稀有金属 2006,(S1),140-143 DOI:10.13373/j.cnki.cjrm.2006.s1.035
ZL116合金的半固态模锻成形组织与性能
郑连辉 赵大志 路贵民 崔建忠
东北大学材料电磁过程研究教育部重点实验室,东北大学材料电磁过程研究教育部重点实验室,东北大学材料电磁过程研究教育部重点实验室,东北大学材料电磁过程研究教育部重点实验室,东北大学材料电磁过程研究教育部重点实验室 辽宁沈阳110004,辽宁沈阳110004,辽宁沈阳110004,辽宁沈阳110004,辽宁沈阳110004
摘 要:
采用300 t压力机, 对半固态ZL116合金进行了模锻成形实验。结果表明:半固态模锻成形可以获得组织致密、轮廓清晰、充型完整的成形件;成形件微观组织主要为细小、分布均匀的近球状和蔷薇状非枝晶组织;同时由于成形静压力的作用引起局部组织发生塑性变形, 使半固态模锻件的性能明显优于液态模锻件的性能。硬度可达65.7HB, 高于液态模锻件20.5%, 为半固态加工技术在战车上的应用奠定基础。
关键词:
ZL116合金 ;半固态 ;模锻成形 ;组织 ;性能 ;
中图分类号: TG316
收稿日期: 2006-08-10
基金: 国家自然科学基金资助项目 (50374031); 中国博士后科学基金资助项目 (2005038591); 辽宁省自然科学基金资助项目 (20054003);
Microstructure of Semi-Solid Forging Piece of ZL116 Alloy and Properties
Abstract:
Thixoforging tests on semi-solid ZL116 alloy were carried out using the 300 T press machine.The results show that the castings of ZL116 alloy by semi-solid forging process are more compact, clean-cut and full-filled.Its microstructure is mainly the homogeneous, fine near-spherical and rosette non-dentritic grains.And the properties of castings are increased obviously because of the plastic deformation of some grains caused by the steady deformation force, and its hardness is about 65.7HB.
