网络首发时间: 2019-01-28 07:00
稀有金属 2020,44(05),449-454 DOI:10.13373/j.cnki.cjrm.xy18100012
高能喷丸对Ti-6Al-4V钛合金渗碳层耐磨性的影响
王耀勉 卫娟茹 张聪惠 郑敏
西安建筑科技大学冶金工程学院
摘 要:
为改善Ti-6Al-4V钛合金的硬度和耐磨性能,利用高能喷丸(HESP)与渗碳复合工艺在合金表面制备强化层。首先对试样进行高能喷丸处理,然后利用无氢渗碳方法对试样的喷丸面进行渗碳。对渗碳后的试样进行微观组织观察、物相分析和元素含量测定,并测试试样的硬度和摩擦磨损性能,研究高能喷丸对Ti-6Al-4V合金渗碳行为和渗碳层性能的影响。结果表明:与直接无氢渗碳试样相比,经过高能喷丸处理后试样的渗碳层厚度以及渗碳层中C元素含量和TiC含量都得到了明显提高。经过复合工艺处理后,试样表层硬度达到了HV 1061,而直接渗碳试样为HV 928. 1,并且在距表层150?m深度范围内其硬度都高于直接无氢渗碳试样;试样的磨损性能也得到了明显提高,在相同条件下磨损量仅为直接渗碳试样的32%。
关键词:
钛合金 ;高能喷丸 ;渗碳 ;磨损性能 ;
中图分类号: TG668
作者简介: 王耀勉(1983-),男,河南镇平人,博士,副教授,研究方向:金属材料塑性加工,E-mail:ymwang@xauat.edu.cn; *张聪惠,教授,电话:029-82202547,E-mail:E-mail:jiandazhang2010@hotmail.com;
收稿日期: 2018-10-19
基金: 国家自然科学基金项目(51674187); 陕西省重点研发计划项目(2017GY-115)资助;
Effect of High Energy Shot Peening on Wear Resistance of Carburized Layer of Ti-6Al-4V Alloy
Wang Yaomian Wei Juanru Zhang Conghui Zheng Min
School of Metallurgical Engineering,Xi'an University of Architecture and Technology
Abstract:
In order to improve the hardness and wear resistance of Ti-6Al-4V titanium alloy,the complex process of high-energy shot peening(HESP)and carburizing were used to prepare the hardened layer. The samples were treated by HESP first. After that,the peened surface was carburized using a hydrogen-free carburizing method. Microstructure observation,phase analysis,element