Trans. Nonferrous Met. Soc. China 27(2017) 2464-2473
Optimization of extrusion process parameters of Incoloy028 alloy based on hot compression test and simulation
Zhi-qiang YU1, Gen-shu ZHOU1, Lei-feng TUO1,2, Cong-fei SONG1
1. State Key Laboratory for Mechanical Behavior of Materials, Xi��an Jiaotong University, Xi��an 710049, China;
2. Stainless Steel Tube Branch Company, Taiyuan Iron & Steel (Group) Co., Ltd., Taiyuan 030003, China
Received 28 June 2016; accepted 21 March 2017
Abstract: True stress-true strain curves of Incoloy028 alloy at high temperature and strain rate were investigated by hot compression test. These curves show that the maximum flow stress decreases with the increase in temperature and the decrease in strain rate. FEM simulation was employed to investigate the influence of temperature, extrusion speed and friction coefficient on the extrusion load, stress, strain and strain rate in the extrusion process. The increase of extrusion temperature results in decrease of load and deformation resistance, but has little influence on strain and strain rate. When extrusion speed changes between 200 and 350 mm/s, no obvious change about extrusion load can be found. Sharp peak value up to 42500 kN emerges in the extrusion load curve and the extrusion process becomes unstable seriously when extrusion speed rises up to 400 mm/s. Both stress and strain rate increase with the raise of extrusion speed. When friction coefficient is between 0.02 and 0.03, deformation resistance is about 160 MPa and the strain rate can be limited below 70 s-1. Successful production of Incoloy028 tube verifies the optimized parameters by FEM simulation analysis, and mechanical tests results of the products meet the required properties.
Key words: Incoloy028 alloy; hot extrusion; compression; process parameter; FEM simulation
1 Introduction
In the severe and complex corrosive oil and gas wells with high temperature and high pressure as well as with high H2S, CO2, Cl-, and organic sulfur [1], the tube must meet the requirements of good physical and mechanical properties and high corrosion resistance. Traditional stainless steels, such as 9Cr [2], 13Cr [3], 22Cr [4], 25Cr [5] are difficult to serve in this harsh environment. Therefore, it is necessary to investigate a potential application of nickel-based alloys containing high content of chromium, nickel and molybdenum as an oil well tube material.
Incoloy028 (Fe-Ni-Cr-Mo) alloy is a low carbon austenite alloy [6], in which the copper content is about 1% (mass fraction). Because of low carbon content and high contents of chromium, molybdenum and copper, its comprehensive corrosion resistance and chloride ion stress corrosion resistance are good, and more, the intercrystalline corrosion resistance is excellent. However, it is difficult to adopt the method of hot piercing process for Incoloy028 alloy due to its large hot deformation resistance. Because hot extrusion process is the only method at present, the plastic deformation can be completed in a short period at high temperature by controlling the extrusion process parameters.
The preliminary studies on Incoloy028 alloy mostly have been focused on the corrosion resistance. LIN et al [7] studied the effects of sensitizing heat treatment on precipitated phases and intergranular corrosion resistance of Incoloy028. CAI et al [8] contrasted the corrosion resistance of super13Cr and Incoloy028. Few researchers studied the hot working behavior. WANG et al [9,10] studied the dynamic recrystallization behavior of Incoloy028 by compression at temperature from 1273 to 1473 K and strain rates from 0.1 to 1 s-1. Moreover, they also studied the flow stress based on compression tests. SUN et al [11] studied the deformation behavior and processing maps of Incoloy028, and modeled with the thermal general constitutive equations developed by SELLARS and TEGART [12]. There are no researches on hot extrusion deformation of Incoloy028 tube, especially on the key parameters, such as the temperature, extrusion speed and friction coefficient, which have significant influences on extrusion load, stress, strain and strain rate. In this work, the hot extrusion behaviors in different hot working conditions were investigated by means of compression test, simulation and factual productive experiment.
2 Experimental
2.1 Materials
The chemical compositions (in mass fraction, %) of Incoloy028 alloy used in this study were: Ni 30-34, Cr 26-28, Mo 3-4, Mn <2.5, Si <1, Cu 0.6-1.4, P <0.03, S <0.03, and balance Fe. The raw material was a die-cast ingot produced by electro-slag re-melting process. The bar-shaped billet with a diameter of 400 mm was made by forging the cast ingot with a radial forging machine (GFM1800). In order to reduce the precipitate phase of Incoloy028 billet, the solid solution treatment at 1423 K was adopted after forging process.
