te)өИПЎЙўҪрКф
[21 ]
, ДҝЗ°, ұЁ·П№в·ьөзіШЖ¬ЦРПЎЙўҪрКфөД»ШКХ·Ҫ·ЁЦчТӘУРЛбҪю·ЁЎў ИЬјБЭНИЎ·ЁЎў ХжҝХХфБу·Ё
[40 ]
өИЎЈ
(1) ЛбҪю·Ё
ЛбҪю·ЁКЗАыУГОЮ»ъЛбҪ«CIGS, CdTeөзіШЖ¬ЦРөДПЎЙўҪрКфҪюіцЎЈ GooznerөИ
[29 ]
МҪҫҝБЛПхЛбҪюіцұЎДӨ№в·ь·ПБПЦРҪрКфөДҪПУЕ№ӨТХІОКэ, Ҫб№ыПФКҫ: ФЪ106 ЎжПВНЁ№э25%ПхЛб·ҙУҰ4 hҝЙКөПЦCIS, CdTeөзіШЖ¬ЦРҪрКфөДИ«ІҝИЬҪв, И»әуНЁ№эөз¶ЖіБ»э»ШКХSe, In, НЁ№эёЖјоіБөн·Ё»ШКХCd, TeЎЈ BohlandөИ
[41 ]
К№УГ3Ў«6 molЎӨL-1 H2 SO4 ИЬТәәН1%Ў«2% H2 O2 ИЬҪвCdTeөзіШЖ¬, И»әу, өчҪЪҪюіцТәөДpHЦөҪ«Cd, TeФӘЛШіБөн, ЧоәуНЁ№эөзіБ»эҙУТхј«»ШКХҪрКфнЪЎЈ нЪ»ШКХВКҝЙҙп80%ТФЙП, ҪрКфнЪҙҝ¶И99.7%ЎЈ FthenakisөИ
[42 ]
АыУГЎ°H2 SO4 , H2 O2 ИЬҪв-СфАлЧУҪ»»»КчЦ¬·ЦАлЎұөД·Ҫ·ЁҙҰАн·ПҫЙCdTeөзіШ, іЙ№Ұ»ШКХБЛҙҝнЪЎЈ CdTeФЪЎ°H2 SO4 -H2 O2 ЎұҪюіцМеПөЦРөД·ҙУҰИзКҪ(1)ЛщКҫ:
ұн4 ұЁ·П№в·ь°еөДОпАнУл»ҜС§ҪбәПҙҰАн№ӨТХ
Table 4 Physical and chemical combine treatment of scrap photovoltaic panels
Year
Leaching system
Temperature/Ўж
Time
Results
Ref.
Physical disintegration: Shredding+Hammer milling
Not reported
Not reported
4Ў«5 mm pieces with lamination bond broken
[14]
Hotwire cutting-based delamination process and thermal or chemical treatments
Not reported
Not reported
EVA film completely dissolved and wafer cracks can hopefully be reduced
[27]
Thermal and chemical etching treatment
Not reported
Not reported
EVA film completely dissolved and silicon wafer can be recovered
[25]
Triple crushing+thermal treatment+chemical treatment to dissolve metals
Thermal: 650
1 h
90%
[26]
ұн5 өзіШЖ¬ЦРҪрКфөДҪюіц№ӨТХ
Table 5 Leaching process of metal in solar cell
Year
Treatment process
Results
Ref.
pH=2.42, P204 in H2 SO4 system to extract In
In: 100%
[28]
Nitric acid based lixivant then electrolyse and decomposit
Te: 95%Ў«98% Cd: 0Ў«4%
[29]
N1923 in HCl system to extract Se
Se: 98%
[30]
T =1173 K, Vacuum degree<1 Pa, distill GaAs wastesGa: 99.9%
[31]
Dilute sulfuric acid (0.5 molЎӨL-1 H2 SO4 ) and into ion-exchange
Cd: 99.99% Te: 99.99%
[32]