content measurements were conducted for the treated samples. Hardness,friction and wear resistance properties were also characterized to investigate the influence of HESP on the carburization and performance of the carburized layer. The results showed that by comparison with the carburized samples without HESP,width of the layer,content of C element and TiC were increased. The surface hardness of the carburized samples with HESP was increased to HV 1061,and it was only HV 928.1 for the carburized samples without HESP. In the range between the surface and the 150 ?m depth from the surface,hardness of the samples treated by the complex process was higher,and the wear resistance was also improved. The weight loss was only 32% of the carburized samples without HESP under the same experiment condition.
Keyword:
titanium alloy; high-energy shot peening; carburizing; wear resistance;
Received: 2018-10-19
钛合金由于其比强度高、抗温变性能好、导热系数低、耐腐蚀性能优良等特点,在航空航天、船舶、生物医学和汽车工业等领域已经被广泛应用
[1 ,2 ,3 ]
。但是,由于钛合金硬度低,抗高温氧化性差,摩擦系数较大,耐磨损性能较差,尤其是粘着磨损较为严重,限制了其在民用与工业领域中的应用
[4 ,5 ,6 ,7 ,8 ]
。
为了获得较高的硬度和良好的耐磨损性,表面改性技术是最有效的方法之一
[9 ,10 ,11 ]
,其中渗碳技术由于具有时间短、渗层均匀、可精准控制渗层和表面含碳量、节能、无污染等优点而得到广泛应用
[12 ,13 ]
。近年来,很多学者对于Ti-6Al-4V表面渗碳层的组织与性能进行了研究。张高会等
[14 ]
应用双层辉光放电离子渗碳原理制备出具有特殊物理、化学性能的渗碳层,复合渗层中形成了TiC相及游离态C;其摩擦系数降低50%以上,比磨损率降低3个以上数量级。姬寿长等
[15 ]
利用双辉离子技术进行无氢渗碳处理,在渗层中得到TiC相,硬度得到明显提高。汪旭东等
