中国有色金属学报 2004,(10),1717-1722 DOI:10.19476/j.ysxb.1004.0609.2004.10.017
快速凝固/粉末冶金制备高硅铝合金材料的组织与力学性能
杨伏良 甘卫平 陈招科 刘泓
中南大学材料科学与工程学院,中南大学材料科学与工程学院,中南大学材料科学与工程学院,中南大学材料科学与工程学院 长沙410083 ,长沙410083 ,长沙410083 ,长沙410083
摘 要:
采用空气雾化水冷与真空包套热挤压工艺相结合的方法,制备了Al 30Si和Al 40Si过共晶高硅铝合金材料,采用扫描电镜与金相显微镜进行了显微组织分析,检测了其力学性能。研究表明:所制备的高硅铝合金粉末颗粒尺寸在2~10μm之间;挤压后的材料具有组织十分细小且均匀弥散分布的Si相;在370℃热挤压条件下,其抗拉强度高达239MPa,比相同成分的铸轧态试样提高了77%,随着挤压温度的升高以及Si含量的增加,硅相颗粒增大,抗拉强度下降。
关键词:
快速凝固 ;真空包套 ;热挤压 ;AlSi合金 ;
中图分类号: TF124
作者简介: 杨伏良(1962),女,副教授,博士研究生.,副教授;电话:07318830248:传真:07318830248;E mail:yangflcsu@163.com;
收稿日期: 2004-02-16
Microstructures and mechanical properties of high-silicon aluminum alloy fabricated by rapid solidification/powder metallurgy
Abstract:
Hypereutectic high-silicon aluminum alloy(Al-30Si and Al-40Si)was fabricated with a method in which air-atomization was followed by vacuum canning hot-extrusion process. Microstructure was analyzed by SEM and optical microscopy; tensile strength was examined and discussed. Experimental results show that, powder particle size is approximately 210 μm; silicon crystals are fine and uniform distributed by extrusion. The tensile strength reaches 239 MPa at 370 ℃ extrusion , increases 77% compared with as cast, while tensile strength decreases, Si crystal grows up with both the extrusion temperature and the Si content increasing.
Keyword:
rapid solidification; vacuum canning; hot extrusion; Al-Si alloy;
Received: 2004-02-16
高硅铝合金作为电子封装材料, 其质量仅为传统金属基W-Cu电子封装材料的六分之一, 且高硅铝合金具有很好的热导性能, 线膨胀系数可控
[1 ]
