Trans. Nonferrous Met. Soc. China 24(2014) 770-776
Effect of normalizing cooling process on microstructure and precipitates in low-temperature silicon steel
Hui LI1, Yun-li FENG1, Meng SONG1, Jing-long LIANG1, Da-qiang CANG2
1. College of Metallurgy and Energy, Hebei United University, Tangshan 063009, China;
2. School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, Beijing 100083, China
Received 6 March 2013; accepted 22 October 2013
Abstract: Microstructure, precipitate and magnetic characteristic of final products with different normalizing cooling processes for Fe-3.2%Si low-temperature hot-rolled grain-oriented silicon steel were analyzed and compared with the hot-rolled plate by optical microscopy (OM), transmission electron microscopy (TEM), and energy dispersive spectrometry (EDS). The results show that, the surface microstructure is uniform, the proportion of recrystallization in matrix increases, and the banding textures are narrowed; the precipitates, whose quantity in normalized plate is more than that in hot-rolled plate greatly, are mainly AlN, MnS, composite precipitates (Cu,Mn)S and so on. Normalizing technology with a temperature of 1120 °„C, holding for 3 min, and a two-stage cooling is a most advantaged method to obtain oriented silicon steel with sharper Goss texture and higher magnetic properties, owing to the uniform surface microstructures and the obvious inhomogeneity of microstructures along the thickness. The normalizing technology with the two-stage cooling is the optimum process, which can generate more fine precipitates dispersed over the matrix, and be beneficial for finished products to get higher magnetic properties.
Key words: low temperature grain-oriented silicon steel; normalizing cooling process; microstructure; precipitate; magnetic property
1 Introduction
Controlling the inhibitor precisely is a key technology for the production of oriented silicon steel, obtaining sharper Goss texture after the final secondary recrystallization [1-5]. In order to obtain fine dispersed inhibitors, slab is always heated to above 1350 °„C so as to achieve complete dissolution, and then inhibitors can be finely distributed in the hot rolling or in subsequent cooling process [6,7]. The high heating temperature of the slab results in shortening the service life of furnace, the segregation of Si element at the grain boundary, sharpening the edge cracks, reducing production, increasing energy loss and the high manufacturing cost [8-10]. To solve the foregoing questions, the research has mainly focused on how to reduce energy loss and increase yield, to decrease the cost of production [11]. The most important way of energy conservation and cost reduction is lowering the heating temperature of slab, which could decrease the amount of precipitates and be disadvantage to the formation of Goss texture. Therefore, normalizing process, a significant step for producing low-temperature grain-oriented silicon steel, is needed for hot-rolled plate. In Refs. [12,13], the effects of different normalizing temperatures on microstructure and precipitate were studied, and the results showed that the inhibitor can precipitate substantially more uniform hot- rolled microstructure and recrystallized grain after normalizing in hot-rolled plate. The reasonable normalizing is beneficial to obtaining the ideal microstructure by affecting cold rolling, decarburizing annealing, high temperature annealing and so on, and the key process for getting a higher magnetic properties [14]. For now, there are many researches about studying the effect of normalizing temperature on microstructure, but few focus on the influence of cooling process after normalizing on microstructure and precipitate [12,15]. In this work, to obtain a reasonable normalizing cooling process and improve the magnetic properties of silicon steel, the effect of different normalizing cooling processes on microstructure and the precipitation of inhibitor are studied, and a comparison also is made with the hot-rolled plate by an optical microscope (OM), transmission electron microscope (TEM), energy dispersive spectrometer (EDS), atmosphere furnace and so on.
2 Experimental
The Fe-3.2%Si continuous casting slab was 70 mm in thickness, and the main chemical compositions are as follows: 0.035% C, 3.2% Si, 0.023% Al, 0.497% Cu, 0.22% Mn, 0.0087% N, 0.007% S, 0.006% P and 0.0023% Ti. The slab was machined to 150 mm in length, 120 mm in width and 70 mm in thickness. The hot rolling experiment was carried out on a two-high mill whose diameter and length of roll were both 350 mm, and low-temperature heating system was used. The heating temperature was set at 1200 °„C and the sample was held for 20 min, in addition the bloom rolling temperature was 1150 °„C. The slab was hot rolled to 2.3 mm in thickness by 7 rolling passes. The schedule of hot-rolling was 70 mm°ķ37 mm°ķ19 mm°ķ9 mm°ķ6 mm°ķ4 mm°ķ2.8 mm°ķ2.3 mm, finishing temperature was 880 °„C, and final cooling temperature was 550 °„C.
