DOI��10.19476/j.ysxb.1004.0609.2019.05.07
��/�ֱ���Ԥ�÷�ĩ���⺸��ͷ����֯������
�ܵ��䣬���¸�������ˮ�������ߣ��˾���
(���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ�������/�ֺ��ӵļ����ѵ㣬����������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��Ԥ��Sn�۵ķ�������1.2 mm��6016���Ͻ��1.4 mm��DP590˫��ֽ������ϸ��´�ӡ���/�ֱ���ͬʱԤ�÷�ĩ�Ĺ��˼��⺸�����飬������ͷ���Ρ����ӽ�������֯����ѧ���ܣ�����ANSYS����Ԫ������������/�ּ��⺸��˲̬����Ԫģ�ͣ������ͷ�¶ȳ��ֲ������û����ܶȷ������۵ĵ�һ��ԭ������������Ԥ�÷�ĩ���γ�����FeSn��Fe3Sn��FeAl3��Fe2Al5�Ȼ������ģ��������ѧ���ܡ�����������ڼ���ͷ�غ��ӷ���ƫת10�㡢�����2750 W�������ٶ�32 mm/s���뽹�� -2 mm��Ar������������20 L/min�����£���/�ֱ���ͬʱԤ�÷�ĩ��ʵ��6016���Ͻ���DP590˫�����Ч���ӣ����������ס����Ƶ�ȱ�ݣ���ͷƽ�����غ�54.16 N/mm����������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��δԤ��Sn����ȣ���ͷ�������1.6����������Ԥ��AlSi12Mg1.5�ۣ�����Ԫ�ع������ǿ�Ⱥ͵�������ĵ����ܶ�����Ԥ��AlSi12Mg1.5�������ϲ����Լ���������ʣ����ƺ��������Σ�����/�ֲ��Ԥ��Sn��ʱ�������־��ﵽ�ۻ�״̬���ϲ���Һ���²��Һ���ۺϿ��ȼӴ���/�ֺ�����������ӣ���������ߣ����⣬����������ϸС����ͷ����Fe-Al������IJ��ȼ��٣����ɸ����½ṹ�ȶ���FeSn��Fe3Sn���������࣬���ͬʱԤ�÷�ĩ����˽Ϻõ���/�ֽ�ͷ���ܡ�
�ؼ��ʣ����⺸�ӣ���/�֣�Ԥ�÷�ĩ��Fe-Al������
���±�ţ�1004-0609(2019)-05-0942-12���� ��ͼ����ţ�TG454���� ���ױ�־�룺A
������/�ֽṹ�������һ�ֽṹ�����ɻ�����õ�����Ч������ʵ�ֳ����ṹ����������Ч;����������ִ���ͨ���乤�����й㷺Ӧ��ǰ��[1-5]��Ȼ ����/�ִ������������ܼ�����ṹ����IJ��죬�ۻ�����������Һ��Һ��ϣ�Fe��Al��Ӧ���ɴ���Fe-Al�������ͷ��ѧ���ܣ���ˣ�ʵ����/����������ʮ������[6-7]��Ŀǰ����/�ֵ����ӷ�����Ҫ��ճ�ӡ���е���Ӻͺ���[8]��ճ�ӵõ����ӽ�ͷ�Ļ�еǿ�����ޣ�ֻ��һЩǿ��Ҫ��ϵ͵ij���Ӧ�ã���е������õ�ǿ�Ƚϸߵ����ӽ�ͷ������ͷ����������������֤�������ǽ������ͬʱ����������Ҫ�����Ч;�����������ۺ���������ʵ����/�����ӡ�ǥ���������ڳ����������Բ��ͷ���ܲ��ߡ�ѹ���ܹ�����״�ͳߴ�Ӱ�죬��Ҫ����װ����ϣ�����Ч�ʵͣ���������������������������������ɫ�ԡ���������Ժͷ����ԣ���Ϊһ�ֺ������������������ܶȸߣ��ɵ��Ժã����⺸��Ϊ��/�����ӵ���Ҫ����[9]������/�ּ��⺸�����о�������Ӱ���ͷ���ܵ�������Ҫ�����ס��ɽ������ơ����ӽ�ͷ����֯�����ȣ���Щ�����У�����Fe-Al��������Ӱ���ͷ���ܵĹؼ����ء�Ϊ������/�ֽ�ͷ���ܣ���Ҫͨ���Ż����ӹ��ղ�����������/�ֽ���Fe-Al������IJ����Լ��������Ӳ���(���м�в㡢��ĩ)���ı���/�ֽ���Fe-Al������������[10-15]��
�����/�ֺ��ӵļ����ѵ㣬����ѡȡ�����㷺Ӧ�õ�DP590˫�����6016���Ͻ���Ϊ�о�������������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��Ԥ��Sn�۵ķ�����ͨ�����ϸ��µĴ����ʽ�����ù��˼�������Ϊ������Դ��ʵ����/��֮�����Ч���ӣ��������⺸��ͷ���Ρ����ӹ��ס���������ĵ����ܶȡ����ӽ�������֯����ѧ���ܣ�����ANSYS����Ԫ������������/�ּ��⺸��˲̬����Ԫģ�ͣ������ͷ�¶ȳ��ֲ������û����ܶȷ������۵ĵ�һ��ԭ������������Ԥ�÷�ĩ���γ�����FeSn��Fe3Sn��FeAl3��Fe2Al5�Ȼ������ģ��������ѧ���ܡ������о��������Ϊ�ḻ���������ֽ������ӳ������ۣ���Ϊ��չ��/�ֽṹ�����⺸�ӵ��ƹ�Ӧ���ṩ��˼·���������ݡ�
1 ʵ������㷽��
���Ӳ��ϲ���6016���Ͻ�DP590˫��֣�6016���Ͻ�ijɷ�(����������%)��Si 1.0~1.5��Cu 0.2, Mn 0.2, Mg 0.25~0.6, Fe 0.5, Al������˫��ֵijɷ֣�C 0.15, Si 0.60, Mn 2.50, S 0.015, P 0.04, Fe������6016���Ͻ��DP590˫��ֵ�ƽ��ߴ�ֱ�Ϊ1.2 mm �� 100 mm��30 mm��1.4 mm��100 mm��30 mm������ɰֽ��ĥȥ�����Ͻ���������㣬�ñ�ͪ��ϴ����ȥ���������ۡ������ͪʹAlSi12Mg1.5���Ժ�״��ʽ����Ϳ�����Ͻ������λ���棬��λ���Ϳ����25~27 mg/cm2�������ͪʹSn���Ժ�״��ʽ����Ϳ ��ְ���棬��ĩ���ȣ�0.05 mm��Sn�ۺ���(��������)��Pb��0.03%��Fe��0.005%��As��0.0002%��Zn��0.005%��Sb��0.01%��Bi��0.005%��Sn��99.0%��Ϳ��ְ�����״Sn�ۼ�Ϊ��/�ֲ��Ԥ�õ��м���ĩ��Sn��Ϳ����30~40 mg/cm2���������������Ͻ���ϳ����ϸ��µĴ�ӽ�ͷ�����⺸ʾ����ͼ1��ʾ��
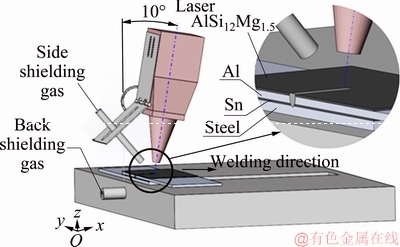
ͼ1 ��/�ּ����Ӻ�ʾ��ͼ
Fig. 1 Principle map of aluminum /steel laser lap welding
����ʵ�����YLS-4000-CL���˼�������Ϊ������Դ������������4000W�����Ⲩ��1070 nm�������������ģʽTEM00��������ֱ��0.4 mm��������ɢ�Ǧ���0.15 rad�����ྵ��200 mm��Ϊ��ýϼѽ�ͷ�������Ż�����Ԥ�÷�ĩ���ӹ��ղ���Ϊ�������2750 W�������ٶ�32 mm/s���뽹��-2 mm�����������������20 L/min������ͷ�غ��ӷ���ƫת10�㣻���ӹ����������HR2000+�����ǣ�������̽��ͷ�����̶�װ��ˮƽ�̶���һ��λ�ã�����̽��ͷ��۲�λ�õľ���Լ0.3 m����֤����̽��ͷ��ȷ ���յ��������źţ�������̽��ͷ������ͨ��������������ȡ�ź�ʹ�ù���ʱ�������������뾶���Է�ֹ��������������и�ȡ������ɰֽ��ĥϸĥ����е�⣬4%����ƾ���Һ��ʴ�Ʊ�����������EBSD������е�����5%������ƾ���Һ�����µ����35~45 s��������ʽ���������۲���/�ֺ�������֯����������������(EDS)�͵��ӱ�ɢ������(EBSD)̽ͷFEI Quanta200 ɨ��羵�۲�Ͽ���ò������������Ҫ����ֲ��������;�����С������D500X����������(XRD)�������ӽ�ͷ��Ҫ���ࣻ����Css-225�͵���������������Ժ���������ƽ�����غɣ�����ʱ�������ٶ�0.5 mm/min����������ÿ��ȡ3�����Լ��㺸����ƽ�����������������غ�Ϊ��λ�����ϳ��ܼ������Ĵ�С��
����ANSYS ����Ԫ���������Dz����¶�����ԡ���ʼ�������߽����������أ�������/�ּ��⺸��˲̬����Ԫģ�ͣ�ʹ�ø�˹��-�������Դ�Լ��⺸��ͷ�¶ȳ�������ֵģ�⣻����Ԥ�÷�ĩ���γ�����FeSn��Fe3Sn�Լ�FeAl3��Fe2Al5�Ȼ������ģ��ʱ�����û����ܶȷ������۵�Castep����������[16]�����������������ܡ������ܺͽ���������3���֡����������ܲ��ù����ݶȽ���(GGA)�е�Perdew-Burke- Ernzerhof��ʽ[17]����������С���Ŀ��ٸ���Ҷ�任(Fast-tourier-transform, FFT)�����Ͻ��У����ö������������г�ԥ�ij�������[18]��Ϊƽ�沨������������Ǣ����(SCF)�������м��㣬���ý��Broyden- Flecher-Goldfarb-Shanno(BFGS)�����ݶȷ�����Pulay�ܶȻ�Ϸ���[19-21]�������ӳ�ԥ������ѧ���ܼ������Dmol������е�Dynamicsģ�飬ѡȡ�������ϵ��(NVT)�����ӽ����ܺ�������GGA���Ƶ�BLYP��ʽ�ƺ���ȡȫ����λ�ƣ����Ӳ��������ô�d�����˫��ֵ��(DNP)������
2 ��������
2.1 ���������Ԫ����������
ͼ2��ʾΪ��/�ּ��⺸��ͷ����ı�����ò����ͼ2��֪�����ϸ��´�ӡ�δԤ�÷�ĩʱ��������β������Һ��췢��(��ͼ2(a))����������ϲ����Ͻ���ڼ���������£����Լ���ķ����ʴ��������ռ������������º��ӹ��̲��ȶ���������Ԥ��AlSi12Mg1.5�ۣ���������Եõ����ƣ������������ɽ�����(��ͼ2(b))����������Ԥ��AlSi12Mg1.5�ۡ�ͬʱ��/�ֲ��Ԥ��Sn�ۣ����ֺ����������������Ҿ��й��������״���ƣ������Էɽ������Ƶ�ȱ��(��ͼ2(c))��
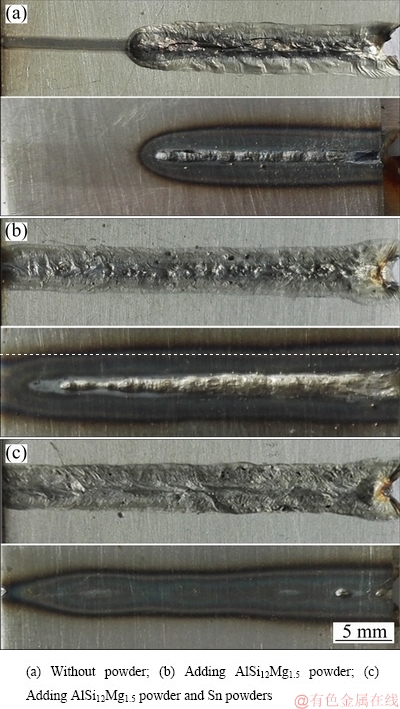
ͼ2 ��ͬ���ӹ�����������/�ֺ��������ò
Fig. 2 Weld surface morphologies of aluminum /steel
ͼ3��ʾΪ��/�ּ��⺸��ʱ��Ԫ����������ͼ��������ҪΪAl��FeԪ�غ�����Mg��SiԪ�أ����й������ǿ�����ΪAl��528.61������ΪMg��522.55��Fe��534.42��Si��546.2���۲첨���ֵ������������Ԥ��AlSi12Mg1.5�ۣ����δԤ�÷�ĩ������Ԫ�ع������ǿ��������������/�ֲ��Ԥ��Sn��ʱ��MgԪ���������ǿ�����ӽ���������Ԫ����������Ϊ���ģ�ͨ��Lorentzian�������������ϣ����ʱѡȡһ��ʱ������5����������ȡƽ��ֵ����/�ּ��⺸�ӹ����е�����������ܶȵļ��������1���С��������֣����δԤ�÷�ĩ��������Ԥ��AlSi12Mg1.5�ۣ����������ϲ����Լ���������ʣ�������¼��⺸�ӵ����������ӡ�
2.2 ��ͷ����֯
ͼ4��ʾΪ������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ������Ԥ��Sn�ۼ��⺸��ͷ�Ľ�����֯��������/�ֲ��δԤ��Sn�ۣ������������ۿ��ֱ�Ϊ2.08 mm��0.76 mm(��ͼ4(a))���۳������˫��ֽ�ϴ���������(��ͼ4(b))������/�ֲ��ͬʱԤ��Sn�ۣ���������仯�����ۿ�����0.85 mm(��ͼ4(c))�����Һ�����֯�Ͼ��ȣ��������������Ƶ�ȱ��(��ͼ4(d))��

ͼ3 ��ͬ���ӹ�����������/�ּ��⺸��Ԫ����������
Fig. 3 Element feature line of aluminium/steel laser welding
��1 ��/�ּ��⺸��Ԫ�ص�������ĵ����ܶ�
Table 1 Electron density of plasma for aluminium/steel laser welding


ͼ4 ��ͬ���ӹ�����������/�ּ��⺸��ͷ������֯
Fig. 4 Microstructures of aluminium/steel laser welding joints
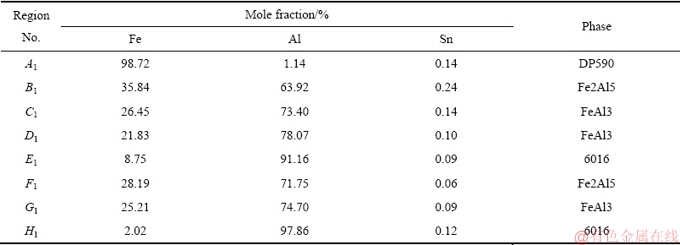
ͼ5��ʾΪ������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��δԤ��Sn�۵Ľ�ͷ�����SEM���ֽ����ײ������������ơ���ͼ5(a)��ʾ�����Q1����Q2����Q3�����зŴ۲�����ͼ5(b)~(d)��ʾ���������Q1������ΪA1��B1��C1��D1��E1 5������Q3������ΪG1��H1 2�������Լ�F1�����������������������2���С��ɼ�A1������ҪΪFe��E1��H1������ҪΪAlԪ�أ�B1��F1�����Fe��Al��Ħ���Ƚӽ�2:5����Fe-Al��ͼ�Ʋ�������B1��F1����ΪFe2Al5�������C1��D1��G1�����Fe��Al��Ħ���Ƚӽ�1:3����������FeAl3������ۺ�������֪����/�ֲ��δԤ��Sn�ۣ�������/�ֽ������ҪΪFe-Al��������ȴ�Լ50~100 ��m��
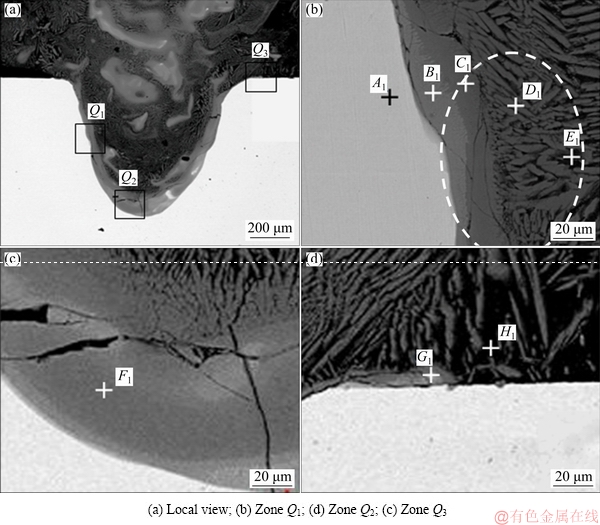
ͼ6��ʾΪ������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��Ԥ��Sn�۵Ľ�ͷ�����SEM���ֽ��������ں����á���Ͻ��ܡ���ͼ6(a)��ʾ�����Q4����Q5����Q6�����зŴ۲�����ͼ6(b)~(d)��ʾ����δԤ��Sn����ȣ�����������Լ�С��Լ10~20 ��m���۳��ڲ���ɢ�ֲ��϶��ɫ������֯(��ͼ6(b))����Q4���е�A2~D2��Q5���е�E2��Q6���е�F2��G2�������������������3��A2������ҪΪFe��C2������ҪΪAl��B2��E2�����е�Fe��Al��Ħ���Ƚӽ�2:5���Ʋ�����Fe2Al5�����D2��F2�����е�Fe��Al��Ħ���Ƚӽ�1:3���Ʋ�����FeAl3�����G2�����е�Fe��Al��Ħ���Ƚӽ�3:1���Ʋ�����Fe3Al�����
ͼ5 Ԥ��AlSi12Mg1.5�ۼ��⺸��ͷ����SEM��
Fig. 5 SEM images of laser welding joint adding AlSi12Mg1.5 powder
��2 Ԥ��AlSi12Mg1.5�ۼ��⺸��ͷ�Ľ���EDS����
Table 2 EDS analysis of laser welding joint adding AlSi12Mg1.5 powder
Ϊ��һ��ȷ�����������ṹ���ͣ��Ժ�����������XRD�����������ͼ7��ʾ������������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��δԤ��Sn��ʱ�������������FeAl3��Fe2Al5�Ȼ�����(��ͼ7(a))������/�ֲ��Ԥ��Sn�ۣ���ͷ��������Fe3Al��FeAl3��Fe2Al5��FeSn��Fe3Sn(��ͼ7(b))����������/�ּ��⺸��ͷ�������������������һ�¡�
ͼ8��ʾΪ������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ������Ԥ��Sn����������/�ֽ�ͷ��ͬ������ķֲ�����Ժ��������ֽ�ͷ�������Ҫ��������(F)��������(M)����������(A)����ͼ8(a)��֪��˫���ĸ����72.2%(�������)�����塢27.4%�����弰0.4%��������ɡ���ͼ8(b)��֪��ĩԤ��Sn��ʱ��˫�����Ӱ�����������庬��(17.6%��Ħ������)��ĸ����֯�������庬������9.8%����������(81.8%)��������(0.5%)������������������ͼ8(c)��֪��Ԥ��Sn��ʱ��˫�����Ӱ������ֲ�����Ժ����У�������ռ75.5%�������庬��ռ23.2%��������ռ1.3%����ĸ�ĸ����Ӧ��������

ͼ6 Ԥ��AlSi12Mg1.5�ۺ�Sn�ۼ��⺸��ͷ����SEM��
Fig. 6 SEM images of laser welding joint adding AlSi12Mg1.5 and Sn powders
��3 Ԥ��AlSi12Mg1.5�ۺ�Sn�ۼ��⺸��ͷ����EDS����
Table 3 EDS analysis of laser welding joint adding AlSi12Mg1.5 and Sn powders

Ϊ�о���/�ֲ��Ԥ��Sn�۶Ժ��쾧���ߴ��Ӱ�죬����Ԥ�÷�ĩǰ��˫�����Ӱ��������ȡ��ֲ��;����ߴ�ֲ���˫���ĸ�ľ���ȡ��ֲ��ͳߴ���ͼ9��ʾ��������֯�����ߴ�ֲ���Ծ��ȣ�ƽ�������ߴ�ԼΪ4.99 ��m��������С��Ҫ�ֲ���1~10 ��m��Χ�ڡ�ͼ10��ʾΪ��/�ֲ������Ԥ��Sn��ʱ˫�����Ӱ�����ľ����ֲ����������δԤ��Sn��ʱ����Ӱ����ƽ�������ߴ�Լ7.75 ��m��������С��Ҫ�ֲ���1~15 ��m��Χ�ڣ�������ߴ�ߴ�21 ��m��Ԥ��Sn��ʱ������˫�����Ӱ������ƽ�������ߴ�С��ĸ�ģ��ҳߴ��С�����У���ƽ�������ߴ�Լ3.92 ��m��������С��Ҫ������2~5 ��m��Χ�ڡ�

ͼ7 ��/�ּ��⺸��ͷ��XRD��
Fig. 7 XRD patterns of aluminum/steel laser welding joints
