���±�ţ�1004-0609(2007)04-0602-05
TiB2+SiC���ӿ�����ǿ��ZL109���ϲ���
��ӳ�������˺㣬����ΰ
(�Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200030)
ժ Ҫ����ԭλ�ϳɹ����Ʊ�TiB2������ǿZL109���ϲ��ϻ����ϣ�ͨ������SiC������ǿ�������ϲ��ϣ��Ʊ���TiB2+SiC���ӿ�����ǿZL109���ϲ��ϡ����������TiB2���������Ͻ������о������õ������ȶ��ԣ�������TiB2+SiC���ӿ�����ǿ�������ϲ����У�����TiB2�����Ĵ��ڣ���Ч������SiC�����ij�����Ϊ�����徭45 min�����Կɻ�ÿ����ֲ����ȵĸ��ϲ��ϣ���ʹ���Ʊ���ģ��������״�����ֱ��������ͳ�Ϊ���ܣ���TiB2+SiC���ӿ�����ǿ�������ϲ����У������Ļ������öԸ��ϲ��ϵ���ģ������߾���Эͬ���ã��ܹ��������߸��ϲ��ϵĵ���ģ�����䵯��ģ���ϼ���ֵ���14.7%������(10%TiB2+10%SiC)/ZL109������ǿ�������ϲ��ϣ���T6�ȴ������Ͽ���ǿ�ȿɴﵽ275 MPa������ģ����ߵ�105.8 GPa��
�ؼ��ʣ�ZL109���ϲ��ϣ�ԭλ�ϳɣ��������죻������ǿ
��ͼ����ţ�TB 331���� ���ױ�ʶ�룺A
ZL109 composite reinforced by hybrid particles of TiB2 and SiC
L? Ying-bin, MA Nai-heng, WANG Hao-wei
(State Key Laboratory of Metal Matrix Composite, Shanghai Jiao Tong University, Shanghai 200030, China)
Abstract: Based on in-situ preparation of TiB2 particle reinforced ZL109 composite, hybrid particles of TiB2 and SiC reinforced ZL109 composite were fabricated by adding SiC particle reinforced ZL109 composite. The result shows that TiB2 particles have excellent deposition resistance in the melt aluminum and the deposit velocity of SiC particles is reduced in melt (TiB2+SiC)/ZL109 composite with addition of TiB2 particles. As the hybrid particles have synergetic effect on raising the elastic modulus of composite, the elastic modulus of hybrid particles reinforced composite is much higher than that of the composite reinforced by one kind of particle, and the actual value of elastic modulus is 14.7% higher than calculated value. After T6 heat treatment, the tensile strength of (10%TiB2+10%SiC)/ZL109 composite can reach 275 MPa and the elastic modulus increases to 105.8 GPa.
Key words: ZL109 composite; in-situ reaction; stir casting; hybrid reinforcement
������, SiC������ǿ�������ϲ��Ϸ�չʮ��Ѹ�٣�����SiC�����ļ���ʹ���������ϲ��ϼ��и��ȵ��ʩp��������ϵ���p���ܶȩp�߱�ǿ�Ⱥ߱�ģ�����ŵ㣬�ڵ��ӷ�װ�p���պ���p��ѧ������������й�����Ӧ��ǰ��[1-3]��Ŀǰ�����Ǵ����÷�ĩұ�������������ѹ�������������Ʊ�SiC������ǿ�������ϲ��ϣ���Щ�Ʊ��������������칤��ࡢ���սϸ��ӡ����豸Ҫ��ߵ�ȱ�㣬�������ɱ��ϸߣ���������Ľṹ�ͳߴ�Ҳ�ܵ����ơ��������߳��Բ��ý������취���Ʊ�SiC������ǿ�������ϲ��ϡ�Ȼ����SiC������ǿ�������ϲ�����Һ̬�������д������ԵĿ���������������Ӱ�����Ʊ��������ܵ��ȶ��ԣ�������ʵ�ָ��������ֱ���������[4-5]��
ԭλ�����������ϲ����ǽ�ʮ���귢չ������һ���µĸ��ϲ����Ʊ�������������ǿ�������ԭλ�����γɣ���ǿ������������Ͼ������õĽ��������ԣ��ɻ�������ȶ��IJ���[6-8]����չ[9]���о���������Ӧ�η��Ʊ���ԭλ����TiB2/Al���ϲ��Ͽ���ϸС(Լ500 nm)�������������о������õ������ȶ��ԣ�ʹ�ò������췽��ֱ�ӳ��ʹ����Ӹ��ϲ��Ϲ�����Ϊ���ܡ����ǣ����ڸ÷��Ʊ���ԭλ�����������ϲ��Ͽ���������[10]����ʵ�ָ��ߵ���ģ��(E>100 GPa)���ϲ��ϵ��Ʊ����Ӷ����������ֲ��ϵ�Ӧ�÷�Χ��
Ϊ�ˣ��������ھ������������������ȶ��Ե�ԭλ�����������ϲ����У�����SiC������ǿ�������ϲ��ϣ��Ʊ������ȶ��ԡ��ߵ���ģ����TiB2+SiC���ӿ�����ǿ�������ϲ��ϣ�Ϊ�Ʊ��ߵ���ģ�����ϲ����ṩ�µ�;����
1 ʵ��
1.1 ʵ�����
ʵ�����û���Ͻ�ΪZL109�Ͻ���ɷ����1��ʾ������η���Ӧ�ϳ�TiB2/ZL109���ϲ��ϵ�ԭ����ΪK2TiF6��KBF4(����>99��)����Ӧ����Na3AlF6�ͱ��ʼ�Sb�ȣ���һ�ָ��ϲ���Ϊ������������Ϊ30����ƽ������ֱ��Ϊ20 ��m������SiC/ZL109���ϲ��ϡ�
��1 ZL109�Ͻ����ɷ�
Table 1 Chemical composition of ZL109 alloy (mass fraction, %)

1.2 ʵ�鷽��
��ZL109�Ͻ��ڵ���¯���ۻ�,�������¶�������850 ����ٽ���Ti��BĦ����1?2������ϵ�K2TiF6��KBF4�ϳɷ�Ӧ�μ��뵽���ºϽ������У�ͬʱ��������Na3AlF6��Sb��Ϊ��Ӧ�����ͱ��ʼ����ý������600 r/min���ٶȽ���15~20 min�Դٽ���Ӧ�����ɣ��Ʊ���16%TiB2/ZL109���ϲ��ϡ�
����η���Ӧ����TiB2�ķ�Ӧ����ʽ����[11]��
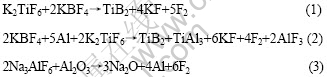
ʽ(3)�е�Na3AlF6���˶����Ͻ��������������⣬����ԭAl2O3�����á�������Ӧ����KF��AlF3��F2�����ڽ�עǰͨ����������Ȼ�ӷ���ȥ��
��ԭλ������16%TiB2/ZL109���ϲ��������а�����������30%SiC/ZL109���ϲ��ϣ�ͬʱͨ��������б����������ϲ���ȫ���ۻ���������г�ֽ��裬�������ͼ���10%TiB2+10%SiC���ӿ�����ǿZL109���ϲ��ϡ�
���ϲ��Ͻṹ������D/MAX-RA��X�����������Ͻ���(CuK��)����֯�۲�ֱ���4XB-H0477��ѧ������S-520ɨ����������Ͻ��У�������ѧ���ܲ����ڵ�������ʵ����Ͻ��У���������Ϊ0.5 mm/min��
2 ���������
2.1 ���ϲ��ϵĽṹ����֯
�ڸ����Ʊ����ϲ��Ϲ����У�SiC������������ᷢ�����½��淴Ӧ��

��Ӧ����Al4C3��һ�ִ����࣬�����ؽ��Ͳ�����ѧ���ܣ�����ʹ��Һճ�����������Ա�Ӱ���������ܡ��о�����[12]��������Ͻ���Si������10%����ʱ������Ч�ط�ֹ������Ӧ�ķ��������о���ѡ�õ�ZL109����Ͻ�Si����Ϊ11.0%~13.0%�����⣬Ϊ������淴Ӧ�ķ�������SiC/Al���ϲ��ϼ��뵽������ϸ���������¶Ȳ�����750 �棬�������ܼ��ٸ���ͣ��ʱ�䡣
