
Observation of interface of two kinds of bi-metal composite parts prepared by thixo-forging
YANG Zhao(杨 昭) 1, ZHOU Li(周 丽)1, DONG Jian-xiong(董建雄)2, 3
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China;
3. Baotou Aluminium Co. Ltd., Baotou 014046, China
Received 13 May 2010; accepted 25 June 2010
Abstract: Two kinds of bi-metal composite parts (Sn-15%Pb and Pb-22%Sn bi-metal system, and Al-7%Si and SiCp/6061 MMC bi-metal system) were prepared by the strain-induced melt activated thixo-forging. The interfaces of the bi-metal composites were observed by OM and SEM. The observations show that the semisolid metals keep independence during thixo-forging. The solid phases in the semisolid slurries maintain their original morphologies after thixo-forging. The liquid phases near the interface mix together and form a thin layer. The interfaces are bonded firmly with the metallurgical bonding. No oxide layers are found at the interfaces. Strengths of the interfaces were investigated by the micro-hardness test. The experimental results show that the composite interfaces have high strength. However, the agglomerated enhancing particles cause fine defect on the interface of the Al-7%Si and SiCp/6061 MMC bi-metal composite.
Key words: semisolid metal processing; bi-metal composite; thixo-forming, die-forging; metal matrix composite
1 Introduction
The semisolid metal processing (SSP) has been developed with the objective of near net forming of metals and alloys available for the mass production of light metal parts[1]. It uses semisolid slurries that are mixtures of globular solid particles uniformly suspended in a liquid matrix. Semisolid slurries with such a microstructure exhibit thixotropic and pseudoplastic behaviors, allowing them to be handled as a solid when being cast and having fluid-like properties when being sheared during the forming operation. Semisolid metal processing offers the ability to cast components of complex shape, substantially higher in quality than die castings but lower in cost than forgings. Recently, efforts were mainly concentrated on how to decrease the cost in making the semisolid slurries[2-3] and on how to develop new materials suitable for semisolid metal processing[4-6]. Besides the traditional applications, semisolid metal processing was also applied to manufacture innovative materials, such as metal foams[7], functionally graded materials[8-9], and glass/metal joining products[10].
Bi-material composite is a group of useful material. Properly designed bi-material products exhibit an optimal combination of desired properties while minimizing their restrictive properties. However, there is no flexible and economical method to achieve a good composite interface as well as to obtain a complex shape[11-14].
It is noticed in our previous work[15-17] that if two kinds of semisolid slurries were squeezed into a cavity simultaneously, the slurries will not mix like liquids do. They will maintain their independence instead. The fine solid particles fix the liquid, encumber the mixture among the liquid phases, and limit the mixture of liquids hundreds of micrometers beneath the composite interface. When a composite fluid flows through the narrow ingate, it is able to maintain a laminar flow. Therefore, the semisolid metals can hold their original relative positions after filling operation. These characteristics of the semisolid metals and composites can be used in a brand new semisolid metal processing to economically fabricate bi-metallic composite parts with complex shape and functional positions of the parts composed of corresponding materials with corresponding functions.
In this work, the characteristics of the interface of the bi-metal composites using two kinds of representative composite systems were investigated. One composite system is composed of a hyper-eutectic Pb-Sn alloy and a hypo-eutectic Pb-Sn alloy (Pb-22%Sn and Sn-15%Pb); the other system is composed of an hyper-eutectic aluminum alloy and a metal matrix composite (Al-7%Si and SiCp/6061 MMC). These two groups of semisolid metals were die-forged by strain-induced melt activated (SIMA) thixo-forging, respectively. And the characteristics of the interfaces of the bi-metal systems were investigated with OM, SEM and micro-indenter.
2 Experimental
Pb-22%Sn, Sn-15%Pb, and Al-7%Si (mass fraction) alloys were melted, and were cast into ingots with a diameter of 50 mm, respectively. These ingots were extruded to rods with a diameter of 20 mm. The rods were cut, and the billets were up-drawn to a diameter of 35 mm. By this way, the alloys were qualified to be manufactured by SIMA thixo-forging. The SiCp/6061 MMC is a commercial extruded part, which is suitable for SIMA thixo-forging.
The forging dies are made of steel and have an axle-systematical cavity. The maximal inner diameter and the depth of the cavity are 60 mm and 27 mm, respectively. The cavity contains a hub-like region and a rim-like region. Detailed information about the forging dies and the cavity is illustrated in Fig.1.
