Trans. Nonferrous Met. Soc. China 24(2014) 989-995
Microstructures and properties of welded joint of aluminum alloy to galvanized steel by Nd:YAG laser + MIG arc hybrid brazing-fusion welding
Guo-liang QIN, Yu-hu SU, Shu-jun WANG
Key Laboratory for Liquid-Solid Structure Evolution and Processing of Materials, Ministry of Education, Shandong University, Ji’nan 250061, China
Received 8 April 2013; accepted 15 January 2014
Abstract: According to the differences in melting point between aluminum alloy and steel, 6013-T4 aluminum alloy was joined to galvanized steel by large spot Nd:YAG laser + MIG arc hybrid brazing-fusion welding with ER4043(AlSi5) filler wire. The microstructures and mechanical properties of the brazed-fusion welded joint were investigated. The joint is divided into two parts of fusion weld and brazed seam. There is a zinc-rich zone at fusion weld toe, which consists of α(Al)-Zn solid solution and Al-Zn eutectic. The brazed seam is the Fe-Al intermetallic compounds (IMCs) layer of 2-4 μm in thickness, and the IMCs include FeAl2, Fe2Al5 and Fe4Al13. FeAl2 and Fe2Al5 are located in the compact reaction layer near the steel side, and Fe4Al13 with tongue shape or sawtooth shape grows towards the fusion weld. The tensile strength of the joint firstly increases and then decreases as the welding current and laser power increase, the highest tensile strength can be up to 247.3 MPa, and the fracture usually occurs at fusion zone of the fusion weld. The hardness is the highest at the brazed seam because of hard Fe-Al IMCs, and gradually decreases along the fusion weld and galvanized steel, respectively.
Key words: brazing-fusion welding; welding of dissimilar metals; hybrid welding; mechanical properties; intermetallic compounds
1 Introduction
Composite structure of aluminum alloy and galvanized steel has the higher strength than the aluminum alloy structure and less density than steel structure, which is one of important measures to save energy and reduce emission in the automobile industry. Generally, the composite structure of aluminum alloy and galvanized steel are manufactured by welding. But the fusion welding of aluminum alloy to steel is difficult because the hard and brittle Fe-Al intermetallic compounds (IMCs) form in joint, which deteriorates seriously the mechanical properties of the joint of aluminum alloy to steel.
According to the difference in melting point between aluminum alloy and steel, the brazing-fusion welding technology was developed to join aluminum alloy to galvanized steel with the high efficiency and high quality. In brazing-fusion welding process, the filler metal and the base metal of aluminum alloy melt and form the fusion weld, and the molten aluminum alloy spreads on the top surface of the steel plate and form the brazed joint together with it. The steel does not melt in welding process, which can effectively prevent the intermetallic compounds from the formation [1]. Heat source used in brazing-fusion welding of aluminum alloy to steel process can be MIG arc [2-4], TIG arc [5,6], electron beam [7], laser beam [8,9] and laser + MIG arc [1,10].
In brazing-fusion welding process, the proper and stable energy input is necessary to make sure that the steel plate does not melt. Arc welding has the advantage of low cost, but its power output is not stable and the welding efficiency is not satisfied with the increasing requirements in application. In recent years, the development of laser + arc hybrid welding technology and its characteristics offer a new way to join aluminum alloy to steel with high quality and high efficiency. Based on the principle of brazing-fusion welding and the characteristics of laser + arc hybrid welding, large spot laser + MIG arc hybrid brazing-fusion welding was proposed to join aluminum alloy to galvanized steel plate. Large spot laser is used to make the MIG welding process stable and maintain the constant MIG arc energy output. In addition, the leading large spot laser can preheat but not melt the galvanized steel plate to improve the spreadability of liquid aluminum alloy on its top surface for overlap joint and obtain the good welding appearance. MIG arc energy is used to melt filler metal and the base metal of aluminum alloy, which is the main brazing-fusion welding heat input, and laser energy plays an auxiliary role.
Compared with MIG arc brazing-fusion welding, large spot laser + MIG arc hybrid brazing-fusion welding process has the stable energy input, good weld appearance, high quality and high efficiency. Compared with laser brazing-fusion welding, large spot laser + MIG arc hybrid brazing-fusion welding can decrease the requirement on the assembly of workpiece, and then can reduce the production cost.