Dilute sulfuric acid (1.0 molЎӨL-1 H2 SO4 with a liquid-to-solid ratio of 476 mlЎӨkg-1 , and ratio of H2 O2 to glass of 4.8) and into ion-exchange
Cd: 99.99%
[33]
HNO3 +NaCl
Ag: 94%
[34]
20% TOA+20% sec-Caprylicalcohol+60% Sulfonated kerosene to extract Te
Te: 91%Ў«92%
[35]
c H2 SO4 >2 molЎӨL-1 , P535 in H2 SO4 system to extract GaGa: 81.89%
[36-37]
CdTe+3H2 O2 +3H2 SO4 ЎъCd2+ +Te4+ +3SO
2 - 4 +6H2 O (1)
(2) ИЬјБЭНИЎ·Ё
ТтҫЯУРҙҰАнКұјд¶МЎў »ШКХВКёЯЎў ІъЖ·ҙҝ¶ИёЯөИУЕөг, ИЬјБЭНИЎ·ЁТСФЪПЎЙўҪрКфҫ«Б¶БмУтөГөҪБЛ№г·әУҰУГЎЈ нЪөДіЈУГИЬјБЭНИЎјБ°ьАЁ: ЦРРФЭНИЎјБЎў ә¬өӘАаЭНИЎјБТФј°БтҙјЎў ҙјАаЎў »·НйЛбөИ
[43 ]
ЎЈ ХФјбөИ
[35 ]
ТФЎ°20%TOA(ИэРБ°·)+20%ЦЩРБҙј+60%»З»ҜГәУНЎұОӘЭНИЎјБҙУСфј«ДаҪюіцТәЦР»ШКХнЪ, УГВИ»Ҝп§·ҙЭНИЎУР»ъПа, өҘј¶ЭНИЎВКҝЙҙп91%Ў«92%, ·ҙЭНТәУГСЗБтЛбДЖ»№Фӯ, ЧоЦХҝЙ»сөГҙҝ¶ИОӘ99.9%өДнЪ·ЫЎЈ
СОЛбМеПөЦР, ТТхЈұыНӘЎў ТТГСЎў ИэРБ°·ҫщДЬ¶ЁБҝЭНИЎпШ; БтЛбМеПөЦР, P2EHPA(¶ю-2-ТТ»щјә»щҪ№БЧЛб)ҝЙТФФЪҪПҝнЛб¶И·¶О§ДЪЭНИЎпШ, ө«ЖдСЎФсРФәНОИ¶ЁРФҪПІо
[44 ]
ЎЈ ХЕҝэ·јөИ
[36 ,37 ]
ұИҪПБЛP507(2-ТТ»щТС»щмўЛбөҘ2-ТТ»щТС»щхҘ)Ўў P204әНP535ФЪБтЛбМеПөЦРЭНИЎпШөДР§№ы, Ҫб№ыұнГч: P204, P507Ц»ДЬФЪҪПөНБтЛбЕЁ¶ИПВЭНпШ, өұБтЛбЕЁ¶Иі¬№э10 gЎӨL-1 әуЭНИЎВКПФЦшҪөөН; P535ҝЙФЪёЯБтЛбЕЁ¶И(>20 gЎӨL-1 )ПВЭНИЎпШ, өҘј¶ЭНИЎВКОӘ81.89%ЎЈ
P204КЗПЦҪсЭНоч№ӨТөЙъІъЦРЧоіЈУГөДЛбРФБЧРНЭНИЎјБ, УЦіЖОӘD2 EHPA, Жд»ҜС§ОИ¶ЁРФәГЎў јЫёсөНБ®Ўў ЭНочР§ВКёЯЎЈ Нхҫё·јөИ
[28 ]
СРҫҝБЛБтЛбМеПөПВP204ЭНИЎоч, Ҫб№ыұнГч: 15 minҝЙҙпөҪЭНИЎЖҪәв, өұЛ®ПаpHЦөОӘ2.42Кұ, ЭНИЎВКҝЙҙп100%ЎЈ
іЈУГөДоиЭНИЎјБ°ьАЁГСЎў ҙјЎў хҘЎў °·ј°Нй»щБЧЛбөИ, ЭНИЎПЎКНјБ¶аОӘГәУНЎЈ ТФDEHSO(¶ю(2-ТТ»щТС»щ)СЗнҝ)ЧчОӘЭНИЎјБЎў ГәУНЧчОӘПЎКНјБ, FthenakisөИ
[33 ]
ФЪСОЛбМеПөЦРЭНИЎои(ўу), ҪУЧЕУГҙЧЛб炙тЗвСх»ҜДЖИЬТәҪшРР·ҙЭНЎЈ Ҫб№ыұнГч: 0.13 molЎӨL-1 HClЦРоиЭНИЎВКОӘ85%, ФЪ4.0Ў«8.0 molЎӨL-1 HClЦРоиЭНИЎВКОӘ95%Ў«100%ЎЈ ¶ФУЪОшөДМбИЎ, Рн¶аСРҫҝС§ХЯМҪЛчБЛҙУСОЛбМеПөЭНИЎОшөДёЯР§ЭНИЎјБЎЈ ОАЦҘПНөИ
[30 ]
ІЙУГЎ°І®°·N1923ЭНИЎ-Л®·ҙЭНЎұөД·Ҫ·ЁҙУСОЛбИЬТәЦРЭНИЎОш(IV), Ҫб№ыұнГч, ҫӯ№эБҪҙОЭНИЎОшЭНИЎВКҝЙҙп98%; МнјУЙЩБҝХэРБҙјҝЙТФПыіэИй»ҜЧчУГ, ЗТБҪПа·ЦІгҝмЎЈ
(3) ХжҝХХфБу·Ё