[16 ]
对固体渗碳时间的研究表明,随着渗碳时间的增加,渗碳层厚度明显增加,3 h渗碳后获得的TiC陶瓷层均匀且致密,硬度和耐磨性能良好。
高能喷丸(HESP)是一种简单、高效的表面自纳米化技术
[17 ,18 ,19 ,20 ,21 ]
。材料在经过高能喷丸处理时,会产生剧烈的塑性变形,表层的晶粒组织会得到细化,产生大量位错和晶界等缺陷,提高金属材料表层的强度、硬度。同时这些非平衡缺陷还为原子在材料内的扩散提供更多通道,使扩渗过程更容易进行,还有可能使常规方法难以实现的化学过程变得容易
[22 ,23 ,24 ,25 ]
。因此,如果将高能喷丸技术和渗碳工艺相结合对钛合金表面进行复合强化处理,将有望进一步改善钛合金表面的摩擦磨损性能。本研究通过对Ti-6Al-4V合金进行高能喷丸和渗碳处理,利用微观组织观察、物相和成分分析以及硬度测试,分析高能喷丸对渗碳的影响,并研究渗碳层摩擦磨损性能及其影响因素,探索钛合金表面强化的新途径。
1实验
1.1材料和高能喷丸处理
实验选用的材料是热轧退火Ti-6Al-4V,化学成分是:Al 5.8,V 4.08,Fe 0.21,H 0.004,C 0.03,O 0.17,N 0.01(%,质量分数),余量为Ti。试样在处理前,先进行除锈、磨边,然后进行超声清洗。高能喷丸处理采用DT1480数控喷丸机进行单面喷丸,喷丸时间5 min,弹丸为直径0.3 mm的铸钢ZG30,其硬度为HRC 55~65,工作压力0.4 MPa。
1.2无氢渗碳
将高能喷丸处理的Ti-6Al-4V与原始样切割成20 mm×30 mm×5 mm的试样块,并进行表面磨平抛光、无水乙醇清洗、烘干、超声清洗等预处理,采用辉光等离子渗碳技术在800℃渗碳处理4 h
[15 ]
。
1.3耐磨实验
采用球-盘式干摩擦法在HT-1000型高温摩擦磨损试验机上分别测试Ti-6Al-4V原始试样、直接无氢渗碳样,高能喷丸+无氢渗碳样的摩擦磨损性能。选用摩擦副为Φ5 mm的GCr15球,其硬度为HRC 62。磨损轨迹直径为10 mm,速度224 r・min-1 ,试验载荷500 g,磨损时间30 min。对磨损后的试样采用精度为0.01 mg电子称重仪测试质量。
1.4微观结构表征与性能测试
对试样依次进行研磨和抛光,然后采用HF:HNO3 ∶H2 O=1∶3∶17(体积比)溶液进行腐蚀处理。制备好的试样在OLYMPUS GX51金相显微镜(OM)下观察组织。采用BRUKER D8 ADVANCE型X射线衍射仪(XRD)对高能喷丸前后的渗碳层物相进行表征,所用靶材为Cu,扫描角度20~90°,扫描速度3(°)・min-1 。采用TESCAN VEGAII XMU型扫描电子显微镜(SEM)对渗层形貌和磨损形貌进行观察,并对渗层进行能谱(EDS)分析。硬度测试采用401MVD半自动显微维氏硬度计,所用载荷0.49 N设定保载时间15 s。
2结果与讨论
2.1微观结构分析
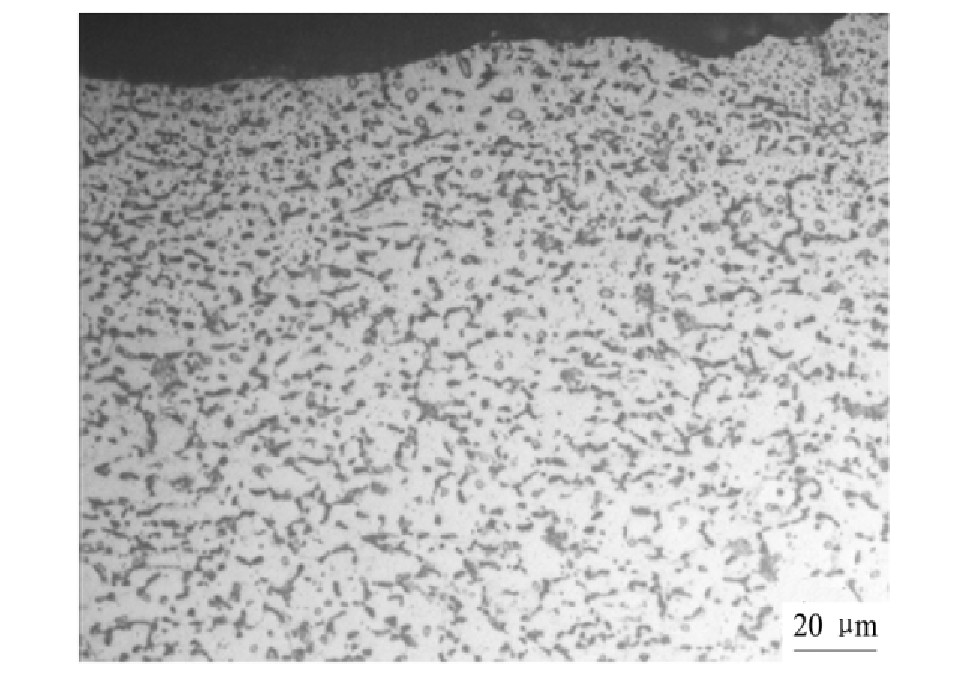
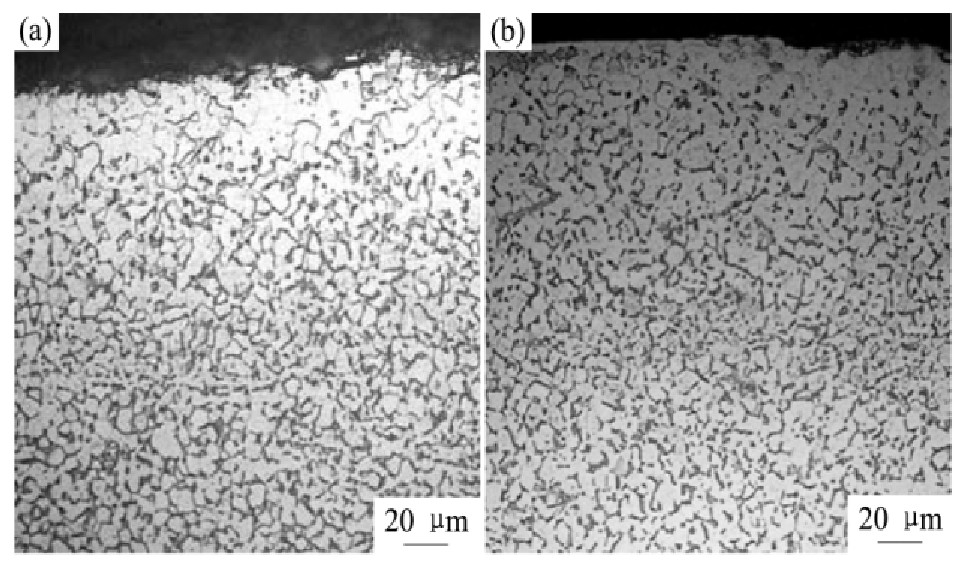