, 能与电路板广泛使用的半导体材料相匹配, 因此, 作为基片衬底、 机壳及盖板等材料可保证电子器件在使用过程中不致受热或开裂而过早失效。 高硅铝合金电子封装材料, 代表了新型轻质封装材料的发展方向。
高硅铝合金材料制备工艺有熔铸法
[2 ,3 ,4 ]
、 粉末冶金烧结法、 喷射沉积
[5 ,6 ,7 ,8 ,9 ]
和熔渗法锭坯制备技术和热挤压、 半固态挤压、 热锻造等加工成形技术
[10 ]
。
采用快速凝固技术与粉末冶金技术相结合制备的高硅铝合金材料由于具有低密度、 高热导、 低膨胀、 高比强等优异特点, 在汽车、 电子、 航空工业等领域有很大的发展潜力
[11 ]
。 但由于Al的活性很高, 在快速凝固制粉时不可避免地会形成一层氧化膜, 导致致密化过程中合金元素的相互扩散受到阻碍, 难以形成冶金粘结。 因此, 需要采用一些特殊的致密化工艺。 对于快速凝固高硅铝合金粉末而言, 应用最广泛的致密化技术是粉末热挤压
[12 ]
。 快速凝固高硅铝合金粉末热挤压成形时, 由于粉末含有大量的初晶硅相, 材料的塑性较差, 同时由于Si相颗粒硬度高, 加剧了模具的磨损, 故一般采用塑性较好的材料(如纯铝)做包套封装
[13 ,14 ]
。
目前国内外已有人利用喷射沉积粉末冶金技术制备出了Si含量在30%(质量分数)以内的过共晶高硅铝合金的二元或多元合金, 但至今未见Si含量更高的高硅铝合金制备技术的报道, 本文作者采用快速凝固/粉末冶金工艺制备了Si含量分别为30%和40%的过共晶高硅铝合金材料, 并将其组织形貌和力学性能与铸轧态的进行了分析比较。
1 实验
材料制备工艺流程为: 雾化制粉→粉末过筛→真空包套→热挤压→机加工制样→性能测试。
1.1 粉末制备
将配制好的Al-Si合金在感应炉中加热熔化、 精炼和脱气, 金属液流经漏嘴流入喷雾装置中, 被高压气体破碎后的金属液滴直接喷入距离喷嘴约200 mm的高压水流中, 经冷却后, Al-Si粉末浆料流经筛网, 过滤掉粗大的金属及杂物, 流入高速旋转的甩干机中进行脱水处理, 经烘干、 过筛制得各种实验所需粉末, 其制粉工艺参数见表1。
表1 制粉工艺参数
Table 1 Process parameters ofpowder fabrication
Melting
Melt
Atomizing
Atomizing gas
Type of
1 000
3.5
Atmosphere
0.6
Annular
实验按要求配制了Si含量分别为30%和40%的两种合金(化学成分见表2), 利用空气雾化-水冷法, 将其制备成粉末, 并对两种成分的合金粉末分别过孔径150 μm和75 μm的筛, 得出4种不同类型的粉末, 其具体编号及组成见表2。
表2 粉末试样化学成分及粒度
Table 2 Chemical compositions and particle sizesof powder samples
Sample No.
w (Si)/%w (Al)/%Particle
1
26.60
Bal.
≤75
2
26.60
Bal.
≤150
3
36.44
Bal.
≤75
4
36.44
Bal.
≤150
1.2 真空包套热挤压
各种编号的合金粉末经均匀混合, 初装、 振实装入特制的纯铝包套内, 其密度可达理论密度的70%, 经真空除气后, 封闭焊合包套。 挤压前对样品采用4种不同的温度加热保温, 其加热温度分别为370、 430、 490、 550 ℃, 保温时间为1 h。 热挤压实验在300 t油压机上进行, 各种挤压模具首先置入井式炉中充分预热保温, 模具加热温度为250 ℃, 在热挤压的过程中用润滑油润滑, 挤压比为16(纯铝包套和挤压棒直径分别为40 mm和10 mm), 挤压锥角为90°。
