稀有金属 2008,32(06),811-814 DOI:10.13373/j.cnki.cjrm.2008.06.022
机械活化强化锌渣氧粉铟浸出的工艺研究
阳健 韦岩松 张燕娟 覃全伦
广西大学化学化工学院
河池学院化学与生命科学系
摘 要:
研究了锌渣氧粉在机械活化装置中与工业硫酸反应时搅拌速度、酸初始浓度、液固比、浸出时间等工艺条件和不同浸出工艺方法对铟浸出效果的影响。研究结果表明, 用机械活化方法浸铟时对浸出过程有较好的强化效果。综合考虑设备的生产能力和耗能特性, 用搅拌磨活化浸出时优化的工艺条件为:活化反应时间150min, 液固比8, 酸初始浓度500g・L-1, 搅拌速度575r・min-1。在此条件下, 铟浸出率可由常规浸出时的68.0%提高到91.2%。
关键词:
铟 ;锌渣氧粉 ;机械活化 ;浸出 ;
中图分类号: TF813
收稿日期: 2008-03-25
基金: 国家自然科学资金项目 (20366001); 广西自然科学资金项目 (桂科自0728238) 资助;
Technology of Enhancing Indium Leaching from Zinc Slag Oxidation Dust by Mechanical Activation
Abstract:
In the process of reaction of zinc slag oxidation dust with sulfuric acid by mechanical activation, the effects of different technical conditions and leaching process on leaching efficiency of indium were studied. The experimental results showed that the leaching efficiency of indium could be improved obviously by mechanical activation. Associating with the equipment of mechanical activation and the cost of energy, the optimum conditions for leaching indium by the mechanical activation during stirring mill were that the reaction time was 150 min, the ratio of liquid-solid 8, the initial concentration of sulfuric acid 500 g・L-1, the stirring speed 575 r・min-1. Under the optimum conditions the leaching efficiency of indium which was 68.0% in conventional leaching process was improved to 91.2%.
Keyword:
indium; zinc slag oxidation dust; mechanical activation; leaching;
Received: 2008-03-25
铟作为一种资源稀少的稀散金属, 具有十分独特的物化性能, 可与其他金属组成一系列化合物、 半导体、 电子光学材料、 特殊合金、 新型功能材料及金属有机物, 广泛应用于电子、 冶金、 仪表、 化工、 医药等行业。 随着铟特有用途的不断开发, 在高科技领域的应用愈来愈广
[1 ,2 ]