2.2 Compression tests
Cylindrical specimens (10 mm in diameter and 15 mm in height) for compression tests were cut and machined from the forged bar. Hot compression tests were conducted on a Gleeble-3800 thermo-mechanical simulator in the temperature range of 1223-1473 K with intervals of 50 K at different strain rates ranging from 0.1 to 50 s-1. The top and bottom surfaces of specimens were coated with graphite/Teflon paste to reduce the friction between anvil and specimens. All the specimens were heated up to 1473 K at a heating rate of 5 K/s and held for 3 min to obtain uniform microstructure. The specimens are then cooled down to different testing temperatures at a cooling rate of 5 K/s and held for 2 min prior to every test, and deformed to the height of 7.5 mm (50% reduction in height) corresponding to a true strain of 0.69 and then the compressed specimens were water-quenched to room temperature immediately. The strain and stress values obtained could be arranged to outline true strain-stress curves.
2.3 Hot extrusion deformation simulation
In this work, Incoloy028 alloy was produced by importing the true stress-strain curves of hot compression deformation acquired by compression tests into the material library of DEFORM-2D. The geometrical model was developed by CAXA package and then also imported into DEFORM-2D package. Figure 1 shows the extrusion model. Extrusion billet, container and die models were developed on the scale of 1:1. The container diameter was d400 mm, the billet dimension was d400 mm/d225 mm, the mandrel diameter was d210 mm, and the lubrication of glass pad was replaced by friction coefficient [13].
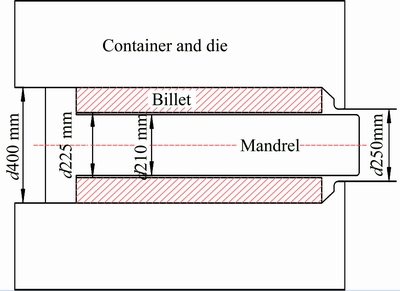
Fig. 1 Extrusion model of d250 mm��20 mm Incoloy028
Quadrilateral elements were used to mesh for billet. In order to improve simulation accuracy and efficiency, adaptive meshing technology was carried out in main deforming regions to ensure the quality of mesh. The minimum mesh dimension of the geometrical bodies should be less than 1/3 of the minimum geometric feature dimension of geometrical bodies.
The extrusion process of Incoloy028 tube with dimensions of d250 mm �� 20 mm was simulated by DEFORM-2D. The extrusion mode was horizontal follow-up extrusion. The effects of key parameters, such as temperature, extrusion speed and friction coefficient on the extrusion load, stress, strain and strain rate were analyzed.
2.4 Productive experiments
The rotary furnace was used to heat the billet from room temperature to 1123 K slowly. Then, the billet was heated to target temperature by induction furnace quickly. The inside diameter of the billet was expanded from d80 mm to d225 mm by 20 MN vertical piercer, then the billet was extruded to tube with dimensions of d250 mm �� 20 mm by 60 MN horizontal extruder. Figure 2 shows the diagrams of the 20 MN vertical piercer and 60 MN horizontal extruder.
3 Results and discussion
3.1 True stress-strain curves and microstructure of specimens
3.1.1 Flow stress behavior based on hot compression test
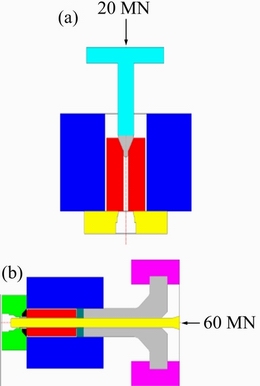
Fig. 2 20 MN vertical piercer (a) and 60 MN horizontal extruder (b)
Based on the isothermal hot compression test results, the load-stroke curves obtained at different temperatures and strain rates are converted into true strain-stress curves. Figure 3 shows the typical flow stress curves of Incoloy028 at various temperatures (1223-1473 K) and strain rates (0.1-50 s-1). Obvious viscoplastic behavior can be observed. The flow stress increases with the increase in strain. When the strain rises to a certain value, the flow stress becomes stable and even decreases. Moreover, the evolution of all the flow stress curves follows the same trend, i.e., an increase at the initial stage followed by a gentle decrease or a plateau. The increase in the initial stress is caused by dislocation entanglement and pile-ups and the increasing strain energy of deformed grains. The decrease in flow stress, particularly in the case of low strain rate (0.1 s-1), is due to the combined effects of dynamic recovery and recrystallization, which lead to the dislocation annihilation. When a dynamic balance is achieved between the dislocation aggregation and annihilation, the flow stress plateaus could be observed. In the case of high strain rate (50 s-1), dynamic recovery leads to the dislocation annihilation as a result of dislocation slipping and climbing.
3.1.2 Microstructure of specimens after compression test
Figures 4(a)-(d) show the microstructures of specimens at the temperature of 1373 K and the strain rate of 0.1-50 s-1. Figures 4(e)-(h) show the microstructures of specimens at temperature of 1423 K and the strain rate of 0.1-50 s-1. Figures 4(i)-(l) show the microstructures of specimens at temperature of 1473 K and the strain rate of 0.1-50 s-1. At the same temperature, the greater the strain rate is, the smaller the recrystallization grain is. And the recrystallization grain becomes coarse with the increase of temperature. The increase of dislocation movement velocity results in the raise of recrystallization rate and degree. When the recrystallization grain meets requirements, the repeated recrystallization can take place, so the grain will be smaller and smaller.