ХжҝХХфБу·ЁКЗТ»ЦЦАыУГҪрКфХфЖшС№өДІоТм, ФЪёЯУЪДҝұкҪрКфИЫөгөДОВ¶ИПВХфБу, НЁ№э·Ц¶ОАдДэТФ»сөГёЯҙҝ¶ИҪрКфөД·Ҫ·ЁЎЈ ІЬТгіјөИ
[45 ]
АыУГпШ·Рөг(13.3 Pa, 954 K)өНУЪВБ(13.3 Pa, 1039 K)Ўў №и(13.3 Pa, 1204 K)Ўў Нӯ(13.3 Pa, 1130 K)өДМШөг, ІЙУГХжҝХХфБу·ЁҙУҪюіцТәЦРҪ«пШПИ»У·ўіцАҙ, ¶шВБЎў №иЎў Нӯ»щұҫІ»»У·ў, Ҫб№ыЦӨГчЧојС№ӨТХМхјюОӘT =1273 K, t =60 min, ·ЦЕдұИОӘ1/4, »ШКХВК>89%ЎЈ БхҙуҙәөИ
[31 ]
НЁ№эХжҝХХфБу·ЁҙҰАнЙй»ҜпШ·ПБП, ФЪ1173 KЎў ХжҝХ¶ИРЎУЪ1 PaПВұЈОВ3 hөГөҪә¬пШҙуУЪ99.9%өДҪрКфЎЈ
2.2.3 ЖдЛыҪрКф»ШКХ
ұЁ·П№в·ь°еЦР»№ә¬УРпУЎў ЗҰөИҪрКф, АэИз: CdTe№в·ь°еЦРпУә¬БҝФјОӘ0.32Ў«11.4 g, Мј№и№в·ь°еЦРЗҰә¬БҝФјОӘ1.64Ў«11.4 g
[46 ]
ЎЈ ОӘБЛКөПЦ¶юҙОЧКФҙөДЎ°іФёЙХҘҫЎЎұј°ұЬГвЦШҪрКфОЫИҫ, ұЁ·П№в·ь°еөзіШЖ¬ЦРпУЎў ЗҰөД»ШКХТІОьТэБЛ№г·әөД№ШЧўЎЈ HuangөИ
[47 ]
ІЙУГЎ°ПхЛбИЬҪв-өзіБ»эЎұөД·Ҫ·ЁҙҰАнұЁ·П№в·ь°еөзіШЖ¬, Ҫб№ыұнГч, ЗҰөДҪюіцВКҝЙҙп99%; ҫӯ№эөзіБ»эҙҰАнәу, ЛбҪюТәЦРјёәхІ»ФЩә¬УРУР¶ҫөДPb2+ ЎЈ MecucciәНScott
[48 ]
өДСРҫҝҪб№ыТІПФКҫ: 80 ЎжПВ, АыУГ3 molЎӨL-1 өДПхЛбЦ»Ри 50 minјҙҝЙИЬҪвөзіШЖ¬ЦР90%өДЗҰ, ЗҰФЪПхЛбҪюіцМеПөЦРөД·ҙУҰИзКҪ(2)ЛщКҫ:
Pb+2HNO3 ЎъPb(NO3 )2 +H2 (2)
¶ФУЪCdөД»ШКХ, іЈјыөД·Ҫ·ЁОӘЎ°ЛбҪю-іБөнЎұ»тЎ°ЛбҪю-АлЧУҪ»»»ЎұЎЈ GooznerөИ
[29 ]
КЧПИАыУГПхЛбИЬҪвөзіШЦРөДҪрКфTeәНCd, И»әуНЁ№эөзіБ»э»ШКХTe, ФЩУГСх»ҜёЖіБөнҪюіцТәЦРөДCd, іБөн»ШКХВКОӘ99%ЎЈ WangәНFthenakisөИ
[32 ,33 ]
К№УГАлЧУҪ»»»·ЁҙУБтЛбЦР·ЦАлCdәНTe, Ҫ«CdұЈБфФЪАлЧУҪ»»»КчЦ¬ЦР, Ҫб№ы·ўПЦФЪ20 minКұҪ»»»ЛЩВКҪПҝм, 2 hәуҙпөҪЖҪәв, CdөД»ШКХВКОӘ91%ЎЈ
3 ҪбВЫәНХ№Ны
ҪьДкАҙ, №ъДЪНвС§ХЯФЪұЁ·П№в·ь°еФӨҙҰАнј°УРјЫҪрКф»ШКХ·ҪГжҝӘХ№БЛҙуБҝ№ӨЧч: 1. ҝӘ·ўіцБЛұЁ·П№в·ь°еөДОпАнФӨҙҰАн·Ё, ҝЙКөПЦ№иҫ§Ж¬»ШКХВК80%ТФЙПЎў ІЈБ§°е»ШКХВКҪУҪь100%
[49 ]
ЎЈ И»¶ш, ИИ·ЦҪв·ЁЦ»ДЬҙҰАнәс¶ИЎЭ400 ҰМmөДөзіШЖ¬, ҝјВЗөҪОҙАҙөзіШЖ¬»бЦрҙъұдұЎ, ИИҪв·ЁҪ«І»ККУГУЪҙҰАнОҙАҙөДұЁ·П№в·ь°е, »ъРөҙҰАн·ЁТІҙжФЪ»ШКХІъЖ·ҙҝ¶ИІ»ОИ¶ЁЎў ДЬәДёЯЎў ХјөШГж»э№гөИОКМв; (2) ҝӘ·ўіц»ҜС§ФӨҙҰАн·Ё, ЖдЦРУР»ъИЬјБИЬҪв·ЁҝЙТФі№өЧИҘіэEVAҪәДӨ, ө«»ҜС§·ЁОҙҝјВЗұЯҝтөДІріэәН№иЖ¬өДФЩЙъАыУГ¶шЗТҙҰАнәуҙуБҝ·ПТәөДКХјҜУлҙҰАнҙжФЪДС¶И; (3) ҝӘ·ўіцЛбҪю·ЁЎў ИЬјБЭНИЎ·ЁЎў ХжҝХХфБу·Ё»ШКХУРјЫҪрКф, ҝЙКөПЦAg»ШКХВКЎЭ94%Ўў ПЎЙўҪрКф»ШКХВКЎЭ90%Ўў ЖдЛыҪрКф»ШКХВКЎЭ90%, ФЩЙъТшәНПЎЙўҪрКфҙҝ¶ИҝЙҙп99.9%ЎЈ И»¶ш, ЛбҪю·ЁЛбәДёЯЎў ¶шЗТ№эіМЦРУРУР¶ҫЖшМеТзіц, ИЬјБЭНИЎ·ЁЭНИЎИЭТЧ·ҙЭНДС, ХжҝХХфБу·ЁЙиұёТӘЗуёЯЎў ДЬәДҙуЎЈ
