文章编号:1004-0609(2010)10-1901-06
铝合金厚板淬火-预拉伸应力预测与测试
廖 凯1, 2,吴运新1,龚 海1,闫鹏飞1,郭俊康1
(1. 中南大学 机电工程学院,长沙 410083;2. 桂林电子科技大学 教学实践部,桂林 541004)
摘 要:采用非线性有限元软件MSC.Marc,结合淬火和预拉伸实验,建立厚板淬火-预拉伸应力预测模型时,运X射线衍射技术的层削测试方法验证了此模型。结果表明:应力场预测模型计算结果与实验测算吻合较好,其中淬火应力平均偏差小于10%;有效的实验测试可以对有限元预测模型的建立进行改进和检验;理想假设的存在使得预测结果与实际有所偏离,但应力预测趋势仍可有效揭示厚板的应力演变规律。
关键词:应力仿真;淬火;预拉伸;应力测量
中图分类号:TG146.2 文献标志码:A
Prediction and measurement of quenching-prestretching stress in
aluminum alloy thick plate
LIAO Kai1, 2, WU Yun-xin1, GONG Hai1, YAN Peng-fei1, GUO Jun-kang1
(1.School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. Practice and Experiment Station, Guilin University of Electronic Technology, Guilin 541004, China)
Abstract: The stress prediction model was set up using the software of MSC. Marc, and combining quenching and prestretching experiments. This model was confirmed by X-ray diffractometry and layer removal methods. The experimental results are compared with predicted results. The prediction results of stresses match with experimental results, and the average difference of quenching stress is less than 10%. The effective experimental methods can improve and validate the FEM of stress prediction. The hypotheses in FEM make the results to deviate with the experiment data, but the prediction trend can effectively reveal the evolvement law of stress in thick plate.
Key words: stress simulation; quenching; prestretching; stress measurement
在工程研究和应用过程中,应力预测技术为实现厚板在线检测和无损检测提供支持,是非常具有实用前景的技术。预测功能的实现有几种方法,包括时间序列法、微分方程法和BP神经网络[1]等,借助有限元分析软件进行预测研究是最近几十年迅速发展起来的新技术。有限元方法在解决弹塑性变形、相 变-热-力耦合等计算方面表现出优势,如材料的焊接变形、热处理过程的热传导和残余应力[2]等。SIMSIR和GUR[3]以及DENG和MURAKAWA[4]利用3-D非线性有限元(FEA)分析软件,建立了钢、铝合金热处理制备过程中残余应力预测模型,对钢件材料建立热-金相-力耦合仿真模型,在实际应用中效果很好。MURUGAN和NARAYANAN[5]运用FEA软件建立了热-力准耦合仿真模型,通过轮廓线实验方法验证仿真结果。KOC等[6]则对厚板的拉-压变形后应力消减情况作了仿真预测,并用中子衍射实验和力学实验验证了预测结果,虽然应力场分布曲线的吻合度有所欠缺,但预测偏差控制在15%以内。国内学者在铝合金热轧板流变应力的预测和加工表面应力的预测方 面[7-8]开展了相关研究,但对厚板的淬火-预拉伸制备中的应力预测研究还鲜见。本文作者利用现有实验结算和FEA软件,建立厚板淬火-预拉伸仿真残余应力预测模型,并运用力学测试方法,验证应力预测模型的正确性,使应力预测偏差小于10%。