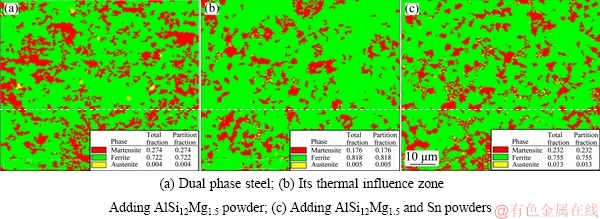
ͼ8 ��/�ּ��⺸��ͷ����ֲ�����Ժ���
Fig. 8 Distribution and relative content of aluminum/steel laser welding joints
2.3 ��ͷ��ѧ������Ͽ���ò
���������¶�������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ������Ԥ��Sn�۵���/�ּ��⺸��ͷ�������м������ܲ��ԣ����ӽ�ͷ���غ�-λ��������ͼ11��ʾ��������/�ֲ��δԤ��Sn��ʱ����ͷƽ�����غ�Ϊ33.67 N/mm������/�ֲ��Ԥ��Sn��ʱ����ͷƽ�����غ�54.16 N/mm����δԤ��Sn����ȣ���ͬ���ӹ��ղ��������£���/�ֽ�ͷ�ļ����������1.6����
ͼ12��ʾΪ���������Ķ���λ�á�������/�ֲ������Ԥ��Sn��ʱ�������������Ӻ�����洦���롣δԤ��Sn�۵���/�ּ��⺸��ͷ�۶Ͽ���ò��ͼ13(a)��ʾ�����ָߵ����̨�����ͼ����˺���⣬Ϊ���͵Ľ�������������ͼ13(b)��ʾΪԤ��Sn�ۺ���۶Ͽ���ò�����ֳ�˺�����⣬���������ѣ�����Ϊ��϶���������
2.4 ��ͷ�¶ȳ�����
Ϊ���������ݽǶȷ���������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��Ԥ��Sn�ۻ�ýϺ���/�ֽ�ͷ���ܣ������ֶ���/�ּ��⺸��ͷ���¶ȳ�ģ�������з�������4��ʾΪ��/�ֲ������Ԥ��Sn�ۼ��⺸ʵ�ʺ���ߴ���ģ���۳سߴ�ĶԱȽ��������ģ���۳سߴ���ʵ�麸��ߴ�����ӽ����ɼ����ø�˹��-�������Դ�Լ��⺸��ͷ�¶ȳ�������ֵģ���Ǻ����ġ�

ͼ9 ˫���ĸ�ľ����ֲ�
Fig. 9 Grain distribution of dual phase steel base material

ͼ10 ˫�����Ӱ���������ֲ�
Fig. 10 Grain distribution of dual phase steel thermal influence zone adding AlSi12Mg1.5 powder
ͼ14��ʾΪ��ͬ������������/�ּ��⺸��ͷ�������¶ȳ��ֲ�����ͼ14(a)���Է��֣���/�ֱ���δԤ�÷�ĩʱ�����ϸ��´��ʱ���ϲ����Ͻ��ۻ������²�ְ�δ�ۻ����۳��ϲ���Һ���²���Һ�Ļ�ϳ̶ȵ͡�����ͬ���Ӳ��������£�������Ԥ��AlSi12Mg1.5�ۣ��۳��¶ȳ��ֲ���ͼ14(b)��ʾ�����Է��֣����־��ﵽ�ۻ�״̬���ۿ��������������ӣ��ֲ���ڽϴ���¶��ݶȡ��ɼ���������Ԥ��AlSi12Mg1.5�ۡ����ϸ��´��ʱ���ϲ����Լ�������������ӣ���2.1���й۲���/�ּ��⺸��ʱԪ���������߷��������������ӵĽ��һ�¡���һ������������Ԥ��AlSi12Mg1.5�ۣ���/�ֲ��Ԥ��Sn�۵Ľ�ͷ�¶ȳ����������־��ﵽ�ۻ�״̬(��ͼ14(c))�������/�ֲ��δԤ��Sn�ۣ�������Ȼ�仯�����ۿ��������ӡ��ɼ�Ԥ��Sn�ۣ��ı��˽�ͷ�۳ص��¶ȳ��ֲ��������ϲ���Һ���²��Һ���ۺϿ��ȣ�Ϊ��/�ּ��⺸��ͷ��ұ��Ӧ��������������

ͼ11 ���ӽ�ͷ���غ�-λ������
Fig. 11 Load-displacement curves of welded joint

ͼ12 ��/�ּ��⺸��ͷ������������λ��
Fig. 12 Shearing specimen fracture position of aluminium/ steel laser welding joints

ͼ13 ��/�ּ��⺸��ͷ���������۶Ͽ���ò
Fig. 13 Shear specimen microfracture morphologies of aluminium/steel laser welding joints
��4 ʵ���۳��ۺϳߴ���ģ�����Ա�
Table 4 Comparison of size of real weld pool and simulated results


ͼ14 ��ͬ������������/�ּ��⺸��ͷ������¶ȳ��ֲ�
Fig. 14 Cross section temperature field distribution of aluminium/steel laser welding joints