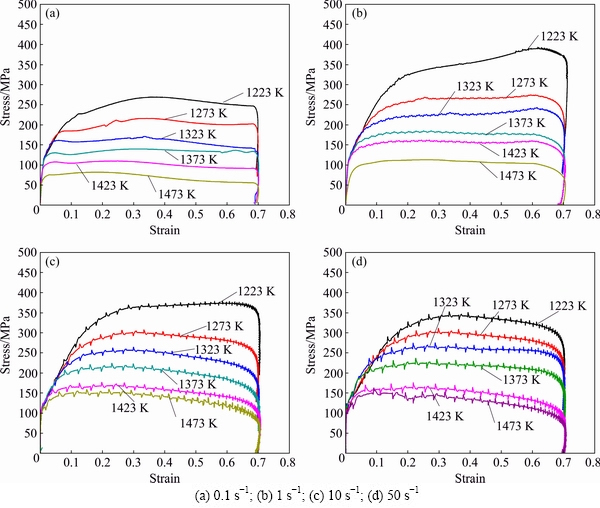
Fig. 3 Stress-strain curves of Incoloy028 at various temperatures and strain rates
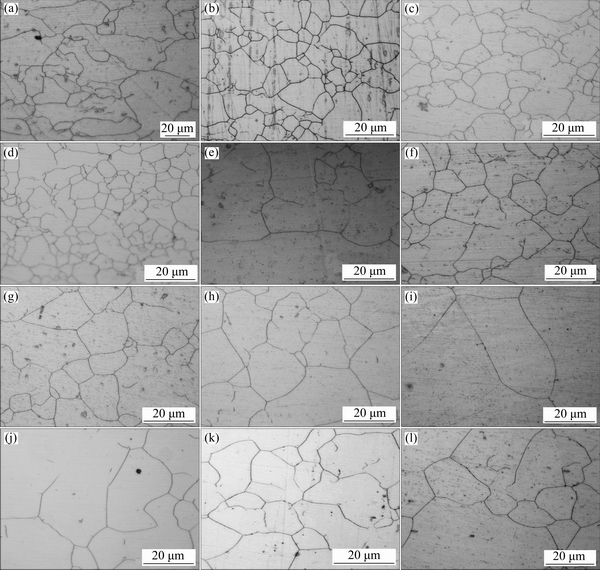
Fig. 4 Microstructures of samples at temperatures of 1373 K (a-d), 1423 K (e-h), 1473 K (i-l) and strain rates of 0.1 s-1 (a, e, i), 1 s-1 (b, f, j), 10 s-1 (c, g, k) and 50 s-1 (d, h, l)
3.2 Extrusion parameters of Incoloy028 by simulation analysis
When extruding steels and some difficult deformation metal, Sejour equation was used to calculate extrusion load [14]. In the extrusion process of tube, Eq. (1) was used to calculate extrusion load F:
 (1)
(1)
where R and r are the radii of container and mandrel, respectively, f is the friction coefficient, L is the length of the billet, k is the deformation resistance, and �� is the extrusion ratio.
In Eq. (1), proportional relationship exists between the extrusion load and deformation resistance, but deformation resistance is affected by temperature, and hot compression deformation test has preliminarily supported this view. The extrusion load has no direct relation with extrusion speed, but has index relation with friction coefficient. Next, we used simulation method to analyze the relations among extrusion load, stress, strain, strain rate and temperature, extrusion speed and friction coefficient.
3.2.1 Effects of temperature on extrusion load
In order to analyze the temperature effect on the extrusion load, the extrusion speed and friction coefficient are set to be 250 mm/s and 0.02, respectively. The temperature is varied between 1423 and 1473 K. As shown in Fig. 5, the extrusion load decreases with the increase of temperature, which is consistent with the results of compression test.
With the purpose of analyzing the effect of the extrusion speed on extrusion load, suppose the temperature and friction coefficient are 1453 K and 0.03, respectively. As shown in Fig. 6, when the extrusion speed changes between 200 and 350 mm/s, no obvious changes in the extrusion load can be found. The influence of extrusion speed on extrusion load acts through friction and temperature, the increase of the extrusion speed results in temperature rise (T ��) in the form of friction (f ��), and temperature rise causes the decrease of deformation resistance. The effect of temperature rise and deformation resistance on extrusion load then will be offset each other, so the extrusion load does not change significantly, as described by Eq. (2)
Qv= Qf �� �C QT �� (2)
where Qv is the energy caused by speed; Qf �� is the energy caused by friction and QT �� is the energy caused by temperature rise.