图1为Ti-6Al-4V经高能喷丸处理的截面金相照片,其中白色衬度相是α相,黑色为β相。在弹丸高速撞击下试样表层发生剧烈塑性变形,从而使组织碎化。可以看到,相对于基体,表层的β相已变得比较细小,分布也更加均匀。经过无氢渗碳处理后的微观组织如图2所示。可以看出,经过无氢渗碳处理,晶粒组织变得比较粗大,同时由于表层碳含量增加,而碳是α相稳定元素,使得表层β相含量显著低于基体。图3(a,b)是渗碳后的SEM组织形貌照片,其中呈突出颗粒状的为β相,也可以看到表层范围内β相含量明显低于基体。另外由图2还可以发现,对于直接无氢渗碳处理试样,表层晶粒尺寸略高于基体;而对于高能喷丸后进行无氢渗碳的试样,尽管表层的变形组织发生了明显的再结晶和晶粒长大,但其晶粒尺寸仍略小于基体。
图1 高能喷丸处理横截面微观组织
Fig.1 Cross-section microstructure of high-energy shot peened sample
2.2成分与物相分析
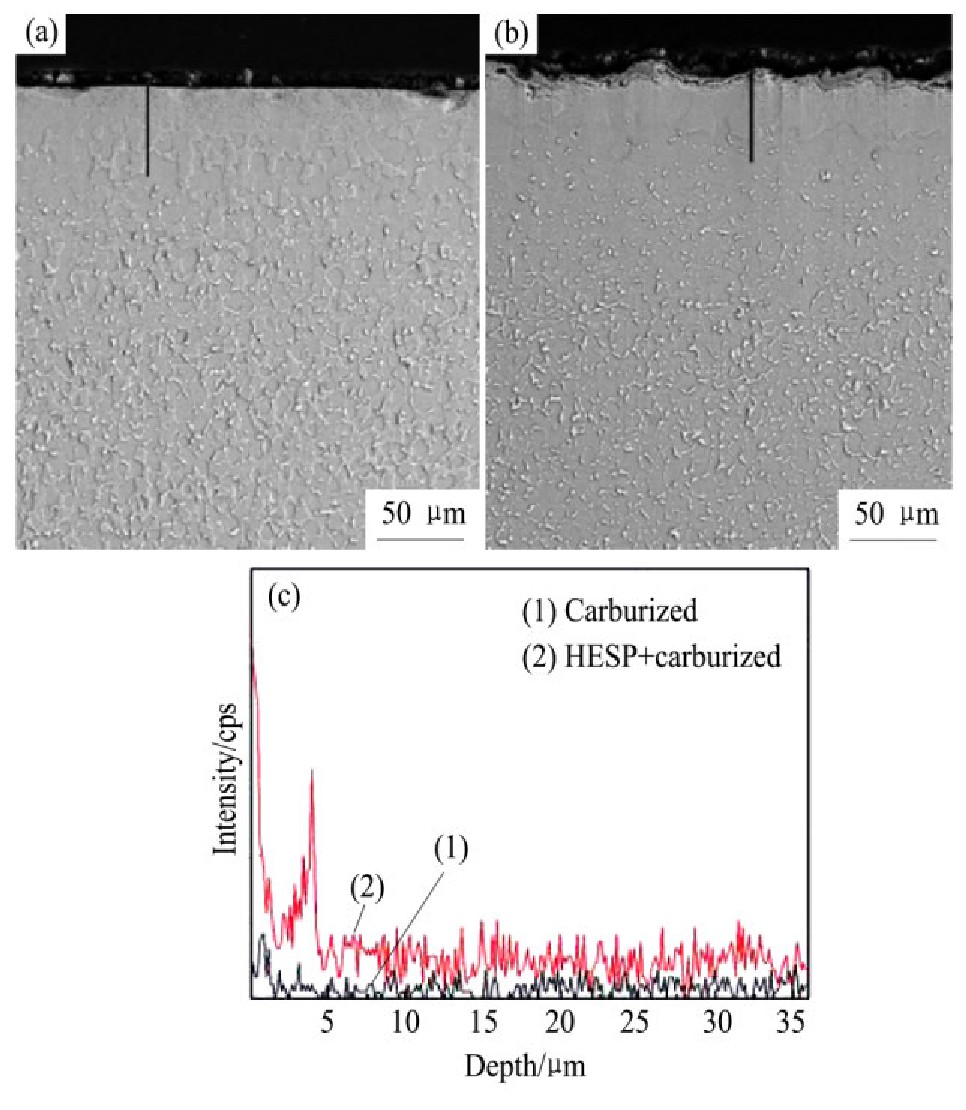
不同渗碳处理试样横截面的SEM形貌及沿深度方向C元素能谱扫描结果如图3所示。可以看到,对于直接渗碳试样,在表层1.2?m深度范围内C元素的含量较高,之后C元素含量基本保持稳定。而经过高能喷丸处理后,试样的渗碳层深度可以达到4.6?m,接近直接渗碳试样渗碳层厚的4倍,同时在其表层35?m深度范围内C含量也明显高于直接渗碳试样。
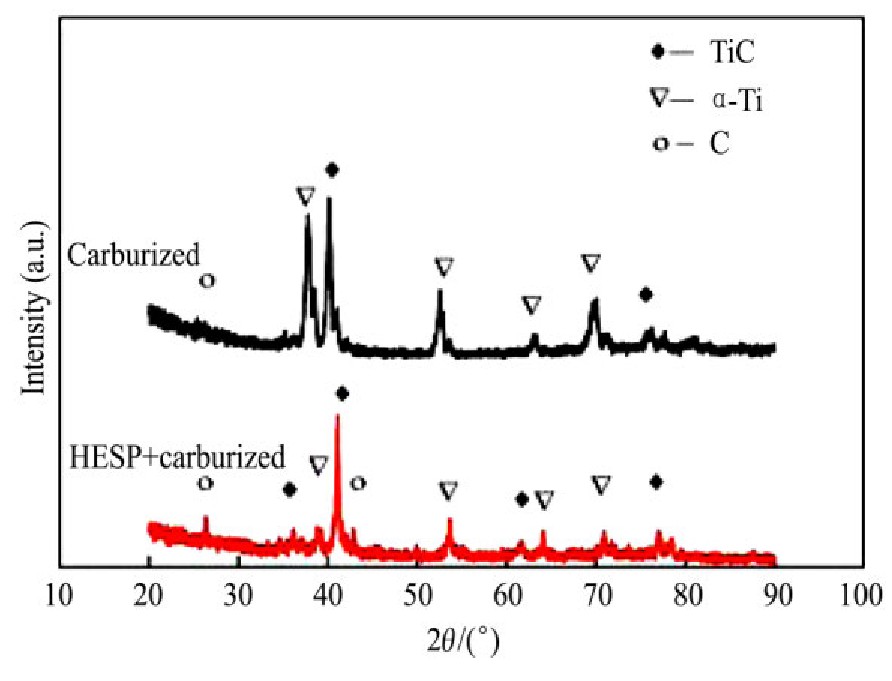
对试样渗碳层的能谱分析表明,直接无氢渗碳试样的碳含量为17.37%,喷丸后进行无氢渗碳可以达到21.36%,远高于C在α-Ti和β-Ti中的最大固溶度,因而C元素将会以其它形式存在。对试样表层的XRD图谱如图4所示,可以发现,直接无氢渗碳试样主要由α-Ti,TiC及少量的游离C组成,而对于高能喷丸+无氢渗碳处理的试样,其中的TiC衍射峰数量较多,强度也有所增加,这表明该试样中TiC含量较高。另外,相对于直接无氢渗碳试样,在高能喷丸+无氢渗碳处理的试样中,游离C的衍射峰也较强。因而,根据TiC和C的衍射特征也可以证实高能喷丸处理有助于提高TC4合金的渗碳量。2.3硬度分析
图2 不同渗碳处理试样横截面微观组织
Fig.2 Cross-section microstructure of different carburized samples
(a)Direct hydrogen free carburizing;(b)High energy shotpeening+hydrogen free carburizing
图3 不同渗碳处理试样横截面的SEM形貌及沿深度方向试样的C元素分布
Fig.3 SEM images and C elemental distribution profiles of dif-ferent carburized samples
();()peening+hydrogen free carburizing;(c)C element distributionin the depth direction