(TiB2+SiC)/ZL109���ϲ��ϵ�XRD����ͼ1��ʾ����ͼ1���Կ����������Ʊ���TiB2+SiC��ǿZL109���ϲ����У�����ǿ��ΪSiC��TiB2��û�г���TiAl3��Al4C3�ȿɷֱ��������������ߣ���˵����ԭλ��Ӧ����TiB2������ͬʱ�����SiC�����������Ͻ��У�����SiC�Ľ��淴Ӧ�õ������ƣ��Ӷ��Ƶ�(TiB2+SiC)/ZL109���ϲ��ϡ�

ͼ1 (TiB2+SiC)/ZL109���ϲ���X����������
Fig.1 XRD pattern of 9TiB2+SiC)/ZL109 composite
���ڿ�����ǿ���������ϲ�����˵����ǿ�����ӵ���״���ߴ�Ϳռ�ֲ��ܴ�̶���Ӱ�쵽���ϲ��ϵ���ѧ���ܡ�ͼ2��ʾΪ(TiB2+SiC)/ZL109���ϲ��ϵ�ɨ��羵��Ƭ(SEM��)����ͼ2(a)��(c)���Կ�����SiC��TiB2�����ڻ����зֲ����ȣ�������ƫ������

ͼ2 (TiB2+SiC)/ZL109���ϲ�����֯(SEM)
Fig.2 SEM microstructures of (TiB2+SiC)/ZL109 composite
��ͼ2(b)���Կ�����SiC��������������ã�����ྻ�����Ӻ�����ȱ�ݡ�
2.2 ���ϲ��ϵĿ���������Ϊ
ʵ���(TiB2+SiC)/ZL109��SiC/ZL109���ϲ��ϵĿ���������Ϊ�����˶Ա��о���ʵ���зֱ��ۻ���730 ���(10%TiB2+10%SiC)/ZL109��10%SiC/ ZL109���ϲ��Ͻ��뾭Ԥ�ȵ��մɹ���(����Ϊ150 mm, ֱ��Ϊ20 mm, Ԥ���¶�Ϊ730 ��)��Ȼ���մɹ�����730 ��ı���¯��(�մɹ���ֱ����)������45 min��Ѹ�ٴ�¯��ȡ����������ˮ�С�ʵ���ھ���ˮ�������Ϸֱ���ϡ������������ȡ�����������۲츴�ϲ��Ͼ�Һ̬���ú�Ŀ����ֲ������
ͼ3(a)��(b)��ʾ�ֱ�Ϊ10%SiC/ZL109���ϲ����ϡ��¶������ǿ������ķֲ������ͼ3(c)��3(d)��ʾ�ֱ�Ϊ(10%TiB2+10%SiC)/ZL109���ϲ����ϡ��¶������ǿ������ķֲ������

ͼ3 ����ʵ���SiC/ZL109�ͣ�TiB2+SiC��/ZL109���ϲ��ϵĹ�ѧ������Ƭ
Fig.3 Metallographs of SiC/ZL109 and (TiB2+SiC)/ZL109 after deposit experiment: (a) Top surface of SiC/ZL109; (b) Bottom surface of SiC/ZL109; (c) Top surface of (TiB2+SiC)/ZL109; (d) Bottom surface of (TiB2+SiC)/ZL109
��ͼ3(a)��3(b)���Կ���������10%SiC/ZL109���ϲ��ϣ���Һ̬����45 min����������������SiC�������ڣ����������ĵײ����ڴ����ۼ���SiC������˵����û��TiB2�������ڵ�����£�SiC������ZL109�Ͻ��д������صij�������ͼ3(c)��3(d)���Կ�����SiC�������������������ϵķֲ�ʮ�־��ȣ�SiC����������������ͬ�����������TiB2�����Ĵ��ڶ�SiC�����ij������������Ե�Լ�����ã��ӻ���SiC�����ij�����
������״̬��(Re?1)�������������еij����ٶȿ���Stokes��ʽ����Ϊ[13]��

���˿����ij�����Ϊ�� �ڵ�һSiC������ǿ�������ϲ��������У���֪���Ͻ������SiC�������ܶȷֱ�Ϊ2.4��3.2 g/cm3��SiC����ֱ��Ϊ20 ��m����������[14]����730 ��ʱ�����Ͻ�����Ķ���ѧճ��ԼΪ2.5��10-3 Pa?s������ó�SiC�����ij����ٶ�(v0)Ϊ6.97��10-5 m/s������[11]ָ������ԭλ����TiB2������ǿ�������ϲ����У���ǿ������������ԵĿ��������������ϲ������徲��60 min���ɱ����ȶ����ȵĿ����ֲ�����������[9]����730 ��ʱ��ԭλ����TiB2/ZL101���ϲ��ϵĶ���ѧճ��Ϊ0.174 Pa?s��TiB2�������ܶ�Ϊ4.5 g/cm3, ����ó��������ȶ�״̬ԭλ�����������ϲ��������е�SiC�����ij����ٶ�Ϊ1.00��10-6 m/s������������ԭ�������ȶ�״̬ԭλ�����������ϲ��������е�SiC�����ij����ٶȽ�����Լ���������������⣬����TiB2�����Ĵ��ڣ���SiC�����ij���������һ�����谭���ã��Ӷ���һ������SiC�����ij�����
