DOI��10.19476/j.ysxb.1004.0609.2018.04.17
AC-HVAF�Ʊ�FeB/Co�����մ�Ϳ�㼰����Һп�ĸ�ʴ����
Ҷ ƽ1, 2��������1, 2���� ��1, 2, 3��ŷ��ѩö1, 2��лС��1, 2
(1. ��̶��ѧ ���Ͽ�ѧ�빤��ѧԺ����̶ 411105��
2. ��̶��ѧ ������Ƽ��Ʊ���������ʡ�ص�ʵ���ң���̶ 411105��
3. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ�������ս����鷨�Ʊ���FeB/Co�����մɷ�ĩ��̽�ֻ���ȼ�ո���ȼ����Ϳ(AC-HVAF)�Ʊ���FeB/CoͿ����Co������FeB/CoͿ���϶�ʡ�Ӳ�ȡ����ǿ�ȡ����������ܺ�ĥ��ĥ�����ܵȵ�Ӱ�죬�о�FeB/CoͿ��������пҺ�еĸ�ʴ���������FeB/CoͿ����пҺ�е�ʧЧ�������������������ճ����Co��������ߣ�Ϳ�����ܶ���ߣ���Co������8%���ӵ�17%(��������)ʱ��Ϳ��Ŀ�϶�ʽ��ͣ�Ϳ��Ӳ������ߺͣ�Ϳ����ǿ����ߣ�Ϳ�㿹������������ߺ͡���316L����ֻ��ײ�����ȣ�FeB/CoͿ����и��������пҺ��ʴ���ܼ���ĥ��ĥ�����ܣ�FeB/CoͿ����пҺ�е���ʪ�Ժܲ���Co����Ϊ8%��17%��Ϳ�㣬Co����Ϊ12%��Ϳ�������ѵ���ʴ���ܡ����Ÿ�ʴ�Ľ��У�Ϳ��ֲ����ֺ�����ƣ���ʴ�������ƽ��в��γɴ���(Fe,Co)Zn13�࣬����Ϳ����䲢Ư�Ƶ�пҺ�У��Ӷ�ʹͿ��ʧЧ��
�ؼ��ʣ�AC-HVAF��FeB/Co��Ϳ�㣻пҺ��ʴ
���±�ţ�1004-0609(2018)-04-0782-10���� ��ͼ����ţ�TG174.442���� ���ױ�־�룺A
�Ƚ���п�Ʋ�������ʴ��ǿ������Ч�ʸߡ��ɱ����ҹ����������죬Ŀǰ��ΪӦ����㷺�ĸ�����������֮һ����������пҺ�Լ������еĽ���������ǿ�ҵĸ�ʴ�ԣ���п����������Һ̬п����п��Ʒֱ�ӽӴ��IJ���(��û�����������֧�Ź���)����ʴ�Լ���ĥ�Գ�Ϊ��п��ҵ���Ч������ƿ��[1-3]��
�����������й����ߴ�������ϺͲ��ϱ��洦��������������˴����о��������մ�Ϳ�������������Ҽ̳����մɲ�����������ʴ�Ժ���ĥ�����Լ��������ϵ��������Զ��ڶ�п�������ϵõ��˹㷺Ӧ�ã����е��͵���WC/Coϵ��[4-6]��MoB/CoCrϵ��[7-9]�ȡ�����W��Mo�ȷ�ĩ�۸���Խϸ���������Ϳ�����У�WCϵ�з�ĩ��������̼����ķֽ⣬�γ�W2C�ͦ�(Co3W3C��Co6W6C)�ȴ�����ʹ��Ϳ�����ѧ�����������ͣ����ؽ�����Ϳ����������������¶�Ϊ540 �漰����ʱ��Ϳ��ʧЧ����[10-11]���������ͨ������Ϳ�������ٻ�����Ϳ(HVOF)�������ٶȸߡ������¶ȵ͡���Ϳ�����ڿ���ͣ��ʱ��̣��Ӷ����������̶ȵͣ���˷dz��ʺ��Ʊ������մ�Ϳ��[12-15]������ȼ�ո���ȼ����Ϳ����(AC-HVAF)�ǽ����귢չ������һ��������Ϳ���գ����ص���ͨ��ȼ����ѹ�������е�ȼ�ղ��������������ȷ�ĩ����ĩ�����ȵ�����״̬��������ĩ���ٵ�700m/s���ϣ�ײ�������γ�Ϳ�㡣�봫ͳ�����ٻ�����Ϳ��ȣ�����Ϳ���������5~10������Ϳ����м������ܶȺͼ���������������ص�[16-17]��
�����о�����[18-19]�������մɾ������õ�������п��ʴ���ܡ����õ����ȶ��ԡ��������ĥ�����Լ��۸�������ŵ㡣���о�����FeBΪ��ʴ�࣬CoΪճ���࣬������FeB�ۺ�Co�۾��������顢��ĥ��ۡ��ս�����ȹ����Ƶ�FeB/Co�����մɷ�ĩ����ͨ��AC-HVAF�����Ʊ���FeB/Co�����մ�Ϳ�㡣ּ���о�FeB/CoͿ����Co������Ϳ��Ŀ�϶�ʡ�Ӳ�ȡ����ǿ�ȡ����������ܡ�ĥ��ĥ�����ܵȵ�Ӱ���Լ�FeB/CoͿ��������п��ʴ���ܼ���ʧЧ������
1 ʵ��
1.1 ��Ϳ��ĩ���Ʊ�
ʵ����Co�۴���Ϊ99.99%��ƽ������Ϊ2.3 ��m������FeB��ԭʼ����С��297 ��m�������������ƽ������Ϊ2 ��m����ĥǰ�����ĩ�м�����Ҷ���(PEG)�������ĩ��������Ϊ1:100�����ַ�ĩ������ʽ��ĥ��ʪĥ���8 h��������ĥ��ת��Ϊ220 r/min������������Ϊ3:1����С��������Ϊ1:2��ʪĥ����Ϊ��ˮ�Ҵ�����ĥ��ķ�ĩ��80 ����ո��������8 h������ָ���ķ�ĩ��������ս�¯�ڽ����սᣬ��������420 ���¶�������������Ϊ2 ��/min������300 ���420 ��ֱ���80 min�����ѽ�����420 ����1250 ���ս�Σ���������Ϊ9 ��/min������1160 �汣��120 min��ʹ������ĥ�����в�����������Fe3Bת��Ϊ�ȶ���Fe2B[20]����1250 �汣��150 min��ʵ���ս���������ܻ������ս���ɵ����徭�����顢��ĥ��ɸ�ֻ�ÿ�48 ��m��ɸ������ͨ��ɸ��ȥ������С��37 ��m�ķ�ĩ���ӣ��Ӷ����ƽ������Ϊ40 ��m��FeB-8Co��FeB-12Co��FeB-17Co��Ϳ��ĩ��
1.2 Ϳ����Ʊ�
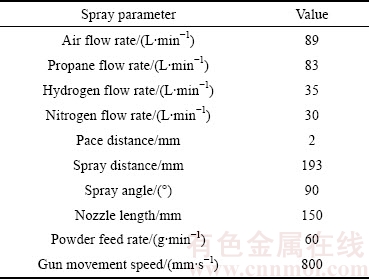
��������Kermetico��˾������AK06��AC-HVAF��Ϳ�豸��3�ֲ�ͬ�ɷֵķ�ĩ������316L����ֻ��װ��ϻ��3��Ϳ�㣬����Ϳ���ղ������1���С�
1.3 Ϳ�����ܼ������
1.3.1 Ϳ���϶�ʡ�Ӳ�ȡ����ǿ�Ȳ���
����Digital Micrograph��������Ϳ�����SEM��Ŀ�϶�ʣ�ÿ���ɷֲ���3���ӳ�����ƽ��ֵ��Ϊ��Ϳ��Ŀ�϶�ʣ�����MH-5L����ά��Ӳ�ȼƲ���Ϳ��Ľ���Ӳ�ȣ�����5�����Ӳ�Ȳ���ƽ��ֵ��Ϊ��Ϳ��Ľ�����Ӳ�ȣ����ձ�GB/T 8642-2002������Ϳ�������ǿ�Ȳⶨ������Ϳ��Ľ��ǿ��[21]��Ϳ����о�֮��Ķ�ճ�ý�Ϊ�Ϻ���֬�о���������E7������֬��������װ��ΪRG2000���������������������Ϊ0.5 mm/min��ȡ3����Ʒ���������ƽ��ֵ��Ϊ���ǿ��ֵ��
��1 FeB/CoͿ����Ϳ���ղ���
Table 1 Spraying parameters of FeB/Co coating
1.3.2 Ϳ�㿹��������
����JISH86662199�ձ���ҵ������Ϳ��Ŀ���������[22]�������и��ͬ�ɷֵ�Ϳ��ӹ���10 mm��10 mm����Ʒ��Ȼ��������ͬ��Ȳ�����ȥӦ���˻�õ���������������KL-12C�Ϳ���������ʽ��¯Ϊ��Դ���Ƚ���Ʒ����600 ��¯ǻ�б�������Ӻ��ٽ���Ʒ����30 ��ˮ����ȴ30 s��ÿˮ��һ�μ�Ϊһ������ѭ����ͨ����ѧ�����۲���Ʒ���������������Ϳ�������ֵ�һ������ʱ��ѭ��������ΪͿ��Ŀ�����ѭ��������
1.3.3 Ϳ��ͻ�����ĥ��ĥ������
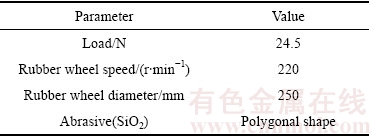
����ʪɰ���ַ���(JBT 7705-1995)ִ��Ϳ��ͻ�����ĥ��ĥ��ʵ��[23]���豸�ͺ�ΪMLS-225��ʪʽ����ĥ��ĥ���������ʵ��������2��ʾ���Ƚ�����Ԥĥ300 r��ĥ��������ʧ�������ۼ���ʧ������ʱ��ʽĥ5�Σ�ÿ��300 r��������ϴ������ɣ��þ���Ϊ0.1 mg�ĵ�����ƽ��¼ÿ��ĥ������Ʒ�����������ÿ��ĥ������Ʒ������ʧ��
��2 FeB/CoͿ��ͻ���ĥ��ĥ��ʵ�����
Table 2 Abrasive test parameters of FeB/Co coating and substrate
1.3.4 Ϳ���;�̬пҺ��ʴ����
ʵ����ԴΪSG2-7.5-10�;�ʽ����¯��пԡ����Ϊʯī��������п���ۻ����ò����ȵ�ż���۳��¶ȿ�����450 �档Ϊ��ֹ�ȵ�ż�ĸ�ʴ���������һ�˷�ڵ�ʯӢ���У�Ȼ������п������ʵʱ����۳��¶ȡ�����Ϳ��Ϳ��İ���õ�����и��15 mm��15 mm��С������������ÿ������δ��ͿͿ�������5����Ϳ��һ��Լ2 mm���ʯī�����θ��������Է�ֹ��ʴ��������������пҺ�н��в�ͬʱ��450 �港ʴʵ�飬������Ʒ��ʴ������з�����
1.4 ����
ͨ��JSM-6360LV��ɨ��羵�۲���Ϳ��ĩ��ò��ʵ��ǰ��Ϳ��ͻ�����ò����֯�仯�����������(EDS)��Rigaku-IV��XRD������ĩ��ʵ��ǰ��Ϳ�㼰��ʴ���������ɡ�
2 ���������
2.1 ��Ϳ���ӵ���ò���������
ͼ1��ʾΪCo�����ֱ�Ϊ8%��12%��17%(��������)ʱ���ս��������ò����ͼ1��֪��3�ֳɷֵ���Ϳ��ĩ��Ϊ���͵Ķ�����״�ս�����ۡ�ֱ��Լ40 ��m��������2 ��m���ҵ�ԭʼ��ĩ���ɡ�����ճ������Co��������ߣ���Ϳ�������ܶ���ߣ����ȷֲ����ȱ�խ������Ҫ������������ս��¶��£�FeBӲ����Ľṹ�������ֲ��䣬���dz�ϸ������ճ����Co��ﵽ�������Ӷ���FeB��ĩ���ܽ�ϡ�������ӻ�Ϸ�ĩ�е�Co�������ս���ĩ���ܶȽ��õ���ߣ�����ΪFeB-8Co��ĩ���ȷֲ������������ĩ�����ɣ�FeB-17Co��ĩ���ȷֲ�������խ����ĩ�����ܣ�FeB-12Co��ĩ���ȷֲ����Ⱥ����ܶȾ����С�
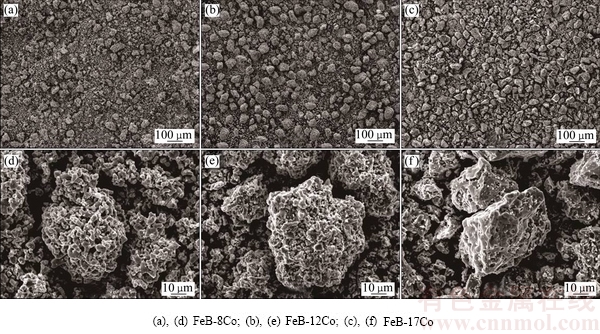
ͼ1 ��ͬCo������ĩ�ս���������ò
Fig. 1 Morphologies of sintered and crushed powder with different Co contents
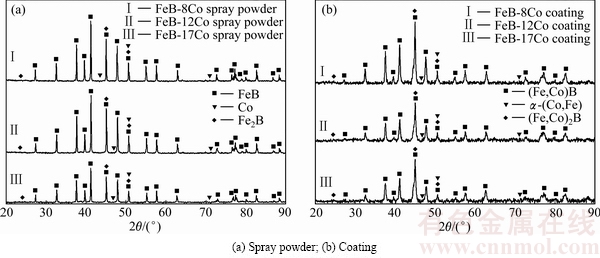
ͼ2 ��ͬCo������Ϳ���Ӻ�Ϳ���XRD��
Fig. 2 XRD patterns of spray powder and coating with different Co contents
ͼ2(a)��ʾΪ3�ֲ�ͬCo������Ϳ���ӵ�XRD�ס����ڵ���Co����ǿ�ҵ�����X������������Cu�з���������X���ߣ����±������ߣ��Լ�������ĥ����Ϳ�����зǾ��IJ�������XRD����Co�ķ�ֵǿ�Ȳ�����[24-26]����Co�⣬��Ϳ������Ҫ��FeB��Fe2B��ɣ�������Co��������ߣ�FeB�ķ�ֵ���͡�ͼ2(b)��ʾΪ��ͬCo����Ϳ���XRD�ף���ͼ2(b)��֪���������Ϳ��ĩ��Ϳ�����γ���(Fe,Co)B��(Fe,Co)2B����-(Co,Fe)�ࡣ����Ҫ������Coԭ����Feԭ�Ӱ뾶��ֵС����ĩ����Ϳ�����дﵽ����״̬��FeB��Fe2B�еIJ���Feԭ�ӱ�Coԭ���û����ֱ��γ�(Fe,Co)B��(Fe,Co)2B�ࡣ���Fe-Co��Ԫ��ͼ��֪Fe��Co���������γ������������-(Co,Fe)��[27]������Feԭ�Ӱ뾶�Դ���Coԭ�Ӱ뾶�������ཫ��Feԭ�ӱ�Coԭ���û�����С������ͼ2(b)����Ӧ����ķ�λ����ƫ�ơ�
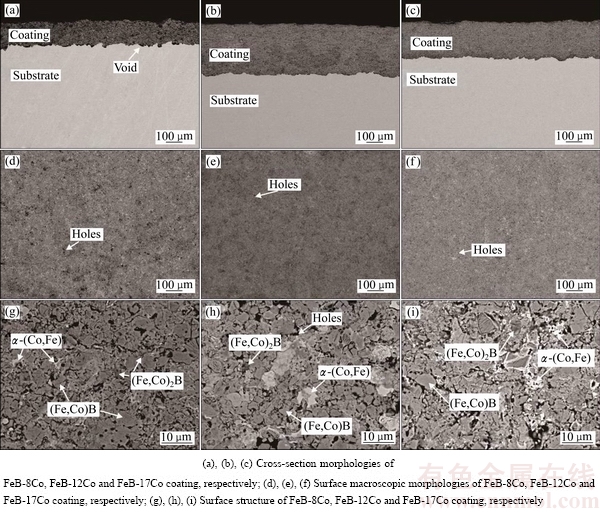
2.2 AC-HVAF�Ʊ���FeB/Co�����մ�Ϳ�����ò����֯
��ͬ��������ͬ�ɷֵ�3�ַ�ĩͨ��AC-HVAF��Ϳ�����Ƴ�3��Ϳ�㣬�����ͱ������ò����֯��ͼ3��ʾ����ͼ3��֪������ͬ��Ϳ���ղ����£�����Co��������ߣ�Ϳ�����ܶ���ߣ�Ϳ��������洦�����٣�Ϳ�������ϸ��ӽ��ܣ���ĩ�����ʳ��ֳ������ߺ͵����ƣ�����FeB-12Co��������ã�Ϳ���ȴﵽ280 ��m�����ͼ1��֪������Ҫ������ճ����Co���������ʹ���ս������ķ�ĩ�����������ܣ����������������Ӷ�����Ϳ����������ײ������ʱ�Ķ����������׳����������������ڳ������������ŵ��۵�ճ���ຬ������ߣ���ɢЧ��Ҳ���ã����Ϳ���ø������ܡ��������ŵ����������ܶȵĹ�����ߣ�������������������ײ�����װ��ʱ�Ķ������������ӷ����� ��[28]���Ӷ����³����ʱ��Ϳ��䱡��ͼ3��(g)~(i)��ʾ�ֱ�ΪFeB-8Co��FeB-12Co��FeB-17CoͿ��ı���߱�SEM���ͼ2��Fe-Co-B��Ԫ��ͼ[29]��Ϳ����Ҫ�ɦ�-(Co,Fe)��(Fe,Co)2B��(Fe,Co)B����ɣ����Ц�-(Co,Fe)����ɢ�ֲ���Ϳ���С�
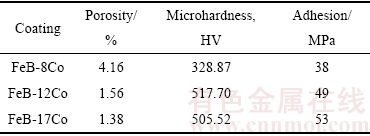
2.3 Ϳ���϶�ʡ�Ӳ�ȡ����ǿ�ȼ��
3�ֲ�ͬ�ɷ�Ϳ��Ŀ�϶�ʡ�Ӳ�ȡ����ǿ��ֵ���3��ʾ���ɱ�3��֪������Co���������ӣ�Ϳ���϶�ʽ��ͣ�Ϳ��Ӳ�������Ӻͣ�Ϳ��Ľ��ǿ�����ӡ�����Ҫ��������Ϳ�����е�ճ���ຬ��Խ�ߣ�����ײ������ʱ�ķ�ɢЧ��Խ�ã�ʹ������������֮��Ŀ�϶��С�����������ϸ����ܡ���Co����Ϊ8%ʱ��Ϳ���϶�ʸߵ���Ϳ��Ӳ�ȵ�[30]����Co����Ϊ17%ʱ��Ϳ����Ȼ���е͵Ŀ�϶�ʣ�����Ϳ���������������Ӳ������٣����Ϳ��Ӳ���ֳ��ֳ��������ơ�
ͼ3 ��ͬCo����Ϳ��Ľ����������ò��֯ͼ
Fig. 3 Cross section and surface morphologies of coatings with different Co contents
��3 Ϳ��Ŀ�϶�ʡ�Ӳ�Ⱥͽ��ǿ��
Table 3 Porosity, hardness and adhesion value of coatings
2.4 Ϳ��Ŀ�����ʵ��
ͼ4��ʾΪ��ͬ��ȵ�3��Ϳ�㾭������ʵ��֮��ı���SEM��ͼ4(a)~(c)��ʾ�ֱ�ΪFeB-8Co��FeB-12Co��FeB-17CoͿ�㿹��������ʱͿ�������ֵ�һ������ʱ�ĺ�ۣ�������ѭ�������ֱ�Ϊ18�Ρ�10�κ�12�Ρ�ͼ4(d)~(f)��ʾ�ֱ�Ϊ3��Ϳ������ѭ��30��ʱ�ı�����ò����ͼ4��ʾ������ͬ����ѭ�������£�FeB-8CoͿ��ֲ��������ƽ��٣�FeB-12Co��FeB-17CoͿ����涼�����˴������ƣ����֮�£�FeB-12CoͿ��������Ƹ��ܼ�������������Ϳ�������ֵ�һ���������ʱ������ѭ����������Co����������Ƚ��ͺ����ӣ���Co��������12%ʱ��Ϳ�㿹�����������Ӳ������ԣ�����ͬ����ѭ�������£�Ϳ����������ܶ������Ӻ͡����ƵIJ�����Ҫ������Ϳ��������������ϵ����ƥ�䣬�����մ�Ϳ������ϵ������ڽ������ͣ�Ϳ��������ʱ�ܵ�������Ӧ����ˮ��ʱ�ܵ�����ѹӦ������������ѹӦ�����õ���Ϳ��ƣ�Ϳ��ѡ���Co����Ϊ8%ʱ��Ϳ���ڲ���϶�϶�ϴ����ӿ�϶�ʼ�������Ϳ�����Ӧ�����ε��ݻ���������Ϳ�㱾���ĵ���ģ�����Ӷ�ʹ��Ϳ��Ŀ������������[31]�����FeB-8Co���ֳ���Ŀ��������ܡ���Co��������һ������ʱ��Ϳ����������ռ����ߣ�ʹ��Ϳ��������ϵ����Ӧ�������Ϳ�㿹����������ߡ���FeB-12CoͿ����ȣ�FeB-17CoͿ����ֳ����õĿ��������ܡ�
2.5 Ϳ���͵�ĥ��ĥ������
ͼ5(a)~(d)��ʾ�ֱ�ΪFeB-8Co��FeB-12Co��FeB-17Co��316L�����ĥ��ĥ���ı�����òͼ����ͼ5��֪��3��Ϳ������ĥ����ƶ�Ϊ���͵�ĥ��ĥ��[32]�����涼���ֽ����Ե�ĥ�ӣ���316L������ֽ����Եġ��繵���������ڵ��͵����Բ���ĥ����ʽ[33-34]��FeB-12Co�������������Ϳ�����ĥ���ٶ�dz��δ���������ۼ���
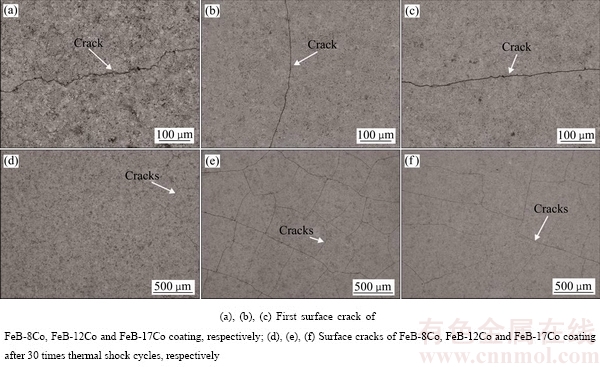
ͼ4 ��ͬCo����Ϳ�㿹����ʵ���ı���SEM��
Fig. 4 Surface SEM images of coatings with different Co contents after thermal shock test