2.5 ��ѧ��������ṹ���ȶ���
�о�������XRD�������ķ���������֣���������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��Ԥ��Sn�������£���/�ּ��⺸��������FeAl3��Fe2Al5��Fe-Al�������Լ�FeSn��Fe3Sn�����ࡣ������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��Ԥ��Sn�۾��ɻ�ýϺõ���/�ֽ�ͷ���ܣ�Ϊ��ұ��ѧ�Ƕȷ�����ԭ�����ּ�����Fe-Al�������Լ�FeSn��Fe3Sn�������ģ��������ѧ���ܣ��Ƚ���FeAl3��Fe2Al5��FeSn�Լ�Fe3Sn���ӡ�����������µ���ṹ�ȶ��ԡ�FeAl3��Fe2Al5��FeSn�Լ�Fe3Sn���Գ����ļ��������5���С��ڴ˻����ϣ��������¹�ʽ���м���[22]��
 (1)
(1)
 (2)
(2)
����FeAl3��Fe2Al5��FeSn�Լ�Fe3Sn�Ȼ��������ģ��B������ģ��G�Լ�����ģ������ģ���ı�ֵG/Bֵ�����Ҳ�����5��ͨ��G/B��Ԥ����ϵĴ��������Եȱ�����ѧ����[23-24]������G/B��0.5ʱ�����ϱ���Ϊ���ԣ�����ʴ��ԡ��ӱ�5��ʾ���������FeAl3��Fe2Al5��G/Bֵ�ֱ�Ϊ0.627��0.656������0.5������FeAl3��Fe2Al5������Ϊ�����ࣻFeSn��Fe3Sn��G/Bֵ�ֱ�Ϊ0.437��0.329��С��0.5������FeSn��Fe3SnΪ�����ࡣ
FeAl3��Fe2Al5��FeSn�Լ�Fe3Sn�Ȼ������ڲ�ͬ�¶��µ���(H)��Gibbs������(G1)�������������¹�ʽ���м��㣺
 (3)
(3)
 (4)
(4)
ʽ�У�TΪ�¶ȣ�cp�Ǹ��¶��µĶ�ѹ�����ݣ�UΪ0 K��1.01��105 Paʱ���γ��ȣ�SΪ��Ӧ�¶��µ��ء�
ͼ15����ΪFeAl3��Fe2Al5��FeSn�Լ�Fe3Sn�Ȼ�������ء�����Gibbs�����ܵ�����ѧ���ܵļ����������������¶ȵ����ߣ�������������غ���ֵ�������������ƣ���Gibbs�������½�����������������Ľṹ�ȶ������¶����߶��½�����һ���������֣���298~875K�¶ȷ�Χ�ڣ�FeSn��Gibbs������С��Fe2Al5�ģ�Fe3Sn��Gibbs������С��FeAl3�ģ�ͨ��Gibbs������Խ�ͣ�������ϵ��ṹ�ȶ���Խ�ã����Ը��¶ȷ�Χ��FeSn���ȶ��������Fe2Al5��Fe3Sn��FeAl3��
��5 FeAl3��Fe2Al5��FeSn��Fe3Sn�ĵ��Բ���
Table 5 Elastic parameter of FeAl3, Fe2Al5, FeSn and Fe3Sn


ͼ15 FeAl3��Fe2Al5��FeSn��Fe3Sn�ڲ�ͬ�¶��µ�����ѧ����
Fig. 15 Entropy S (a), enthalpy H (b) and Gibbs free energy G1 (c) of FeAl3��Fe2Al5��FeSn and Fe3Sn phases at different temperatures
3 ����
1) ����ͷ�غ��ӷ���ƫת10�㣬�����2750 W�������ٶ�32 mm/s���뽹��-2 mm��Ar������������20 L/min���������£���/�ֱ���ͬʱԤ�÷�ĩ��ʵ��6016���Ͻ���DP590˫��ֵ���Ч���ӣ����������ס����Ƶ�ȱ�ݣ���ͷƽ�����غ�54.16 N/mm����������Ԥ��AlSi12Mg1.5�ۡ���/�ֲ��δԤ�÷�ĩ��ȣ���ͷ�������1.6����
2) ������Ԥ��AlSi12Mg1.5�ۣ�Ԫ�ع������ǿ�Ⱥ͵�������ĵ����ܶ�����Ԥ��AlSi12Mg1.5�������ϲ����Լ���������ʣ����ƺ��������Σ�����/�ֲ��Ԥ��Sn��ʱ�����־��ﵽ�ۻ�״̬���ϲ���Һ���²��Һ���ۺϿ��ȼӴ���/�ֺ�����������ӣ���������ߣ����⣬����������ϸС����ͷ����Fe-Al������IJ��ȼ��٣����ɸ����½ṹ�ȶ���FeSn��Fe3Sn���������࣬���ͬʱԤ�÷�ĩ����˽Ϻõ���/�ֽ�ͷ���ܡ�
REFERENCES
[1] ���ӽ�, ������, ������. �����������������о�����չ[J]. ������ȫ�����ѧ��, 2014, 5(1): 1-16.