1.3 性能检测
将热挤压得到的挤压棒车去包套并机加工成夹头部分为d 8 mm, 中间为d 5 mm, 试棒长为75 mm的拉伸试样, 用电子万能拉伸试验机对材料进行了抗拉强度检测; 用EOPHAT金相显微镜对材料进行了显微组织观察; 用KYKY-2800型扫描电镜对粉末进行了形貌观察和材料断口扫描。
2 分析及讨论
2.1 粉末颗粒形貌
粉末的形貌如图1所示。 可以看出, 粉末颗粒表面比较粗糙, 这些粉末颗粒呈不规则形状, 颗粒大部分呈液滴状长条形和类球形。 影响粉末形状的主要因素有喷雾前金属液体的过热度、 雾化气体的性质及雾化过程的冷却速度, 在其他工艺条件相同的情况下, 空气雾化时的冷却速度比其他气体(N2 , Ar2 , He2 )雾化时小, 致使液滴在雾化过程中发生了氧化, 从而阻碍了它的球化; 另外, 在采用水冷却时由于水具有良好的淬冷效果, 较高的冷却速度使液滴也来不及充分球化便凝固成粉末, 所以粉末的形状大部分为长条形, 这就是球化不充分造成的。 具有这种不规则颗粒形貌的粉末颗粒之间容易咬合, 适合于后续压制和致密化成形。 另外, 从图1中可知粉末颗粒比较细小, 大部分在2~10 μm之间, 也有部分稍大的颗粒(图中部分较大的为扫描时粉末颗粒分散不充分形成的粉末团)。
图1 空气雾化粉末颗粒的SEM形貌
Fig.1 SEM morphology of gas-atomized powders
2.2 材料微观组织
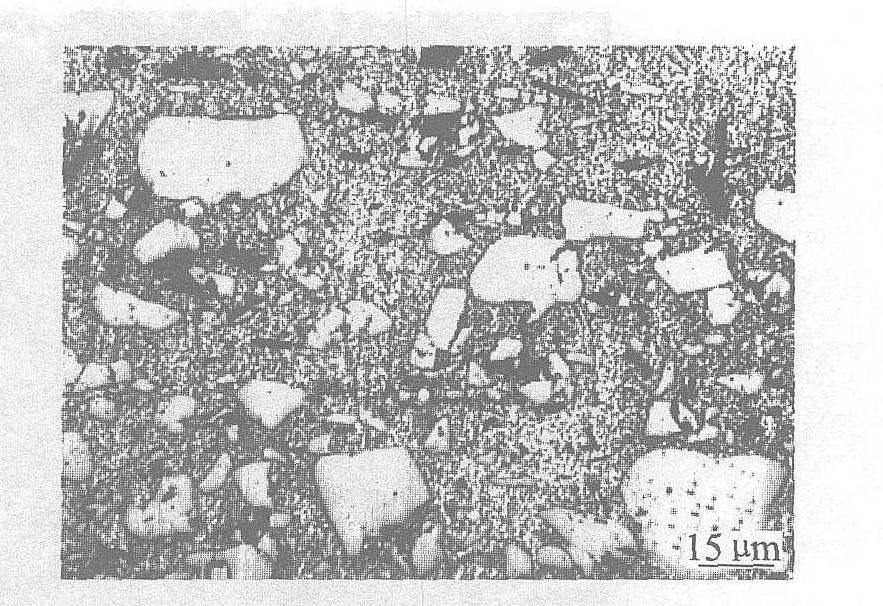
普通铸轧态高硅铝合金的金相显微组织如图2所示。 图3所示为同一成分在不同挤压温度下热挤后的显微组织。 总体来说, 经快速凝固制粉再热挤压后的高硅铝合金材料其硅相比普通铸造的硅相要细小得多, 在挤压温度为370 ℃时, 其Si相大小大致为2~10 μm, 且分布均匀弥散; 从图3中还可以看出, 硅相的形状是等轴的块状或颗粒状, 并且棱角已钝化, 而常规铸轧态组织中的初生硅相是长条状、 大板片状或花瓣状。 由此可见, 与铸轧态相比, 快速凝固粉末经热挤压后的高硅铝合金材料其硅相的大小、 形貌、 分布都要比铸轧态的好。 其主要原因在于与常规铸造相比, 快速凝固技术使合金熔体具有更高的冷却速度和更大的过冷度, 合金熔体在凝固过程中可以萌生出更多的初生Si晶核, 且生长时间很短, 从而使合金的微观组织得到显著细化。
从图3还可看出, 随着挤压温度的升高, 其硅相尺寸都有不同程度的增大, 但挤压温度在前3个温度时, 硅相的增大并不十分明显, 当挤压温度为550 ℃时, 硅相尺寸就明显大得多。 由此可见, 材料的硅相大小与挤压温度有关, 且随着热挤压温度的升高, 初晶硅逐渐增大。 这主要是因为提高挤压温度会有助于促进Si相向α (Al)相中溶解及α (Al)相中Si相的析出。 材料内部细小的Si颗粒或颗粒表面曲率大的部位具有饱和溶解度而优先在Al相中溶解, 同时Al相中部分过饱和的Si原子在大颗粒的表面或具有负曲率的部位析出。 故当挤压温度升高时, 材料内部的颗粒尺寸增大, 原有的细小的Si颗粒大部分消失, 颗粒形状发生钝化; 另外, 由于热挤压是一个变形与再结晶同时进行的过程, 它可以促进原子间的相互扩散与结合, 从而也促使经热挤压后的硅相有所增大。
图2 铸造冷轧态Al-28.49%Si的显微组织
Fig.2 Microstructure of Al-28.49%Si after casting and rolling