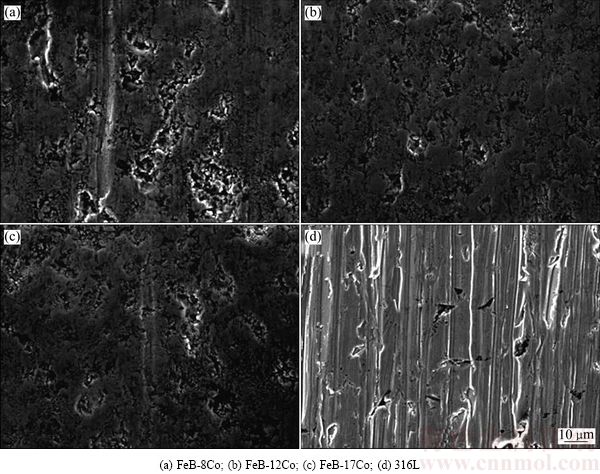
ͼ5 FeB/CoͿ���316L�������ĥ��ĥ��ʵ���ı�����ò
Fig. 5 Surface images of FeB/Co coating and 316L stainless after abrasive wear test
ͼ6��ʾΪ3��Ϳ���316L����ĥ����(mg)��ĥ��(r)֮��Ĺ�ϵ���ߡ���ͼ6��֪������316L��ÿ��ĥ�������ϴ��һ������ֲ��䣬3��Ϳ�����ĥ��ĥ�����ܶ����ڻ���10����������ĥ�����������ʧ���ϴ��������ƽ�ȡ�����Ҫ�����ڦ�-(Co,Fe) ճ����Ӳ����Խϵͣ�Ħ�������������в����������ã�Ϳ��������Ԥĥ����������Ϳ�����ֲڶ��Խϴ�����ĥ�����(ǰ300 r)ĥ���ʽϴ�ĥ����̬��(600~1500 r)Ϳ�����ֲڶȽ��ͣ���Ӳ��(Fe,Co)B��(Fe,Co)2B��ͻ�����棬�Ӷ�Ϳ����ĥ���ܱ�ò������ȶ��������FeB-8Co��FeB-17CoͿ�㣬FeB-12CoͿ����ֳ���ѵ���ĥ��ĥ�����ܡ����ͼ3�ͱ�3��֪������Ҫ������FeB-8CoͿ������϶�ʽϸ���Ӳ�Ƚϵͣ�ĥ����Ƕ��ȱ���е���ĥ�������Ϳ�����ӵİ��䣬��FeB-17CoͿ����ճ���ຬ���ߣ�ճ�������ױ�ĥ������[35]��
2.6 Ϳ����пҺ��ʴ����
ͼ7��ʾΪ3��Ϳ����450 ��пҺ�и�ʴ5 d��ĺ��ͼƬ����ͼ7��֪��3��Ϳ����пҺ����ʪ�Ծ��ܲ�������˾ֲ���ʴ�����У�FeB-8CoͿ�㱻��ʴ������������أ�FeB-17CoͿ��ĸ�ʴ�����֮��FeB-12CoͿ�㱻��ʴ������������
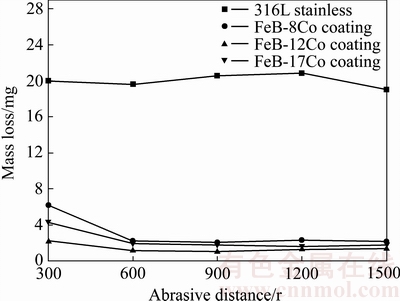
ͼ6 FeB/CoͿ���316L����ֵ�ĥ������ĥ�̵Ĺ�ϵ����
Fig. 6 Relationship curves between abrasion loss and abrasive distance of FeB/Co coating and 316L stainless steel
ͼ8��ʾΪ��3��Ϳ��ֱ�����450 ��пҺ�и�ʴ3 d��5 d��7 d���Ϳ�����ͽ���ĸ�ʴ��ò�Լ���ʴ��������֯��ͼ5(a)~(c)��ʾΪ3��Ϳ�����450 ��пҺ�и�ʴ3 d��Ľ�������ò����ͼ8���Կ�������ʴ��Ҫ����ΪͿ��İ��䣬������Co����������Ϳ�㸯ʴ�̶��Ƚ��ͺ����ӣ���ʴ����Ϳ���ڲ����ܱ���չ�����ơ����ͬʱ����FeB-12Co��FeB-17CoͿ���д��ں�����ơ����ͼ2��֪����Co����Ϊ8%ʱ��Ϳ���϶�ʸߣ���ʱZnԭ����Ϳ������ɢ��[36]��Ϳ���еĿ�϶��ȱ�ݳ�Ϊ�����Ի��ڣ��Ӷ�Ϳ�㸯ʴ��ԽϿ졣���ڦ�-(Co,Fe)�༫�����ܽ���Һп�У�Ϳ���й��������-(Co,Fe)��������Ĵ�������Ӱ��Ϳ�����ʴ����[37-38]����ʱ�����-(Co,Fe)��Ĵ��ڳ�Ϊ�����Ի��ڡ������FeB-17Co��FeB-12CoͿ����и��õ���пҺ��ʴ���ܡ�����Ϳ�������������ϵ����ƥ�䣬���Ÿ�ʴʱ����ӳ���FeB-12Co��FeB-17CoͿ���г��ֺ�����ƣ���FeB-8CoͿ�����ڿ�϶�ʸߣ�Ϳ����ܱ��ε��ݻ����Ӷ����нϺõĿ��������ܣ����Ϳ���ڲ���δ���ֺ�����ơ�FeB-8Co��FeB-12Co��FeB-17CoͿ����450 ��Һп�и�ʴ5 d��Ľ�����ò�ֱ���ͼ8(d)~(f)��ʾ�������450 �港ʴ3 d�Ľ�����ò���������Կ�����Ϳ�㸯ʴ�������Ÿ�ʴʱ����ӳ����ӿ졣ͼ8(g)��ʾΪFeB-12CoͿ�㸯ʴ7 d��Ľ�����ò��Ϳ���ڲ����ֶ���ʽ������ƣ�������ʴ��������������ڲ���Ϳ���д������������ơ�����Ҫ����������ʱ����ӳ���Ϳ���е�ȱ�������ಢ����пҺ����Ϳ���ڲ���ʴͿ�㣬���ɵĸ�ʴ��������������ڲ�����ѹͿ�㣬��ʴ�������ƽ��У����յ���Ϳ��ʧЧ��FeB-12CoͿ����450 ��пҺ�еĸ�ʴ����ԼΪ15 ��m/d�����316L����������Լ6.5��[39]��ԼΪ���칤����ͿWC/CoͿ����ʴ�Ե�0.3��[40]��ͼ8(h)��(i)��ʾ�ֱ�ΪFeB-12Co��FeB-17CoͿ��450 �港ʴ5 dʱ��Ӧ�ĸ�ʴ�����ʴ������֯ͼ����ͼ8�ɼ�����ʴ���洦���ں�����ƣ�����Ϳ��Ư�Ƶ�пҺ�С����Fe-Co-Zn��Ԫ��ͼ[41]����ʴ������ҪΪ(Fe,Co)Zn13��
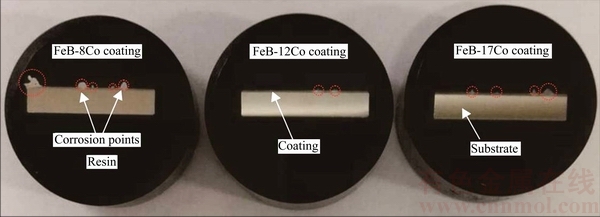
ͼ7 FeB/CoͿ����450 ��Һп��ʴ5 d��ĺ��ͼ��
Fig. 7 Macro images of FeB/Co coating with 5 d corrosion in 450 �� liquid zinc
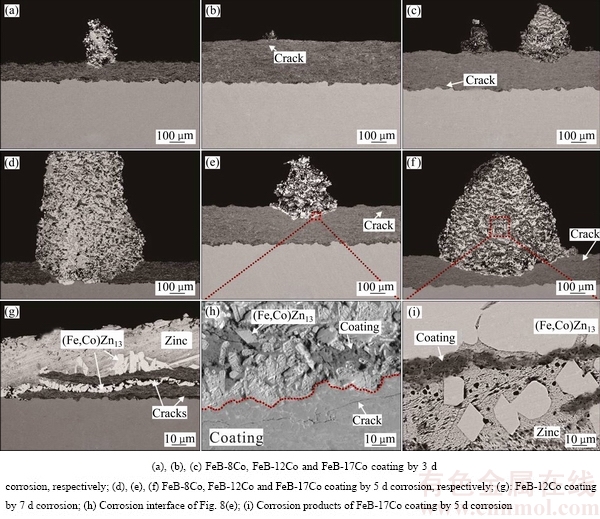
ͼ8 FeB/CoͿ����450 ��Һп��ʴ���SEM��
Fig. 8 SEM images of FeB/Co coating by 450 �� zinc corrosion
3 ����
1) �����ս����鷨�Ʊ���3�ֳɷֵ�FeB/Co��ĩ���������������ͬ�սṤ���·�ĩ���ܶ�����Co���������Ӷ����ӡ�ͨ��AC-HVAF�����ڲ����316L��������ͿFeB/Co��ĩ������ͬ��Ϳ���ղ����£���ĩ����������Co���������������Ӻ���٣�����FeB-8CoͿ�����FeB-12CoͿ�����FeB-17CoͿ���Ⱦ��С�
2) ����Co��������ߣ�Ϳ������Ľ��ǿ����ߣ�Ϳ���϶�ʺ�Ӳ������ߺ͡�
3) ���������ܲ��Խ����������Co����Ϊ8%ʱ��Ϳ���϶�ʸߣ�Ϳ���ܳ��ܵı����ݻ���Ϳ�㿹����������ã����FeB-12Co��FeB-17Co���ֳ����õĿ��������ܡ�
4) FeB/CoͿ����ֳ��������ĥ��ĥ�����ܣ���316L���ײ����������ĥ�����10�����ϡ�
5) FeB/CoͿ����Һп��ʪ�Բ�������õ���Һп��ʴ���ܡ�����ʴ���ܱ���ȱ�ݡ����������ܺ�ճ����ռ�ȵȵ��ۺ�Ӱ�죬���FeB-8Co��FeB-17CoͿ�㣬FeB-12CoͿ�������ѵ���ʴ���ܡ�Ϳ���е�ȱ���׳�Ϊ����Դ��������Ϳ���µIJ���Ӧ����Һп����Ӧ�������£���ʴ�����ƽ��в��γ�(Fe,Co)Zn13��Ϳ����䲢Ư�Ƶ�пҺ�У����յ���Ϳ��ʧЧ��
REFERENCES
[1] �� ��, �� ��, ����ƽ, �ﱦ��, �ֽ�ƽ. ����пҺ��ʴ���о���״[J]. ���ϵ���, 2007, 21(6): 96-99.
MA Jing, WANG Jun, L�� He-ping, SUN Bao-de, LIN Jin-ping. The study development of corrosion in molten zinc bath[J]. Materials Review, 2007, 21(6): 96-99.
[2] CZECH N, KOLARIK V, QUADAKKERS J. Oxide layer phase structure of NiCrAlY coatings[J]. Surface Engineering, 1997, 13(5): 384-388.
[3] MARDER A R. The metallurgy of zinc-coated steel[J]. Progress in Materials Science, 2000, 45(3): 191-271.
[4] WANG W J, LIN J P, WANG Y L, LIN Z, CHEN G L. Corrosion of 316 stainless steel/WC-Co coating in liquid zinc[J]. Journal of Aeronautical Materials, 2006, 26(4): 56-60.
[5] TOMITA T, TATATANI Y, KOBAYASHI Y, HARADA Y, NAKAHIRA H. Durability of WC/Co sprayed coatings in molten pure zinc[J]. Transactions of the Iron & Steel Institute of Japan, 1993, 33(9): 608-615.