In this work, aluminum alloy plate was joined to galvanized steel plate with ER4043 filler wire by large spot Nd:YAG laser + MIG arc hybrid brazing-fusion welding, and the microstructures and mechanical properties of the brazed-fusion welded joint were analyzed. The studies in this work can help to understand laser + MIG arc hybrid brazing-fusion welding mechanism and characteristics of the brazed-fusion welded joint.
2 Experimental
The digital MIG arc welding power source was used in experiments, which can realize the welding mode of one droplet per pulse. The laser oscillator used in experiments was Nd:YAG solid laser oscillator pumped by xenon lamp, and its rated power was 2.0 kW. It outputs continuous wave laser beam with 1.06 μm in wavelength transmitted by optical fiber, and the large laser spot with 5 mm in diameter on the top surface of aluminum alloy plate was used in experiments.
Laser beam was ahead of MIG arc and vertical with the top surface of workpiece, the angle between the axis of laser beam and the welding wire was 27.1° and the distance from the center of laser spot to the tip of the welding wire on the top surface of workpiece was 4 mm. Figure 1 shows the large spot laser + MIG arc hybrid welding head.
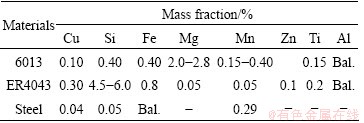
The overlap joint was prepared by laying 6013-T4 aluminum alloy plate of 1 mm thickness on the galvanized steel plate of 2 mm thickness, and the overlap length is 10 mm. The welding wire of ER4043 of 1.2 mm diameter was used as filler metal and its extrusion length was 12 mm. Argon gas was used as the shielding gas at the flow rate of 16 L/min. Table 1 shows nominal chemical composition of the filler metal and the base metal of aluminum alloy.
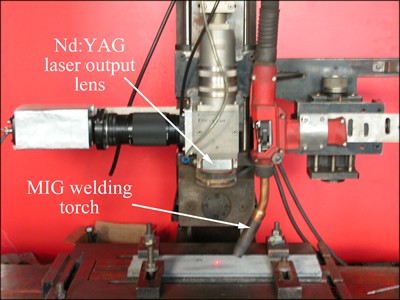
Fig. 1 Photograph of Nd:YAG laser + MIG arc hybrid welding head
Table 1 Nominal chemical compositions of 6013 aluminum alloy, ER4043 filler wire and galvanized steel
Before welding, the oxide films on the top and back sides of aluminum alloy plate were removed. The microstructures in the brazed-fusion welded joint were analyzed by metallographic microscope, scanning electron microscopy (SEM) with an energy-dispersive spectrometer (EDS) and X-ray diffraction (XRD) analysis. The microhardness from the base metal of aluminum alloy to fusion weld was tested and analyzed. Three transverse tensile specimens of 90 mm length and 15 mm width were prepared from each weld specimens to test the tensile strengths of the joint at room temperature, and the fracture appearance was analyzed by SEM.
3 Results and discussion
Figure 2 shows the large spot laser + MIG arc hybrid brazed-fusion welded joint of aluminum alloy to galvanized steel. The joint can be divided into fusion weld and brazed seam, and their microstructures were investigated, respectively.
3.1 Microstructure in fusion weld
Figure 3 shows the microstructures in the fusion weld. As same as the weld by the other fusion welding processes, the microstructures in weld seam consist of α(Al) solid solution equiaxed grains and short rod-like Al-Si eutectic at grain boundary, and the fusion zone consists of α(Al) solid solution and a small amount of Al-Si eutectic, as shown in Figs. 3(a) and (b).
