
Effect of initial microstructure on superplastic deformation of
AZ70 magnesium alloy
WANG Pan(王 盼), WU Li-hong(吴立鸿), GUAN Shao-kang(关绍康)
School of Materials Science and Engineering, Zhengzhou University, Zhengzhou 450002, China
Received 23 September 2009; accepted 30 January 2010
Abstract: The mechanical properties and deformation mechanism of semi-continuously casting and as-extruded AZ70 magnesium alloys in a wide range of grain sizes (from 14 to 103 μm) were investigated at 653 K and 1×10-3 s-1. It is discovered that with reducing grain size, flow stress is weakened and plasticity is improved and even superplasticity exhibits. SEM and OM were used to clarify the deformation mechanism. It is suggested that dynamic recrystallization (DRX) is the coordination deformation mechanism of grain boundary sliding (GBS) for coarse grain, and cavity and intracrystalline slip are the coordination deformation mechanisms of GBS for fine grain.
Key words: AZ70 magnesium alloy; superplasticity; microstructure; deformation mechanism
1 Introduction
Magnesium alloy has high potential as structural material. However, its hexagonal crystal structure provides a limited number of slip systems and a consequent difficulty in forming structural components [1-4]. In order to exploit the benefit of magnesium alloy, it is important to develop a processing by which complex engineering components directly from wrought products can be effectively produced. It is beneficial to expanding the range of use and improving the profit of economy and technology to form parts, especially in acute deformation of structural parts, with superplastic deformation that leads to large “neck free” elongation of more than several hundred percent[5].
The superplastic characteristics generally exist in materials with a stable, equiaxed and extremely fine microstructure, strictly, high tensile ductilities associated with superplasticity occur when the initial grain size is less than 10 μm, which is a prerequisite[6-7]. Grain refinement by severe plastic deformation has been known as a potential and important tool for high strain rate or low temperature superplasticity[8-9]. Research shows that most of the commercial magnesium alloys, which exhibit good ability of superplastic deformation without going through complex thermo-mechanical handling, have obvious economic application value[10]. Therefore, it is very important to study the superplastic deformation of commercial magnesium alloy. However, the study of superplastic deformation in the industrial wrought magnesium alloy with typical equiaxed and fine grains is insufficient in China and other countries. Although initial microstructure is extremely important to superplasticity, systematic study on magnesium alloy was not reported. The earlier research[11] by the present authors shows that commercial AZ70 magnesium alloys without going through complex thermo-mechanical handling exhibit superplastic deformation in tension at elevated temperature. In order to investigate the reasons of superplastic behavior and its theoretical guidance on the provision of industrial production, in this work, the effect of initial microstructure on the superplastic deformation of AZ70 alloy was studied.
2 Experimental
The nominal chemical composition of AZ70 alloys used is listed in Table 1. The billet was prepared on commercial semi-continuous casting equipment followed by homogeneous heat treatment in air.
The initial microstructure of the alloy homogenized,with the mean grain size of 103.0 μm, is shown in Fig.1(a). To obtain samples with different grain sizes, the extruded material was cut into four parts that were recrystallized by annealing under different conditions, respectively. The resulting microstructures are shown in Figs.1(b)-(e). All the billets before deformation for optical morphology were water-quenched immediately to preserve the microstructure at elevated temperatures after preheating, which were sectioned along the axial direction, mounted, polished and then etched in acetic picral.
Table 1 Nominal composition of AZ70 alloy (mass fraction, %)

All the specimens were cut parallelly to the extruded direction by electricity spark cutting and machined into the standard tensile ones with a gauge size of d10 mm×50 mm. Superplastic tensile testing given in Ref.[12] was carried out at 653 K and a constant initial strain rate of 1×10-3 s-1 on a Sintech20 tester (made in America). The testing data were recorded automatically. The test was controlled by a computer through a digital interface board on a machine fitted with a clamshell furnace with three independent heating zones (temperature control within ±2 ?C). Microstructure and fracture surface of all the specimens deformed, which were immediately quenched in water after high temperature tensile test to retain what it was, were examined by scanning electron microscopy (SEM). All the specimens deformed were cut along axial direction. Via conventional grinding and polishing, specimens were etched using a mixed solution of 5 g carbazotic acid, 5 mL acetic acid, 1 mL nitric acid and 100 mL water for microstructure observation. Mean grain sizes were inspected by the intercept method given in Ref.[13].