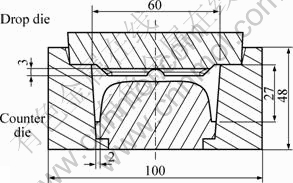
Fig.1 Draft of cut-open view of forging dies (unit: mm)
When a bi-metal part was manufactured, the billet with lower melting point was heated to the semisolid state together with the counter die in a stove; the billet with higher melting point was heated to semisolid state in another stove; the drop die was kept at room temperature. Both heating processes were finished simultaneously. When the billets were sufficiently soft, the semisolid slugs were piled up on the counter die. Finally, the drop die was hammered down by a forging machine with a forging force of 1 kN and at a speed of 1 m/s. The average pressure on the parts was estimated to be 350 kPa. No protecting gas was used in this experiment. The detailed forging process could be referred to the Refs.[11-12].
Some products were sectioned along the central line. Samples were polished by diamond milling powders. The macro-structures of two types of the bi-metal composite parts were recorded by an Olympus μ830 digital camera. The textures of the composites were checked with an optical microscope equipped with a CCD cameral and a Siron200 scan electron microscope (SEM) using back scatter electron (BSE) image. The composite interface is also checked with a micro-indenter.
3 Results and discussion
3.1 Macro-observation of interface
Fig.2(a) shows the macro-structure of the Sn-15%Pb and Pb-22%Sn bi-metal composite part on the cross section. The bright area on the section face is composed of Sn-15%Pb, and the dark area is composed of Pb-Sn22%. It can be seen that the interface divides the two alloys evenly. There is no macro-defect on the section and along the interface.
The interface wave forms in the rim-like region of the sample. It can be seen in Fig.1(a) that the space near part; (b) Al-7%Si and SiCp/6061 bi-metal part the drop die is much smaller than the space at the bottom of the cavity in counter die. It is thought that when the compressed Sn-15%Pb and Pb-22%Sn semisolid slurries flow into the rim-like region, the space near the drop die is filled first. As the drop die is further pressed downward and seals the cavity, there is no space for the Pb-22%Sn semisolid fluid to flow. The Pb-22%Sn semisolid fluid is forced to push the interface to the Sn-15%Pb side and the interface wave is formed.

Fig.2 Photographs of section of two types of bi-metal parts manufactured by thixo-forging: (a) Sn-15%Pb and Pb-22%Sn bi-metal
Fig.2(b) shows the macro-structure of the Al-7%Si and SiCp/6061 bi-metal composite part on the cross section. The bright area on the section face is composed of Al-7%Si alloy, and the dark area is composed of SiCp/6061 MMC. It can be seen that the composite structure is very similar to that in the former case illustrated in Fig.2(a). This means that the flow characteristics of both cases are similar.
The macro-observation shows that the thixo-forging can be used to manufacture bi-metal composite parts. The composited materials are well located.
3.2 Micro-observations of interface
Detailed information of the composites was observed by SEM through BSE image. Figs.3(a) and 3(b) show the microstructures of the Sn-15%Pb alloy and Pb-22%Sn alloy in the thixo-forged bi-metal composite parts, respectively. The white area is composed of Pb-enriched constituent and the dark one is composed of Sn-enriched constituent. It can be seen that the primary grains of both alloys are fine and equi-axed. The grains of Pb-22%Sn alloy are larger than those of Sn-15%Pb alloy. These microstructures are proved suitable for thixo-forging in this work.
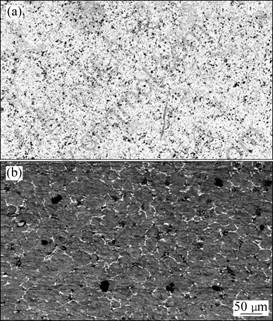
Fig.3 Microstructures of Pb-22%Sn based alloy (a) and Sn-15%Pb based alloy (b) in thixo-forged Pb-22%Sn and Sn-15%Pb bimetal composite
Fig.4 shows the microstructures of the interface of the Sn-15%Pb and Pb-22%Sn bi-metal composite. The gray area is composed of Sn-15%Pb, and the bright area is composed of Pb-22%Sn. In Fig.4(a), it can be seen that both kinds of primary grains maintain their original morphologies and their independence. However, the eutectic structures mix at the interface and extend to both sides along the interstices among the primary grains. In Fig.4(b), it can be seen that there is a eutectic layer between the Sn-15%Pb alloy and Pb-22%Sn alloy. The thickness of the eutectic layer varies from 25 μm to 10 μm.
