
Effect of processing routes on microstructure and mechanical properties of 2014 Al alloy processed by equal channel angular pressing
P. VENKATACHALAM1, S. RAMESH KUMAR1, B. RAVISANKAR1,
V. THOMAS PAUL2, M. VIJAYALAKSHMI2
1. Department of Metallurgical and Materials Engineering,
National Institute of Technology, Tiruchirappalli-620 015, Tamil Nadu, India;
2. Physical Metallurgy Division, IGCAR, Kalpakkam-603 102, India
Received 4 December 2009; accepted 10 May 2010
Abstract: Al-Cu alloy was deformed through equal channel angular pressing (ECAP) by routes A, Ba, Bc and C up to 5 passes. ECAP was done using a 90° die for three different conditions, namely 1) as received, 2) solutionised at 768 K for 1 h and 3) solutionised at 768 K for 1 h + aged at 468 K for 5 h. The microstructure, microhardness and tensile strength were studied for all the three conditions and four routes. Significant improvement in hardness (HV 184 after five passes) and strength (602 MPa after three passes) was observed in solutionised and aged 2014 Al alloy deformed through route Bc. Microstructure evolution was reasonably equiaxed in route Bc with aspect ratio of 1.6. Solutionised and aged 2014 Al alloy deformed through route Bc was identified to have better microstructure and mechanical property than the other processing routes and conditions.
Key words: ECAP; processing route; 2014 aluminium alloy
1 Introduction
Equal channel angular pressing (ECAP) is a severe plastic deformation technique capable of introducing severe plastic strain in bulk metals, leading to significant grain refinement to submicrometer or even to nanometer level[1]. This technique has been proven to be very useful in improving mechanical properties of commercial pure metals[2-5], alloys[6-8] and composites[9-11]. The detail of the principles of ECAP is well explained elsewhere[1]. 2014 Al alloy is extensively used in structural application in aircraft construction industry. However, application of ECAP for Al-Cu alloys to improve their mechanical properties has been studied by only few researchers. Multi-pass ECAP was applied to as-cast Al-3.9%Cu alloy to break coarse brittle θ phase around Al grain boundaries into small particles and to distribute them uniformly throughout the matrix[12]. ECAP was applied to Al-Cu alloy up to 3 passes, which significantly increased the yield strength, ultimate tensile strength and ductility[13]. ECAP of 2024 Al alloy in the solid solution state followed by low temperature aging treatment was found to be very effective in enhancing the yield strength and ductility[14]. An Al-4%Cu alloy in the as-cast, homogenized condition was subjected to equal-channel angular pressing and the tensile tests showed a very good combination of strength and ductility[15]. The microstructure evolution in a coarse grained 2219 Al alloy during ECAP was investigated up to strain of 12 at 250 °C [16]. 2024 Al alloy in peak aged and over aged condition was ECAPed up to 8 passes through route Bc[17].
For ECAP process, the high-level of refinement in grain size can be obtained through rotating billets in different directions between consecutive pressings in the die cavity. There are many reports in the literature on ECAP, describing the microstructures that develop through the application of any one of the processing routes. But, a few literatures are available on the effect of deformation path on structure and property. In the present work, an attempt was made to study the effect of processing route on the microstructural and mechanical properties of 2014 Al alloy ECAPed using a die having channel angle of strain about 1 for each pass. Investigations were carried out on samples without and with precipitates. Solutionising was carried out to dissolve the precipitates and aging treatment was given for the formation of the precipitates. The results were compared with that of the as-received 2014 Al alloy.