Keyword:
ZL116 alloy;semi-solid;forging;microstructure; properties;
Received: 2006-08-10
为适应现代战争的需要, 坦克和装甲车等正向着轻量化、 高速、 安全、 节能、 低成本及长寿命方向发展。 减轻战车重量对提高战车机动性及战场生存能力有重要意义。 采用轻金属是战车轻量化的主要手段之一, 它能够有效改善战车的行驶性能, 提高安全性。
半固态模锻成形技术是一种省力、 节能、 材料利用率高的先进成形工艺。 其制件的力学性能可接近或达到同种合金的锻件水平, 又具有高效率、 高精度、 无切削加工的特点, 从而制造出近净成形制品。 与普通铸造成形等传统的加工工艺相比, 半固态模锻成形时金属比较容易充填模具型腔, 变形温度较低, 可以明显延长模具受命, 同时可提高制件精度与生产效率, 并且制件可获得相对较高的综合力学性能。 与传统塑性加工工艺相比, 半固态金属屈服强度相当低, 且流动性好, 可在相对较小的成形力作用下充填模具型腔, 从而达到制件的最终形状, 且其表面粗糙度小, 并可一次成形具有复杂形状的制件。 因此, 半固态模锻成形工艺是一种高效、 低耗的新兴金属加工工艺。 目前, 人们对半固态加工技术进行了深入的研究
[1 ,2 ,3 ,4 ,5 ,6 ,7 ]
, 但是, 有关半固态模锻技术应用于战车零部件制备的研究报道不多。
本文在对半固态加工技术研究的基础上
[8 ,9 ,10 ]
, 就ZL116合金半固态坯料的模锻成形工艺进行了探索, 并与液态模锻成形件在组织以及性能进行了对比分析, 旨在为促进半固态加工技术在军工领域的应用奠定基础。
1 实 验
实验采用近液相线半连续铸造制备的ZL116合金半固态坯料, 合金成分见表1。
实验设备为300 t油压机, 二次加热设备为茂福电阻加热炉, 二次加热温度为600 ℃, 保温时间15 min。 模具预热温度320±15 ℃。 模具加热装置采用模底为总计6 kW的加热管加热, 模具四壁为总计4 kW的白钢电阻丝加热。
为了和ZL116合金的半固态模锻成形相比较, 同时进行了液态模锻成形。
成形件如图1所示, 分别按图1所示的三个部位取样, 电子显微镜进行了微观组织观察、 硬度计进行了硬度测定。