Fig.5 illustrates the result of an EDS analysis along a line perpendicular to the interface. Four kinds of impurities are detected. They are O, C, Al and Fe. The maximal contents of the impurities are 6%O, 9%C, 9%Al and 4%Fe (mass fraction). The impurity of O should come from oxide. The others should come from the contaminations on the forging dies and polishing machine. It is reasonable to say that there is no abnormal O-enriched layer near the interface since the maximal O content is less than 9%. This means that the oxide skin of the semisolid feedstock does not cover the interface during the filling process.
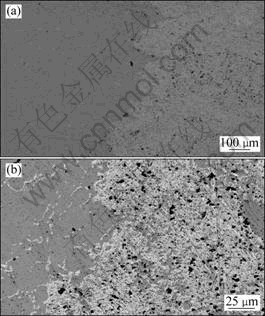
Fig.4 Microstructures of interface of Sn-15%Pb and Pb-22%Sn bi-metal composite: (b) In low magnification; (b) In high magnification
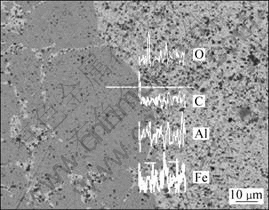
Fig.5 EDS analysis result of impurity distribution at interface of Sn-15%Pb and Pb-22%Sn bi-metal composite
Figs.6(a) and 6(b) show the microstructures of Al-7%Si alloy and SiCp/6061 MMC in the thixo-forged bi-metal composite parts, respectively. The white areas are composed of eutectic Si, the gray areas are composed of aluminum constituent, and the black areas are composed of SiC particles. It can be seen that the primary grains in Al-7%Si and the aluminum grains in SiCp/6061 MMC are fine and equi-axed, and eutectic Si particles or SiC particles distribute around the aluminum grains.

Fig.6 Microstructures of Al-7%Si based alloy (a) and SiCp/6061 MMC (b) in thixo-forged Al-7%Si and SiCp/6061 MMC bi-metal composite
Fig.7 shows the microstructures of the interface of Al-7%Si and SiCp/6061 MMC bi-metal composite. The Al-7%Si alloy and SiCp/6061 MMC keep the independence. However, it can be seen in Fig.7(b) that the eutectic Si and the SiC particles mix up. No distinct interface can be found in this observation. The thickness of the interface area is about 80 μm. The primary Al phase in Al-7%Si and the based aluminum constituent join together. But the bonding is not perfect. At some points, small gaps as pointed in Fig.7(b) exist along the interface.
A semisolid metal is composed of high melting point solid particles and low melting point liquid phase. Globular solid particles uniformly suspend in a liquid matrix. When two kinds of semisolid metals are compressed, the semisolid slurries are flexible and can form a composite interface without micro gap. The solid particles fix the liquid phases by solid/liquid interface free energy, decrease the volume fraction of liquid, and block the diffusion path. Because the die-filling process is short, only can the liquid phase distributed on the surface mix. Consequently, the semisolid slurries can maintain their independence. The mixed liquid phases fill the interstices at the interface and mix together. It is also found that the eutectic layer distributes along the interface and no oxide layer covers the interface of the Sn-15%Pb and Pb-22%Sn bi-metal composite. This suggests that the oxide skin on the semisolid feedstock is completely torn during the die-filling period. The mixed liquid phase and the torn oxide come to a thin but firmly combined interface.