2 Experimental
The composition of the 2014 Al alloy is given in Table 1. Initial billet was a circular rod with a diameter of 12 mm and a length of 50 mm. The grain size of the 2014 Al alloy in the as-received condition was about 7.03 μm. The billets were subjected to the following heat treatments: 1) solutionised at 768 K for 1 h and then quenched to room temperature; 2) solutionised at 768 K for 1 h, quenched and then peak aged at 468 K for 5 h. The ECAP die used in the present work consists of two channels with an equal cross-section that intersect at an angle Φ, called die channel angle, which is 90°, and the outer corner of the die angle is called die corner angle, which is 30°. A schematic diagram of the ECAP die is shown in Fig.1. The effective strain acquired on a single pass through the die is 1.07[1]. The ECAP process was carried out through processing routes A, Ba, Bc and C up to 5 passes as shown in Fig.2. Molybdenum disulphide (MoS2) was used as lubricant. Vickers microhardness and micro tensile tests were conducted to evaluate the hardness and strength of ECAPed samples. Vickers microhardness (HV) was measured on the plain perpendicular to the extrusion axis by applying a load of 2.94 N for 15 at 10 different randomly selected positions for each specimen and the average value is reported. The billet corners were avoided because the billet close to inner and outer die-wall will have frictional effect leading to the formation of dead zones. Tensile testing was carried out as per ASTM E8 standard using Hounsfield Tensometer under constant strain rate. The
Table 1 Chemical composition of Al 2014 alloy (mass fraction, %)
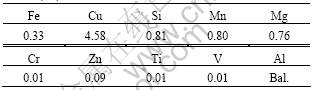

Fig.1 Schematic diagram of ECAP (a) and AUTOCAD model of ECAP die (b)
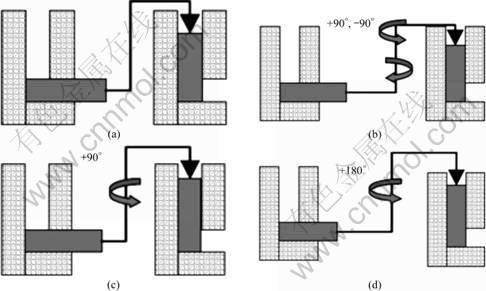
Fig.2 Processing routes in ECAP: (a) Route A; (b) Route Ba; (c) Route Bc; (d) Route C
TEM thin foil specimens were prepared by twin jet electro-polishing method using a solution of 10% perchloric acid + 90% methanol as electrolyte, at the temperature of -20 °C. The electro-polishing was carried out at voltage of 40 V. The foils were examined with a Philips CM200 TEM at an accelerating voltage of 200 kV.
3 Results and discussion
3.1 Solutionising and ageing behaviour
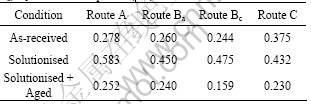
2014 Al alloy was solutionised at 768 K for 1 h and then quenched to room temperature. Ageing of the solutionised 2014 Al alloy can be carried out either at room temperature (natural ageing) or at higher temperature (artificial ageing). Artificial ageing was carried out in order to achieve more coherent precipitate to give the maximum strength. Specimens were aged at 468 K for five different time intervals from 2 to 20 h. Fig.3 shows the measured hardness of solutionised and aged 2014 Al alloy. The maximum hardness of HV 158 was observed after 5 h of aging. But on further aging, a
gradual decrease in hardness was observed. Hence, aging time of 5 h was fixed as peak aged condition. The corresponding precipitate size was 0.133 μm.