������ʵ�鼰���������Կ�������ȻTiB2�������ܶȱ�SiC�������ܶȴ���TiB2�����ij����ٶȱ�SiC����С�ö࣬��˵�������ijߴ�Կ����ij����ٶ�Ӱ������ҵ������ijߴ��㹻С(����)ʱ�������ij������Ժ��Բ��ƣ����⣬��Ȼ�����ճ�ȶԿ����ij����ٶ�Ӱ���С����������ǿ�����ȷ��������£�Ҫ�ı���������ٶȵ�Ψһ�������Ǹı������ճ�ȡ���ˣ��������м������Ŀ�����һ�����ƴ�������ٳ����ĺ÷�����
2.3 ���ϲ��ϵ���ѧ���ܲ���
Ϊ�˺���(10%TiB2+10%SiC)/ZL109���ϲ��ϵ���ѧ���ܣ�ͬʱ�Ʊ���10%SiC/ZL109, 10%TiB2/ ZL109��(10%TiB2+10%SiC)/ZL109��3�ָ��ϲ��ϣ����������Ǿ�T6�ȴ�����ĵ���ѧ���ܣ�Ϊȷ�����ݵĿɿ��Ժ�ʵ��Ŀ��ظ��ԣ�ÿ�ֲ���ȡ6�������в��ԣ����ȡ���ǵ�ƽ��ֵ��Ϊ���ֲ��ϵ���ѧ���ܣ�����2��
�ɱ�2���Կ�����(10%TiB2+10%SiC)/ZL109���ϲ��ϵ�ǿ�ȱ�10%SiC/ZL109���ϲ��ϵ�ǿ�ȸߣ����DZ�10%TiB2/ZL109���ϲ��ϵ�ǿ�ȵͣ�����Ҫ�����ڸ��ϲ�����ʹ�õ�SiC�������ڼ���ı߽ǣ���Щ����ı߽�ǰ����Ӧ���ܴ���������ι����У���Dz�λ�������˲������ƣ�ʹ�ø��ϲ����ڽ�СӦ�����������Ʋ���ɢ[15-16]��
��2 ���ϲ��ϵ���ѧ���ܶԱ�
Table 2 Comparisons of mechanical properties in composites

����Rajinder Pal������ĸ��ϲ��ϵ���ģ�����㹫ʽ[17]��
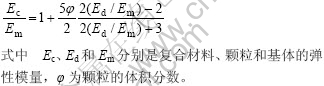
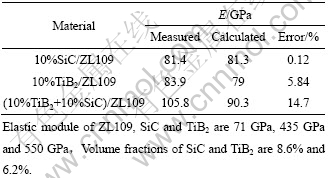
��ʵ�����Ʊ����ϲ��ϵĵ���ģ�����м��㣬���ý�������3���ӱ�3���Կ�����ԭλ����TiB2/ZL109���ϲ��ϵĵ���ģ���IJ���ֵҪ�������ֵ�߳�5.84%����TiB2��SiC����������ǿʱ���䵯��ģ��Ҫ�ϼ���ֵ�߳�14.7%��������Ϊ��������������ǿ�������ϲ��ϵĵ���ģ�����㣬�����üĻ��ԭ��������Ե���ģ���Ĺ���Ҫ�ϴ����(��)�Ĺ���Ϊ�����������ֿ���������ǿ�������ϲ���ʱ���������������й���֮�⣬��С�����Ļ��ӻ��������Ӧ��Эͬ���ã��������¸��ϲ��ϵ���ģ���Ĵ������ߡ�
��3 ʵ�����Ʊ����ϲ��ϵĵ���ģ��
Table 3 Elastic module of synthesized composites
3 ����
1) ����TiB2+SiC������ǿ�������ϲ����У�����TiB2�����Ĵ��ڣ���Ч������SiC�����ij�����Ϊ�����徭45 min����Ҳ�ɻ�ÿ����ֲ����ȵĸ��ϲ��ϣ���ʹ�ø�ģ��������״�����ֱ��������ͳ�Ϊ���ܡ�
2) �ڴ�С����������ǿ�������ϲ����У������Ļ��ӶԸ��ϲ��ϵ���ģ������߾���Эͬ���ã��ܹ��������߸��ϲ��ϵĵ���ģ����
3) (10%TiB2+10%SiC)/ZL109������ǿ�������ϲ��ϣ���T6�ȴ�������ǿ�ȿɴﵽ275 MPa������ģ��Ϊ105.8 GPa��
REFERENCES
[1] Kim S W, Lee U J, Han S W, et al. Heat treatment and wear characteristics of Al/SiCp composites fabricated by duplex process [J]. Composites, 2003, 34: 737-745.