FAN Zi-jie, GUI Liang-jin, SU Rui-yi. Research and progress of vehicle lightweight technology[J]. Journal of Automotive Safety and Energy Saving, 2014, 5(1): 1-16.
[2] �ܵ���, ������, ���ٻ�. ˫���/���Ͻ⽺�Ӻ��������÷���[J]. ��е����ѧ��, 2016, 52(14): 25-30.
ZHOU Dian-wu, LI Ning-ning, XU Shao-hua. Analysis of the adhesive layer of laser weld bonding joints in dual phase steel/aluminum alloy[J]. Journal of Mechanical Engineering, 2016, 52(14): 25-30.
[3] ¬Դ־, ����ˮ, �ܵ���, ̷ ��, �� ��, ������. ˫���/���Ͻ��Ӻ�����Mn�۵�����[J]. �й���ɫ����ѧ��, 2016, 26(8):1632-1640.
LU Yuan-zhi, LIU Jin-shui, ZHOU Dian-wu, TAN Zhe, JAI Xiao, HU Lin-xi. Laser lap welding joints in dual phase steel/aluminum alloy with Mn powder addition[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(8): 1632-1640.
[4] �ܵ���, ��Ԫ��, ������, ���ٻ�, ����ˮ. ����Sn-5%Zr ��ĩ�Լ��⺸�Ӹ�/������֯������Ӱ��[J]. �й�����, 2015, 42(5): 0503004-1-0503004-9.
ZHOU Dian-wu, LIU Yuan-li, LI Ning-ning, XU Shao-hua, LIU Jin-shui. Effect of Sn-5%Zr powder addition on microstructure and mechanical property of steel/Al laser welding[J]. Chinese Journal of Lasers, 2015, 42(5): 0503004-1-0503004-9.
[5] �ܵ���, �� ��, ���ٻ�, ����ˮ. ����Sn�ۼ��⺸��/�����ֽ���������֯������[J]. ����ѧ��, 2013, 49(8): 959-968.
ZHOU Dian-wu, PENG Yan, XU Shao-hua, LIU Jin-shui. Microstructure and mechanical properties of steel/Al alloy laser welding with Sn powder addition[J]. Acta Metall Sin, 2013, 49(8): 959-968.
[6] SIERRA G, PEYRE P, DESCHAUX-BEAUME F. Steel to aluminium key-hole laser welding[J]. Materials Science and Engineering A, 2007, 447(1/2):197-208.
[7] TORKAMANY M J, TAHAMTAN S, SABBAGHZADEH J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser[J]. Materials & Design, 2010, 31(1): 458-465.
[8] LEI H Y, LI Y B, CARLSON B E, LIN Z Q. Cold metal transfer spot joining of AA6061-T6 to galvanized DP590 under different modes[J]. Journal of Manufacturing Science and Engineering, 2015, 137(5): 051028-1-051028-10.
[9] WANG P F, CHEN X Z, PAN Q H, MADIGAN B, LONG J Q. Laser welding dissimilar materials of aluminum to steel: An overview[J]. The International Journal of Advanced Manufacturing Technology, 2016, 87(9): 3081-3090.
[10] FAN J, THOMY C, VOLLERTSEN F. Effect of thermal cycle on the formation of intermetallic compounds in laser welding of aluminum-steel overlap joints[J]. Physics Procedia, 2011, 12:134-141.
[11] SHI Y, ZHANG H, TAKEHIRO W, TANG J. CW/PW duel-beam YAG laser welding of steel/aluminum alloy sheets[J]. Optics and Lasers in Engineering, 2010, 48(1/2): 732-736.
[12] CHEN H, PINKERTON A, LI L, LIU Z, MISTRY A. Gap-free fibre laser welding of Zn-coated steel on Al alloy for light-weight automotive applications[J]. Materials & Design, 2011, 32(1/2): 495-504.
[13] MA J, HAROONI M, CARLSON B, KOVACEVIC R. Dissimilar joining of galvanized high-strength steel to aluminum alloy in a zero-gap lap joint configuration by two-pass laser welding[J]. Materials & Design, 2014, 58(1/2): 390-401.
[14] CHEN S H, HUANG J H, MA K, ZHAO X K, VIVEK A. Microstructures and mechanical properties of laser penetration welding joint with/without Ni-foil in an overlap steel-on-aluminum configuration[J]. Metallurgical and Materials Transactions A, 2014, 45(7): 3064-3073.