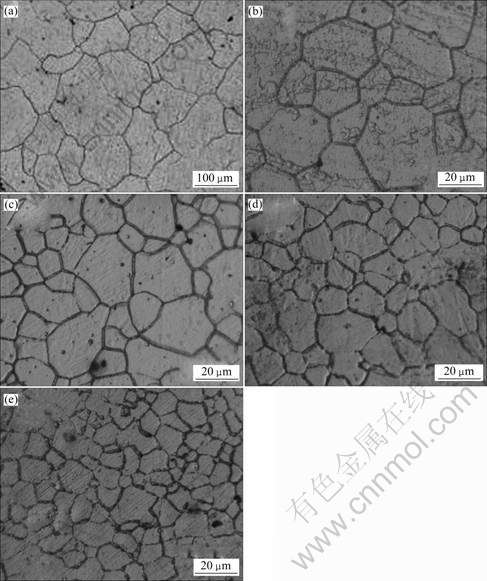
Fig.1 Microstructures of AZ70 magnesium alloy specimens: (a) Specimen 1 (103.0 μm); (b) Specimen 2 (37.0 μm); (c) Specimen 3 (26.0 μm); (d) Specimen 4 (20.5 μm); (e) Specimen 5 (14.0 μm)
3 Results
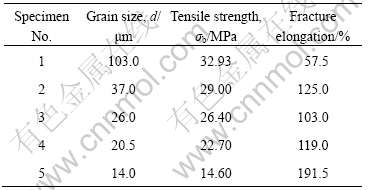
Initial microstructures of extruded AZ70 magnesium alloy bars in different annealing processes are illustrated in Figs.1(b)-(e). The average grain sizes achieved by different annealing processes are 37.0, 26.0, 20.5, and 14.0 μm, respectively. The entire tensile test manifests superplastic behavior at 653 K and 1×10-3 s-1 and the maximum elongation after fracture is 191.5%, as listed in Table 2. Initial microstructure of semi- continuous casting AZ70 magnesium alloy is shown in Fig.1(a). The average grain sizes achieve 103.0 μm. When the temperature is 653 K and the strain rate is 1×10-3 s-1, the elongation after fracture is 57.5%, and no superplastic behavior can be observed from the tensile test.
Table 2 Extension data of AZ70 magnesium alloy with various initial microstructures at 653 K and 1×10-3 s-1
4 Discussion
The superplastic characteristics generally exist in materials having a stable, equiaxed and extremely fine microstructure; strictly, high tensile ductilities associated with superplasticity occur when the grain size is small and typically less than 10 μm. From the investigation of superplasticity of a commercial AZ70 magnesium alloy, the smallest mean grain size is 14 μm and the largest one reaches 37 μm among the specimens exhibiting superplasticity, which does not meet the conditions of small grain, and the microstructure is not the typical equiaxed one.
4.1 Effect of initial microstructure on mechanical properties
When the deformation temperature is higher than 0.5Tm (Tm is melting point), the grain boundary obviously exhibits high temperature recovery[14]. As the average grain size becomes smaller, the grain boundary increases. As a weakening area, the grain boundary reduces the flow stress. Grain boundary sliding (GBS) is the main mechanism for the superplastic deformation of AZ70 magnesium alloy under the conditions of mean grain size less than 37 μm. Tensile strength and mean grain size curves of AZ70 magnesium alloy are shown in Fig.2. Furthermore, tensile strength and mean grain size of specimens 2-5 meet a basic relationship of a straight line. In order to analyze the relationship between them, a fitting equation was obtained by linear regression from Fig.2:
 (1)
(1)
where σb is the tensile strength and d is the mean grain size.

Fig.2 Tensile strength vs grain size curves of AZ70 magnesium alloy
A dotted straight line was simulated, as shown in Fig.2. Error analysis shows that the formula matches tensile data well. Fig.2 shows that specimen 1 does not fit the straight-line relationship. The reason may be that there are different deformation mechanisms with the increase of the mean grain size. Deformation mechanism of specimen 1 is that the DRX is attributed to the deformation mechanism of GBS, and the deformation mechanism of the latter is that cavity and intracrystalline slip are the coordination deformation mechanism of GBS. The change of deformation mechanism will be analyzed in detail.