图4所示为相同挤压温度下不同试样的金相微观组织。 从图4中1号与3号试样或2号试样与4号试样的比较可知, 在相同的原始粉末粒度及挤压温度下, 合金中Si含量不同, 硅相大小则不同, 随着Si含量的增加, 硅相明显变大。 这主要是在粉末的制备过程中, 它们在相同的工艺条件下, 其冷却速度相同, 而从Al-Si二元相图可知, 随着硅含量的增加, 合金的结晶温度范围变宽, 即晶核的生长时间延长, 从而导致初晶硅随着合金中硅含量的增加而增大, 因此, 经过后续挤压加工后, 其硅相仍然要大些。
从图4中1号与2号试样或3号与4号试样的比较可知, 在相同的硅含量和挤压温度下, 合金中原始粉末粒度不同, 硅相大小就不同, 随着原始粉末粒度的增加, 硅相明显变大。
总体说来, 经热挤压后的高硅铝合金其硅相尺寸并没有因为加热保温的原因而使得初晶硅相尺寸显著增大, 这主要是因为在热挤压过程中, Si相在强大的三向压应力所产生的高界面剪切力作用下, 发生了破碎, 从而在一定程度上抵消了部分Si相的长大。
2.3 力学性能
快速凝固真空包套热挤压高硅铝合金材料的抗拉强度测试结果见表3。
由表3可以知道, 对于铸轧态高硅铝合金, 其抗拉强度只有135 MPa, 而1号试样在370 ℃热挤压后, 其抗拉强度高达239 MPa, 相比成分大致相同的铸轧样来说, 强度提高了77%多。 这主要是以下两方面的原因:
首先是细晶强化, 根据关系式
[15 ]
σ ∝φ v d -1(1-φ v )-1 (1)
表3 高硅铝合金材料抗拉强度
Table 3 Tensile strength of high-silicon aluminum alloy at different temperatures(MPa)
Sample No.
370 ℃
430 ℃
490 ℃
550 ℃
1
239
229
216
206
2
210
200
183
172
3
196
188
174
165
4
176
168
152
140
As-cast
135
式中 σ 为合金的强度; φ v 和d 分别为Si颗粒体积分数与平均直径。
由式(1)可知, 对于含Si量为相同体积分数的高硅铝合金材料, 其抗拉强度与Si相平均尺寸成反比。 可以说, 晶粒的细化对于材料强度的提高有一定的贡献; 另外, 在相同的粉末粒度条件下, 材料强度应随着合金中第二相体积分数的增加而增加, 但由于在铝硅合金中, 第二相粒子为硅相, 而硅相为脆性相, 容易成为材料在变形过程中的裂纹源, 因此, 当硅含量超过一定量时, 合金材料的强度反而随着硅含量的增加而下降。
其次, 从图2~4合金的金相微观组织比较可知, 相对于铸轧态而言, 快速凝固热挤压态高硅铝合金材料的硅相不仅非常细小且分布弥散均匀, 硅相的形状为等轴的块状, 硅相的这种形状和分布, 对合金材料力学性能的提高起了很大的作用, 而铸轧态的组织中还存在有较多的多角形板片状的初晶硅, 严重地割裂了共晶体, 在硅相的尖端和棱角部位容易造成应力集中, 成为变形过程中合金断裂的裂纹源, 合金材料易于沿初晶硅的边界或在初晶硅内部开裂, 因而导致合金材料的脆性增大, 从而降低了材料的力学性能。
再次是热挤压高硅铝合金材料的致密化程度高, 这主要是粉末具有不规则的颗粒形貌, 且大部分为长条形, 粉末颗粒之间容易咬合, 这种形状的粉末颗粒热挤压时在强大的三向压应力作用下, 使粉末发生移动, 填充间隙, 粉末在热和力的作用下发生变形, 相互间产生滑动, 靠摩擦使粉末表面的氧化膜破碎, 从而使粉末颗粒之间通过咬合和粘结而形成良好的冶金结合, 得到非常致密的高硅铝合金材料。