ЧФ2006ДкҝӘКј, ГА№ъЎў өВ№ъөИ·ўҙп№ъјТҫНТСЦрІҪКөПЦ№в·ь°еөДІъТө»Ҝ»ШКХ, ИзГА№ъFirst Solar, өВ№ъGeltzUmelt-TechnologyөИҙъұнРФЖуТөЎЈ Ў°ОпАнУл»ҜС§БӘУГөД·Ҫ·ЁЎұКЗХвР©ЖуТөІЙУГөДЦчБчјјКх: КЧПИ, »ъРөІріэұЁ·П№в·ь°еөДВБұЯҝтУлҪУПЯәР; И»әуУГ·ЫЛй»ъҪшРР·ЫЛйІўСРДҘіЙ4Ў«5 mmөДЛйЖ¬, К№УГЛбәН№эСх»ҜОпіэИҘEVAҪәДӨ; Чоәу»ШКХ95%өД°лөјМеІДБПУГУЪ№в·ь°еөДФЩЙъЦЖФмЎЈ ҝјВЗөҪЖХНЁ»ъРөөДҫЦПЮРФУлЛбәДОЫИҫОКМв, ҝӘ·ўИЛ№ӨЦЗДЬІрҪвЙиұёУлОЮ¶ҫОЮәҰөДУР»ъИЬҪвјБ(ҝЙН¬КұИЬҪвEVAҪәДӨУлҪрКф)УҰКЗҪсәуИ«ЗтөДЦчТӘ·ўХ№·ҪПтЎЈ НЁ№эЦЗДЬІрҪвЙиұёХл¶ФІ»Н¬ұЁ·П№в·ь°еЙиЦГІ»Н¬өДёЯР§ІрҪвДЈКҪ, И»әуАыУГЛбРФУР»ъИЬҪвјБ¶ФІ»Н¬ЦЦАаөДҪрКфҪшРРМбҙҝ»ШКХЎЈ
Ул·ўҙп№ъјТПаұИ, ОТ№ъөД№в·ь°еІъТөЖрІҪҪПНн, МмНюУўАыЎў МмәП№вДЬөИ№ЗёЙЖуТөФЪ2005ДкЧуУТІЕКөПЦБЛ№в·ь°еөД№жДЈ»ҜЙъІъ
[50 ]
ЎЈ ЙъІъөДЦНәу, өјЦВОТ№ъөДұЁ·П№в·ь°е»ШКХИФНЈБфФЪјјКхМҪЛчҪЧ¶О, ЙРОҙКөПЦІъТө»Ҝ»ШКХЎЈ ҝјВЗөҪ№в·ь°еөДЖҪҫщЙъҙжЦЬЖЪОӘ25Дк, 2030ДкЧуУТОТ№ъөДҫ§№и№в·ь°еҪ«ҪшИлұЁ·ПҪЧ¶О; 2030Ў«2050Дк, ұЎДӨ№в·ь°еҪ«ҪшИлұЁ·ПҪЧ¶О, ө«ҫ§№и№в·ь°еөДұЁ·ПБҝИФХјЦчөј; 2050ДкТФәу, ұЎДӨ№в·ь°еҪ«і¬ФҪҫ§№и№в·ь°еіЙОӘЦчТӘұЁ·ПЦЦАаЎЈ ҪбәП·ПҫЙ№в·ь°е»ШКХјјКх·ўХ№ј°№ъНвІъТө»ҜПЦЧҙ, ОТ№ъұЁ·П№в·ь°еІъТө»Ҝ»ШКХјјКхФӨІвИзұн6ЛщКҫЎЈ
ОӘБЛ№ж·¶ұЁ·П№в·ь°еөД»ШКХ, Е·ГЛТСіцМЁЎ¶Waste Framework DirectiveЎ·(2008/98/EC), Ў¶Waste Transportation RegulationsЎ·((EC)No1013/2006)өИТ»ПөБР·Ё№ж, ІўЧйЦҜіЙБўБЛPV CYCLEөИ»ШКХЧйЦҜЎЈ 2010ДкРЮ¶©өДЎ¶Е·ГЛ·ПЖъөзЧУөзЖчІъЖ·№ЬАнМхАэЎ·ВКПИҪ«№в·ь°еДЙИл№ЬАн·¶О§, №ж¶Ё: ·ІФЪЕ·ЦЮөД№в·ьЦЖФмЙМЎў ·ЦПъЙМТФј°°ІЧ°ЙМ¶јТӘИ«ГжЧсКШЕ·ЦЮ№ъјТ¶Ф·ПЖъОпөД№ЬАн№ж¶Ё, ЖдЦР°ьАЁМṩұШТӘөДЧКҪрТФј°РРХю№ЬАнөИ; ЛщУР№в·ьЧйјю¶јТӘјУМщУЙWEEEНіТ»ЙијЖөДЎ°wheelie binЎұұкЦҫТФКҫәП№ж, ·сФтІ»өГҪшИлЕ·ГЛКРіЎЎЈ Ул·ўҙп№ъјТПаұИ, ОТ№ъұЁ·П№в·ь°е»ШКХПа№ШөДХюІЯ·Ё№жИФҙҰУЪҝХ°Ч, ХвөјЦВБЛ: ўЩ»ШКХЗюөА»мВТ, ҙуБҝұЁ·П№в·ь°еҪшИлРЎЧч·»КҪөДЖуТө, ТЧФміЙ¶юҙОЧКФҙАЛ·СәН»·ҫіОЫИҫ; ўЪРРТөОЮРтҫәХщСПЦШ, СПЦШЧи°ӯБЛРРТөөД·ўХ№; ўЫХэ№жҙҰАнЖуТөУЙУЪіРөЈБЛ»·ҫіөИіЙұҫ, АыИуВКҪПөН, ЖуТөА©ҙу№жДЈәНјјКхёпРВөД»эј«РФІ»ёЯ; ўЬІҝ·ЦЖуТөИФІЙУГВдәуөД»ШКХ·ҪКҪ, ҙҰАн№эіМ»·ҫіОЫИҫСПЦШЎЈ ОҙАҙ, ОТ№ъУҰФЪ»ШКХЗюөАЎў »ШКХЧКЦКЎў ХюІЯІ№МщЎў »·ҫіја№ЬөИ·ҪГж, іцМЁПа№ШХюІЯ·Ё№ж, ТФИ·ұЈұЁ·П№в·ь°еөДВМЙ«ҙҰЦГәНёЯР§»ШКХЎЈ