4.2 Effect of initial microstructure on deformed microstructure
The optical microstructure of AZ70 specimens with different initial microstructures after being deformed to failure at 653 K and 1×10-3 s-1 is revealed in Fig.3. BY comparing Fig.3 with Fig.1, specimen 1 exhibits grain refinement significantly in the plastic deformation due to DRX. An important basic feature of GBS is that all grains are equiaxed, and no evidence of grain growth can be seen. Microstructure of deformed specimen 1 is still exquiaxed, as revealed in Fig.3(a). According to the above study, the deformation mechanism of coarse grain is GBS of refined grains after DRX. But the grain size distribution is uneven, i.e., the small one is only about 1 μm whereas the large one is about 35 μm. The probable causes are DRX that becomes complete from incomplete, as well as that the secondary recrystallization takes place and brings in the abnormal growth of grains with the increase of true stain, which eventually leads to the end of the specimen fracture. Most researchers agree that GBS is the main deformation mechanism of superplastic deformation[5, 15]. When the superplastic deformation mechanism is GBS, microstructure deformed maintains equiaxed and the fracture is caused by the cavity connection. When the initial mean grain size is in the range of 14-37 μm, the microstructures deformed are shown in Figs.3(b)-(e). By comparing the deformed microstructure with the undeformed one, the grain size slightly decreases, but the changes in mean grain size can be neglected when the distortion of the grain boundary is taken into consideration. So, from the deformation microstructure, it is very difficult to judge whether a DRX occurs or not.
DRX of magnesium and magnesium alloys is apt to occur[16-17] because the dislocation stacking of grain boundary is absorbed easily in the grains, as a result of lower fault energy and higher atomic diffusion coefficient. DRX of magnesium alloy refines grain and increases the wide-angle grain boundary, so as to create the microstructure conditions in favor of GBS for deformation. If the initial microstructure is coarse, according to the research of TAN and TAN[18], DRX occurred at the early stage of superplastic deformation under an elevated temperature. The elevated temperature compression test shows that DRX of as-cast specimens (103.0 ?m) will occur when the true strain is more than the critical value that is in the range of 0.10-0.15. The mean grain size of AZ70 magnesium alloy increases with the increase of true strain under the critical value. This DRX map of AZ70 alloy[4] can be used for further analyzing the DRX in the superplastic deformation mechanism.
For further analyzing the DRX during deformation of AZ70 magnesium alloy, the elevated temperature tension was interrupted at a certain deformation degree.

Fig.3 Optical microstructures of AZ70 magnesium alloy after being deformed to failure: (a) Specimen 1; (b) Specimen 2; (c) Specimen 3; (d) Specimen 4; (e) Specimen 5
Figs.4(a) and (b) show the optical microstructures of specimen 5 (with the initial average grain size of 14.0 ?m) deformed at 653 K and 1×10-3 s-1 under true strains of 0.16 and 0.33, respectively. Still no grain refinement can be seen. Therefore, it is suggested that there is no DRX during the deformation.
4.3 Effect of initial microstructure on fracture surface and deformation mechanism
Fig.5(a) shows the tensile fracture surface when the initial mean grain size is about 103.0 μm. Large tearing ridge, intergranular fracture and a large number of small tear edges filled between the edges of large tears, which

Fig.4 Microstructures of specimen 5 with deformation degrees at 653 K and 1×10-3 s-1: (a) ε=0.16; (b) ε=0.33

Fig.5 Morphologies of fracture surfaces of specimens deformed: (a) Specimen 1; (b) Specimen 2; (c) Specimen 3; (d) Specimen 4; (e) Specimen 5
appear in the form of inner and boundary grains, are observed. Several dimples accompanied can be seen on the main fracture surface. Figs.5(b) and (c) exhibit various sizes and depths of dimples when the mean grain sizes are 37.0 and 26.0 μm, respectively. Dimples are deep, small and uniform when the mean grain sizes are 20.5 and 14.0 μm, as respectively revealed in Figs.5(d) and (e).
The size of cavity exhibits good plasticity, as shown in Figs.5(d) and (e), respectively. There exist large diameter dimples, resulting in an early specimen fracture and a reduction of plasticity. The fracture surfaces of specimens 2 and 3 are respectively revealed in Figs.5(b) and (c), while cavity-approaching fractures are shown in Figs.3(b)-(e). The “snake-slip” and “ripple” and other signs of slippage can be observed in the inner wall of the larger dimples. Therefore, the GBS mechanism is further confirmed.
5 Conclusions
1) Commercial AZ70 magnesium alloy exhibits preferable superplastic capability and the maximum ductility of 191.5% in the range of 14-37 μm at 653 K and 1×10-3 s-1.