3.2 Microstructural features
Figs.4 and 5 show the cross plane (CP) views of
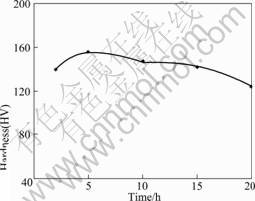
Fig.3 Variation of hardness with ageing time for specimen aged at 468 K
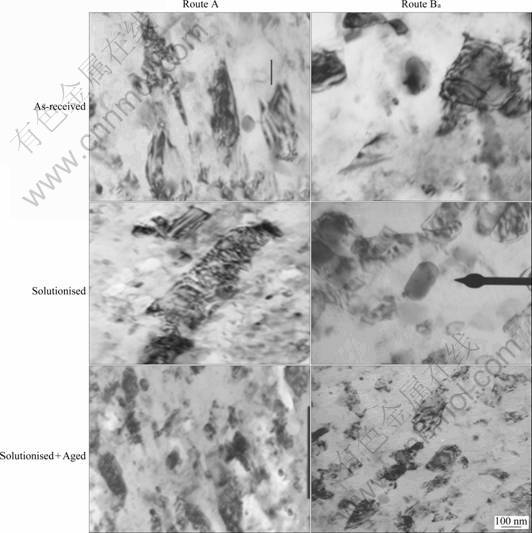
Fig.4 TEM images of 2014 Al alloy for processing routes A and Ba

Fig.5 TEM images of 2014 Al alloy for processing routes Bc and C
as-received, solutionized and solutionised + aged 2014 Al alloy processed up to 5 passes through routes A, Ba, Bc and C. All the samples were prepared on the plane perpendicular to the extrusion axis. To study the morphological distortion of grains in different processing routes, the aspect ratio of grains in each route was measured (see Table 2). With increasing the number of passes, the number of shear bands and dislocations was found to be increased. Due to the relative movement of the shear bands and dislocations during pressing of billet, the grain boundaries underwent distortion. So, distinguishing the grain boundaries of individual grains was difficult. For measurement of grain size, a series of TEM images were taken near the centre of the billet. The values of grain size for the four processing routes are given in Table 3. The solutionised and aged samples processed through route Bc had reasonably equiaxed grains as compared with other processing routes. The average grain size was 0.159 μm after 5 ECAP passes in route Bc.
Table 2 Aspect ratio of grains for solutionised + aged 2014 Al alloy

Table 3 Grain size of 2014 Al alloy processed through routes A, Ba, Bc and C after 5 passes (μm)
The grain flow in ECAP can be explained with shearing pattern associated with routes A, Ba, Bc and C with respect to the plastic deformation in three crystallo- graphic planes X, Y and Z. Route A (0°-0°-0°-0°-0°) has continuous shearing in X and Y planes but no deformation in Z plane. Route Ba (0°-90°-0°-90°-0°) has shearing characteristics similar to route A in the X and Y planes and deformation in Z plane is also continuous. Whereas route Bc (0°-90°-180°-270°-360°) exhibits continuous deformation in all three planes and the strain path gets reversed in the successive passes. The reversal of strain path enables easy formation of shear bands and therefore the grain evolution in all three planes is uniform. Route C (0°-180°-360°-0°-180°) exhibits deformation on X and Y planes and no deformation in Z plane. The schematic diagram of the shearing patterns for all the processing routes is shown in Fig.6[1].
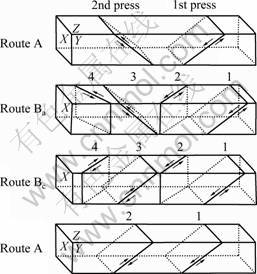
Fig.6 Shearing patterns for processing routes in ECAP[1]
Thus, the processing routes Bc and C appear preferable to routes Ba and A. Route A has two shearing planes intersecting at 90° and route C repeats shearing on the same plane. Route Bc appears preferable to route C due to lack of deformation in Z plane in route C. In route Bc, because of continuous shearing on the three crystallographic planes, the sub-grain boundaries evolve most rapidly into high angle grain boundaries. In route Bc, the two shearing directions lie on planes that intersect at 120°. As a result of this duality in the shearing directions, sub-grain bands are developed on repetitive pressings along two separate and intersecting sets of planes and this leads to an evolution of high angle grain boundary which is reasonably equiaxed. Hence, 2014 Al alloy in solutionised and aged condition processed through route Bc showed fine equiaxed grains of 0.159 ?m with an aspect ratio of 1.6 (Table 2) and tensile strength of 602 MPa after 3 passes. The average size of precipitate was reduced from 0.133 ?m (at peak aged condition) to 0.068 ?m after 5 passes through route Bc.
3.3 Hardness
Fig.7 shows the Vickers microhardness of the as-received, solutionised, solutionised + aged 2014 Al alloy processed up to 5 passes through routes A, Ba, Bc and C. It can be observed that solutionised + aged 2014 Al alloy processed through route Bc has higher hardness than the other processing routes. The maximum improvement in hardness was from HV 105 (as-received) to HV 184 (solutionised + aged) in the processing route Bc. The improvement in hardness was due to significant work hardening via dislocation multiplication during ECAP. The hardness result suggests that the precipitates and deformation path in ECAP have strong influence on work hardening behaviour of 2014 Al alloy. In all the processing routes, work hardening is significant in the early stage of strain (ε < 3) and becomes smaller with the further increase in strain (ε > 3). The increase in hardness for strain (ε < 3) is significant due to the presence of precipitates and improved dislocation density. But at higher strains (ε > 3), the dislocation density gets saturated, which lowers the mobility of dislocations. Therefore, the work hardening rate is slower for higher strains (ε > 3).