ұн6 ОТ№ъұЁ·П№в·ь°еІъТө»Ҝ»ШКХјјКхФӨІв
Table 6 Prediction of Industrial recovery of scrapped photovoltaic plates in China
Period
Types of scrap
Components to
Main recovery process
Expected recovery effect
c-Si
Glass, Al, Si, Ag and others
Physical disintegration and acid leaching
Glass>95%; Al>90%; Si>80%; Ag>94%; others>85%
c-Si, CdTe
Glass, Al, Te, Ag, Si
Thermal and oxidizing acid leaching
Glass>96%; Al>93%; Si>85%; Te>95%; Ag>95%; others>90%
c-Si, CIGS
Glass, Al, Ag, In, Ga, Se
Intelligent disintegration, acid leaching and
Glass>97%; Al>96%; Se>88%; Ga>90%; Ag>96%; In>99%; others>95%
CIGS
Glass, Al, In, Ga, Se
Intelligentdisintegration and organic acid
Glass>99%; Al>99%; Ga>98%; In>99.9%; Se>90%; others>99%
ІОҝјОДПЧ
[1] Qian Y Z.Latest progress and development prospect of the world solar cell industry [J].Chinese Journal of Rare Metals,1994,18(6):456.(З®УВЦ®.КАҪзМ«СфөзіШІъТөөДЧоРВҪшХ№әН·ўХ№З°ҫ° [J].ПЎУРҪрКф,1994,18(6):456.)
[2] China Industrial Development Research.Analysis of New Installation Volume,Enterprise Output and Capacity of Global and Chinese Photovoltaic Industry in 2017 [EB/OL].http://www.chinaidr.com/news/2018-08/121636.html,2018-08-10/2019-06-18.(ЦР№ъІъТө·ўХ№СРҫҝНш.2017ДкИ«Зтј°ЦР№ъ№в·ьІъТөРВФцЧ°»ъБҝј°ЖуТөІъБҝЎў ІъДЬ·ЦОц [EB/OL].http://www.chinaidr.com/news/2018-08/121636.html,2018-08-10/2019-06-18)
[3] Energy Trend.Worries about Aging of Solar Panels in China:Challenges in Recycling China Photovoltaic society [EB/OL].https://www.energytrend.cn/news/20170801-15790.html,2017-08-01/2019-06-18.(јҜ°оРВДЬФҙНш.ЦР№ъМ«СфДЬөзіШ°еАП»ҜТюУЗ:»ШКХАыУГГжБЩМфХҪ [EB/OL].https://www.energytrend.cn/news/20170801-15790.html,2017-08-01/2019-06-18.)