图4 不同渗碳处理试样的XRD图谱
Fig.4 XRD patterns of different carburized samples
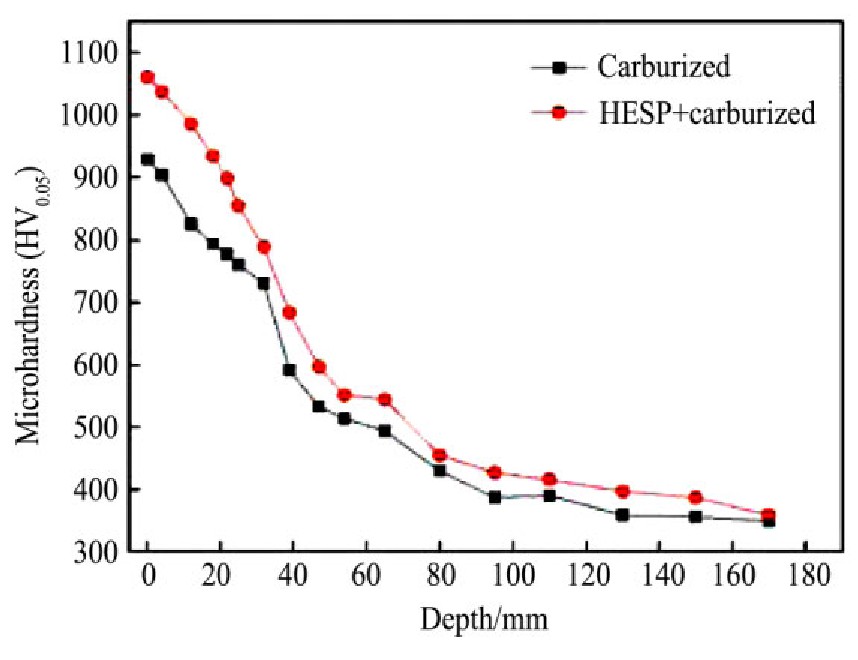
图5显示了直接无氢渗碳和高能喷丸+无氢渗碳复合工艺处理后试样的维氏硬度分布。可以看出,经过直接无氢渗碳后试样表面硬度为HV 928.1,随深度增加硬度降低。在距表层深度超过100?m后,硬度降至HV 359并趋于稳定。经过高能喷丸+无氢渗碳后,试样表面硬度可以达到HV 1061,相对于直接无氢渗碳,提高了大约14%。由图5还可以看到在距表层150?m深度范围内,经过高能喷丸+无氢渗碳处理的试样,其硬度都高于直接无氢渗碳试样。对于经高能喷丸处理的试样,在渗碳时获得的C元素含量较高,形成的TiC含量也较多,因而其硬度在一定范围内都高于直接渗碳试样。2.4摩擦磨损
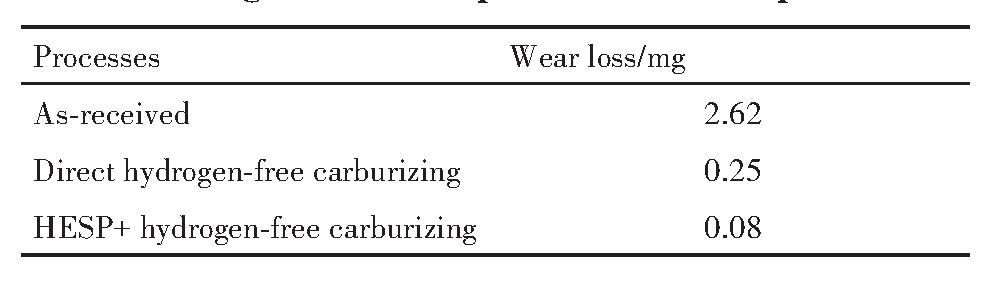
经过磨损后,原始试样、直接无氢渗碳样和高能喷丸+无氢渗碳样的磨损失重如表1所示。可以发现,经过高能喷丸+无氢渗碳试样的磨损量最低,仅为原始试样的3%,而且也远低于直接无氢渗碳试样。
图5 不同渗碳处理试样的显微硬度
Fig.5 Microhardness of different carburized samples
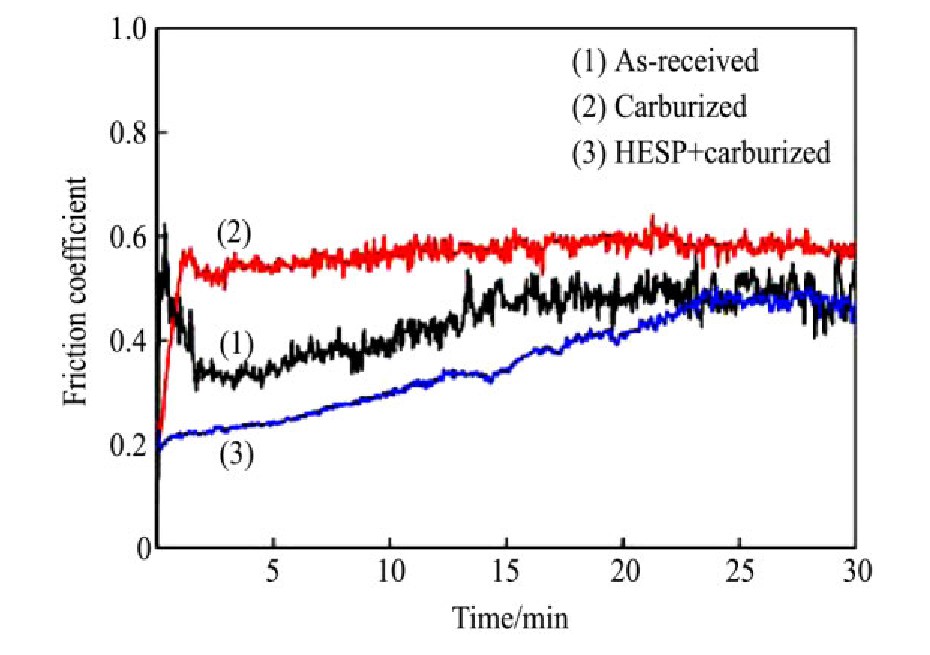
图6显示了磨损过程中摩擦系数随磨损时间的变化关系。可以看到原始试样的摩擦系数在初始磨合阶段较大,随后逐渐下降,经过一定时间磨合后,摩擦系数逐渐趋于稳定,进入稳定磨损阶段,摩擦系数基本在0.42~0.49之间波动。直接无氢渗碳试样的摩擦系数初始很小,但很快增加至0.55并保持稳定。而对于经过高能喷丸+无氢渗碳处理的试样,摩擦系数初始也很小,随后逐渐增加并稳定在0.46上下,与原始试样接近。
图7为不同渗碳处理试样的磨损形貌。可以发现,原始状态Ti-6Al-4V试样的磨痕较宽且深,这是因为试样硬度较低,而摩擦副GCr15的硬度较高,磨损时GCr15表面的硬质相对Ti-6Al-4V试样进行切削,形成较深的犁沟,发生严重的磨粒磨损。而经过直接无氢渗碳和高能喷丸+无氢渗碳处理的试样,表层硬度较高,显著降低了磨损现象,使磨损面较为平整,磨痕不明显。由图7(b)可以看出,对于直接渗碳样,存在轻微的片状剥落现象,属于黏着磨损。发生黏着磨损时,由于摩擦副和试样在凸起部分发生反复发生焊合和撕裂,这使得二者之间的相对运动阻力增加,从而呈现出较高的摩擦系数,如图6所示。而对于经高能喷丸和无氢渗碳处理的试样,弹丸撞击作用使表层粗糙度较大,但由于硬度进一步提高,磨损时仅在凸起部分发生接触和轻微磨损,因而磨损量较小,摩擦系数也较低。
表1 不同工艺处理试样的磨损失重 下载原图
Table 1 Weight loss of samples with different processes
图6 不同工艺处理试样的摩擦系数