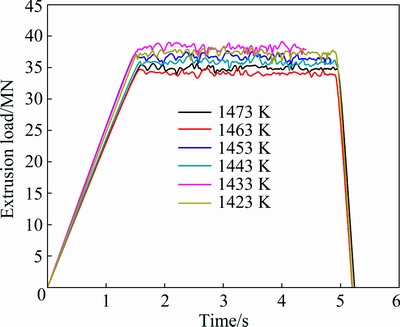
Fig. 5 Effects of temperature on extrusion load
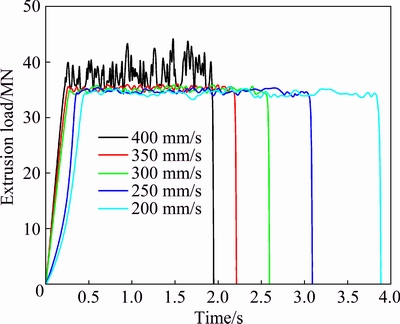
Fig. 6 Effects of extrusion speed on extrusion load
However, the sharp peak value up to 42.5 MN emerges in the extrusion load curve when the extrusion speed rises to 400 mm/s because Qf �� is larger than QT ��.
3.2.2 Effects of friction coefficient on extrusion load
In interest of analyzing the effect of friction coefficient on extrusion load, the temperature and friction coefficient are set to be 1453 K and 200 mm/s, respectively. As shown in Fig. 7, the extrusion load curve is relatively stable when the friction coefficient changes between 0.02 and 0.03. The friction coefficient has a great influence on the extrusion load when it increases by ten times (0.2-0.3), and extrusion load value would increase by 10 MN and fluctuate severely. Therefore, the friction conditions must be controlled strictly to avoid overload. For reaching the friction coefficient of 0.02-0.03 [15], glass lubricant [16] is used.
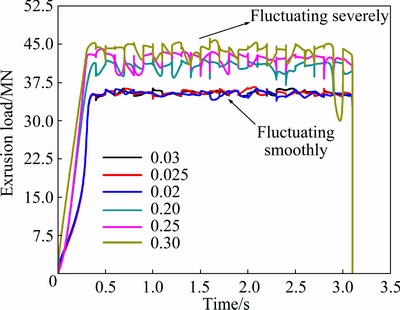
Fig. 7 Effects of friction coefficient on extrusion load
Figure 8 shows the simulation of extrusion process for Incoloy028 tube with dimensions of d250 mm �� 20 mm. Extrusion die and billet are rotational symmetry. As can be seen, deformation in the transitional region between container and die is acute, and hot extrusion process is accompanied with recrystallization.
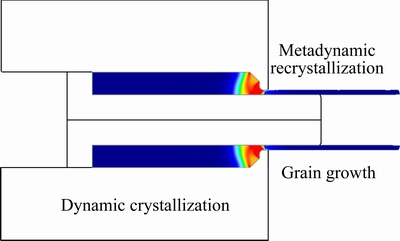
Fig. 8 Simulation model of Incoloy028 extrusion pipe
The hot extrusion process of Incoloy028 alloy can be divided into three different stages, upsetting, breakthrough and steady. Figure 9 shows the stress, strain and strain rate distribution at three different stages. At the upsetting stage, the container is filled by metal entirely. At the breakthrough stage, the metal outflows the extrusion die. At the steady stage, the metal flows out through the die hole smoothly.
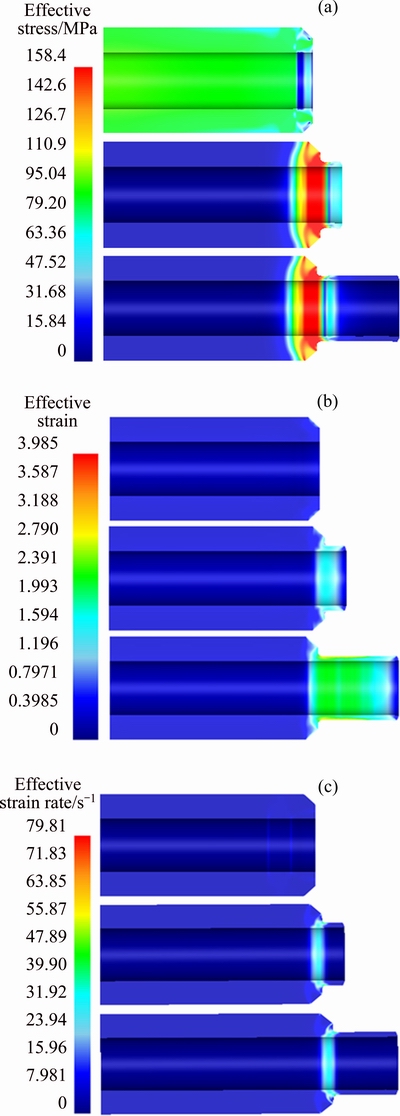
Fig. 9 Distribution of effective stress (a), strain (b) and strain rate (c) of Incoloy028 extrusion pipe
3.2.3 Effects of temperature on stress, strain and strain rate
Similarly, in order to study the effects of the temperature on the effective stress, strain and strain rate, the extrusion speed and friction coefficient are fixed to 200 mm/s and 0.03, respectively. As shown in Fig. 10(a), all the stresses at the upsetting, breakthrough and steady stages decrease with the rise in temperature. At the upsetting stage, the stress decreases obviously. At the breakthrough and steady stages, the evolution trend of the stress is consistent with each other. If the stress is regulated smaller than 160 MPa in steady stage, the extrusion temperature must be above 1453 K. As shown in Fig. 10(b), strain remains the same value at each stage, but it can be found that the strain at steady stage is greater than that at breakthrough stage, and the strain at breakthrough stage is greater than that at the upsetting stage. Figure 10(c) shows the strain rate varies with the temperature at three different stages. At the upsetting stage, the strain rate value is about zero. At the breakthrough and steady stages, the strain rates decrease with increasing temperature, if the strain rate is regulated under 60 s-1 at breakthrough and steady stages, the temperature must be above 1453 K.