表1 ZL116合金半固态坯料成分 (%, 质量分数 ) 下载原图
Table 1 Composition of semi-solid ingots of ZL116 alloys
表1 ZL116合金半固态坯料成分 (%, 质量分数 )
2 结果分析与讨论
采用近液相线半连续铸造制备的ZL116合金坯料, 经二次加热后的半固态模锻成形件, 不仅外观轮廓清晰, 而且充型完整, 尺寸精度高, 如图1所示。
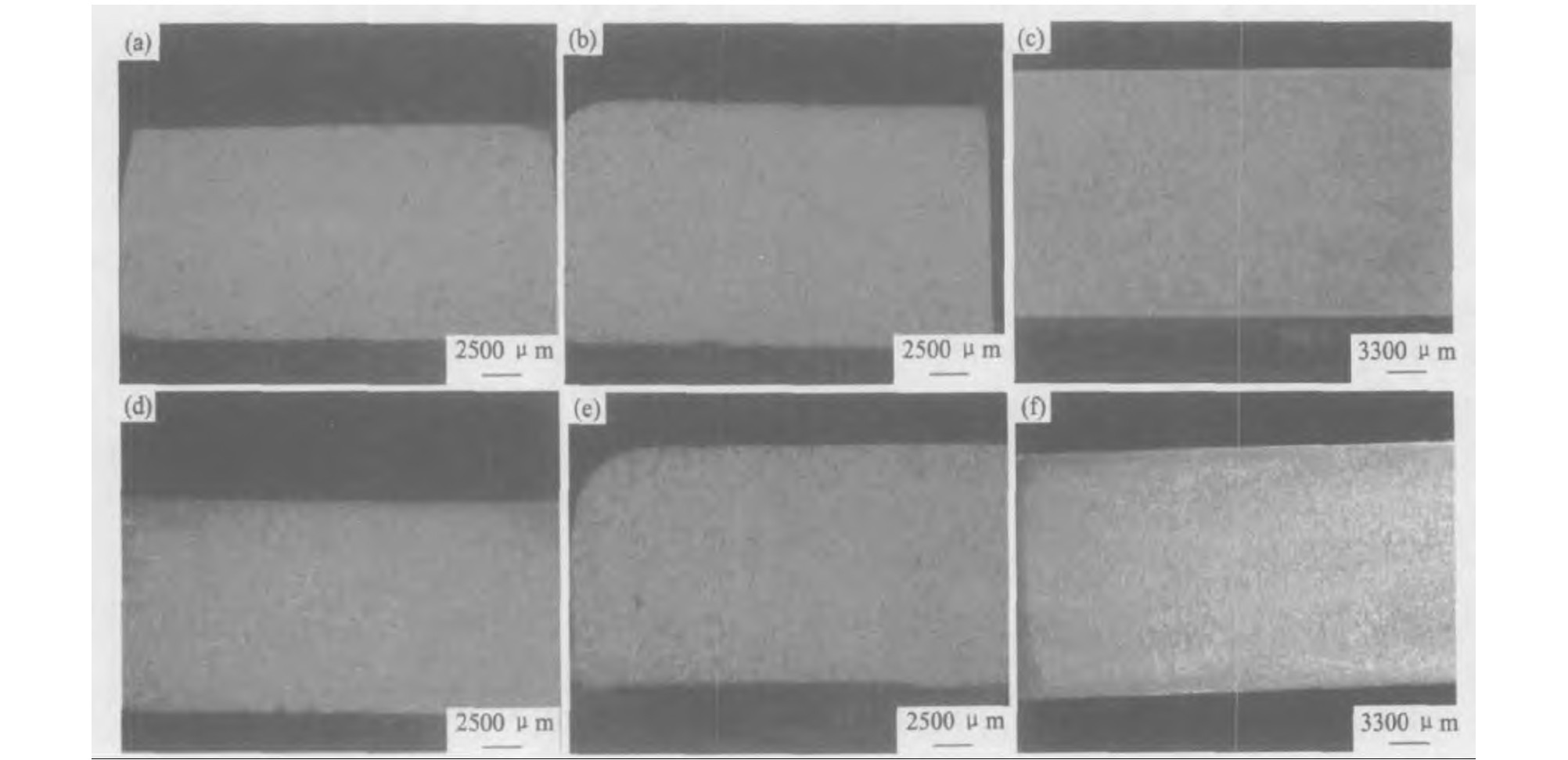
2.1 ZL116合金半固态模锻成形件的宏观组织特征
由图2宏观组织可以看出, ZL116合金采用液态模锻成形工艺获得的成形件宏观组织致密, 具有较好的模锻成形性。 而采用半固态模锻工艺所获得的成形件与液态模锻工艺相比, 宏观组织更加致密, 尤其在成形件的a, b部位, 由于成形过程中受力较大, 且温度较低, 局部组织由于凝固而发生塑性变形, 并随着凝固层的深入, 变形程度减小。 这主要是因为在模锻成形过程中, 由于已凝固层产生的塑性变形, 将消耗一部分能量, 使得模具所施加的等静压随着凝固层的增厚而逐渐下降, 如图2 (a) , (b) 所示。 在部位c处, 由于成形时受力较小, 仅在试样的边缘部位宏观组织发生了塑性变形, 从整个截面来看组织分布均匀, 细小。 但在液态模锻工艺获得的成形件中, 不仅分布有粗大的枝晶, 且越往中心部位枝晶越明显, 分布也不是很均匀, 而且组织在成形过程中由于温度较高, 没有明显的塑性变形, 如图2 (d) , (e) , (f) 所示。 所以, 采用半固态模锻工艺所获得的成形件宏观组织更加细小、 致密, 分布更加均匀, 同时由于局部组织的塑性变形, 更加有利于成形件性能的提高和改善。
图1 模锻成形件
Fig.1 Forging piece
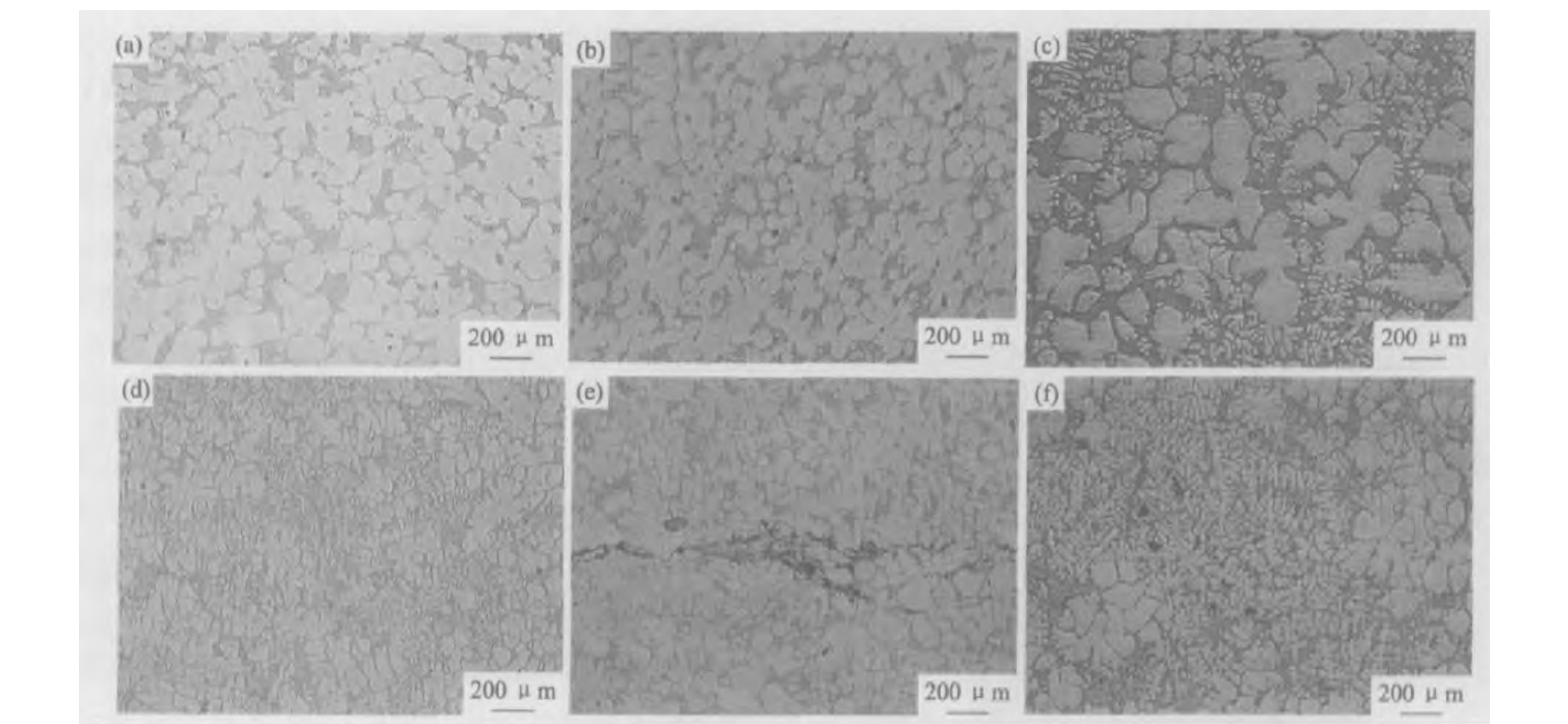
2.2 ZL116合金半固态模锻成形件的显微组织
通过对液态模锻和半固态模锻成形件微观组织的观察对比, 如图3所示, 可以看到在半固态模锻成形件的a, b部位主要分布着球状以及蔷薇状的组织, 而且组织致密、 细小, 分布均匀, 因为在该部位一方面件壁较薄, 成形时凝固速度较快, 原有的固相组织由于受成形静压力的作用而碰撞, 发生局部合并, 而凝固中液相内并没有新的枝晶组织形成, 另一方面该部位成形合模时最先受力且受力较大, 因而组织比较致密, 很少有缩松、 缩孔的出现, 如图3 (a) , (b) 所示。 而位于成形件部位c处, 由于此处件壁比较厚且成形过程中受力较小, 凝固速度比较慢, 在蔷薇状和近球状分布的组织之间分布有非常细小的枝晶组织, 如图3 (c) 所示。