Fig.6 Friction coefficient of samples with different processes
图7 不同工艺处理试样磨痕形貌
Fig.7 Wear morphology of samples with different processes
(a)Non-carburizing;(b)Direct hydrogen free carburizing;(c)High energy shot peening+hydrogen free carburizing
3结论
1.与直接渗碳相比,经过高能喷丸处理的Ti-6Al-4V试样,渗碳层厚度和渗碳层中C元素和TiC含量都得到了明显提高。
2.直接渗碳试样表面显微硬度是HV 928.1,经过高能喷丸后渗碳试样的表面硬度提高到HV1061,并且在距表层150?m深度范围内,硬度都高于直接无氢渗碳试样。
3.经过高能喷丸和无氢渗碳复合工艺处理的试样,耐磨性能得到明显提高。在相同的损试验条件下,复合工艺处理的试样磨损量仅为直接渗碳试样的32%。
参考文献
[1] Zhang X Y,Zhao Y Q,Bai C G.Titanium Alloy and Its Applications[M].Beijing:Chemical Industry Press,2005.287.(张喜燕,赵永庆,白晨光.钛合金及应用[M].北京:化学工业出版社,2005.287.)
[2] Zhao Y Q.Current situation and development trend of titanium alloys[J].Material China,2010,29(5):1.(赵永庆.国内外钛合金研究的发展现状及趋势[J].中国材料进展,2010,29(5):1.)
[3] Veiga C,Davim J P,Loureiro A J R.Properties and applications of titanium alloys:a brief review[J].Reviews on Advanced Materials Science,2012,32(2):133.
[4] Lin N M,Xie R Z,Zou J J,Wang Z X,Ma Y,Wang ZH,Tang B.Research progress on surface texture for improving tribological properties of titanium alloys[J].Rare Metal Materials and Engineering,2018,47(8):2592.(林乃明,谢瑞珍,邹娇娟,王振霞,马永,王志华,唐宾.表面织构改善钛合金摩擦学性能的研究进展[J].稀有金属材料与工程,2018,47(8):2592.)
[5] Bansal D G,Eryilmaz O L,Blau P J.Surface engineering to improve the durability and lubricity of Ti-6Al-4Valloy[J].Wear,2011,271(9-10):2006.