[2] Zhang F, Sun P, Li X, et al. An experimental study on deformation behavior below 0.2% offset yield stress in some SiCp/Al composites and their unreinforced matrix alloys [J]. Mater Sci Eng A, 2001, A300: 12-21.
[3] Acilar M, Gul F. Effect of the applied load, sliding distance and oxidation on the dry sliding wear behaviour of Al-10Si/SiCp composites produced by vacuum infiltration technique [J]. Materials and Design, 2004, 25: 209-217.
[4] Drenchev L, Sobczak J, Sobczak N. Sedimentation phenomenon and viscosity of water-SiC suspension under gravity conditions��a water model study for composites synthesis [J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2002, 197: 203-211.
[5] Ourdjini A, Chew K C, Khoo B T. Settling of silicon carbide particles in cast metal matrix composites [J]. Journal of Materials Processing Technology, 2001, 116: 72-76.
[6] Tjong S C, Ma Z Y. Microstructures and mechanical characteristics of in situ metal matrix composites [J]. Mater Sci Eng A, 2000, A29: 49-113.
[7] Fan T, Zhang D, Yang G, et al. Fabrication of in situ Al2O3/Al composite via remelting [J]. Journal of Materials Processing Technology, 2003, 142: 556-561.
[8] Tjong C, Wang G S, Mai Y W. Low-cycle fatigue behavior of Al-based composites containing in situ TiB2, Al2O3 and Al3Ti reinforcements [J]. Mater Science and Engineering, 2003, A358: 99-106.
[9] ��չ. ԭλ����TiB2/Al���ϲ��ϼ��䷴���������о�[D]. �Ϻ����Ϻ���ͨ��ѧ��2006.
YI Hong-zhan. Research of the In-situ Synthesized TiB2/Al Composite and Its Molding Under Antigravity [D]. Shanghai: Shanghai Jiao Tong University, 2006.
[10] Wang J, Guo Q, Nishio M, et al. The apparent viscosity of fine particle reinforced composite melt [J]. Journal of Materials Processing Technology, 2003, 136: 60-63.
[11] �� �������˺㣬���շ壬��. ԭλ�ϳ��������ϲ����п����������о�[J]. �������켰��ɫ�Ͻ�2004, 2: 30-33.
WANG Peng, MA Nai-heng, LI Xian-feng, et al. Study of particle sedimentation on in situ aluminum matrix composite [J]. Special Casting and Nonferrous Alloys, 2004, 2: 30-33.
[12] �ε������뺣������ռ������. SiCp/Al���ϲ��Ͻ��������Ʊ����յ��о�[J]. ���켼����1999(2): 41-43.
RENG De-liang, QI Hai-bo, DING Zhan-lai, et al. Study on the stirring casting technology of SiC/Al composite [J]. Casting Technology, 1999(2): 41-43.
[13] Kolsgaard A, Brusethaug S. Settling of SiC particles in an AlSi7Mg melt [J]. Mater Sci Eng A, 1993, A173(1/2): 213-219.
[14] Geiger G H, Poirier G R. Transport Phenomena in Metallurgy (1) [M]. London: Addison-Wesley Publishing Company, 1980: 22.
[15] CHEN Chang-yon, CHAO Chuen-guang. Effects of particle size distribution on the properties of high-volume-fraction SiCp-Al-based composites[J]. Metall Mater Trans A, 2000, A31(9): 2351-2359.
[16] Nan C W, Clarke D R. Influence of particle size and particle fracture on the elastic/plastic deformation of metal matrix composites[J]. Acta Materialia, 1996, 44(9): 3801-3811.
[17] Pal R. New models for effective Young��s modulus of particulate composites [J]. Composites, 2005, 36: 513-523.
�ո����ڣ�2006-11-23�������ڣ�2007-01-16
ͨѶ���ߣ���ӳ�����绰��021-62934134��E-mail: lyb@sjtu.edu.cn
(�༭ ������)