另外, 从表3还可以看出, 随着热挤压温度的升高, 高硅铝合金材料的抗拉强度显著降低, 结合式(1)和图3可以知道, 在热挤压温度升高的时候, 其硅相发生了一定程度的长大, 使得材料的抗拉强度下降; 随着硅含量的增加及原始粉末颗粒尺寸的增大, 热挤压后的硅相尺寸也逐渐增大, 从而导致合金的抗拉强度随硅含量的增加和原始粉末粒度的增大而下降。
粉末热挤压合金材料拉伸试样的断口从宏观上看呈脆性断裂, 但从微观上看, 图5所示为材料断口的SEM像, 从图中可清晰看出, 断口具有韧窝型的韧性断裂特征, 断裂是以穿晶方式发生的, 其断口凹凸不平, 并有大量由小解离平台组成的韧窝和杯锥状突起, 裂纹主要来源于硅相与基体的结合处, 这也进一步说明了为什么粉末热挤压过共晶高硅铝合金材料的拉伸强度高于普通铸轧态。
图5 1号拉伸试样断口的SEM像
Fig.5 SEM image of fracture zone of Sample 1
影响高硅铝合金性能的因素很多, 除了挤压温度、 合金化学成分及粉末特征外, 还有热挤压时的变形速率、 挤压比、 模具润滑状况、 挤压锥角、 保温时间等。
3 结论
1) 利用空气雾化-水冷的快速凝固技术所制备的高硅铝合金粉末, 其粉末颗粒形貌呈不规则形状, 以液滴状长条形居多, 且颗粒尺寸在2~10 μm之间。
2) 采用粉末冶金热挤压技术制备的高硅铝合金材料, 在370 ℃热挤压条件下, 其抗拉强度高达239 MPa, 比相同成分的铸轧态样提高了77%。
3) 硅相随着热挤压温度的升高而增大, 抗拉强度随着热挤压温度的升高呈下降的趋势; 随着Si含量的增加及原始粉末粒度的增加, 其合金的抗拉强度也随之下降。
参考文献
[1] AdolfiS,JacobsonDM,OgilvyA.PropertyMea surementsonOspreySpray DepositedAl SiAlloys[R].ERBFMGECT980141,Neath,SAIIINJ,UK:AerospaceandSpaceMaterialsTechnologyTesthouse,2002.
[2] 廖恒成,孙国雄.铸造Al Si合金中Sr与B的交互作用[J].中国有色金属学报,2003,13(2):353359.LIAOHeng cheng,SUNGuo xiong.InteractionbetweenSrandBinAl Sicastingalloys[J].TheChineseJournalofNonferrousMetals,2003,13(2):353359.
[3] 张金山,许春香,韩富银.复合变质对过共晶高硅铝合金组织和性能的影响[J].中国有色金属学报,2002,12(增刊1):107110.ZHANGJin shan,XUChun xiang,HANFu yin,EffectofcompositemodifieronstructuresandpropertiesofhypereutecticAl Sialloy[J].TheChineseJournalofNonferrousMetals,2002,12(S1):107110.
[4] 魏朋义,傅恒志.熔体搅拌Al 12%Si合金的组织细化[J].中国有色金属学报,1996,6(1):98102.WEIPeng yi,FUHeng zhi.MicrostructurerefinementofAl12%Sibymeltsstirring[J].TheChineseJournalofNonferrousMetals,1996,6(1):98102.