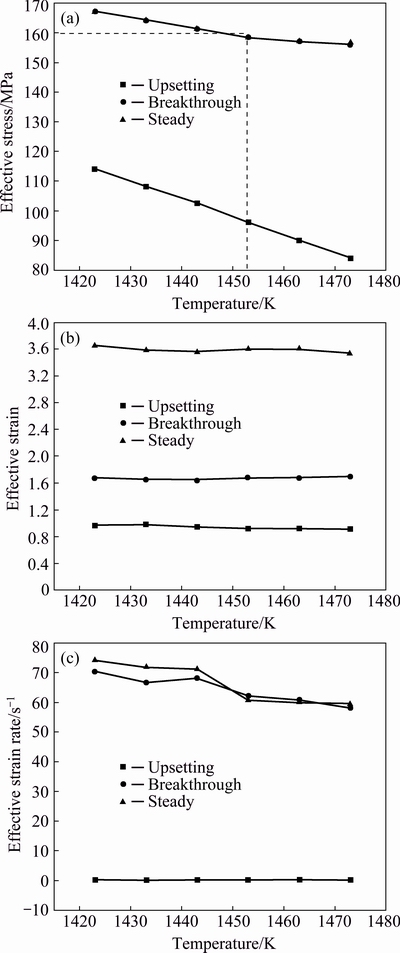
Fig. 10 Evolution of effective stress (a), strain (b) and strain rate (c) with temperature
SELLARS and TEGART [12] developed a hyperbolic sine function to describe the relationship between stress and strain rate at high temperature, as indicated in Eq. (3):
 (3)
(3)
The relationship can be described by a power law (Eq. (4)) under low stress (����<0.8) and by an exponential relation (Eq. (5)) under high stress (����>1.2) conditions:
 (4)
(4)
 (5)
(5)
where is the strain rate, �� is the flow stress, Q is the activation energy of deformation, A, A1, A2, n, n1, n2 and �� (��=n1/n2) are material constants closely related to the strain rate, R is the mole gas constant, 8.314 J/(mol��K), T is the thermodynamic temperature. SUN et al [11] found the relationship between , �� and T by Eq. (6):
is the strain rate, �� is the flow stress, Q is the activation energy of deformation, A, A1, A2, n, n1, n2 and �� (��=n1/n2) are material constants closely related to the strain rate, R is the mole gas constant, 8.314 J/(mol��K), T is the thermodynamic temperature. SUN et al [11] found the relationship between , �� and T by Eq. (6):

 (6)
(6)
3.2.4 Effects of extrusion speed on stress and strain rate
In order to analyze the effect of extrusion speed on stress and strain rate, the temperature and friction coefficient are set to be 1453 K and 0.03, respectively. As shown in Fig. 11(a), stress increases with the rise in extrusion speed, and all the stress values are more than 150 MPa. The stress at breakthrough stage is larger than that at steady stage at the same extrusion speed, especially when the extrusion speed increases to 400 mm/s, stress increases significantly. Figure 11(b) shows the evolution of strain rate with extrusion speed at breakthrough and steady stages. It is clear that strain rate increases with the rise in extrusion speed. When the extrusion speed reaches 200 mm/s, strain rates at breakthrough and steady stages are 55.56 and 51.83 s-1, respectively. However, strain rate reaches up to about 100 s-1 when extrusion speed rises to 350 mm/s, and strain rate reaches up to 160 s-1 when extrusion speed rises to 400 mm/s at breakthrough stage, reflecting that non-uniform deformation is tempestuous when the extrusion speed increases to 400 mm/s. In order to ensure strain rate to be smaller than 60 s-1 in breakthrough and steady stages, extrusion speed should be under 225 mm/s, In order to ensure deformation resistance about 160 MPa in breakthrough and steady stages, extrusion speed should be under 375 mm/s.