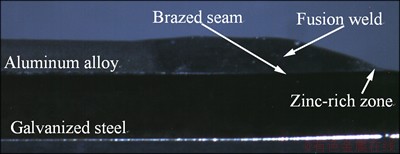
Fig. 2 Brazed-fusion welded joint of aluminum alloy to galvanized steel
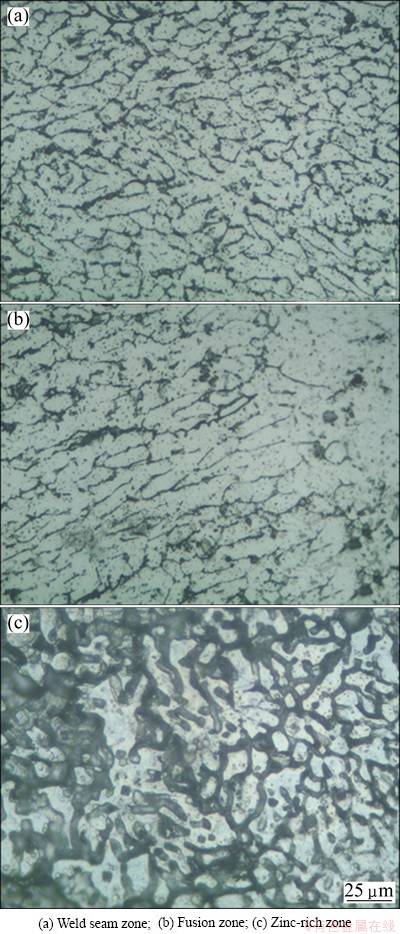
Fig. 3 SEM images in fusion welded joint
Compared with the usual fusion weld, an obvious different zone is found at the weld toe, where the zinc element is concentrated, so this zone is called as zinc-rich zone, which consists of α(Al)-Zn solid solution and Al-Zn eutectic, as shown in Fig. 3(c). In welding process, the zinc coating directly heated by MIG arc will vaporize. But at the front of the liquid aluminum alloy, the zinc coating melts because of heat conduction from the molten pool, and the zinc-rich zone forms in the cooling process.
3.2 Microstructures in brazed seam
In brazing-fusion welding process, the steel plate does not melt because of its high melting point, and the molten filler meal and aluminum alloy form the brazed seam with it. Figure 4 shows the weld appearance and the cross section of the brazed-fusion welded joint when welding current (I) is 62 A, welding speed (v) is 1 m/min and laser power (Pl) is 1000 W.
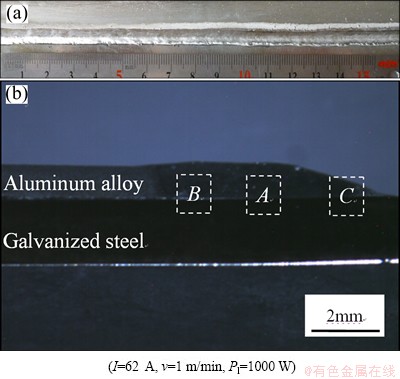
Fig. 4 Weld appearance (a) and cross section (b) of joint
Figure 4(a) shows that the large spot Nd:YAG laser+MIG arc hybrid brazed-fusion welded joint has good weld appearance because large spot laser beam preheats the steel plate to improve the spreadability of liquid aluminum alloy on the steel plate. Figure 4(b) shows that the steel does not melt in the joint, and the bonding interface between weld metal and steel plate is the brazed seam (IMCs layer). In order to analyze the characteristics of the brazed interface, the interface is divided into three zones of A, B and C, as shown in Fig. 4(b). Their SEM images are shown in Fig. 5.
Figure 5 shows that the thickness of IMCs layer is not more than 4 μm but not uniform in brazed interface. The IMCs layer shows different patterns at the different zones. The IMC layer at zone A is thicker than that at the other zones, its thickness reaches 4 μm. The brazed interface at zone A is divided into two layers. One is the compact reaction layer near the steel side, and the other is the IMCs layer with tongue shape towards the weld, as shown in Fig. 5(a).
In zone B, the IMCs layer is thinner than that at zone A, where there is only one layer of IMCs with sawtooth shape towards the weld, as shown in Fig. 5(b). But in Fig. 5(c), IMCs are hardly observed at zone C.
In order to determine the IMCs phases in the reaction layer, the interface at different positions in Fig. 5(a) were tested by EDS elemental analysis. The results are shown in Table 2.