[6] Li X X,Li Y X,Wang S Q.Wear behavior and mechanism of TC4 alloy in different environmental media[J].Chinese Journal of Rare Metals,2015,39(9):793.(李新星,李奕贤,王树奇.TC4合金在不同环境介质中的磨损行为及磨损机制研究[J].稀有金属,2015,39(9):793.)
[7] Li C G,Wang B,Pan B,Huang W H,Wang Y.Research progress of surface modification techniques for titanium alloys[J].Hot Working Technology,2015,44(16):22.(李崇桂,王斌,潘斌,黄旺华,王铀.钛合金表面改性技术研究进展[J].热加工工艺,2015,44(16):22.)
[8] Wang F,Zhang C,Zhou Y Y,Li K.Research progress of surface strengthening techniques for titanium and its alloys[J].Hot Working Technology,2017,46(18):20.(王飞,张超,周隐玉,李凯.钛及钛合金表面增强技术的研究进展[J].热加工工艺,2017,46(18):20.)
[9] Fu Y,Zhang Y,Bao X Y,Zhang W,Wang F H,Xin L.Research progress on wear-resistant coatings for Tialloy[J].Journal of Chinese Society for Corrosion and Protection,2018,38(2):117.(付颖,张艳,包星宇,张伟,王福会,辛丽.钛合金表面耐磨涂层研究进展[J].中国腐蚀与防护学报,2018,38(2):117.)
[10] Han J G,Chen W Z,Zhang H,Huang A G.Research status of wear resistance and oxidation resistance of titanium alloy[J].Electric Welding Machine,2017,47(3):73.(韩杰阁,陈蔚泽,张浩,黄安国.钛合金表面耐磨性能及抗氧化性能的研究现状[J].电焊机,2017,47(3):73.)
[11] Tang C B,Zheng C,Ma A M,Liu D X,Liu C S,Yu SM.Wear and corrosion resistance of titanium alloy with cobalt based alloying layer[J].Chinese Journal of Rare Metals,2017,41(6):620.(唐长斌,郑超,马阿敏,刘道新,刘成松,于首明.钴基合金渗层对钛合金耐磨、抗蚀性能的影响[J].稀有金属,2017,41(6):620.)