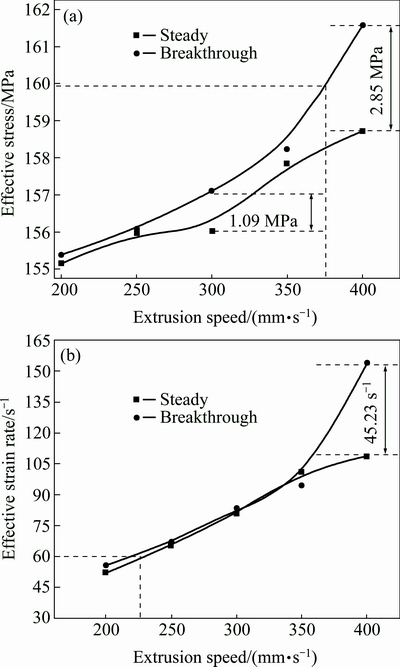
Fig. 11 Effective stress (a) and strain rate (b) with extrusion speed
3.2.5 Effects of friction coefficient on stress and strain rate
In order to analyze the effect of friction coefficient on stress and strain rate, temperature and extrusion speed are fixed as 1453 K and 250 mm/s, respectively. As shown in Fig. 12(a), stress increases with increasing friction coefficient at upsetting stage and the stress value is more than 125 MPa. The stresses keep almost the same values at breakthrough and steady stages. Figure 12(b) shows the evolution of the strain rate with friction coefficient at three different stages. At the upsetting stage, the strain rate value is close to zero; at the breakthrough and steady stages, the strain rate values keep very close with each other, between 60 and 70 s-1. Thus, when the friction coefficient is between 0.02 and 0.03, the deformation resistance is about 160 MPa and the strain rate can be under 70 s-1.
The effects of friction coefficient on metal flow velocity and displacement movement are shown in Fig. 13. When friction coefficient is set as 0.02, the maximum flow rate is 1790 mm/s, and the maximal displacement movement is 251 mm, as shown in Figs. 13(a) and (b). When friction coefficient is 0.2, the maximum flow rate is 1560 mm/s, and the maximal displacement is 218 mm, as shown in Figs. 13(c) and (d). These reflect that the change of friction coefficient influences the metal flow absolutely, and the increase of friction coefficient can delay the metal flow.
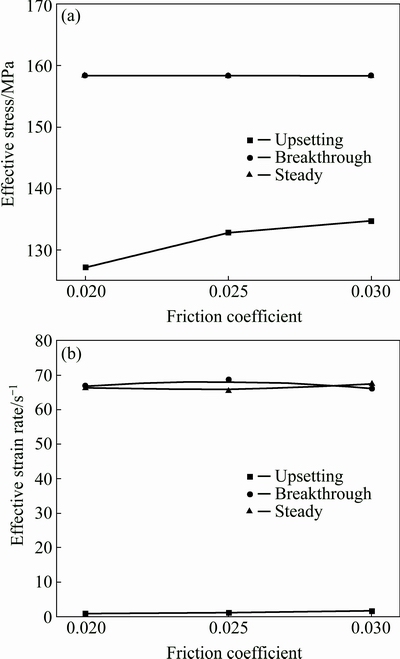
Fig. 12 Stress (a) and strain rate (b) with friction coefficient

Fig. 13 Effect of friction coefficient and displacement on metal flow velocity
3.3 Productive experimental results of Incoloy028 based on simulation
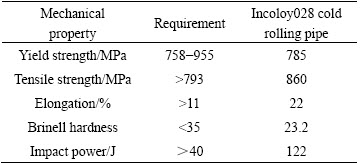
Incoloy028 tube is manufactured successfully by 60 MN horizontal extruder [17] with temperature 1453 K, speed 250 mm/s and glass lubrication. As shown in Fig. 14(a), actual extrusion load and speed are similar to simulation results. Single-phase austenitic microstructure is observed in the internal, external and middle parts of the manufactured Incoloy028 tube, as shown in Figs. 14(b), (c) and (d), the grain grades are 5-6, 6 and 5-6, respectively. Table 1 shows mechanical properties of extrusion tube d250 mm �� 20 mm. The extrusion tube d250 mm �� 20 mm is rolled to d177.8 mm �� 9.19 mm by two times cold rolling process [18] and solution treatment. Table 2 shows mechanical properties of tube d177.8 mm �� 9.19 mm, which meets the requirements of ISO 13680 2010. Productive experiment results verify reasonable research on extrusion process parameters of Incoloy028 alloy based on isothermal compression test and simulation.