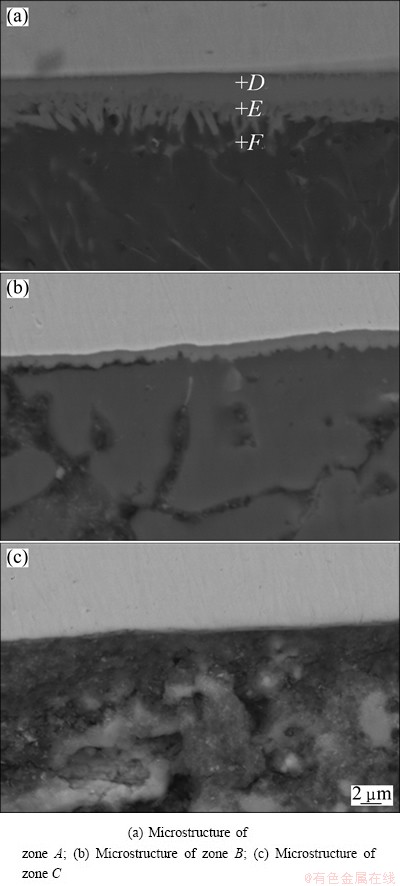
Fig. 5 SEM images of brazed interface
Table 2 EDS analysis results of brazed interface at different points in Fig. 5(a)

The results show that the content of Si element is so low at the brazed interface that it is impossible to participate in the formation of a ternary compound, but easy to form the solid solution in compounds. Some studies [11-13] showed that the content of Si element in FeAl3 and Fe4Al13 is more than 6% at equilibrium state. The brazing-fusion welding process is a high non-equilibrium process, the solid solubility of Si in Fe-Al compounds should be higher. According to the Fe-Al binary phase diagram and the contents of alloying elements in the brazed interface, IMCs can be initially identified as FeAl, FeAl2, Fe2Al5 and FeAl3.
It is necessary to further determine the structure of IMCs by XRD analysis. Figure 6 shows XRD analysis results of IMCs layer near steel side and near weld seam side. There are IMCs such as FeAl2, Fe2Al5 and Fe4Al13 in the brazed interface. FeAl3 is a phase balanced with the α(Al) phase and can be usually expressed with Fe4Al13 and Fe2Al7 [14,15]. So the IMCs layer near the steel side is identified as FeAl2 and Fe2Al5, and the IMCs layer near the weld seam is identified as Fe4Al13, as shown in Fig. 6.
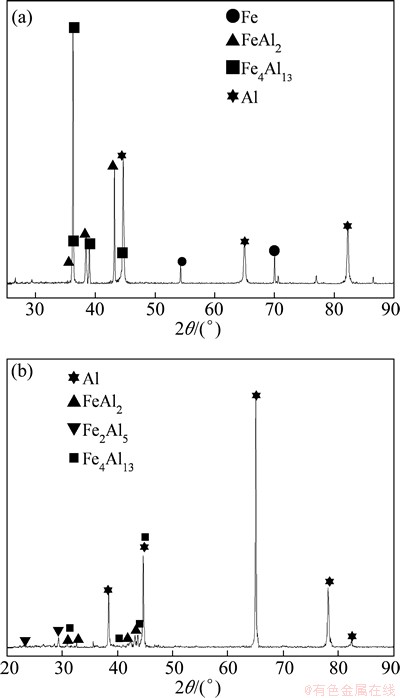
Fig. 6 XRD analysis results of brazed interface near steel side (a) and near fusion weld side (b)
Generally speaking, the formation of new phase is decided by the thermodynamic conditions. In the multi- phases formation process, the lower the free energy is, the easier the phase forms. According to some thermodynamic data, the free energy of Fe-Al IMCs and their formation sequence are listed in the order of size as follows [16,17]:
 <
< <
< <
< <0<
<0< (1)
(1)
But the thermomechanical conditions cannot indicate the dynamic changes of Fe-Al IMCs after formation. Combined with large spot laser + MIG arc hybrid brazing-fusion welding thermal process, the formation of Fe-Al IMCs on the brazed interface can be deduced as follows.
In the welding process, large spot laser heats the steel plate firstly, Fe atoms are heated by the irradiation of laser beam, and obtain much more energy to diffuse in short distance, and then the liquid filler metal and base metal of aluminum alloy are transferred to the top surface of steel plate by MIG arc. At this moment, on one hand, the heated Fe atoms contact with Al atoms to form the nucleation of FeAl firstly; on the other hand, they will diffuse into liquid aluminum alloy. Since the diffusion coefficient of Al atoms in the liquid state is higher than that of Fe in the solid state, FeAl has no time to grow, and forms FeAl2 with Al atoms quickly.
If the concentration of Fe atoms can not meet the requirement of the formation of Fe2Al5 only by the diffusion in solid state in short time, the MIG arc and the metal droplets have strong impact on the molten pool of aluminum alloy, which strengthens the convection in the molten pool and has heavy flushing effect on the steel plate. This effect can improve the diffusion and concentration of Fe atoms, strengthen the interfacial reaction and be good at the formation of Fe2Al5.