[4] Ma C Z.Discussion on the development of solar power cycle economy in Shanxi provinceЎӘlearn from JapanЎдs solar cell recycling experience [J].Accounting Monthly,2011,30(10):95.(ВнҙәЧП.ЙВОчМ«СфДЬ·ўөзСӯ»·ҫӯјГ·ўХ№МҪМЦЎӘҪијшИХұҫМ«СфДЬөзіШ»ШКХФЩАыУГҫӯСй [J].ІЖ»бФВҝҜ,2011,30(10):95.)
[5] Luo F X,Peng X C,Wu Y C,Dong J H.Research on recycling and disassembling of waste crystal silicon solar cells [J].Environmental Science and Management,2014,39(12):160.(ВЮё¶Пг,ЕнПюҙә,ОвСеиӨ,¶ӯјТ»Ә.·ПҫЙҫ§№иМ«СфДЬөзіШөД»ШКХІрҪвј°ҪшХ№СРҫҝ [J].»·ҫіҝЖС§Ул№ЬАн,2014,39(12):160.)
[6] Liu Q,Feng J B,Huang Z H,Chen W K.Research on environmental protection recovery and recycling of crystal silicon solar cells [J].Science and Technology Economic Guide,2016,(2):120.(БхЗҝ,·лјУұЈ,»ЖХс»Ә,іВОеҝь.ҫ§№иМ«СфДЬөзіШ»·ұЈ»ШКХФЩЙъАыУГөДСРҫҝ [J].ҝЖјјҫӯјГөјҝҜ,2016,(2):120.)
[7] Li J F,Wang S C,Wang B H.China PV Development Report [M].Beijing:Chinese Environment Science Press,2013.5.(АоҝЎ·е,НхЛ№іЙ,НхІӘ»Ә.ЦР№ъ№в·ь·ўХ№ұЁёж [M].ұұҫ©:ЦР№ъ»·ҫіҝЖС§іц°жЙз,2013.5.)
[8] WanJing New Energy.Current Situation Analysis and Output Statistics of Thin Film Solar Cell Industry in China [EB/OL].http://www.sohu.com/a/199248163_99902159,2017-10-20/2019-06-18.(Нтҫ°РВДЬФҙ.ЦР№ъұЎДӨМ«СфДЬөзіШРРТө·ўХ№ПЦЧҙ·ЦОцј°ІъБҝНіјЖ [EB/OL].http://www.sohu.com/a/199248163_99902159.2017-10-20/2019-06-18.)
[9] BINE Informationsdienst.Recycling photovoltaic modules [EB/OL].http://www.bine.info/fileadmin/content/Publikationen/Englische_Infos/projekt_0210_engl_internetx.pdf.2018-10-16/2019-06-18.
[10] Tao J,Yu S.Review on feasible recycling pathways and technologies of solar photovoltaic modules [J].Solar Energy Materials & Solar Cells,2015,141:108.
[11] Mcdonald N C,Pearce J M.Producer responsibility and recycling solar photovoltaic modules [J].Energy Policy,2012,38(11):7041.
[12] Yamashita K,Umemoto A,Okamoto K.Research and development on recycling and reuse treatment technologies for crystalline silicon photovoltaic modules[A].Photovoltaic Energy Conversion,2003.Proceedings of 3rd World Conference on.IEEE [C].2003,2:1996.
[13] Klugmann-Radziemska E,Ostrowski P.Chemical treatment of crystalline silicon solar cells as a method of recovering pure silicon from photovoltaic modules [J].Renewable Energy,2010,35(8):1751.
[14] Krueger L.Overview of first solarЎдs module collection and recycling program [EB/OL].https://www.bnl.gov/pv/files/PRS_Agenda/2_Krueger_IEEE-Pre sentation-Final.pdf,2009-07-11/2019-06-18.
[15] Berger W,Simon F G,Weimann K,Alsema E A.A novel approach for the recycling of thin film photovoltaic modules [J].Resources Conservation & Recycling,2010,54(10):711.
[16] Granata G,Pagnanelli F,Moscardini E,Havlik T,Toro L.Recycling of photovoltaic panels by physical operations [J].Solar Energy Materials & Solar Cells,2014,123(2):239.
[17] Zhang L,Xu Z.Separating and recycling plastic,glass and gallium from waste solar cell modules by nitrogen pyrolysis and vacuum decomposition [J].Environmental Science & Technology,2016,50(17):9242.
[18] Frisson L,Lieten K,Bruton T,Declercq K,Szjufcik J,De Moor H,Goris M,Benali A,Aceves O.Recent improvements in industrial PV module recycling [C].16th European Photovoltaic Solar Energy Conference,2000.5.