图2 模锻件不同部位 (a~f) 的组织
Fig.2 Structure of various positions from forging piece
(a, b, c) the castings by semi-solid forging; (d, e, f) castings by liquid forging
图3 锻压件不同部位的显微组织
Fig.3 Microstructure of various positions from forging piece
(a, b, c) the castings by semi-solid forging; (d, e, f) castings by liquid forging
在采用液态模锻工艺获得的成形件部位d处可以看到, 在散布的蔷薇化枝晶组织间分布着大量细小的枝晶组织。 而在部位e处由于大量尺寸不均匀的枝晶组织密集分布, 致使枝晶间最终剩余的低熔点液相在凝固收缩时, 得不到其他部位液相通过枝晶间隙的补充而形成明显的缩松, 如图3 (e) 箭头所示。 在件壁比较厚的部位 (f) 处, 合金的凝固速度相对较慢, 因而在该部位的组织中存在有大量发达的树枝晶组织, 并且在枝晶臂附近由于凝固时无法得到剩余液相的补充, 而形成大量的显微缩松, 如图3 (f) 箭头所示。 通过与液态模锻成形件的微观组织对比, 利用半固态模锻成形工艺可以获得较为理想的非枝晶微观组织, 并且可以明显减少或消除铸态成形过程中常见的缺陷。
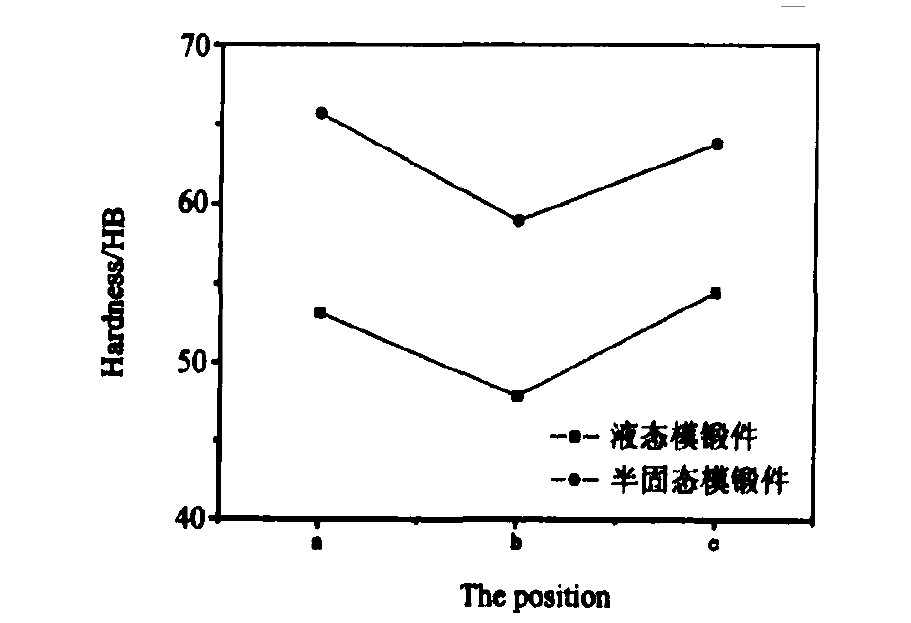
2.3 ZL116合金半固态模锻成形件的硬度
图4为半固态模锻成形件与液态模锻成形件3个部位的硬度值比较, 可以看出, 半固态模锻成形件的硬度均高于液态模锻成形件, 由前面组织的对比分析, 由于半固态模锻成形件的组织细小、 致密, 分布均匀, 并且在成形过程中浆料内的固相由于受成形静压力的作用而发生局部塑性变形, 从而造成半固态模锻成形件的硬度偏高。 同时还可以看到在成形件的部位a处硬度值最大, 而部位c处的硬度则要略高于b处, 从组织上比较可以发现在部位c处, 较大的α晶粒之间分布着大量非常细小的枝晶组织, 起到细晶强化的作用, 从而使该部位的硬度有所提高。 对于液态模锻成形件来说, 部位c处的硬度值为最高, 从部件结构来看, 该部位并非主要的受力部位, 因而并没达到部件的设计要求。