Due to the special structure of Fe2Al5 [18,19], Fe2Al5 quickly grows up along the c axis. However, the welding speed is very fast (v≥1 m/min) in laser + MIG arc hybrid brazing-fusion welding, and the cooling rate of the molten pool is also fast. Fe atoms will be deposited from a part of Fe2Al5 and form the laminated Al-rich IMC of FeAl3 in the cooling process of the molten pool. And then FeAl3 will grow up to be Fe4Al13 by combining with Al atoms. The process is a high non-equilibrium process, and not strictly in accordance with the thermodynamic crystallization conditions, so a part of the metastable phase of FeAl2 is preserved.
3.3 Mechanical properties of joint
Figure 7 shows the tensile strength of the joint at different welding current and laser power (v=1 m/min). The tensile strength of the brazed-fusion welded joint has the similar variations with laser power and welding current. Whether welding current or laser power increase, the tensile strength increases firstly to its maximum and then decreases. When I=62 A, Pl=1400 W and v=1 m/min, the tensile strength of the joint can reach up to 247.3 MPa, which is 85% of that of the base metal of 6013-T4 aluminum alloy.
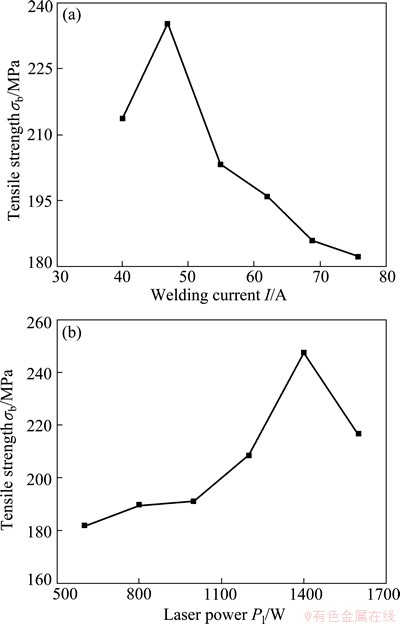
Fig. 7 Variation of tensile strength with different welding current at Pl=1000 W (a) and different laser power at I=62 A (b)
The welding current and laser power have different influence mechanisms on the tensile strength of the joint. As the main energy of brazing-fusion welding of aluminum alloy to galvanized steel, MIG arc melts the filler metal and base metal of aluminum alloy. When the welding current is less than 47 A, the filling amount of weld metal is less and the welding heat input is low, the base metal of aluminum alloy does not melt fully, which results in low strength of welded joint. However, when welding current increases continuously, the tensile strength of the joint will decrease because the heat affected zone of aluminum alloy is softened heavily. If welding current is high enough to melt the steel plate, a large amount of Fe-Al IMCs will form in the joint and deteriorate the mechanical properties of the joint.
In large spot Nd:YAG laser+MIG arc hybrid brazing-fusion welding process, laser power plays an auxiliary role. It is not used to melt the filler metal and the base metal, but to make the MIG arc stable and preheat the steel plate to improve the spreadability of liquid aluminum alloy on its top surface. As laser power increases, the temperature on the top surface of the galvanized steel plate is higher, the spreadability of the liquid aluminum alloy from filler metal and base metal is better, thus the bonding quality of aluminum alloy weld to steel plate is improved. So the tensile strength of joint increases as laser power increases. However, when the laser power is too high, on one hand, the steel plate can melt locally, which will form a large amount of Fe-Al IMCs in the joint; on the other hand, the laser power is over high, which will result in the softening of HAZ in the base metal of aluminum alloy. Both the aspects make the tensile strength of the joint decrease with the increase of laser power.
In tensile test, most of specimen fracture at the fusion zone near the heat affected zone of aluminum alloy base metal, rather than that at brazed interface. Figure 8 shows the fracture appearance observed by SEM. The results show that the fracture mode is mixture of ductile fracture and brittle fracture.