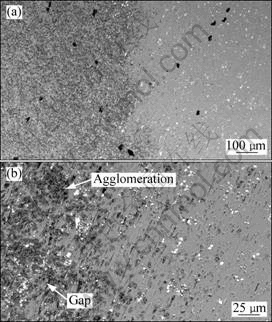
Fig.7 Microstructures of interface of Al-7%Si and SiCp/6061 MMC bi-metal composite: (a) In low magnification; (b) In high magnification
However, the interface of the Al-7%Si and SiCp/6061 MMC bi-metal composite is not as good as that of the Pb-Sn case. It is thought that the SiC particles, especially those agglomerated SiC particles play a negative role. When the SiCp/6061 MMC is reheated, the liquid 6061 alloy cannot wet the agglomerated SiC particles and cannot fill the interstices in the SiC particle clusters. During the die-filling, if the SiC particle clusters are distributed at the interface, the interstices in the SiC particle clusters cannot be wet and cannot be filled by the eutectic Al-Si liquid. This is a source of small cracks. At high temperature, the liquid 6061 alloy will be oxidized. Usually, the oxide skin can be torn during high speed shearing. However, the oxide hidden in the SiC particle clusters will not be torn during the die-filling. This is the other source of small crack. These two factors deteriorate the quality of the bonding of the interface.
3.3 Micro-indenter investigation
The mechanical properties of the interfaces of the bi-metal composites were investigated by micro-indenter. Fig.8(a) shows the dents on the Sn-15%Pb and Pb-22%Sn bi-metal composite. The dents on the Pb-22%Sn alloy are larger than those on the Sn-15%Pb alloy. This agrees with the fact that Sn-15%Pb is harder than Pb-22%Sn. The size of the dent at the interface is middle. Fig.8(b) illustrates the variation of the HV value along the lines perpendicular to the interface. The average HV value of Sn-15%Pb alloy is 14 MPa. The average HV of Pb-22%Sn alloy is 10 MPa. It can be seen that the hardness in each based alloy has little difference. It can be attributed to the fact that the alloys do not affect each other during die-filling. The hardness of the interface is between the value of Sn-15%Pb and the value of Pb-22%Sn. Because the center of the dent is slightly deviated from the interface, the hardness of the interface varies and cannot be exactly evaluated.
Fig.9(a) shows the dents on the Al-7%Si and SiCp/6061 bi-metal composite. The dents on the Al-7%Si alloy are larger than those on the SiCp/6061 MMC. The size of the dent at the interface is middle. Fig.9(b) illustrates the variation of the HV hardness along the lines perpendicular to the interface. The average HV value of Al-7%Si alloy is 63 MPa. The average HV value of SiCp/6061 MMC is 104 MPa. There are two things to be mentioned: 1) The hardness of Al-7%Si increases near the interface. This can be attributed to the fact that some SiC particles distribute in the Al-7%Si side; 2) The hardness values of the interface of the Al-7%Si and SiCp/6061 bi-metal composite is lower than the average value. And the hardness of the interface at some points is even lower than that of the soft base of Al-7%Si. It is explained that the interface of the Al-7%Si and SiCp/6061 bi-metal composite is not as good as that of the Sn-15%Pb and Pb-22%Sn bi-metal composite. At some points, the accumulated SiC particles deteriorate the bonding of the interface.
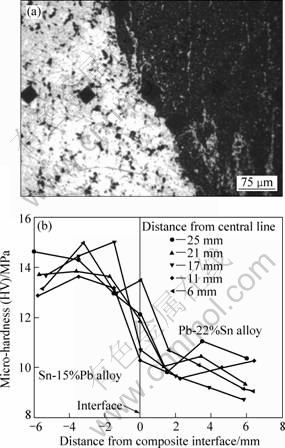
Fig.8 Indent test result of Sn-15%Pb and Pb-22%Sn bimetal composite: (a) Microstructure of dents; (b) Variation of HV along lines across composite interface
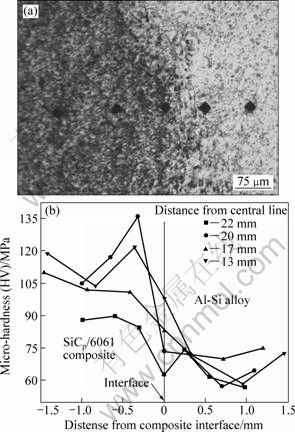
Fig.9 Indent test result of Al-7%Si and SiCp/6061 MMC bimetal composite: (a) Microstructure of dents; (b) Variation of HV along lines across composite interface
4 Conclusions
1) Two kinds of bi-metal composite parts with complex shape are successfully prepared by thixo-forging. One is Sn-15%Pb and Pb-22%Sn bi-metal composite, and the other is Al-7%Si and SiCp/6061 bi-metal composite.
2) Sn-15%Pb and Pb-22%Sn bi-metal composite parts have a good composite interface with a metallurgical bonding. The micro-indenter test shows that the micro-hardness of the interface is between the value of the hard based material and that of the soft based material.