[12] Saleh A F,Abboud J H,Benyounis K Y.Surface carburizing of Ti-6Al-4V alloy by laser melting[J].Optics and Lasers in Engineering,2010,48(3):257.
[13] Luo Y,Jiang H B,Cheng G,Liu H T.Effect of Carburization on the mechanical properties of biomedical grade titanium alloys[J].Journal of Bionic Engineering,2011,8(1):86.
[14] Zhang G H,Pang J D,Zhang P Z,Cui C E,Tang B,Xu Z.Friction and wear behavior of double glow plasma no-hydrogen carburized layer on titanium alloy[J].Tribology,2004,24(2):111.(张高会,潘俊德,张平则,崔彩娥,唐宾,徐重.钛合金表面双层辉光离子无氢渗碳层摩擦磨损性能研究[J].摩擦学学报,2004,24(2):111.)
[15] Ji S C,Li Z X,Du J H,Wang S P,Wang B Y,Huang C L,Pan X L.Analysis of hydrogen-free carburized coating on Ti6Al4V substrate[J].Rare Metal Materials and Engineering,2010,39(12):2152.(姬寿长,李争显,杜继红,王少鹏,王宝云,黄春良,潘晓龙.Ti6Al4V合金表面无氢渗碳层分析[J].稀有金属材料与工程,2010,39(12):2152.)
[16] Wang X D,Chen K M,Zhou F,Quan C.Effect of carburizing time on microstructure and strengthening effect of TC4 titanium alloy[J].Heat Treatment of Metals,2017,42(10):16.(汪旭东,陈康敏,周飞,全成.渗碳时间对TC4钛合金显微组织和强化效果的影响[J].金属热处理,2017,42(10):16.)
[17] Li H M,Li M Q,Liu Y G,Liu H J.Research progress in nanocrystalline microstructure,mechanical properties and nanocrystallization mechanism of titanium alloys via surface mechanical treatment[J].The Chinese Journal of Nonferrous Metals,2015,25(3):641.(李慧敏,李淼泉,刘印刚,刘洪杰.钛合金表层机械处理的纳米化组织、力学性能与机理研究进展[J].中国有色金属学报,2015,25(3):641.)
[18] Yan X X.Effect of Nanocrystallization in Surface Layer on Fatigue Strength of TC4 Titanium Alloy by High Energy Shot Peening[D].Dalian:Dalian Jiaotong University,2009.25.(闫秀侠.高能喷丸表面纳米化对TC4合金疲劳性能的影响[D].大连:大连交通大学,2009.25.)
[19] Zhang X H.Comparison research on surface performance of shot peening TC4[J].Aeronautical Manufacturing Technology,2013,436(16):154.(张新华.TC4钛合金喷丸强化表面性能对比研究[J].航空制造技术,2013,436(16):154.)
[20] Yao Z Q,Luo Z C,Ge Z D,Yuan H,Zhao H,Qi M.Influence of high-energy shot peening on microstructure of titanium and bioactive titania coating followed by micro-arc oxidation[J].Journal of Functional Materials,2010,41(6):1005.(姚再起,罗志聪,葛振东,原辉,赵红,齐民.高能喷丸预处理对钛表面组织及生物活性微弧氧化层的影响[J].功能材料,2010,41(6):1005.)
[21] Zhang C H,Xie G,Song W,Wang Y M,He X M.Fatigue performance of surface nanocrystallized TC4[J].Rare Metal Materials and Engineering,2015,44(4):866.(张聪惠,解钢,宋薇,王耀勉,何晓梅.表面纳米化TC4疲劳性能研究[J].稀有金属材料与工程,2015,44(4):866.)
[22] Sun J.Surface Nanocrystallization and Plasma Nitriding of Pure Titanium[D].Shenyang:Northeastern University,2009.46.(孙健.纯钛表面纳米化及低温离子渗氮研究[D].沈阳:东北大学,2009.46.)
[23] Sauvage X,Wilde G,Divinski S V,Horita Z,Valiev RZ.Grain boundaries in ultrafine grained materials processed by severe plastic deformation and related phenomena[J].Materials Science and Engineering A,2012,540:1.
[24] Ge L L,Tian N,Lu Z X,You C Y.Influence of the surface nanocrystallization on the gas nitriding of Ti-6Al-4Valloy[J].Applied Surface Science,2013,286:412.
[25] Farokhzadeh K,Qian J,Edrisy A.Effect of SPD surface layer on plasma nitriding of Ti-6Al-4V alloy[J].Materials Science and Engineering A,2014,589:199.