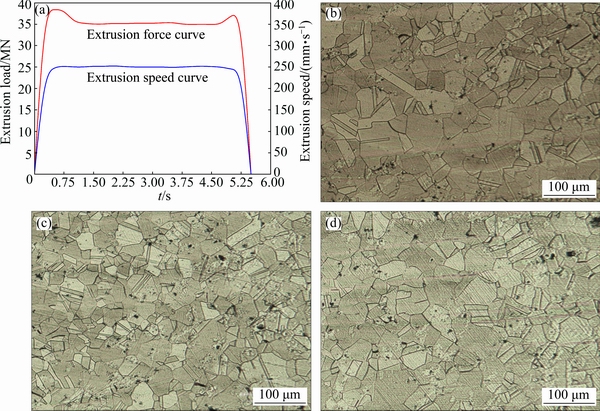
Fig. 14 Extrusion load and speed curves (a) and microstructures of internal (b), external (c) and middle (d) parts of tube
Table 1 Mechanical properties of Incoloy028 extrusion pipe (d250 mm �� 20 mm)
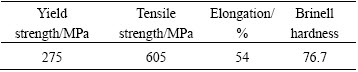
Table 2 Mechanical properties of Incoloy028 cold rolling pipe (d177.8 mm �� 9.19 mm)
4 Conclusions
1) The deformation resistance and extrusion load of Incoloy028 alloy have inverse relation with temperature. If the stress is regulated to be smaller than 160 MPa in steady stage and strain rate is regulated under 60 s-1 in breakthrough and steady stages, the temperature should be above 1453 K.
2) When extrusion speed changes between 200 and 350 mm/s, no obvious change in extrusion load can be found. When extrusion speed rises up to 400 mm/s, sharp peak value up to 42.5 MN emerges in the extrusion load curve. Both the stress and strain rate increase with the raise of the extrusion speed. In order to ensure strain rate to be smaller than 60 s-1 in breakthrough and steady stages, extrusion speed should be under 225 mm/s. In order to ensure deformation resistance about 160 MPa in breakthrough and steady stages, extrusion speed should be under 375 mm/s.
3) When the friction coefficient is between 0.02 and 0.03, the deformation resistance is about 160 MPa and the strain rate can be under 70 s-1. The change of friction coefficient influences the metal flow absolutely, and the increase of friction coefficient will delay the metal flow.
4) Incoloy028 tube is manufactured successfully based on simulative results. Uniform and dense austenitic microstructures are observed in internal, external and middle parts of Incoloy028 tube, and the mechanical properties meet the requirements after cold rolling process and solution treatment.
References
[1] LIU Hai-ding, WANG Dong-zhe, WEI Han-dong, ZHANG Yu-bi, DUAN Min-jiang, CHEN Deng-hua. Material selection and application of high performance stainless steels used in sour oil and gas fields [J]. Corrosion & Protection, 2011, 32: 817-821. (in Chinese)
[2] HU Bao-quan, BAI Pei-kang, DONG Zhi-zhong, CHENG Jun. Effect of Cu addition on corrosion resistance and shape memory effect of Fe-14Mn-5Si-9Cr-5Ni alloy [J]. Transactions of Nonferrous Metals Society of China, 2009, 19: 149-153.
[3] LIU Yan, XU Li-ning, LU Min-xu, YAO Meng, ZHU Jin-yang, ZHANG Lei. Corrosion mechanism of 13Cr stainless steel in completion fluid of high temperature and high concentration bromine salt [J]. Applied Surface Science, 2014, 314: 768-776.
[4] PENG Bi-cao, ZHANG Hong-xiang, HONG Jie, GAO Jia-qiang, ZHANG Han-qian, LI Jin-fu, WANG Qi-jiang. The evolution of precipitates of 22Cr-25Ni-Mo-Nb-N heat-resistant austenitic steel in long-term creep [J]. Materials Science and Engineering A, 2010, 527: 4424-4430.
[5] ZHOU Zhi-ming, CHAI Lin-jiang, XIAO Zhi-pei, TU Jian, WANG Ya-ping, HUANG Wei-jiu. Surface modification of Cu-25Cralloy induced by high current pulsed electron beam [J]. Transactions of Nonferrous Metals Society of China,2015, 25: 1935-1943.
[6] DOLATI A G, GHORBANI M, AFSHAR A. The electrodeposition of quaternary Fe-Cr-Ni-Mo alloys from the chloride-complexing agents electrolyte. Part I: Processing [J]. Surface and Coating Technology, 2003, 166: 105-110.
[7] LIN Yi, ZHANG Chun-xia, SHAN Ai-dang, SONG Hong-wei. Effects of sensitizing heat treatment on precipitated phases and intergranular corrosion resistance of Incoloy028 [J]. Hot Working Technology, 2012, 41: 166-176. (in Chinese)
[8] CAI Wen-ting, ZHAO Guo-xian, WEI Ai-ling. The researchment of corrosion resistance of passive films on Super 13Cr and UNS N08028 [J]. Petrochemical Industry Application, 2011, 30: 9-13.