3) Al-7%Si and SiCp/6061 bi-metal composite has a composite interface with a metallurgical bonding. However, the composite interface is not as good as that in Sn-15%Pb and Pb-22%Sn bi-metal composite. The SEM observation shows that small cracks occur. And micro-indenter test shows that the micro-hardness of the interface is less than the average value of the hard based material and the soft based material.
References
[1] FLEMINGS M C. Behavior of metal alloys in the semisolid state [J]. Metall Trans A, 1991, 22(5): 957-968.
[2] KIRKWOOD D H. Semisolid metal processing [J]. Inter Mater Rev, 1994, 39(5): 173-185.
[3] FAN Z. Semisolid metal processing [J]. Inter Mater Rev, 2002, 47(2): 49-85.
[4] LIU D, ATKINSON H V, KAPRANOS P, JIRATTITICHAROEAN W, JONES H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys [J]. Mater Sci Eng A, 2003, 361: 213-224.
[5] HIRT G, BLECK W, BUHRIG-POLACZEK A, SHIMAHARA H, PUTTGEN W, AFRATH C. Semisolid casting and forging of steel [J]. Solid State Phenomena, 2006, 116/117: 34-43.
[6] NANDY T K, MESSING R M, JONES J W, POLLOCK T M, WALUKAS D M, DECKER R F. Microstructure and properties of blended Mg-Al alloys fabricated by semisolid processing [J]. Metall Mater Trans A, 2006, 37(12): 3725-36.
[7] HAESCHE M, WEISE J, GARCIA-MORENO F, BANHART J. Influence of particle additions on the foaming behaviour of AlSi11/TiH2 composites made by semi-solid processing [J]. Mater Sci Eng A, 2008, 480: 283-288.
[8] YANG Z, ZHANG H F, WANG A M, DING B Z, HU Z Q. Formation of the high chromium white iron parts with graded structure via the SSM compression [C]//The 7th Conference of Semisolid Metal Process and Composite. Tsukuba, 2002: 846-850.
[9] YOSHIMI W, KAZUHISA Y, YASUYOSHI F, KOICHI M. Characterization of Al3Fe particle within Al-Al3Fe functionally graded material fabricated by semi-solid forming [J]. Mater Sci Forum, 2005, 475/479: 1503-1509.
[10] SUGIYAMA S, KIUCHI M, YANAGIMOTO J. Application of semisolid joining―Part 4: Glass/metal, plastic/metal, or wood/metal joining [J]. J Mater Process Techno, 2008, 201: 623-628.
[11] KAZANOWSKI P, EPLER M E, MISIOLEK W Z. Bi-metal rod extrusion―Process and product optimization[J]. Mater Sci Eng A, 2004, 369: 170-180.
[12] RYDZ D. The optimal conditions for production of bimetallic plate St36K+0H13J in asymmetrical hot rolling [J]. J Mater Process Technol, 2004, 157/158, 609-612.
[13] RYDZ D, DYJA H, KRAKOWIAK M. The influence of the thickness of a bimetallic layer (18G2A+0H18N10T) on the distribution of the relative flow rate in asymmetrical rolling [J]. J Mater Process Technol, 2003, 138: 120-122.
[14] APPERLEY M H, SORRELL C C, CROSKY A. The co-extrusion of metal-sheathed high-temperature superconductors [J]. J Mater Process Technol, 2000, 102: 193-202.
[15] YANG Z. A method of manufacturing composite using semisolid metal processing, CN200810143703.4 [P]. 2008-11-25.
[16] ZHOU L, YANG Z, ZHANG W. Observation of the interface of the Pb-Sn bi-metal composite prepared by thixo-forging [J]. Special Casting and Nonferrous Alloys, 2009(s): 422-426. (in Chinese)
[17] YANG Z. An inspiration of the method of manufacturing bi-material composite parts through semisolid metal processing [J]. Metall Mater Trans A. Reviewed.
(Edited by YANG Bing)
Foundation item: Project(1343-71333000469) supported by the Funding of Graduate Student Training of Central South University, China
Corresponding author: YANG Zhao; Tel: +86-13487564482; E-mail: yangzhao9807@hotmail.com
DOI: 10.1016/S1003-6326(09)60342-3