3.4 Tensile properties
Fig.8 shows the tensile strength of as-received, solutionised, solutionised + aged 2014 Al alloy processed through routes A, Ba, Bc and C. The tensile strength increases with increase in the number of passes in all the processing routes and for all the three conditions. This is a common phenomenon in severely deformed materials. Significant strengthening is evident only for initial three passes. This tendency is observed due to the presence of high dislocation density in initial few passes. The mobility of dislocation becomes difficult after reaching a saturation of dislocation density, and further increase in the number of passes may not result in any significant increase in strength. But, this trend cannot be observed in the processing route Bc because the rotation of the billet in different crystallographic planes results in cross-hardening by mobile dislocation in different directions so that the accumulation of dislocation in the same direction is avoided and annihilation of dislocation is reduced. This leads to the effective grain evolution and improvement of strength in route Bc. The solutionised and aged 2014 Al alloy after ECAP up to 3 passes through route Bc showed excellent improvement in strength. The strength increased from 236 MPa (as received) to 602 MPa (solutionised and aged) after 3 ECAP passes.
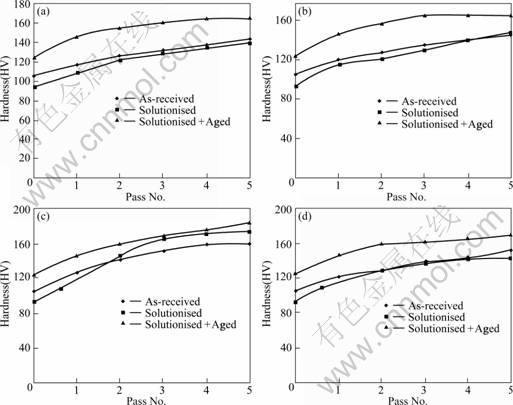
Fig.7 Hardness of Al 2014 alloy as-received, solutionised at 768 K for 1 h, solutionised at 768 K for 1 h + aged at 468 K for 5 h processed by route A (a), route Ba (b), route Bc (c) and route C (d) up to 5 passes

Fig.8 Tensile strength of Al 2014 alloy as-received, solutionised at 768 K for 1 h, solutionised at 768 K for 1 h + aged at 468 K for 5 h processed by route A (a), route Ba (b), route Bc (c) and route C (d) up to 3 passes
4 Conclusions
The effect of processing route in ECAP on mechanical properties and grain evolution was analysed. Grain orientation with respect to the shear plane in the next pass can affect the mechanical properties and grain evolution. In route Bc, continuous deformation in all three planes can cause effective strain homogenisation, therefore, the grain evolution is reasonably equiaxed. Transmission electron microscopic examination for all the processing routes shows that ECAP of solutionised and aged 2014 Al alloy up to 5 passes leads to the formation of grain size of 159 nm and it corresponds to processing route Bc. Out of the four different routes, route Bc produces the maximum hardness after 5 ECAP passes. Hardness increases from HV 105 to HV 160 and from HV 120 to HV 184 in the case of as-received, solutionised and aged conditions, respectively. Similarly, tensile strength reaches its maximum values from 236 MPa (as-received) to 602 MPa (solutionised and aged) after 3 ECAP passes for processing route Bc. In precise, solutionised and aged 2014 Al alloy processed in route Bc shows reasonably equiaxed microstructure and mechanical property as compared with other routes and other conditions.
References
[1] Langdon T G. The principles of grain refinement in equal-channel angular pressing [J]. Materials Science and Engineering A, 2007, 462: 3-11.