[19] Dong L.Research on Recycling Technology of Waste Crystal Silicon Solar Panels [D].Chengdu:Southwest Jiaotong University,2014.16.(¶ӯАт.·Пҫ§Ме№иМ«СфДЬөзіШ°еЧКФҙ»ҜјјКхСРҫҝ[D].іЙ¶ј:ОчДПҪ»НЁҙуС§,2014.16.)
[20] Bruton T M,Scott R D,Nagle J P.Recycling of high value,high energy content components of silicon PV modules [A].Proceedings of the 12th European Photovoltaic Solar Energy Conference and Exhibition (EUPVSEC) [C].Amsterdam,1994.459.
[21] Doi T,Tsuda I,Unagida H,Murata A,Sakuta K,Kurokawa K.Experimental study on PV module recycling with organic solvent method [J].Solar Energy Materials & Solar Cells,2001,67(1):397.
[22] Kang S,Yoo S,Lee J,Boo B Ryu H.Experimental investigations for recycling of silicon and glass from waste photovoltaic modules [J].Renewable Energy,2012,47(6):152.
[23] Kim Y,Lee J.Dissolution of ethylene vinyl acetate in crystalline silicon PV modules using ultrasonic irradiation and organic solvent [J].Solar Energy Materials & Solar Cells,2012,98(98):317.
[24] Lee J K,Lee J S,Ahn Y S,Kang G H,Song H E,Lee J I,Kang M G,Cho C H.Photovoltaic performance of c-Si wafer reclaimed from end-of-life solar cell using various mixing ratios of HF and HNO3 [J].Solar Energy Mterials & Solar Cells,2017,160:301.
[25] Klugmann-Radziemska E,Ostrowski P,Drabczyk K,Panek P,Szkodo M.Experimental validation of crystalline silicon solar cells recycling by thermal and chemical methods [J].Solar Energy Materials & Solar Cells,2010,94(12):2275.
[26] Pagnanelli F,Moscardini E,Granata G,Atia A T,Altimari P,Havlik T,Toro L.Physical and chemical treatment of end of life panels:an integrated automatic approach viable for different photovoltaic technologies [J].Waste Management,2017,59:422.
[27] Yu S R,Yang Q Y.Improvement on recycling process and life cycle assessment of photovoltaic panel [A].Proceedings of the EcoDesign 2013 International Symposium [C].Jeju,Korea,2013.4.
[28] Wang J F,Yang W B,Feng Y L,Zhang L J.Extraction of In with bis (2-ethylhexyl ) phosphoric acid [J].Journal of Shanxi University ( Natural Science Edition),1991,(4):61.(Нхҫё·ј,СоОДұу,·лСеБХ,ХЕБўјб.¶ю(2-ТТ»щјә»щ)БЧЛбЭНИЎочөДСРҫҝ [J].ЙҪОчҙуѧѧұЁ(ЧФИ»ҝЖС§°ж),1991,(4):61.)
[29] Goozner R E,Long M O,Drinkard W F.Recycling of CdTe photovoltaic waste [P].US 5897685 A,1999.
[30] Wei Z X.Extraction of Se(IV) with primary amine N1923 [J].Journal of Shanxi University (Natural Science Edition),1998,(3):244.(ОАЦҘПН.І®°·N1923ЭНИЎЛДјЫОшөДСРҫҝ [J].ЙҪОчҙуѧѧұЁ(ЧФИ»ҝЖС§°ж),1998,(3):244.)
[31] Liu D C,Yang B,Dai Y N.Study on recovery of Ga from GaAs waste by vacuum treatment [J].Vacuum,2004,41(3):18.(Бхҙуҙә,Соұу,ҙчУАДк.ХжҝХ·ЁҙҰАнЙй»ҜпШ·ПБП»ШКХпШөДСРҫҝ [J].ХжҝХ,2004,41(3):18.)
[32] Wang W,Fthenakis V.Kinetics study on separation of cadmium from tellurium in acidic solution media using ion-exchange resins [J].Journal of Hazardous Materials,2005,125(1-3):80.
[33] Fthenakis V M,Wang W.Extraction and separation of Cd and Te from cadmium telluride photovoltaic manufacturing scrap [J].Progress in Photovoltaics Research & Applications,2006,14(4):363.
[34] Kang L W,Min C S,Peng Z C.Experimental study on leaching of tellurium from residue of copper anode slime [J].Nonferrous Metals,2011,(6):3.(ҝөБўОд,гЙІэЛЙ,ЕнХБіЙ.НӯСфј«ДаФьЦРҪюіцнЪөДКФСйСРҫҝ [J].УРЙ«ҪрКф(ТұБ¶Іҝ·Ц),2011,(6):3.)
[35] Zhao J,Ding C F,Hu H N.Recovery of Te from CuTe prepared incopper anode mud by extraction [J].Rare Metals and Cemented Carbide,2012,(4):1.(ХФјб,¶ЎіЙ·ј,әъәЈДП.ЭНИЎ·ЁҙУНӯСфј«ДаЦЖұёөДнЪ»ҜНӯЦР»ШКХнЪ [J].ПЎУРҪрКфУлУІЦКәПҪр,2012,(4):1.)