1 预测模型
1.1 方法
厚板应力预测模型包括淬火温度场模型、淬火热应力场模型以及预拉伸模型。其中:温度场和应力场是准耦合关系,淬火应力场是预拉伸应力场的初始条件。
淬火是一个涉及多维物理量和多维尺度变化的过程,例如热场、相变、力场及其耦合等。铝合金厚板热应力的形成是由于淬火温度梯度的存在,使厚板外部与心部温差不一致,从而使材料收缩不均匀,即由内到外温度不均匀,导致形变不均匀的必然结果。表面换热状况是厚板仿真模型需要的一个关键边界条件,通常采用分离变量法求解非稳态传热微分方 程[9-10],需结合淬火实验,根据解析方法反求表面换热系数[11]。本构关系和其它热物参数通过实验模拟机测得,作为初始条件施加。导入上述淬火温度场计算结果,由热-力准耦合关系,获得淬火热应力分布。
预拉伸是消减淬火残余应力的重要方法。其消减的机理是通过塑性变形,使厚板内部弹性能得以释放,消耗内能,降低内部应力。导入上述淬火应力计算结果,通过预拉伸模拟,在全应变增量运算和米塞斯屈服准则下,计算获得预拉伸应力分布状况,不同淬火强度和不同拉伸量对预拉伸应力场的最终形成起关键作用。
淬火-预拉伸应力预测模型由MSC.Marc非线性软件仿真模拟[12]实现。以求解二维非稳态传热微分方程为基础建立淬火温度场,淬火温度场导入应力场计算模型,内应力以温度-应力场准耦合计算方法获得。预拉伸模型则在导入淬火热应力结果后,进行预定拉伸量的仿真模拟。热、力场数值计算,由各自相关主导方程和初始边界条件决定。应力预测研究路线如图1所示。
1.2 应力预测建模
仿真和实验材料选用7075轧制厚板,尺寸均为 1 200 mm×220 mm×32 mm,其中试样尺寸为160 mm×160 mm×32 mm。热处理工艺为:固溶480 ℃,2 h+10 ℃水淬。预拉伸量为2%、2.3%、2.5%,拉伸速度小于0.5 mm/s。
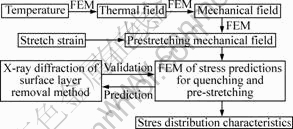
图1 应力预测建模流程
Fig.1 Flow chart of stress prediction model
由于形状规则,根据对称关系,可在长度方向按二分之一建模仿真。模型采用8节点6面体实体单元,换热边界条件施加在模型由长宽和长高围成的表面面积上。由于水浴淬火时间短,强度大,模型中换热系 数[9]可采用分段式或常数使用,单元数为21 000,初始时间步为0.1 s,最大允许温度改变量为20 ℃。应力场以相对位移不大于0.08 mm作为收敛条件,初始载荷步时长0.02 s,时间步递增因子为1.2。在预拉伸模型中,相对力和位移的容差均为0.2,以此作为收敛条件,同时,设固定时长步为1 s。
图2所示为厚板几何尺寸与模型示意图。与实验条件相同,最大拉伸力为5 MN,拉伸试样为淬火厚板。对拉伸仿真作如下假设:厚板为各向同性连续介质、应力沿厚度方向对称分布、拉伸机构为刚性件。网格划分可以沿宽、厚方向对称。图2下部为试样拉伸仿真二分之一模型,试样受Z方向的位移和所有转动约束,虎钳只允许Y方向位移,并始终保持夹持油缸压力,拉伸梁只允许Y方向位移。根据拉伸机构运动的特点,虎钳与试样的摩擦副摩擦因数很大,而虎钳与拉伸梁摩擦副摩擦因数则很小,便于锲形机构实现反锁咬紧。为保证建模与测试研究的一致性,在淬火板和预拉伸板预测仿真模型中引入基于“生死单元”法的试样切割程序,切割大小与实验试样相同,如图

图2 厚板几何尺寸有限元模型示意图
Fig.2 Schematic diagram of FEM and boundary conditions of quenching and prestretching stress in thick plate
2中网格线密集区域所示。
2 预测结果与分析
2.1 淬火热应力分布
厚板淬火后,由于端部存在淬火应力分布不均现象,通常会做切除处理。将端部和边缘围成的区域看成是应力均匀分布区。在该区,应力沿厚度方向均匀分布,平面应力分布只是厚度的函数。图3所示为厚板中心对称轴上分布的三维应力分布曲线。