[5] 傅定发,任胜钢,陈振华.多层喷射沉积过共晶Al SiCu Mg合金的微观组织及力学性能[J].中南工业大学学报,2000,31(5):445447.FUDin fa,RENSheng gang,CHENZhen hua.MicrostructuresandmechanicalpropertiesofahypereutecticAl Si Cu Mgalloybymulti layerspraydeposition[J].JCentSouthUnivTechnol,2000,31(5):445447.
[6] SrivastavaVC,MandalRK,OjhaSN.Micro structureandmechanicalpropertiesofAl Sialloysproducedbysprayformingprocess[J].MaterialsScienceandEngineeringA,2001,304306:555558.
[7] KimWJ,YeonJH,LeeJC.Superplasticdeformationbehaviorofspray depositedhyper eutecticAl 25Sialloy[J].JournalofAlloysandCompounds,2000,308:237243.
[8] 甄子胜,赵爱民,毛卫民,等.喷射沉积高硅铝合金显微组织及形成机理[J].中国有色金属学报,2000,10(6):815817.ZHENZi sheng,ZHAOAi min,MAOWei min,etal.MicrostructureandformationmechanismofspraydepositedhypereutecticAl Sialloys[J].TheChineseJournalofNonferrousMetals,2000,10(6):815817.
[9] 孙章明,丁道云,陈振华.多层喷射沉积制备高硅铝合金工艺研究[J].中南工业大学学报,1997,28(3):257259.SUNZhang ming,DINGDao yun,CHENZhen hua.Studiesonpreparingtechnologyofhigh siliconaluminumalloybymulti layerspraydeposition[J].JCentSouthUnivTechnol,1997,28(3):257259.
[10] 赵爱民,甄子胜,毛卫民,等.喷射沉积高硅铝合金的半固态触变成形[J].中国有色金属学报,2000,10(增刊1):126131.ZAOAi min,ZHENZi sheng,MAOWei min,etal.Semi solidthixoformingofsprayformedhighsiliconhypereutecticAl Sialloy[J].TheChineseJournalofNonferrousMetals,2000,10(S1):126131.
[11] 张大童,李元元,罗宗强,等.快速凝固高硅铝合金粉末的热挤压过程[J].中国有色金属学报,2001,11(1):69.ZHANGDa tong,LIYuan yuan,LUOZong qiang,etal.Hotextrusionprocessofrapidlysolidifiedhypereutecticaluminum siliconalloypowder[J].TheChineseJournalofNonferrousMetals,2001,11(1):69.
[12] 张大童,李元元,罗宗强,等.快速凝固过共晶铝硅合金材料的研究进展[J].轻合金加工技术,2001,29(2):16.ZHANGDa tong,LIYuan yuan,LUOZong qiang.AreviewontheprogressofrapidlysolidifiedhypereutecticAl Sialloymaterials[J].TheProcessTechnologyofLightAlloys,2001,29(2):16.
[13] JUNShen,ZHUANGDe xie,YULai gao.MicrostructurecharacteristicsofahypereutecticAl Sialloymanufacturedbyrapidsolidification/powdermetallurgyprocess[J].JournalofMaterialsScienceLetters,2001,20:15131515.
[14] LIYuan yuan,ZHANGDa tong,ZHANGWei wen.RapidlysolidifiedhypereutecticAl Sialloypreparedbypowderhotextrusion[J].TransNonferrousMetSocChina,2002,12(5):878881.
[15] 沈 军,谢壮德,董寅生,等.快速凝固铝硅合金的性能、应用和发展趋势[J].粉末冶金技术,2000,18
(3):208213.SHENJun,XIEZhuang de,DONGYin sheng,etal.Properties,applicationanddevelopingtrendofrapidlysolidifiedaluminum siliconalloys[J].PowderMetallurgyandTechnology,2000,18(3):208213