。 国际市场的铟价一路攀升, 2006年初, 国际市场每千克金属铟价格已突破1000美元
[3 ]
。 由于铟资源的不断开采, 铟资源在逐渐枯竭。 目前, 不少企业正挖掘以前弃存的锌冶炼废渣, 用鼓风炉、 烟化炉或回转窑进行高温焙烧, 然后收集挥发组分、 粉尘和烟尘而获得锌渣氧粉
[4 ,5 ]
。 这些氧粉含铟量为0.1%~0.3%, 属贫铟物料。 由于焙烧的气氛不同, 形成铟的物相组成有很大差异, 在浸出回收铟时的铟浸出率差别很大, 有些铟物相甚至很难浸出。 因此, 从这种锌渣氧粉贫铟物料中回收并强化铟浸出的研究具有重要的现实意义。
机械化学
[6 ,7 ]
是一门新兴交叉边缘学科, 它研究物质在机械力作用下所发生的化学和物理化学的变化。 固体物质在超细磨过程中, 通过塑性变形和生成缺陷的方式吸收部分机械能, 达到高能失稳状态, 从而增大其反应活性。 近年来国内外学者用这种机械活化方法对难处理矿石的活化浸出
[8 ]
、 浸金工艺
[9 ]
以及ITO废料
[10 ]
和硬锌渣
[11 ]
等湿法冶金过程
[12 ]
进行过许多工艺和动力学研究。 研究结果表明, 不同的物料有不同的储能性能和浸出机制, 物料经机械活化后, 化学活性提高, 反应速度加快, 表观活化能和反应级数降低, 活化时间越长, 降低的幅度越大。 鉴此, 本文拟用机械活化的方法对锌渣含铟氧粉进行强化浸铟的工艺研究, 以探索贫铟物料铟浸出工艺的新途径。
1 实 验
1.1 原料及设备
实验选用广西柳州某厂提供的含铟低度氧化锌氧粉为原料, 此原料由回转窑高温焙烧某锌矿冶炼渣后获得, 主要成分为 (%, ω) : In 0.121, Zn 19.88, Fe 8.31, Pb 11.82, S 3.24, Al2 O3 5.05, SiO2 9.16, 主要物相是方铅矿 (PbS) 、 纤维锌矿 (ZnS) 、 氧化铟 (In2 O3 ) 、 红锌矿 (ZnO) 、 锌锑氧化复合物、 铝铁复合物以及硅酸铅 (Pb2 SiO4 ) 等。 浸出剂采用89.5%的工业硫酸 (实验时按要求配成不同浓度的溶液) 。
机械活化设备为搅拌磨和滚筒磨。 搅拌磨由普通Ф16钻床改装而成, 可调速。 搅拌桨为聚四氟乙烯的三层桨结构。 磨筒为内径Ф135 mm, 高170 mm, 有效容积为2000 ml的瓷罐。 滚筒磨由变频调速装置和塑料滚筒组成, 滚筒尺寸为Ф87 mm×170 mm。 活化介质是比重为3.54, 球径为Ф4~5 mm, 含氧化铝95%的刚玉球。
1.2 实验过程
用搅拌磨活化装置浸出时, 在磨筒中加入1500 ml刚玉球和100 g氧粉。 用滚筒磨时, 在磨筒中加入600 ml刚玉球和40 g氧粉。 按不同的工艺条件, 加入一定量的浸出剂和水, 设定好转速后, 启动活化装置进行机械活化浸出反应。 当达到设定的活化反应时间后取下磨筒, 经分离磨球和过滤后获得浸出液。 用极谱分析法
[13 ]
分析浸出液中的铟浓度, 通过浸出液的体积、 氧粉用量和铟浓度计算铟的浸出率。
进行常规自热和常规恒温90 ℃浸出试验时, 按不同的工艺条件, 在带搅拌器的500 ml三口烧瓶中加入一定量的浸出剂和水, 氧粉的加入量为50 g。 常规自热浸出时, 不需控制温度, 反应过程的温度由反应热和浸出剂的稀释热进行自热调节。 反应初始阶段, 体系的温度较高 (约80 ℃) ; 随着反应时间的延长, 体系温度逐渐降低。 常规恒温90 ℃浸出时, 由HS-4精密恒温浴槽控制整个浸出过程的温度。 当达到设定的反应时间后取下烧瓶, 经过滤后获得浸出液。
2 结果与讨论
2.1 搅拌转速对铟浸出率的影响
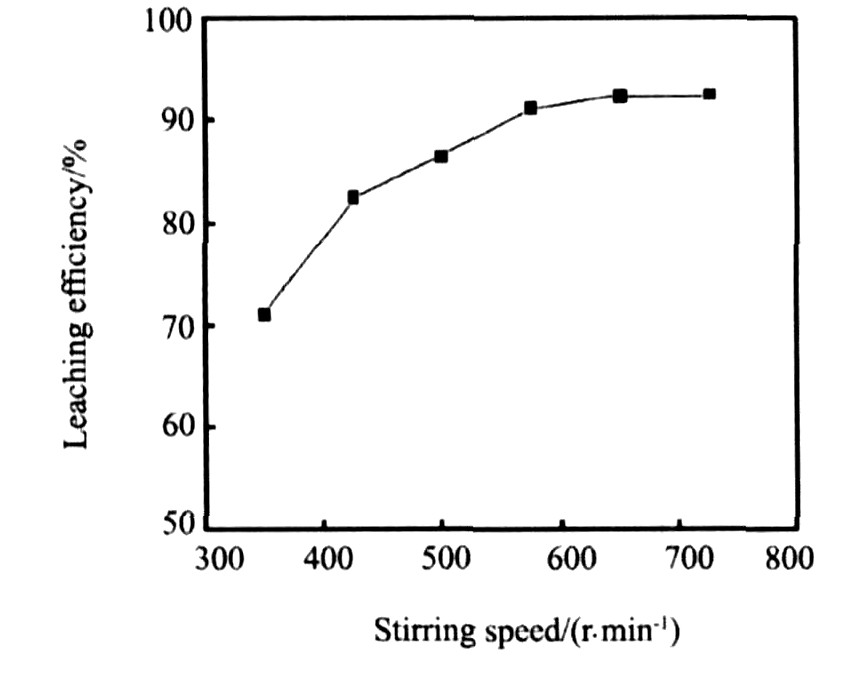