[36] Zhang K F,Cao Z Y,Xiao L S,Liu Z Q.Study on extraction of Ga from sulfuric acid system by P507 [J].Mining and Metallurgy Engineering,2014,34(6):90.(ХЕҝэ·ј,ІЬЧфУў,РӨБ¬Йъ,БхЦҫЗҝ.P507ҙУБтЛбМеПөЦРЭНИЎпШөДСРҫҝ [J].ҝуТұ№ӨіМ,2014,34(6):90.)
[37] Zhang K F,Liu Z Q,Cao H Y,Zhu W,Gao Y,Jin M Y.Study on extraction of Gafrom sulfuric acid system with different phosphate extractors [J].Nonferrous metal (Metallurgy),2017,(4):35.(ХЕҝэ·ј,БхЦҫЗҝ,ІЬәйСо,ЦмЮұ,ёЯФ¶,ҪрГчСЗ.І»Н¬БЧЛбхҘЭНИЎјБҙУБтЛбМеПөЭНпШРФДЬСРҫҝ [J].УРЙ«ҪрКф(ТұБ¶Іҝ·Ц),2017,(4):35.)
[38] Simon F G,Holm O,Berger W.Resource recovery from urban stock,the example of cadmium and tellurium from thin film module recycling [J].Waste Management,2013,33(4):942.
[39] Wang H,Fu S Y,Xiong Z.A method for recovering aluminum and silver from waste crystalline silicon solar cell [P].CN105347379A,2016.(НхәЖ,ё¶ЙЩУА,РЬХр.Т»ЦЦҙУ·Пҫ§Ме№иМ«СфДЬөзіШЖ¬ЦР»ШКХВБТшөД·Ҫ·Ё[P].CN105347379A,2016.)
[40] Yin L,Zhu L.Recovery of Tellurium from thin film solar tellurium zinc cadmium waste [J].Guangdong Chemical Industry,2018,(5):63.(ТуББ,ЦмБх.ҙУұЎДӨМ«СфДЬнЪРҝпУ·ПБПЦР»ШКХнЪөДСРҫҝ [J].№г¶«»Ҝ№Ө,2018,(5):63.)
[41] Bohland J,Anisimov I,Dapkus T.Economic recycling of CdTe photovoltaic modules [A].IEEE Photovoltaic Specialists Conference [C].IEEE,1997.5.
[42] Fthenakis V,Duby P,Wang W,Graves C,Belova A.Recycling of CdTe photovoltaic modules:recovery of cadmium and tellurium [A].Proceedings of the 21st European Photovoltaic Solar Energy Conference [C].2006.4.
[43] Zheng Y J,Sun Z M.Progress in recovery of Te from copper anode mud and preparation technology of advanced materials [J].Chinese Journal of Rare Metals,2011,35(4):593.(ЦЈСЕҪЬ,ЛпХЩГч.НӯСфј«ДаЦР»ШКХнЪј°ЖдРВІДБПЦЖұёјјКхҪшХ№ [J].ПЎУРҪрКф,2011,35(4):593.)
[44] Ma R J.Application of Solvent Extraction in Hydrometallurgy [M].Beijing:Metallurgical Industry Press,1979.47.(ВнИЩҝҘ.ИЬјБЭНИЎФЪКӘ·ЁТұҪрЦРөДУҰУГ [M].ұұҫ©:ТұҪр№ӨТөіц°жЙз,1979.47.)
[45] Cao Y C.Experimental Study on Vacuum Reduction and Enrichment of Ga in Yellow Phosphorus Dust [M].Kunming:Kunming University of Science and Technology,2012.1.(ІЬТгіј.»ЖБЧөзіҫ»ТЦРпШХжҝХ»№Фӯё»јҜКөСйСРҫҝ [M].АҘГч:АҘГчАн№ӨҙуС§,2012.1.)
[46] Sica D,Malandrino O,Supino S,Testa M,Lucchetti M C.Management of end-of-life photovoltaic panels as a step towards a circular economy [J].Renewable & Sustainable Energy Reviews,2018,82:2934.
[47] Huang W H,Shin W J,Wang L,Sun W C,Tao M.Strategy and technology to recycle wafer-silicon solar modules [J].Solar Energy,2017,144:22.
[48] Mecucci A,Scott K.Leaching and electrochemical recovery of copper,lead and tin from scrap printed circuit boards [J].Journal of Chemical Technology & Biotechnology,2002,77(4):449.
[49] Mcdonald N C,Pearce J M.Producer responsibility and recycling solar photovoltaic modules [J].Energy Policy,2012,38(11):70417047.
[50] Li C P,Zhang T Y,Zhou F.Summary of solar photovoltaic power generation [J].Electrical Materials,2006,(3):45.(АоҙәЕф,ХЕНўФӘ,ЦЬ·в.М«СфДЬ№в·ь·ўөзЧЫКц [J].өз№ӨІДБП,2006,(3):45.)