2) With the increase of the mean grain size, the tensile strength is reduced. When the deformation mechanism is GBS without DRX at 653 K and 1×10-3 s-1, and a fitting equation is obtained by linear regression as follows:
where σb is the tensile strength and d is the mean grain size.
3) Cavity and intracrystalline slip are the coordination deformation mechanisms of GBS when the initial grain size is in the range of 14-37 μm. Cavity connection results in the failure and the surface exhibits intergranular and intragranular mixed fracture.
4) DRX is attributed to GBS when the initial grain size is 103.0 μm. DRX plays a role in the refinement of the grains only in the initial deformation stage, and secondary recrystallization leads to the fracture of specimen with the increase of deformation.
References
[1] Aghion E, Bronfin B. Magnesium alloys development towards the 21st century [J]. Mater Sci Forum, 2000, 350/351: 19-28.
[2] Kojima Y. Project of the platform science and technology for advanced magnesium alloys [J]. Mater Trans, 2001, 42(7): 1154-1159.
[3] Kojima Y, Kamado S. Fundamental magnesium researches in Japan [J]. Mater Sci Forum, 2005, 488/489: 9-16.
[4] Guan S K, Wu L H, Wang P. Hot forgeability and die-forging forming of semi-continuously cast AZ70 magnesium alloy [J]. Mater Sci Eng A, 2009, 499(1/2): 187-191.
[5] Watanabe H, Tsutsui H, Mukai T, KOHZU M, TANABE S, HIGASHI K. Deformation mechanism in a coarsed-grained Mg-Al-Zn alloy at elevated temperatures [J]. International Journal of Plasticity, 2001, 17(3): 387-397.
[6] Sherby O d, Wadsworth J. Superplasticity and its applications [J]. Journal of Progress Material Science, 1989, 33: 166-172.
[7] Ridley N. Microstructures of superplastic materials [J]. Materials Science and Technology, 1990, 6(11): 1145-1156.
[8] Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45(2): 103-189.
[9] Valiev R Z, Estrin Y, Horita Z, Langdon T G, Zehetbauer M J, Zhu Y T. Producing bulk ultrafine-grained materials by severe plastic deformation [J]. Journal of the Minerals Metals and Materials Society, 2006, 58(4): 33-39.
[10] Aghion E, Eliezer D. Magnesium and magnesium alloys: Science, technology and applications[M]. Israel: Avi Moshe Bregman Ltd, 2004.
[11] Wu Li-hong, Wang Li-guo, Wang Pan, Guan Shao-kang. Superplasticity and its deformation mechanism of Mg-7.0Al-0.2Zn magnesium alloy [J]. Rare Metal Materials and Engineering, 2010(2): 194-198. (in Chinese)
[12] GB/T 4338―2006, Metallic materials-tensile testing at elevated temperature[S]. 2006.
[13] GB/T 4296―2004, Inspection method for microstructure of wrought magnesium alloy [S]. 2004.
[14] Hu Geng-xiang, Cai Xun. Fundamentals of materials science [M]. Shanghai: Shanghai Jiaotong University Press, 2000: 166-168. (in Chinese)
[15] Mabuchi M, Iwasaki H, Yanase K, Higashi K. Low temperature superplasticity in an AZ91 magnesium alloy processed by ECAE [J]. Scripta Materialia, 1997, 36(6): 681-686.
[16] CAO Jian, ZHANG Fu-quan, XIA Wei-jun, FU Ding-fa, CHEN Zhen-hua, WU You-wu. Superplasticity in a rolled AZ31 magnesium alloy by multi-stage deformation [J]. Light Metals, 2005(2): 58-61. (in Chinese)
[17] Horita Z, Matsubara K, Makii K, Langkon T G. A two-step processing route for achieving a superplastic forming capability in dilute magnesium alloys [J]. Scripta Materialia, 2002, 47: 255-260.
[18] Tan J C, Tan M J. Superplasticity in a rolled Mg-3Al-1Zn alloy by two-stage deformation method [J]. Scripta Materialia, 2002, 47: 101-105.
(Edited by CHEN Wei-ping)
Foundation item: Project(2008CB617509) supported by the National Basic Research Program of China; Project(30870634) supported by the National Natural Science Foundation of China
Corresponding author: GUAN Shao-kang; Tel: +86-371-63887508; E-mail: skguan@zzu.edu.cn