[9] WANG Lei, LIU Feng. Dynamic recrystallization behavior of N08028 corrosion resistant alloy [J]. Materials Science Forum, 2014, 788: 396-405.
[10] WANG Lei, LIU Feng, ZUO Qiang, CHEN Chang-feng. Prediction of flow stress for N08028 alloy under hot working conditions [J]. Materials and Design, 2013, 47: 737-745.
[11] SUN Chao-yang, LIU Geng, ZHANG Qing-dong, LI Rui, WANG Li-liang. Determination of hot deformation behavior and processing maps of IN028 alloy using isothermal hot compression test [J]. Materials Science and Engineering A, 2014, 595: 92-98.
[12] SELLARS C M, TEGART W J. On the mechanism of hot deformation [J]. Acta Metallurgica, 1966, 14: 1136-1138.
[13] HANSSON S, JANSSON T. Sensitivity analysis of a finite element model for the simulation of stainless steel tube extrusion [J]. Journal of Materials Processing Technology, 2010, 210: 1386-1396.
[14] ZHANG Bao-jun, YANG He, GUO Liang-gang, GU Rui-jie, KOU Yong-le. Virtual orthogonal experiment study on needle piercing extrusion process of Inconel690 alloy large-diameter thick-walled tube [J]. Rare Metal Materials and Engineering, 2013, 42: 488-493. (in Chinese)
[15] LIU Chang-yong, ZHANG Ren-ji, YAN Yong-nian, LIN Feng, ZHANG Lei. Lubrication behavior of the glass lubricated hot extrusion process [J]. Journal of Mechanical Engineering, 2011, 47: 127-134. (in Chinese)
[16] DAMODARAN D, SHIVPURI R. Effect of glass lubricant behavior on the surface quality of extrudates in glass-lubricated hot extrusion [J]. Annals of CIRP, 1997, 46: 179-182.
[17] WEI Long-sha, ZHANG Xue-xi, QIAN Ming-fang, CUI Xi-ping, GENG Lin, SUN Jian-fei, PANINA L V, PENG Hua-xin. Introducing equiaxed grains and texture into Ni-Mn-Ga alloys by hotextrusionfor superplasticity [J]. Materials & Design, 2016, 112: 339-344.
[18] MEI Yun-peng, LIU Yong-chang, LIU Chen-xi, LI Chong, YU Li-ming, GUO Qian-ying, LI Hui-jun. Effects ofcoldrollingon the precipitation kinetics and the morphology evolution of intermediate phases in Inconel 718[J]. Journal of Alloys and Compounds, 2015, 649: 949-960.
������ѹ��������ģ���Incoloy028�Ͻ�ѹ���ղ����Ż�
��־ǿ1���ܸ���1������1,2���δԷ�1
1. ������ͨ��ѧ ��������ǿ�ȹ����ص�ʵ���ң����� 710049��
2. ̫ԭ����(����)����˾ ����ֹܹ�˾��̫ԭ 030003
ժ Ҫ��������ѹ��ʵ�鷽���о�Incoloy028�Ͻ��ڸ��º�Ӧ��������Ӧ��-Ӧ�����ߡ�Ӧ��-Ӧ�����߱�������ֵӦ�������¶ȵ����ߺ�Ӧ�����ʵ��½������͡���������Ԫģ�ⷽ���о���ѹ�������¶ȡ���ѹ�ٶȺ�Ħ�������Լ�ѹ�غɡ�Ӧ����Ӧ���Ӧ�����ʵ�Ӱ�죬���ѹ�¶ȿ��Խ��ͼ�ѹ�غɺͱ��ο���������Ӧ���Ӧ�����ʵ�Ӱ���С������ѹ�ٶ���200~350 mm/s֮��仯ʱ����ѹ�غ�û�з������Ա仯������ѹ�ٶȴﵽ400 mm/sʱ����ѹͻ�����ﵽ42500 kN����ѹ���̼����ȶ������ż�ѹ�ٶȵ�����Ӧ����Ӧ����������Ħ��������0.02~0.03֮��仯ʱ�����ο���ԼΪ160 MPa����ѹ������Ӧ�����ʿ��Կ�����70 s-1���¡���������ɹ���֤�˲�������Ԫ�����Ż���ļ�ѹ���ղ�������Ʒ����ѧʵ������������Ҫ��
�ؼ��ʣ�Incoloy028�Ͻ��ȼ�ѹ��ѹ�������̲���������Ԫģ��
(Edited by Wei-ping CHEN)
Foundation item: Project (50925417) supported by the National Science Fund for Distinguished Young Scholars of China
Corresponding author: Gen-shu ZHOU; Tel: +86-13359222950; E-mail: zhougs@xjtu.edu.cn
DOI: 10.1016/S1003-6326(17)60276-0