在酸初始浓度为500 g・L-1 , 液固比为8, 活化反应时间为150 min的条件下, 探讨了搅拌磨活化浸出时不同搅拌转速对铟浸出率的影响。 如图1所示, 当搅拌转速小于575 r・min-1 时, 铟的浸出率随磨机搅拌转速的增大而增大。 当搅拌转速高于575 r・min-1 时, 铟的浸出率虽有增加, 但上升得较平缓, 铟的浸出率几乎不随搅拌转速的增加而变化, 此时铟的浸出率在90%以上。
图1 搅拌转速对铟浸出率的影响 (搅拌磨)
Fig.1 Effect of stirring speed on leaching efficiency of indium (stirring mill)
2.2 酸初始浓度对铟浸出率的影响
在液固比为8, 活化反应时间为150 min, 搅拌转速为575 r・min-1 的条件下, 不同酸初始浓度对铟浸出率的影响如图2所示。 在酸初始浓度较低时, 铟浸出率随酸初始浓度的增加而明显增加, 当酸初始浓度高于450 g・L-1 时, 铟的浸出率增幅减弱, 高于500 g・L-1 后, 曲线较平缓, 铟的浸出率几乎不随酸初始浓度变化, 此时铟的浸出率已大于90%。
2.3 液固比对铟浸出率的影响
在酸初始浓度为500 g・L-1 , 活化反应时间为150 min, 搅拌转速为575 r・min-1 的条件下, 探讨了搅拌磨活化浸出时液固比对铟浸出率的影响, 结果如图3所示。 当液固比较低时, 随着液固比的增大, 铟的浸出率增大较为明显, 但液固比大于8后, 铟的浸出率略有下降。 这是由于活化反应过程是自热的, 在液固比较大的情况下, 液体量的增加会大量吸收活化过程中的热量, 导致浸出温度下降。 经测定, 在其他条件相同的情况下, 当液固比分别为7, 8, 9和10时, 浸出末温分别为52.0, 57.3, 55.5和54.1 ℃, 可见温度的变化正是液固比大于8后铟浸出率略有下降的原因。
图2 酸初始浓度对铟浸出率的影响 (搅拌磨)
Fig.2 Effect of initial concentration of acid on leaching efficiency of indium (stirring mill)
图3 液固比对铟浸出率的影响 (搅拌磨)
Fig.3 Effect of ratio of liquid-solid on leaching efficiency of indium (stirring mill)
2.4 活化反应时间对铟浸出率的影响
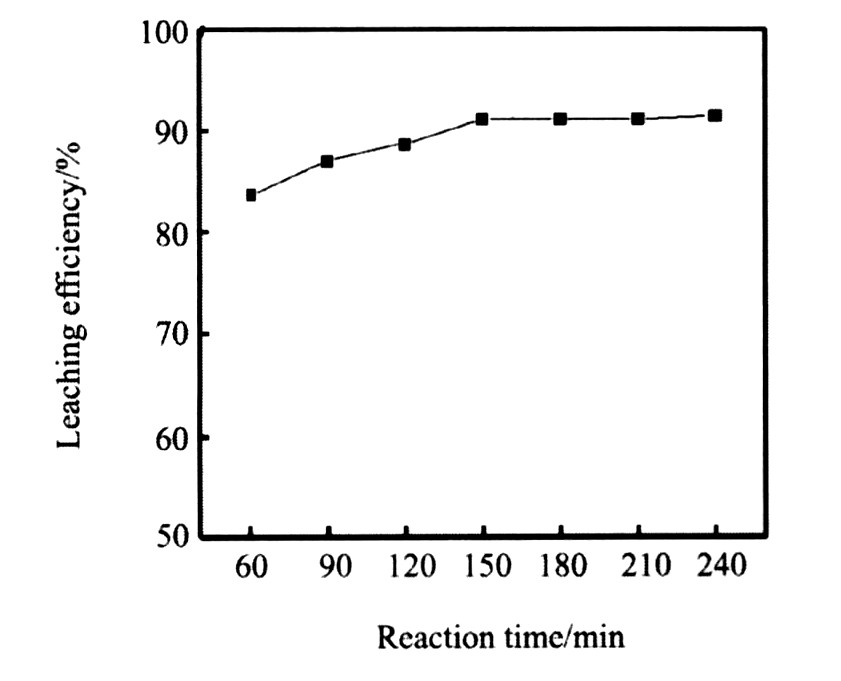
在酸初始浓度为500 g・L-1 , 液固比为8, 搅拌转速为575 r・min-1 的条件下, 探讨了搅拌磨活化浸出时不同活化反应时间对铟浸出率的影响。 如图4所示, 在活化反应时间较低时, 随着活化时间的增加, 铟的浸出率有大幅度的提高。 当活化反应时间超过150 min后, 铟的浸出率增幅逐渐减小, 而活化时消耗的机械能将越来越多。
2.5 不同浸出工艺方法的浸铟效果比较
在酸初始浓度为500 g・L-1 , 液固比为8的相同条件下, 分别探讨了搅拌磨活化、 滚筒磨活化、 常规自热和常规恒温90 ℃等4种浸出工艺时不同浸出时间下铟浸出率的变化规律, 试验结果如图5所示。 由图可知, 机械活化浸出时能在很短的时间内达到很高的铟浸出率。 当浸出时间为30 min时, 搅拌活化和滚筒活化的铟浸出率分别为79.8%, 76.7%, 而未采用机械活化的常规自热浸出和常规恒温90 ℃浸出的铟浸出率仅为16.3%和57.2%, 远低于同一浸出时间下机械活化的浸出效果。 对于未活化的常规自热浸出, 在浸出时间为150 min时铟浸出率为68.0%, 即使时间长达360 min, 其铟浸出率也仅为82.7%; 对于未活化的常规恒温90 ℃浸出, 在时间长达300 min时, 其铟浸出率也仅为84.7%, 而采用机械活化方法时用30~60 min即可达到未活化浸出时需长时间才能达到的铟浸出率。 可见用机械活化装置浸出时, 铟的浸出率有大幅度的提高, 从而证实了机械活化可以强化锌渣氧粉中铟的浸出效果。