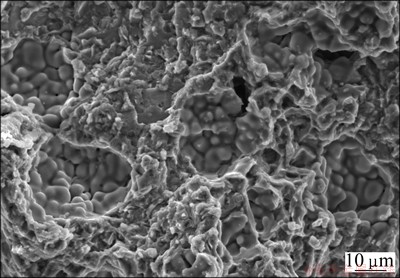
Fig. 8 SEM image of fracture appearance
Figure 9 shows the microhardness distribution across the brazed interface when Pl=1000 W, v=1 m/min and I=47 A. The microhardness increases gradually to its maximum from the steel to the brazed interface, and then decreases gradually from the brazed interface to the aluminum alloy weld. The highest hardness appears at the brazed interface because there are hard and brittle Fe-Al IMCs.
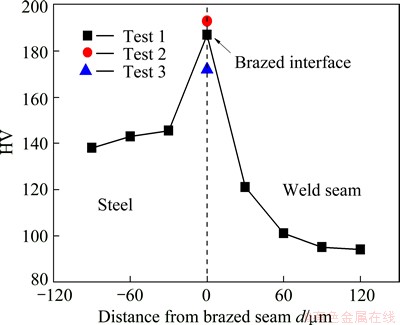
Fig. 9 Hardness profile across brazed interface
4 Conclusions
1) 6013-T4 aluminum alloy was joined to galvanized steel plate by large spot laser + MIG arc hybrid brazing-fusion welding process with ER4043 filler wire of 1.2 mm diameter. The brazed-fusion welded joint of aluminum alloy to galvanized steel was divided into fusion weld and brazed seam.
2) There is a Zn-rich zone at fusion weld toe, which consists of α(Al)-Zn solid solution and Al-Zn eutectic.
3) The thickness of IMCs layer is 2-4 μm. It is composed of FeAl2, Fe2Al5 and Fe4Al13. The IMCs layer presents different patterns at the different positions. The compact reaction layer near the steel side is composed of FeAl2, Fe2Al5 and Fe4Al13 with tongue shape or sawtooth shape grows towards the fusion weld.
4) The tensile strength of joint firstly increases to the maximum and then decreases as the welding current and laser power increase, and the highest tensile strength of the joint can reach up to 247.3 MPa, which is 85% of that of the base metal of 6013-T4 aluminum alloy.
5) Most of specimens fracture at the fusion zone near the heat affected zone of aluminum alloy rather than at the brazed interface. The fracture mode is mixture of ductile fracture and brittle fracture.
6) The hardness is the highest at the brazed seam because of the hard Fe-Al IMCs, and gradually decreases from the brazed seam to fusion weld and galvanized steel, respectively.
References
[1] LIN Shang-yang, QIN Guo-liang, LEI Zhen, WANG Xu-you. A method to join dissimilar metals by large spot laser+arc hybrid heat source: China, 200610007614.8 [P]. 2008. (in Chinese)
[2] QIN Guo-liang, SU Yu-hu, WANG Shu-jun. Microstructure and properties of pulsed MIG arc brazed-fusion welded joint of Al alloy and galvanized steel [J]. Acta Metallurgica Sinica, 2012, 48(8): 1018-1024. (in Chinese)
[3] ZHANG H T, FENG J C, HE P, HACKL H. Interfacial microstructure and mechanical properties of aluminium-zinc-coated steel joints made by a modified metal inert gas welding-brazing process [J]. Materials Characterization, 2007, 58: 588-592.
[4] JACOME L A, WEBER S, LEITNER A. Influence of filler composition on the microstructure and mechanical properties of steel-aluminum joints produced by metal arc joining [J]. Advanced Engineering Materials, 2009, 11(5): 350-358.
[5] DONG H G, HU W J, DUAN Y P. Dissimilar metal joining of Al alloy to galvanized steel with Al-Si, Al-Cu, Al-Si-Cu and Zn-Al filler wires [J]. Journal of Materials Processing Technology, 2012, 212: 458-464.
[6] LIN S B, SONG J L, YANG C L, FAN C L, ZHANG D W. Brazability of dissimilar metals tungsten inert gas butt welding- brazing between Al alloy and stainless steel with Al-Cu filler metal [J]. Materials and Design, 2010, 31: 2637-2642.
[7] BACH F W, BENIYAS A, LAU K. Joining of steel-aluminum hybrid structures with electron beam on atmosphere [J]. Advanced Materials Research, 2005, (6-8): 143-150.
[8] MATHIEU A, SHABADI R, DESCHAMPS A, SUERY M, MATTEI S, GREVEY D, CICALA E. Dissimilar material joining using laser (aluminium to steel using zinc-based filler wire) [J]. Optics & Laser Technology, 2007, 39: 652-661.