[6] SEONG B G, KWON S H, KIM K Y, LEE K A. Reaction of Co phase in the WC-Co coatings with molten zinc[M]. Warrendale: Minerals Metals and Materials Society, 2007: 17-23.
[7] MIZUNO H, KITAMURA J. MoB/CoCr cermet coatings by HVOF spraying against erosion by molten Al-Zn alloy[J]. Journal of Thermal Spray Technology, 2007, 16(3): 404-413.
[8] ZHANG J, DENG C, SONG J, DENG C, LIU M, ZHOU K. MoB-CoCr as alternatives to WC-12Co for stainless steel protective coating and its corrosion behavior in molten zinc[J]. Surface & Coatings Technology, 2013, 235: 811-818.
[9] REN X J, MEI X Z, SHE J, MA J H. Materials resistance to liquid zinc corrosion on surface of sink roll[J]. Journal of Iron & Steel Research International, 2007, 14(5): 130-136.
[10] STEWART D A, SHIPWAY P H, MCCARTNEY D G. Microstructural evolution in thermally sprayed WC-Co coatings comparison between nano composite and conventional staring powders[J]. Acta Mater, 2000, 48: 1593-1604.
[11] VERDON C, KARIMI A, MARTIN J L. A study of high velocity oxy-fuel thermally sprayed tungsten carbide based coatings. Part: Microstructures[J]. Materials Science and Engineering A, 1998, 246: 11-24.
[12] BARTULI C, VALENTE T, CIPRI F, BEMPORAD E, TULUI M. A parametric study of an HVOF process for the deposition of nanostructured WC-Co coatings[C]// Thermal Spray 2003: Advancing the Science & Applying the Technology. Materials Park, USA: ASM International, 2003: 283-289.
[13] VOITSENYA V S, BARDAMID A F, BELYAEVA A I, BONDARENKO V N, COSTLEY A E, GALUZA A A, GORSHKOV A V, KISHIMOTO N. Diagnostic first mirrors for burning plasma experiments[J]. Review of Science and Instrument, 2001, 72 (1): 475-482.
[14] ZHANG Wen-chao, LIU Li-bin, ZHANG Meng-ting, HUANG Guo-xing, LIANG Jia-si, LI Xian. Comparison between WC-10Co-4Cr and Cr3C2-25NiCr coating sprayed on H13 steel by HVOF[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(11): 3700-3707.
[15] �ܿ���. ����Ϳ����������Ӳ�����о���չ[J]. �й���ɫ����ѧ��, 2004, 14(1): 182-191.
ZHOU Ke-song. Progress of thermal spray coating of hard Cr instead of plating[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 182-191.
[16] LIU S L, ZHENG X P. Microstructure and properties of AC-HVAF sprayed Ni60/WC composite coating [J]. Journal of Alloys & Compounds, 2009, 480(2): 254-258.
[17] VERSTAK A, BARANOVSKI V. AC-HVAF sprayed tungsten carbide: Properties and applications[C]// Thermal Spray 2006. Building on 100 Years of Success. Seattle: ASM International, 2006.
[18] ��־��, �� ��. �����̼�����Ƚ���пҺ�е���ʴ��[J]. �����ȴ���, 1998(4): 12-13.
GU Zhi-gang, BAI Hong. Corrosion resistance of boronized low carbon steel in zinc liquid for heat soak coating[J]. Heat Treatment of Metal, 1998(4): 12-13.
[19] MA Zhuang, WANG Wei, ZOU Ji-feng, DONG Shi-zhi, ZHANG Lian-yong, LI Zhi-chao. Preparation and properties of flame-sprayed Mo-FeB-Fe cermet coatings[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(6): 1314-1321.
[20] BATTEZZATI L, ANTONIONE C, BARICCO M. Undercooling of NiB and FeB alloys and their metastable phase diagrams[J]. Journal of Alloys & Compounds, 1997, 247(96): 164�C171.
[21] ������, �����, ������. GB/T 8642-2002����Ϳ�������ǿ�ȵIJⶨ[M]. ����: �й���������, 2002.
HOU Zu-qi, LIU Bin-bin, TIAN Shu-yan. GB/T 8642-2002 Thermal spraying��Determination of tensile adhesive strength[M]. Beijing: Standards Press of China, 2002.
[22] JISH86662199. Japanese Industrial Standards[S].
[23] ASTM G 105-02. Standard test method for conducting wet sand/rubber wheel abrasion tests[S].
[24] DING Z X, CHEN W, WANG Q. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2231-2236.
[25] WANG Qun, ZHANG Shi-ying, CHENG Ying-liang, XIANG Jing, ZHAO Xin-qi, YANG Gui-bin. Wear and corrosion performance of WC-10Co4Cr coatings deposited by different HVOF and HVAF spraying processes[J]. Surface & Coatings Technology, 2013, 218(1): 127-136.
[26] WANG Q, CHEN Z, LI L, YANG G. The parameters optimization and abrasion wear mechanism of liquid fuel HVOF sprayed bimodal WC-12Co coating[J]. Surface & Coatings Technology, 2012, 206(8/9): 2233-2241.
[27] NISHIZAWA T, ISHIDA K. The Co-Fe (cobalt-iron) system[J]. Journal of Phase Equilibria, 1984, 5(3): 250-259.
[28] ������, ����. ��ĩ���ȶԵ�������ͿAl2O3-13%TiO2�մ�Ϳ����֯�ṹ�����ܵ�Ӱ��[J]. ���ϱ���, 2011, 44(2): 56-58.
WANG Can-ming, SUN Hong-hui. Influence of grain size on microstructure and performance of plasma sprayed Al2O3-13%TiO2 ceramic coating[J]. Journal of Materials Protection, 2011, 44(2): 56-58.
[29] FABRICHNAYA O. Boron-cobalt-iron[M]. Berlin, Heidelberg: Springer, 2008: 379-402.