[15] ZHOU D W, XU S H, PENG L, LIU J S. Laser lap welding quality of steel/aluminum dissimilar metal joint and its electronic simulations[J]. The International Journal of Advanced Manufacturing Technology, 2016, 86(5): 2231-2242.
[16] SEGALL M D, LINDAN P L D, PROBERT M J, PICKARD C J, HASNIP P J, CLARK S J, PAYNE M C. First- principles simulation: Ideas, illustrations and the CASTEP code[J]. J Phys (Condens Matter), 2002, 14(11): 2717-2743.
[17] MARLO M, MILMAN V. Density-functional study of bulk and surface properties of titanium nitride using different exchange-correlation functionals[J]. Phys Rev B, 2000, 62(4): 2899-2907.
[18] VANDERBILT D. Soft self-consistent pseudopotentitals in a generalized eigenvalue formalism[J]. Phys Rev B, 1990, 41(11): 7892-7895.
[19] HAMMER B, HANSEN L B, NORKOV J K. Improved adsorption energetics with an density-functional theory using revised Perdew-Burke-Ernzerhof functionals[J]. Phys Rev B, 1999, 59(11): 7413-7421.
[20] FRANSCIS G P��PAYNE M C. Finite basis set corrections to total energy pseudopotential calculations[J]. J Phys (Condens Matter), 1990, 19(2): 4395-4404.
[21] MONKHORST H J, PACK J D. Special points for Brillouin-zone integrations[J]. Phys Rev B, 1976, 13(12): 5188-5192.
[22] FU C L, YOO M H. Deformation behavior of B2 type aluminides: FeAl and NiAl[J]. Acta Metallurgica et Materialia, 1992, 40(4): 703-711.
[23] PUGH S F. Relations between the elastic moduli and the plastic properties of polycrystalline pure metals[J]. Philosophical Magazine, 1954, 45: 823-843.
[24] YU W Y, WANG N, XIAO X B, TANG B Y, PENG L M, DING W J. Firstprinciples investigation of the binary AB2 type Laves phase in Mg-Al-Ca alloy: Electronic structure and elastic properties[J]. Solid State Science, 2009, 11(8): 1400-1407.
Microstructure and mechanical properties of laser welding joint with aluminum/steel surface preset filler powder addition
ZHOU Dian-wu��JIANG De-fu, LIU Jin-shui, ZHOU Lai-qin, PAN Jing-chun
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
Abstract: In view of the technical difficulties of aluminum/steel welding, the 1.2 mm-thick 6016 aluminum alloy and 1.4 mm-thick DP590 dual phase steel was laser welded by adding AlSi12Mg1.5 powder to aluminum surface and Sn powder to aluminum/steel interlayer layer with lap joint applied with aluminum sheet on the top and steel sheet at the bottom. The weld appearance, microstructure and mechanical properties of welding joint were studied. The temperature field distribution of aluminum/steel joints was calculated by establishing the transient finite element model of aluminum/steel laser welding based on ANSYS finite element software. The modulus and thermodynamic properties of compounds such as FeSn, Fe3Sn, FeAl3 and Fe2Al5, were calculated by using first�Cprinciples method based on density functional theory. The results indicate that 6016 aluminum alloy and DP590 double phase steel can be effectively connected with preset filler powder to aluminum/steel surface, no obvious porosity, cracks, and other defects are seen when the welding power is 2750 W, welding speed is 32 mm/s, the defocus distance is -2.0 mm, Ar gas acts as the protection gas with flow rate 20 L/min, and laser deflection is along welding direction 10��. The average linear load of the welding sample with aluminum/steel surface preset filler powder reaches 54.16 N/mm. Compared to that without aluminum/steel interlayer powder addition, the average shear strength of weld joint increases by 1.6 times. The relative intensity of spectra and electron density of plasma increases, which shows that the laser energy absorption rate increases by adding AlSi12Mg1.5 powder to the aluminum surface. Thus, the surface of the weld is improved. When Sn powder is added to aluminum/steel interlayer layer, the aluminum and steel are both melted, the fusion width of the upper aluminum and the lower steel increases, the combined area of aluminum/steel increases, and the welding rate is improved. In addition, grain size of weld zone is fine, Fe-Al compound layer thickness decreases. FeSn and Fe3Sn compounds has better ductility and is more stable than that of Fe-Al compounds at high temperature, which can improve the mechanical properties of weld joint.
Key words: laser welding; aluminum/steel; preset filler powder; Fe-Al compounds
Foundation item: Projects(51674112, 51774125) supported by the National Natural Science Foundation of China; Project(2018YFB1107905) supported by the National Key Research and Development Program of China
Received date: 2018-01-10; Accepted date: 2019-03-20
Corresponding author: ZHOU Dian-wu, Professor, Doctor; Tel: +86-13017297124; E-mail: ZDWe_mail@126.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51674112, 51774125)�������ص��з��ƻ�����������Ŀ(2018YFB1107905)
�ո����ڣ�2018-01-10�������ڣ�2019-03-20
ͨ�����ߣ��ܵ��䣬���ڣ���ʿ��Tel: +86-13017297124; E-mail: ZDWe_mail@126.com