[9] LAUKANT H, WALLANN C, KORTE M, GLATZEL U. Flux-laser joining technique of aluminium with zinc-coated steel sheets by a dual-spot-laser beam [J]. Advanced Materials Research, 2005, 6-8: 163-170.
[10] THOMY D I C. Laser-MIG hybrid welding of aluminum to steel-effect of process parameters on joint properties [J]. Welding in the World, 2012, 56(5-6): 124-132.
[11] GUPTA S P. Intermetallic compound formation in Fe-Al-Si ternary system: Part I [J]. Materials Characterization, 2003, 49(4): 269-291.
[12] LI Y, OCHIN P, QUIYY A, TELOLAHY P, LEGENDRE B. Enthalpy of formation of Al-Fe-Si alloys [J]. Journal of Alloys and Compounds, 2000, 298: 198-202.
[13] LI Y, LEGENDRE B. Enthalpy of formation of Al-Fe-Si alloys II [J]. Journal of Alloys and Compounds, 2000, 302: 187-191.
[14] MIYAZAKI S, KAWACHI A, KUMAI S, SATO A. Plastic deformation of hardly deformable Al13Fe4 particles embedded in an Al-Al13Fe4 dual phase alloy [J]. Materials Science and Engineering A, 2005, 1-2: 194-299.
[15] YONEONEYAMA N, MIZOGUCHI K, KUMAI S, SATO A, KIRITANI M. Plastic deformation of Al13Fe4 particles in Al-Al13Fe4 by high-speed compression[J]. Materials Science and Engineering A, 2003, 350(1-2): 117-124.
[16] LIU Jin-bang. Hot-dip aluminizing of steel [M]. Beijing: Metallurgical Industry Press, 1995. (in Chinese)
[17] CHENG Lan-zheng, ZHANG Yan-hao. Physical chemistry [M]. Shanghai: Shanghai Scientific & Technical Publishers, 2007. (in Chinese)
[18] HEUMANN T, DITTRICH N A. Structure character of the Fe2Al5 intermetallics compound in hot dip aluminizing process [J]. Zeitschrift Fur Metallkunde, 1959, 50: 617-625.
[19] TOMIAD S, NATAKA K. Fe-Al composite layers on aluminum alloy with iron alloy formed by laser surface power [J]. Surface and Coating Technology, 2003, 174-175: 559-563.
铝合金/镀锌钢板Nd:YAG激光+MIG电弧复合热源熔-钎焊接头的组织与性能
秦国梁,苏玉虎,王术军
山东大学 材料液固结构演变与加工教育部重点实验室,济南 250061
摘 要:基于铝合金和镀锌钢在熔点上的差异,以ER4043(AlSi5)为填充材料,采用大光斑Nd:YAG激光+MIG电弧复合热源焊接工艺实现两者的熔-钎焊接,研究熔钎焊接头组织和性能。铝合金/镀锌钢板熔钎焊接头分为熔焊接头和钎焊缝两部分,熔焊缝组织由α(Al)等轴晶和晶界上短棒状的Al-Si共晶组织组成,焊趾处的富锌区为α-Al-Zn 固溶体和Al-Zn 共晶组织。钎焊缝为Fe-Al金属间化合物层,厚度为2~4 μm,金属间化合物包括FeAl2、Fe2Al5 和 Fe4Al13,其中FeAl2和Fe2Al5位于近钢侧的紧密层,而Fe4Al13则呈舌状或锯齿状向熔焊缝内生长。接头抗拉强度随着焊接电流和激光功率的增大呈先增大后减小的趋势,最高可达247.3 MPa。拉伸断裂位置一般位于熔焊缝的熔合区,为以韧性断裂为主的混合断裂。接头内硬度的最大值位于钎焊缝处,然后分别沿着两侧钢板和铝合金熔焊缝逐步降低。
关键词:熔-钎焊接;异种金属焊接;复合热源焊接;力学性能;金属间化合物
(Edited by Chao WANG)
Foundation item: Project (50905099) supported by the National Natural Science Foundation of China; Project (20090131120027) supported by the Specialized Research Fund for the Doctoral Program of Higher Education, China
Corresponding author: Guo-liang QIN; Tel: +86-13505400905; E-mail: glqin@sdu.edu.cn
DOI: 10.1016/S1003-6326(14)63153-8

