文章编号:1004-0609(2009)02-0241-06
Ti-Al合金对SiCp/6061Al复合材料
等离子弧焊焊缝组织的影响
雷玉成,邵奇栋,张 振,聂加俊
(江苏大学 材料科学与工程学院,镇江 212013)
摘 要:以不同Ti含量的Ti-Al合金作为合金化填加材料,采用氮氩混合等离子气体对SiCp/6061Al复合材料进行等离子弧原位焊接,研究填加材料Ti-Al中Ti质量分数的变化对焊缝组织的影响。结果表明:在熔池凝固过程中,填加材料中Ti质量分数为10%时,可有效抑制有害针状相Al4C3的生成;随填加材料中Ti质量分数的降低,焊缝中未出现脆性相Al4C3,组织中颗粒相的形貌发生较大变化,Al3Ti相的形状由粗大块状变为细长针状,并且数量大为减少;焊缝中其余增强相的尺寸均变得较为细小。
关键词:SiCp/Al复合材料;Ti-Al合金;等离子弧;原位焊接
中图分类号:TG 456 文献标识码:A
Effect of Ti-Al alloy on microstructures of
weld in plasma arc ‘in-situ’ welding of SiCp/6061Al MMCs
LEI Yu-cheng, SHAO Qi-dong, ZHANG Zhen, NIE Jia-jun
(School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China)
Abstract: The effect of the content variation of titanium in Ti-Al alloy on microstructures of weld of SiCp/6061Al MMC was investigated. The weld was produced by plasma arc ‘in-situ’ weld-alloying welding, argon-nitrogen mixture as plasma gases and Ti-Al alloy as filled composite. The results indicate that when the mass fraction of titanium is 10% in Ti-Al alloy sheet filler, the formation of needle-like harmful phases Al4C3 is effectively prevented during the solidification process of molten pool. With decreasing titanium content in Ti-Al alloy, the morphology of particles changes greatly. The number of phases in microstructures decreases, and the particle morphology of phase Al3Ti changes from massive block to short rod-like shape.
Key words: SiCp/Al composite material; Ti-Al alloy; plasma arc; ‘in-situ’ welding
随着科学技术的快速发展,铝基复合材料(MMCS)以其高的比强度、比刚度、比模量,优异的耐磨性能,良好的耐高温性能以及在性能和加工方面较强的可设计性等特点,在航天、航空、汽车工业、光学仪器和体育用品等领域取得较大的经济效益,显示出广阔的发展前景[1?5]。但是,铝基复合材料(MMCS)的焊接性很差,阻碍了其在工业中的广泛应用[6?7]。
铝基复合材料的焊接技术是其走向工业化必须解决的问题。针对这个问题,国内外已经进行广泛深入的研究,抑制脆生相Al4C3的生成是实现铝基复合材料成功焊接的关键所在;在本课题的前期研究中,通过在焊缝中加入纯钛片,对SiCp/6061Al复合材料进行等离子弧原位焊接,有效抑制脆性相Al4C3的生成,并分析合金化元素Ti对脆性相Al4C3 的抑制机理[8?11],但是,并未对熔池中Ti含量与其对抑制脆性相Al4C3的效果之间的关系进行细致的研究。研究熔池中抑制脆性相Al4C3所需的Ti含量对降低填加材料的熔点、降低焊接热输入、改善接头的性能有重要意义。因此,本文作者采用Ti-Al合金为填充材料,以氩、氮混合气体作为等离子气,对SiCp6061/Al复合材料进行等离子弧原位焊接,研究不同Ti含量的合金填加材料对焊缝组织的影响。