[2] Reihanian M, Ebrahimi R, Moshksar M M, Terada D, Tsuji N. Microstructure quantification and correlation with flow stress of ultrafine grained commercially pure Al fabricated by equal channel angular pressing (ECAP) [J]. Materials Characterization, 2008, 59: 1312-1323.
[3] Zhilyaev A P, Swisher D L, Oh-ishi K, Langdon T G, McNelley T R. Microtexture and microstructure evolution during processing of pure aluminum by repetitive ECAP [J]. Materials Science and Engineering A, 2006, 429: 137-148.
[4] Chen Y B, Li Y L, He L Z, Lu C, Ding H, Li Q Y. The influence of cryoECAP on microstructure and property of commercial pure aluminium [J]. Materials Letters, 2008, 62: 2821-2824.
[5] Sklenicka V, Dvorak J, Kral P, Stonawska Z, Svoboda M. Creep processes in pure aluminium processed by equal-channel angular pressing [J]. Materials Science and Engineering A, 2005, 410/411: 408-412.
[6] Fang D R, Duan Q Q, Zhao N Q, Li J J, Wu S D, Zhang Z F. Tensile properties and fracture mechanism of Al-Mg alloy subjected to equal channel angular pressing [J]. Materials Science and Engineering A, 2007, 459: 137-144.
[7] Nagarajan D, Chakkingal U, Venugopal P. Influence of cold extrusion on the microstructure and mechanical properties of an aluminium alloy previously subjected to equal channel angular pressing [J]. Journal of Materials Processing Technology, 2007, 182: 363-368.
[8] Del Valle J A, CARRENO F, Ruano O A. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling [J]. Acta Materialia, 2006, 54: 4247-4259.
[9] Saravanan M, Pillai R M, Ravi K R, Pai B C, BRAHMAKUMAR M. Development of ultrafine grain aluminium-graphite metal matrix composite by equal channel angular pressing [J]. Composites Science and Technology, 2007, 67: 1275-1279.
[10] Sabirov I, Kolednik O, VALIEV R Z, Pippan R. Equal channel angular pressing of metal matrix composites: Effect on particle distribution and fracture toughness [J]. Acta Materialia, 2005, 53: 4919-4930.
[11] Munoz-Morris M A, Calderon N, Gutierrez Urrutia I, Morris D G. Matrix grain refinement in Al-TiAl composites by severe plastic deformation: Influence of particle size and processing route [J]. Materials Science and Engineering A, 2006, 425: 131-137.
[12] Fang D R, Zhang Z F, Wu S D, Huang C X, Zhang H, Zhao N Q, Li J J. Effect of equal channel angular pressing on tensile properties and fracture modes of casting Al-Cu alloys [J]. Materials Science and Engineering A, 2006, 426: 305-313.
[13] Mallikarjuna C, Shashidhara S M, Mallik U S. Evaluation of grain refinement and variation in mechanical properties of equal-channel angular pressed 2014 aluminum alloy [J]. Materials and Design, 2008, 30(5): 1638-1642.
[14] Kim W J, Chung C S, Ma D S, Hong S I, Kim H K. Optimization of strength and ductility of 2024 Al by equal channel angular pressing (ECAP) and post-ECAP aging [J]. Scripta Materialia, 2003, 49: 333-338.
[15] Prados E, Sordi V, Ferrante M. Tensile behaviour of an Al-4%Cu alloy deformed by equal-channel angular pressing [J]. Materials Science and Engineering A, 2008, 503(1/2): 68-70.
[16] Mazurina I, Sakai T, Miura H, Sitdikov O, Kaibyshev R. Grain Refinement in Aluminum Alloy 2219 during ECAP at 250 °C [J]. Materials Science and Engineering A, 2008, 473: 297-305.
[17] Mao J, Kang S B, Park J O. Grain refinement, thermal stability and tensile properties of 2024 aluminum alloy after equal-channel angular pressing [J]. Journal of Materials Processing Technology, 2005, 159: 314-320.
(Edited by YANG Bing)
Corresponding author: P. VENKATACHALAM; Email: premvenkat76@gmail.com; mtk0604@nitt.edu; brs@nitt.edu
DOI: 10.1016/S1003-6326(09)60380-0