图4 模锻成形件不同部位硬度值比较
Fig.4 Hardness comparison of various positions from forging piece
由此可以得出, 与液态模锻成形件相比, 采用半固态模锻成形工艺获得的成形件在性能上得到了明显的提高, 为进一步的后续加工奠定了良好的基础, 具有较为理想的可成形性。
3 结 论
近液相线半连续铸造ZL116合金半固态坯料采用模锻成形可以获得外观轮廓清晰, 充型完整的成形件; 组织细小、 致密、 呈近球状和蔷薇状非枝晶组织特点; 由于成形静压力的作用引起局部组织发生塑性变形, 从而使半固态模锻成形件的性能得到明显提高, 硬度可达65.7HB, 高于液态模锻成形件20.5%。
参考文献
[1] Kirkwood D H, Kapranos P.Metal and Materials, 1988, (11) :16.
[2] Flemings MC, Piek R G, Young K P.Metall.Trans., 1972, (17) :1925.
[3] Fleming MC.Metall.Trans., 1991, (22B) :269.
[4] Kattamis TZ, Poccone TJ.Materials Science Engineering, 1991, 131A:265.
[5] Chen J Y, Fan Z.Material Science&Technology, 2002, (18) :237.
[6] Hiral M, Takebayashi K.ISIJ Int., 1993, 33:405.
[7] Cui Chenglin.The Journal of University of Science and TechnologyBeijing, 2001, (22) :237.
[8] Wang Ping, Lu Guimin, Cui Jianzhong.Acta Metall.Sin., 2002, (38) :952.
[9] Wang Ping, Lu Guimin, Cui Jianzhong.Rare Metal Materials andEngineering, 2002, (31) :382.
[10] Wang Ping, Lu Guimin, Cui Jianzhong.Rare Metal Materials andEngineering, 2005, (34) :231.