1 实验
1.1 试验材料
试验所用母材为SiCp/6061颗粒增强铝基复合材料,增强体SiC颗粒体积分数为10%,颗粒的平均尺寸为6 ?m,退火状态下其最大拉伸强度为320 MPa。该复合材料在扫描电镜下的显微组织由于制备方法的限制,材料中增强相颗粒的分布是不均匀的,基体6061Al的化学成分列于表1。
表1 基体材料的化学成分
Table 1 Chemical compositions of aluminum alloy (mass fraction, %)

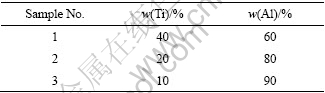
试验所用填加材料是将Ti、Al单质放入高真空吸铸系统真空熔炼而成的Ti-Al合金,Ti和Al之间的质量比可随意调整。本实验选用3种不同质量比的Ti-Al合金即Ti-60Al,Ti-80Al和Ti-90Al。
表2 Ti-Al合金的化学成分
Table 2 Chemical compositions of Ti-Al alloy
1.2 试验过程
采用线切割方法将SiCp/6061Al复合材料加工成60 mm×20 mm×3 mm的板材,焊前将试件用150# SiC砂纸进行打磨,然后用丙酮清洗干净。实验时,以不同质量比的Ti-Al合金为填加材料,采用Ar+N2为离子气,使用型号为HPT?8的等离子焊枪对SiCp/6061颗粒增强铝基复合材料进行等离子弧焊接。用线切割方法将Ti-Al合金块切割成0.8 mm×1 mm的条状材料作为填加材料。
用光学显微镜和扫描电镜对焊缝组织进行分析。用X射线衍射法结合能谱分析(EDS)进行物相鉴定,扫描角度为20?~80?,速度为8(?)/min,用扫描电镜分析拉伸试样的断口形貌。
2 结果及讨论
图1所示为SiCp/6061Al复合材料等离子弧直接熔化焊接焊缝显微组织像。由图可知:焊缝中增强相SiC颗粒在等离子弧直接熔化焊接过程中基本溶解,并在随后的凝固过程中析出少量的细长针状相和大量较短的针状相,其中较短的针状相为长矩形,呈针状,并含少量黑色不规则块状物。根据能谱(见图2)和X射线衍射分析结果(见图3),可以确定该较短的针状相为Al4C3,与铝合金中对Al4C3的描述基本一致:Al4C3,矩形,厚度t<1 ?m,长度d=0.5~25 ?m,灰色。黑色块状物为初生单质Si。结合图4可以确定其中少量细长针状相为AlN。
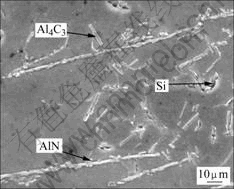
图1 SiCp/6061Al直接熔化焊焊缝的SEM像
Fig.1 SEM image of welded joint in PAW without filler
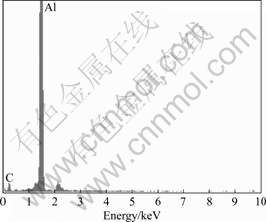
图2 焊缝中较短针状相定的性能谱分析
Fig.2 Energy spectrum qualitative analysis of short needlelike phase in weld
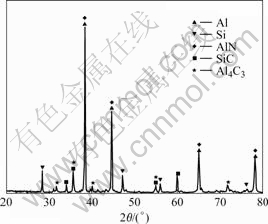
图3 直接熔化焊接焊缝的XRD谱
Fig.3 XRD pattern of welded joint without filler

图4 焊缝中长针状相的定性能谱分析
Fig.4 Energy spectrum qualitative analysis of long needlelike phase in weld
由上述结果可见,焊接过程中基体Al和增强相SiC之间发生了如下界面反应:

生成物Al4C3分布在SiC界面,破坏了增强相与基体原有良好的结合界面,削弱了增强相SiC对焊缝原有的强化作用;同时,生成相Al4C3不仅是一种脆性物,而且极易与水发生发应,形成的气泡又进一步降低了接头的力学性能。
由上述结果可知:在SiCp/6061Al复合材料等离子弧直接熔化焊接过程中,增强相SiC颗粒的溶解以及随后针状有害相Al4C3在焊缝中凝固析出,使得增强相SiC颗粒大量减少,同时,生成物脆性相Al4C3改变了基体与增强相之间的结合机理,降低了焊接接头的力学性能;初生相Si使得焊接接头塑性下降。
图5所示为Ti-60Al合金作为填加材料对SiCp/6061Al复合材料进行等离子弧原位焊接得到的接头OM形貌。从图中可以看出,接头组织致密,与母材结合良好,没有发现气孔、微观裂纹等缺陷,熔合线附近组织过渡明显,说明在焊接过程中,填加材料Ti-Al合金提高了熔池金属的流动性,有利于H的排出,从而得到质量较高的焊接接头。