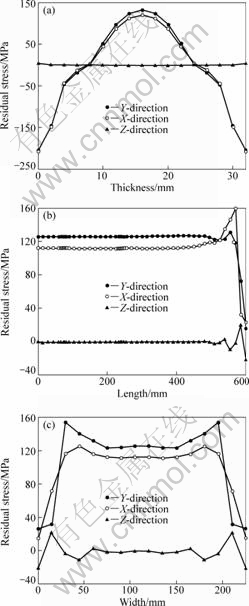
图3 三维模型预测应力分布
Fig.3 Prediction stresses distribution by FEM in 3D-dimension: (a) Depth direction; (b) Length direction; (c) Width direction
分别沿厚度轨迹(Z-locus)、3长度轨迹(Y-locus)和宽度轨迹(Z-locus),厚板三维应力分布曲线可以比较直观地表达厚板应力分布特点。由应力曲线分布特点有,Z向应力强度几乎为零,即厚板应力分布可视为只有平面应力分布,厚度方向的应力影响可以忽略。因此,在应力测试分析计算模型中,可对应力分布作平面假设。轧向和横向应力的强度与分布相近,且在板中间区域分布均匀,从-218 MPa到130和110 MPa,表现为典型的“外压内拉”。在拉应力区,横向的应力稍小于轧向的,这与厚板长宽比过大有关,因此长度方向比宽度方向更能积聚弹性能。但是,对于长宽比较小的厚板(大平板),两向应力应该更接近。厚板边缘与端部应力波动大,分布不均匀,从20 MPa到120 MPa,越近表面,应力强度越低。这是由于淬火时边缘和表面淬火强度大,率先屈服导致应力强度下降所致。文献[13]也论述过这种边缘效应和角端效应。
2.2 预拉伸应力分布
拉伸变形作为消减厚板应力的机械方法,能够有效降低厚板淬火应力水平。残余应力是储存在厚板内部的弹性力。当材料在外力作用下发生塑性变形时,内部弹性能松弛释放,原来的应力平衡被破坏。由材料本构关系可知,卸载后,材料内应力大幅回复,从而降低厚板初始应力水平,因此塑性变形是残余应力消减的主要原因。
图4所示为拉伸量分别为2%、2.3%和2.5%时中间面对称轴上沿厚度方向的轧向和横向应力分布曲线。预拉伸后,厚板内应力水平在±15 MPa以内,下降幅度超过95%,图4(a)所示的轧向应力最小值出现在距离表面1/6厚度处,与淬火表面应力最小分布不同,PRIME和HILL[14]认为这与厚板溶质析出密度分布差异有关,并列出了不同深度上的硬度差异作为证据。但本文作者认为这是由于在淬火应力“外压内拉”不均匀分布下,拉伸使厚板内、外宏观变形不均匀导致的结果。图4(b)所示的横向应力变化显著,从预拉伸后应力分布的特点来看,拉伸率为2%的与2.3%和2.5%的不同。从材料塑性变形特点分析,当厚板在塑性拉伸一定量后,沿厚度各层的回复路径趋于相同,即厚板变形渐趋均匀,这个拉伸率在2%~2.3%,因此也被普遍认可为理想拉伸区间。
3 实验结果与分析
3.1 X-ray表面应力测试

图4 预拉伸板中间面厚度方向残余应力分布预测
Fig.4 Predicted residual stress distribution of prestretching plate along depth in middle plane: (a) Rolling stress; (b) Transverse stress
表面残余应力分布状况是厚板残余应力分布的重要特征,测试采用加拿大PROTO公司的X-ray表面应力测试仪,测试精度为±10 MPa。对厚板淬火-预拉伸状态下的表面应力分别进行标定实验。
图5所示为厚板中间部位X-ray测试与模型预测的表面应力。在对称线上沿Y(轧制)方向,测试范围为模型分析所指的应力均匀区域,即离边缘约一个厚度长的边界所围成的面积区域。图5(a)所示为淬火厚板表面实测数据的分布情况。从测试结果来看,轧向实测应力平均值为-213 MPa,上下波动小于10%。预测表面应力基本不变,大小为-212 MPa。这与理论模型的理想假设有关,实际厚板的表面应力非常复杂。对比结果显示与预测结果吻合较好,说明预测模型得到的表面应力分布特点基本反映了实际应力分布状况。图5(b)所示为预拉伸量为2.0%的厚板表面实测数据的分布情况。从测试结果来看,轧向实测应力平均值为5 MPa,上下波动为±5 MPa,分布规律性不强。预测

图5 X-ray测试与模拟预测的表面应力
Fig.5 Surface stress distribution by X-ray measurement and simulation prediction: (a) Quenched stress; (b) Prestretching stress