图4 反应时间对铟浸出率的影响 (搅拌磨)
Fig.4 Effect of reaction time on leaching efficiency of indium (stirring mill)
图5 不同浸出工艺对铟浸出率的影响
Fig.5 Effect of different leaching process on leaching efficiency of indium
3 结 论
1. 锌渣氧粉在机械活化装置中用工业硫酸浸铟时, 可降低浸出过程对温度和浸出剂浓度的依赖性, 并可缩短浸出时间, 强化浸出过程, 从而为贫铟物料的铟浸出开辟了一条新的工艺路线。
2. 针对特定的锌渣氧粉并综合考虑设备的生产能力和耗能情况, 用搅拌磨活化装置浸铟时, 优化的工艺条件为: 活化反应时间150 min、 液固比8、 酸初始浓度500 g・L-1 、 搅拌速度575 r・min-1 。 在此条件下, 铟浸出率可由常规浸出时的68.0%提高到91.2%。
参考文献
[1] 李建敏, 刘晓红, 王贺云, 李安.铟的市场、应用及其提取技术[J].江西冶金, 2006, 26 (3) :41.
[2] Calnan S, Upadhyaya HM, Thwaites MJ, Tiwari AN.Properties of indiumtin oxide films deposited using hightarget utilisation sput-tering[J].Thin Solid Films, 2007, 515 (15) :6045.
[3] 杨林.2006年金属铟价格将创新高[J].中国金属通报, 2006, (11) :11.
[4] 王洪江, 沈立俊, 李波, 雷德君.锌渣烟化炉连续吹炼的试验研究[J].中国有色冶金, 2005, (6) :37.
[5] 陶政修, 唐耀文.湿法炼锌渣中回收锌铟的研究[J].湖南有色金属, 2006, 22 (3) :23, 53.
[6] 陈世王官.机械活化及其在浸出过程中的应用[J].上海有色金属, 1998, 19 (2) :91.
[7] Balaz P.Mechanical activation in hydrometallurgy[J].Int.J Miner Process, 2003, 72 (1-4) :341.
[8] Achimovicova M, Balaz P.Influence of mechanical activation on selectivity of acid leaching of arsenopyrite[J].Hydrometallurgy, 2005, 77 (1-2) :3.
[9] 王越, 李骞.含金矿石的机械活化浸出工艺研究[J].甘肃冶金, 2005, 27 (2) :13.
[10] 黎铉海, 李秀敏, 潘柳萍.机械活化强化ITO废料中铟浸出的动力学研究[J].金属矿山, 2006, (3) :46.
[11] 黎铉海, 姚金环.搅拌磨机械活化硬锌渣浸铟的动力学研究[J].金属矿山, 2007, (3) :41.
[12] Kleiv R A, Thornhill M.Mechanical activation of olivine[J].Minerals Engineering, 2006, 19 (4) :340.
[13] 袁玉霞.单扫示波极谱法直接测定CNI合金中的铟[J].有色金属, 2003, 55 (3) :140.