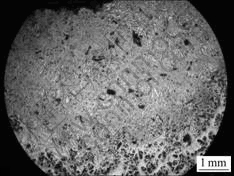
图5 填加Ti-60Al合金片时焊接接头的OM形貌
Fig.5 OM macrostructure of joint adding Ti-60Al alloy sheet filler
图6所示分别为填加Ti-60Al、Ti-80Al、Ti-90Al合金片时SiCp/6061Al复合材料等进行离子弧原位焊接接头焊缝中心区的微观组织照片。
从图6(a)可知,组织中存在许多粗大块状相(长度50~200 μm,宽度2~5 μm),这些相之间出现大量均匀分布的具有规则几何外形的块状物,没有发现针状相Al4C3, 也没有发现气孔和裂纹等缺陷。结合能谱分析(见图7)和X射线衍射分析,表明焊缝中心区的粗大块状相为Al3Ti,具有规则几何外形的新生相是TiN和TiC。Al3Ti具有低密度,高比强度,良好的耐热性和抗氧化性,然而,Al3Ti在室温下极脆[12],少量小体积的Al3Ti存在于基体中,可起增强作用。但当其含量过高、尺寸过大时,会贯穿整个晶粒,对基体的连续性有较大的破坏作用[13],造成接头韧性较差,严重降低接头的力学性能。
由图6(b)和(c)可知,填加Ti-80Al、Ti-90Al合金片时焊缝组织的成分与填加Ti-60Al时基本一致,均没有发现针状相Al4C3生成,但是,组织中的颗粒相的形貌发生较大变化。对比图6(a)、(b)和(c)可以发现:随填加材料中Ti含量的降低,焊缝中的Al3Ti相的形状由Ti含量高时的粗大块状,逐渐变为细长针状,并且数量大为减少。焊缝中其余增强相的尺寸也都变得十分细小。周怀营等[14]认为:细化晶粒可以提高Ti-Al合金的延展性,合金化改善Ti-Al合金的室温拉伸性能和断裂韧性。因此,减小Al3Ti相的尺寸将对接头的力学性能产生积极的影响。
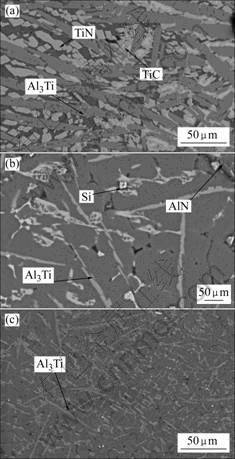
图6 填加不同质量比的Ti-Al合金片时焊缝的SEM像
Fig.6 SEM images of welded zone with Ti-Al alloy sheet of different mass ratios: (a) Ti-60Al; (b) Ti-80Al; (c) Ti-90Al
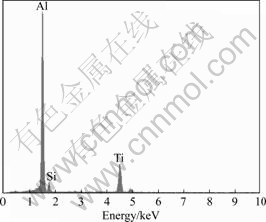
图7 焊缝中针状相的定性能谱分析
Fig.7 Energy spectrum qualitative analysis of needlelike phase in weld
图8所示为填加Ti-90Al合金片时SiCp/6061Al复合材料等离子弧原位焊接熔合区的SEM像。由图可以看出,组织中分布着比较细小的弥散相,没有发现针状Al4C3的生成。
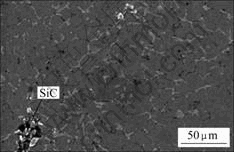
图8 填加Ti-90Al合金片时熔合区的SEM像
Fig.8 SEM image of fusion zone adding Ti-Al alloy sheet filler
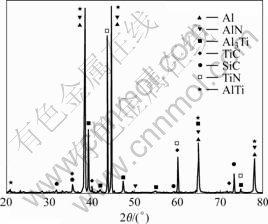
图9 填加Ti-60Al合金片时焊接接头组织的XRD谱
Fig.9 XRD patterns of welded joint adding Ti-60Al alloy sheet filler
以上对分别填加Ti-60Al、Ti-80Al和Ti-90Al合金片时接头组织的观察中,均未发现针状相Al4C3生成,说明填加Ti-Al合金对SiCp/6061Al复合材料进行等离子弧原位焊接时,当填加材料Ti-Al合金中Ti的质量分数为10%时,仍然可以有效抑制Al4C3的生成。
在高真空吸铸系统中,在电弧作用下,Al 与Ti 熔合成为Ti-Al合金,由Ti-Al状态图可知,Ti在α(Al)固溶体中的最大溶解度为1.3%。合金中Ti元素一部分是溶解在α(Al)固溶体中,剩下部分与Al结合形成钛铝化合物。因此,填充材料中的主要成分是α(Al)固溶体和钛铝化合物,如Al3Ti相和AlTi等。
填加Ti-Al合金对SiCp/Al复合材料进行等离子弧原位焊接时,钛铝化合物熔化分解为[Al]和[Ti]。
焊接过程中,熔池内的Ti与其他元素之间发生一系列化学反应,能够抑制Al4C3相的形成。抑制机理 如下:

LEI等[10]分析了填加纯Ti片对SiCp/6061Al复合材料进行等离子弧原位焊接时元素Ti对脆性相Al4C3的抑制机理,分析主要是针对反应(2)~(6):在反应能自发进行的条件下,?G越小,反应越优先进行。比较反应式(3)与(4)、反应式(3)与(5)可知,TiC和AlN的形成自由能均比Al4C3的小,说明反应(4)和(5)比反应(3)优先发生,从而抑制了反应(3)的进行,也就抑制了脆性相Al4C3的生成。
本文作者主要讨论TiC与A13Ti的形成机理,分析填加材料Ti-Al合金中Ti的含量与对脆性相Al4C3的抑制效果之间的关系。
在焊接过程中,熔池温度T≈1 700 K,此时, ?G 0T, A13Ti??G 0T, TiC,因此,反应(4)比反应(7)先发生,TiC先生成,当熔池中的C被耗尽时,Ti才会与Al反应形成A13Ti。在反应(4)中,[C]主要来源于反应(2)中SiC颗粒的分解,因此,可以认为元素Ti抑制Al4C3的生成主要发生在反应(4)终止之前,即熔池内[C]被耗尽之时。在此之后,熔池中不再生成[C],也就不会产生Al4C3。多余的元素Ti与Al结合发生反应(7),以A13Ti的形式析出。因此,A13Ti相的析出可以看作是抑制反应结束的标志。
通过以上分析可以得出,与填加纯金属Ti片时不同,填加Ti-Al合金对SiCp/6061Al复合材料进行等离子弧原位焊接时,熔池内反应更加复杂,在熔池凝固过程中,只要维持熔池内元素Ti饱和,就可以有效抑制有害针状相Al4C3的生成。由于Ti在基体铝中溶解度比较微小,因此,抑制Al4C3相所需的元素Ti是微量的。Ti参与一系列抑制Al4C3的反应过程中,生成物主要是TiC、TiN,可以结合焊缝中C、N原子的质量分数和Ti在基体铝中的溶解度计算出抑制针状相Al4C3所需的理论Ti含量。离子气中的N是可控的,可以控制其为微量。因此,根据C原子个数和Ti在基体铝中的溶解度可以计算出相应Ti的理论含量。通过反应式Ti+SiC→TiC+Si进行计算(SiCp/6061 Al 复合材料中的质量分数为11.79%),每单位质量的复合材料需要Ti的质量分数为:11.79%×47.9/(12+28)+ 1.3%≈15%。
在焊接过程中,部分SiCp溶解,因此,填加材料Ti-90Al合金中含Ti量为10%时,能够有效抑制针状相Al4C3的生成。
3 结论
1) 填加不同质量比的Ti-Al合金对SiCp/6061Al复合材料进行等离子弧原位焊接,随Ti的质量分数降低,组织中的颗粒相的形貌发生了较大变化,Al3Ti相的形状由粗大块状变为细长针状,并且数量大为减少。焊缝中其余增强相的尺寸也都变得十分细小。
2) 填加Ti-Al合金对SiCp/6061Al复合材料进行等离子弧原位焊接过程中,合金化元素Ti有效抑制了有害针状相Al4C3的生成,在熔池凝固过程中,只要维持熔池内元素Ti的含量饱和,就可以有效抑制针状相Al4C3的生成。多余的元素Ti以A13Ti的形式析出。
3) 在焊接过程中,当填加材料Ti-90Al合金中含Ti量为10%时,能够有效抑制针状相Al4C3的生成。
REFERENCES
[1] 樊建中, 桑吉梅, 石力开. 颗粒增强铝基复合材料的研制、应用与发展[J]. 材料导报, 2001, 15(10): 49?55, 57.
FAN Jian-zhong, SANG Ji-mei, SHI Li-kai. Fabrication, application and development of particle reinforced aluminium matrix composites[J]. Materials Review, 2001, 15(10): 49?55, 57.
[2] ALLISON J E, COLE G S. Metal-matrix composites in the automotive industry: Opportunities and challenges[J]. Journal of Metals, 1993, 45(1): 19?25.
[3] BEUYUKIAN C S. Brazing of refractory, superalloy and composite materials for space shuttle applications[J]. Welding Journal, 1971, 50(7): 491?499.