表面平均应力在-5 MPa左右,且分布没有规律。淬火应力表面最强,塑性变形最为剧烈的也是表面,因此表面应力消减幅度最大,变化也最大。同时,表面金属晶体结构复杂,相互间作用力效果也各异,导致消减后表面晶体间应力复杂。从另一方面看,两者应力的规律性分布也说明预测结果与实验结果具有很好的一致性。
3.2 内应力测试
内部残余应力采用传统的层削法,利用积分法拟合出厚板内应力分布[15-16]。铣削实验在LEADWELL V-60A数控加工中心进行,根据文献[17]中铣削加工参数对加工应力的研究,结合实验设备条件,铣削选用如下参数可使所产生的表面加工应力最小:铣刀转速为1 000 r/min,进给为50 mm/min,切深不大于2 mm。试样尺寸为160 mm×160 mm×32 mm,热处理工艺同前。
预测模型中取厚板中间面中间轴处沿厚度方向应力均匀区单元节点的应力场分布曲线。实验误差带主要来源于层削时的铣削加工应力,以及应变测试时温飘对测试计算结果的不确定度。图6所示为淬火-预拉伸板残余应力的分布曲线。图6(a)中显示,预测应力为-218 MPa~130 MPa,实验应力为-230 MPa~145 MPa。压应力最大偏差为8%,拉应力最大偏差为11.5%,应力分布呈抛物线状,符合“外压内拉”型。图6(b)所示的预拉伸应力分布呈现“W”型,淬火应力被极大消减。应力预测消减幅度超过90%,实验消减幅度超过80%。
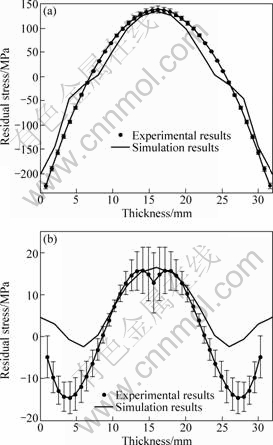
图6 30 mm厚板沿厚度方向残余应力分布
Fig.6 Residual stresses distribution of 30 mm thick plate along direction: (a) Quenched stress; (b) 2% prestretching stress
从两者的对比结果来看,预测模型与实验方法在淬火应力分布的描述上已经非常接近,而在预拉伸状态下,两者的差异较明显。这种差异主要是由于有限元模型中理想假设、实际拉伸变形的不均匀,力学计算的理想弹性模型以及低应力状态下测试工具的误差所致,但预拉伸模型计算应力分布的趋势与实验方法获得的一致。
4 结论
1) 实验和预测模型都反映出厚板平面二向应力的强度和分布非常相似,这与二维非稳态淬火热传导特征相关;
2) 模型预测与实验结果吻合较好,两者淬火应力吻合平均偏差小于10%,而预拉伸应力分布虽然较前者相对偏差大,但应力域分布表明,预测模型能够精确反映出预拉伸后应力分布的特点;
3) 结合仿真预测模型和实验测试方法可以有效揭示厚板淬火-预拉伸应力的演变规律。
REFERENCES
[1] 张贻民, 梁 明. 数学建模的几种基本预测方法的探讨[J]. 茂名学院学报, 2006, 16(6): 39-44.
ZHANG Yi-min, LIANG Min. Discussion on some basic prediction methods about mathematical model[J]. Journal of Maoming College, 2006, 16(6): 39-44.
[2] 汪建华, 魏良武. 焊接变形和残余应力预测理论的发展及应用前景(1)[J]. 焊接, 2001(9): 5-7.
WANG Jian-hua, WEI Liang-wu. Developments and application of prediction theory of welding distortion and residual stress(1)[J]. Welding & Joining, 2001(9): 5-7.
[3] SIMSIR C, G?R C H. 3D FEM simulation of steel quenching and investigation of the effect of asymmetric geometry on residual stress distribution[J]. Journal of Materials Processing Technology, 2008, 207: 211-221.