[30] JAFARI M, ENAYATI M H, SALEHI M, NAHVI S M, PARK C G. Improvement in tribological properties of HVOF sprayed WC-Co coatings using electroless Ni-P coated feedstock powders[J]. Surface & Coatings Technology, 2013, 235(12): 310-317.
[31] ��Ф��, ������, �����. �й����ض�����Ϳ�㿹�������ܵ�Ӱ��[J]. �й����湤��, 1990(2): 7-12.
SHENG Xiao-zhen, WANG Xiao-dong, LIU Hui-gang. Influence of some factors on the thermal shock resistance of thermal barrier coatings[J]. China Surface Engineering, 1990(2): 7-12.
[32] �� Ⱥ, ������, �Ʋ��Z, �ܺ���. �����ٻ�����Ϳ̼����-��Ϳ��ĥ��ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(7): 1920-1928.
WANG Qun, QU Bang-rong, TANG Zhao-xi, XIONG Hao-qi. Abrasive wear behavior of WC-Co coating deposited by high velocity oxygen flame process[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1920-1928.
[33] ����, ������, ʷҫ��, ������. ���ٵ绡��ͿFe-TiB2/Al2O3����Ϳ�����֯������[J]. �й���ɫ����ѧ��, 2005, 15(11): 1800-1805.
LI Zhuo-xin, FANG Jian-jun, SHI Yao-wu, TANG Chun-tian. Microstructures and properties of Fe-TiB2/Al2O3 composite ceramic coatings prepared by high velocity arc spraying[J]. Chinese Journal of Nonferrous Metals, 2005, 15(11): 1800-1805.
[34] JONES M, HORLOCK A J, SHIPWAY P H, MCCARTNEY D G, WOOD J V. A comparison of the abrasive wear behavior of HVOF sprayed titanium carbide-and titanium boride-based cermet coatings[J]. Wear, 2001, 251: 009-1016.
[35] HE J, LAVERNIA E J. Precipitation phenomenon in nanostructured Cr3C2-NiCr coatings[J]. Materials Science and Engineering A, 2001, 301(1): 69-79.
[36] SEONG B G, HWANG S Y, KIM K Y. Factors on the corrosion resistance of thermally sprayed WC-Co coatings in molten zinc[C]// Proceedings of the 1st International Surface Engineering Congress. Materials Park: ASM International, 2003: 555-562.
[37] TOMITA T, TATATANI Y, KOBAYASHI Y, HARADA Y, NAKAHIRA H. Durability of WC/Co sprayed coatings in molten pure zinc[J]. Transactions of the Iron & Steel Institute of Japan, 1993, 33(9): 608-615.
[38] SEONG B G, HWANG S Y, KIM M C. Reaction of WC-Co coating with molten zinc in a zinc pot of a continuous galvanizing line[J]. Surface and Coatings Technology, 2001, 138(1): 101-110.
[39] �� ��. ��Ϳ�մ�Ϳ��316L����ֵ�����п��ʴ����[D]. ���ͺ���: ���ɹŹ�ҵ��ѧ, 2013.
LI Peng. Corrosion resistance of sprayed ceramic coating 316L stainless steel[D]. Huhhot: Inner Mongolia University of Technology, 2013.
[40] ���Ŀ�, �־�Ʒ, ������, �� ־, �¹���. 316�����/WC-CoͿ����пҺ�еĸ�ʴ[J]. ���ղ���ѧ��, 2006, 26(4): 56-60.
WANG Wen-jun, LIN Jun-pin, WANG Yan-li, LIN Zhi, CHEN Guo-liang. Corrosion of 316 stainless steel/WC-Co coating in liquid zinc[J]. Journal of Aeronautical Materials, 2006, 26(4): 56-60.
[41] RAGHAVAN V. Co-Fe-Zn (cobalt-iron-zinc)[J]. Journal of Phase Equilibria, 2003, 24(6): 551-553.
Corrosion resistance of liquid zinc of FeB/Co cermet coating deposited by AC-HVAF
YE Ping1, 2, YIN Fu-cheng1, 2, LIU Ye1, 2, 3, OUYANG Xue-mei1, 2, XIE Xiao-long1, 2
(1. School of Materials Science and Engineering, Xiangtan University, Xiangtan 411105, China;
2. Key Laboratory of Materials Design and Preparation Technology of Hunan Province, Xiangtan University, Xiangtan 411105, China;
3. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: FeB/Co cermet powder was prepared by the sintered and crushed process. The effects of Co on the porosity, hardness, adhesion, thermal shock resistance and the abrasive wear persistance of the FeB/Co coating deposited by AC-HVAF were investigated. Both the corrosion condition and failure mechanism of FeB/Co coating in the molten zinc were studied detailedly. The results show that the powder density increases with increasing Co content. With Co content ranging from 8% to 17% (mass fraction), the porosity of the coating reduces while the adhesive strength is improved, both the hardness and the shock resistance firstly increase and then decrease. In addition, compared with the base material of 316L stainless steel, the FeB/Co coating shows excellent corrosion resistance in liquid zinc and abrasive wear property. Because the wetting property of FeB/Co coating in liquid zinc is poor, FeB/Co coating shows high durability in it. Also, the coating with 12% Co has the best corrosion resistance compared with those coatings with 8% Co and 17% Co, the macroscopic crack emerges with the passage of time, which results in the formation of brittleness (Fe,Co)Zn13 phase, and liquid zinc will lead to peeling the coating and then drifting into the liquid zinc, as a result, the coating is failed.
Key words: AC-HVAF; FeB/Co; coating; corrosion of liquid zinc
Foundation item: Project(51471141) supported by the National Natural Science Foundation of China
Received date: 2017-01-06; Accepted date: 2017-07-30
Corresponding author: YIN Fu-cheng; Tel: +86-731-58292213; E-mail: fuchengyin@xtu.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51471141)
�ո����ڣ�2017-01-06�������ڣ�2017-07-30
ͨ�����ߣ� �����ɣ����ڣ���ʿ���绰��0731-58292213��E-mail: fuchengyin@xtu.edu.cn