[4] THOMAS F. KLIMOWIZ. The large-scale commercialization of aluminum-matrix composites[J]. Journal of Metals, 1994 (11): 49?53.
[5] ROBERTSON A R, MILLER M F, MAIKISH C R. Soldering and brazing of advanced metal-matrix structures[J]. Welding Journal, 1973, 51(10): 446?453.
[6] 牛济泰, 刘黎明, 韩立红. 铝基复合材料焊接研究现状及展望[J]. 哈尔滨工业大学学报, 1999, 31(1): 130?136.
NIU Ji-tai, LIU Li-ming, HAN Li-honng. Present situation and prospect of welding aluminum matrix composites[J]. Journal of Harbin Institute of Technology, 1999, 31(1): 130?136.
[7] ELLS M B D. Joining of aluminum based metal matrix composites[J]. International Materials Reviews, 1996, 41(2): 41?58.
[8] 雷玉成, 袁为进, 朱 飞, 包旭东. 等离子弧焊接SiCp/Al复合材料焊缝‘原位’合金化分析[J]. 焊接学报, 2005, 26(12): 13?16.
LEI Yu-cheng, YUAN Wei-jin, ZHU Fei, BAO Xu-dong. ‘In-situ’ weld-alloying of plasma arc welding of SiCp/Al MMC [J]. Transactions of the China Welding Institution, 2005, 26(12): 13?16.
[9] 袁为进. 合金化填充材料Ti及其它工艺参数SiCp/6061Al等离子弧焊焊缝组织及性能的影响[D]. 镇江: 江苏大学, 2005.
YUAN Wei-jin. Effect of alloying filler titanium and other welding parameters on microstructure and mechanical properties of welded joint during PAW of SiCp/6061Al[D]. Zhenjiang: Jiangsu University, 2005.
[10] ADAMIAK M, FOGAGNOLO J B, RUIZ-NAVAS E M, DOBRZANSKI L A, TORRALBA J T. Mechanically milled AA6061/(Ti3Al)p MMC reinforced with intermetallics―The structure and properties[J]. Journal of Materials Processing Technology, 2004, 155/156: 2002?2006.
[11] 雷玉成, 朱 飞, 袁为进, 程晓农. Ti对SiCp/Al等离子弧焊焊缝组织的影响[J]. 材料科学与工艺, 2006, 14(6): 565?567.
LEI Yu-cheng, ZHU Fei, YUAN Wei-jin, CHENG Xiao-nong. Effect of Ti on weld microstructure of PAW SiCp/Al MMCs[J]. Materials Science and Technology, 2006, 14(6): 565?567.
[12] 文九巴, 戎咏华, 陈世朴, 胡赓祥. Al67Mn8Ti25合金的解理裂纹[J]. 中国有色金属学报, 1999, 9(3): 40?44.
WEN Jiu-ba, RONG Yong-hua, CHEN Shi-pu, HU Geng-xiang. Initiation of cleavage cracks in intermetallic Al67Mn8Ti25 alloy[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 40?44.
[13] 赵玉厚, 严 文, 周敬恩. Si、Mg对原位铝基复合材料中增强体Al3Ti形貌的影响[J]. 兵器材料科学与工程, 2001, 24(2): 34?37.
ZHAO Yu-hou, YAN Wen, ZHOU Jing-en. Influence of Si and Mg on shape of Al3Ti reinforcing phase in in-situ Al-based composite[J]. Ordnance Material Science and Engineering, 2001, 24(2): 34?37.
[14] 周怀营, 湛永钟. TiAl金属间化合物的研究进展[J]. 广西大学学报, 1999, 24(4): 262?264.
ZHOU Huai-ying, KAN Yong-zhong. Development of studies on TiAl intermetallics[J]. Journal of Guangxi University, 1999, 24(4): 262?264.
[15] LEI Yu-cheng, YUAN Wei-jin, CHEN Xi-zhang. In-stu weld-alloying plasma arc welding of SiCp/Al MMCs[J]. Trans Nonferrous Met Soc China, 2007, 17(2): 313?317.
基金项目:国家自然科学基金资助项目(50475126);先进焊接技术省级重点实验室基金资助项目(JSAWT-07-04);江苏大学科技创新团队资助项目
收稿日期:2008-05-14;修订日期:2008-09-10
通讯作者:雷玉成,教授,博士;电话:0511-8791919;E-mail: yclei@ujs.edu.cn
(编辑 龙怀中)