[4] DENG D, MURAKAWA H. Finite element analysis of temperature field, microstructure and residual stress in multi-pass butt-welded 2.25Cr-1Mo steel pipes[J]. Computational Materials Science, 2008, 43: 681-695.
[5] MURUGAN N, NARAYANAN R. Finite element simulation of residual stresses and their measurement by contour method[J]. Materials and Design, 2009, 30: 2067-2071.
[6] KOC M, CULP J, ALTAN T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes[J]. Journal of Materials Processing Technology, 2006, 174: 342-354.
[7] 许云波, 邓天勇, 刘相华, 王国栋. 热轧中厚板显微组织和平均流变应力的预测与优化[J]. 东北大学学报, 2008, 29(1): 81-84.
XU Yun-bo, DENG Tian-yong, LIU Xiang-hua, WANG Guo-dong. Prediction and optimization of microstructure and mean flow stress during hot rolling of steel plates[J]. Journal of Northeastern University, 2008, 29(1): 81-84.
[8] 王艳颖, 黄志刚. 基于正交切削模型的铣削加工残余应力预测方法[J]. 组合机床与自动化加工技术, 2004(9): 7-9.
WANG Yan-ying, HUANG Zhi-gang. The optimizing method of milling tool normal rake based on orthogonal cutting process simulation[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2004(9): 7-9.
[9] LI L, ZHOU J, DUSZCZYK J. Prediction of temperature evolution during the extrusion of 7075 aluminium alloy at various ram speeds by means of 3D FEM simulation[J]. Journal of Materials Processing Technology, 2004, 145: 360-370.
[10] 贾 非, 金俊泽. 铝合金连续铸造喷水冷却的换热系数[J]. 中国有色金属学报, 2001, 11(1): 39-43.
JIA Fei, JIN Jun-ze. Heat transfer coefficient during cooling water of continuous casting of aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1): 39-43.
[11] 廖 凯, 吴运新, 张园园. 铝合金厚板淬火表面换热系数的离散解析求法[J]. 材料热处理学报, 2009, 30(1): 192-196.
LIAO Kai, WU Yun-xin, ZHANG Yuan-yuan. A discrete and analytical method of heat transfer coefficient during quenching of aluminum alloy plate[J]. Transactions of Materials and Heat Treatment, 2009, 30(1): 192-196.
[12] MACKERLE J. Finite element analysis and simulation of quenching and other heat treatment processes[J]. Computational Materials Science, 2003, 27: 313-332.
[13] 胡少虬, 曾苏民. 无相变合金淬火热应力演变机理的理论模型――(1)角端和边缘淬火热应力模型与淬火角端效应[J]. 稀有金属材料与工程, 2006, 35(4): 538-541.
HU Shao-qiu, ZENG Su-min. The theoretical model of the thermal stress evolution mechanism during quenching of no phase change alloy―(1) The corner and edge model for thermal stress during quenching and the corner effect during quenching[J]. Rare Metal Materials and Engineering, 2006, 35(4): 538-541.
[14] PRIME M B, HILL M R. Residual stress, stress relief, and inhomogeneity in aluminum plate[J]. Scripta Materialia, 2000, 46(1): 77-82.
[15] 廖 凯, 吴运新, 龚 海, 张舒原. 积分法在铝合金厚板残余应力中的应用研究[J]. 中国有色金属学报, 2009, 19(6): 1006-1011.
LIAO Kai, WU Yun-xin, GONG Hai, ZHANG Shu-yuan. Application research of integral method to residual stress through-depth in aluminum alloy thick plate[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(6): 1006-1011.
[16] VIRKAR A V. Determination of residual stress profile using a strain gage technique[J]. Journal of the American Ceramic Society, 1990, 73(7): 2100-2102.
[17] FUH K H, WU C F. A residual-stress model for the milling of aluminum alloy (2014-T6)[J]. Journal of Materials Processing Technology, 1995, 51: 87-105.
(编辑 李艳红)
基金项目:国家重点基础研究发展计划资助项目(2010CB731703,2005CB623708)
收稿日期:2009-05-25;修订日期:2010-05-22
通信作者:吴运新,教授,博士;电话:0731-88877840;E-mail:wuyunxin@mail.csu.edu.cn