The hot-rolled plate was made to normalized sample whose dimensions were 150 mm°Ń70 mm°Ń2.3 mm by wire cutting machine. The normalizing process was carried out in KBF11Q atmosphere furnace. Table 1 lists the normalizing parameters of silicon steel hot-rolled plate. The hot-rolled plate and normalized plate were machined to cold rolling samples whose dimensions were 130 mm°Ń70 mm°Ń2.3 mm. The cold rolling experiment was carried out on a four-high mill whose diameter and length of working roll were 170 mm and 250 mm respectively by one-stage cold rolling method. The depress schedule of cold-rolling was 2.3 mm°ķ1.5 mm°ķ1.05 mm°ķ0.79 mm°ķ 0.6 mm°ķ 0.48 mm°ķ 0.4 mm, and the final cold-rolled sheet was 0.4 mm in thickness.
Table 1 Normalizing parameters of silicon steel hot-rolled plate
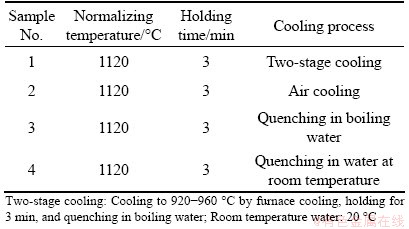

Fig. 1 OM images of surfaces (a-e) and sections along thickness direction (f-j) in low-temperature silicon steel hot-rolled plate and normalized samples 1-4
The normalized sample was machined to metallography sample whose diameter and length were 10 mm and 12 mm, respectively. After being rubbed, polished and etched by 4% nitric acid, the sample was observed to study the microstructure by Axiovert- 200MAT optical microscope. The TEM sample was prepared by double-jet electropolishing. The specimen was pre-rubbed to 50 ¶Őm in thickness, and double-jet electropolished in 5% perchloric acid in ethanol at -25 °„C, voltage 70 V, current 45 mA. Then, the specimen was observed by H-800 transmission electron microscope, and the composition was analyzed using Genesis XM2 energy dispersive spectrometer.
3 Results
3.1 Microstructures of hot-rolled and normalized plates
Figure 1 shows the OM images of low temperature silicon steel hot-rolled plate and normalized plate with different normalizing cooling processes.
From Fig. 1, it can be seen that, the microstructures of hot-rolled normalized plate with different normalizing cooling processes consist of ferrite and very few pearlite. The ferrite grain is non-uniform on surface along the thickness. The grain sizes on surface and subsurface of hot-rolled plate are about grade 7.5 and grade 7 respectively. In hot-rolled plate, there are many banding textures, in which the grain size is about grade 12 and the amount of pearlite is more than that on surface (Figs. 1(a) and (b)). Under the condition of normalization temperature 1120 °„C and holding for 3 min, the average grain sizes of ferrite, which decrease gradually with the cooling rate increasing, are 80.55, 77.54, 49.07 and 43.98 ¶Őm after two-stage cooling, air cooling, quenching in boiling water and in water at room temperature, respectively. The inhomogeneity of grain size on the surface of normalized plate increases and the banding texture becomes narrow with the increase of cooling rate (Figs. 1(g)-(h)). The surface microstructure of the normalized plate processed by two-stage cooling is the most uniform (Fig. 1(b)), meanwhile the inhomogeneity of microstructure along the thickness is the most significant (Fig. 1(g)). The aim of normalizing is to make the surface microstructure more even and the microstructure along the thickness more inhomogeneous, therefore, the two-stage cooling is the most optimized process from the perspective of microstructure.
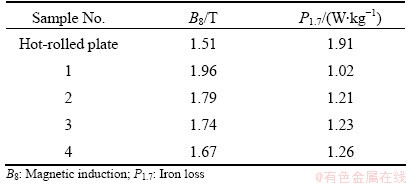
The hot-rolled and normalized plates with different normalizing processes are used in cold rolling (reduction 80%), decarburizing and high-temperature annealing for further analyzing the influence of normalizing on magnetic properties in final products, as listed in Table 2. It can be seen that, the values of magnetic induction in samples 1 to 4 are all higher than that of hot- rolled plate. The magnetic properties in normalized plate dealt with two-stage cooling show the best performance, with the highest magnetic induction (1.96 T) and the lowest iron loss (1.02 W/kg).
Table 2 Magnetic properties of hot-rolled and normalized plate samples 1-4 by different normalizing cooling processes
3.2 Precipitation of inhibitor by different normalizing cooling processes
Figure 2 shows the TEM images and EDS spectra of typical precipitates in sample 1. The inhibitors are mainly AlN, MnS and composite precipitates (Cu,Mn)S. MnS and (Cu,Mn)S are spherical or ellipsoidal-shaped, and AlN is mainly triangle, rectangle or bar-type. The quantity and distribution of precipitates in hot-rolled and normalized plate by different normalizing cooling processes (two-stage cooling, air cooling, quenching in boiling water and in water at room temperature) are compared by TEM, as shown in Fig. 3.
Figure 3 shows that the quantity of precipitates in hot-rolled plate is significantly less and their size is larger than that in normalized plate samples. The precipitates, whose sizes are 30-80 nm, are spherical or irregular ellipsoidal, and some are bar-type or triangle, illustrating that these precipitates are mainly AlN, MnS, and (Cu,Mn)S during the hot rolling and followed cooling processes.
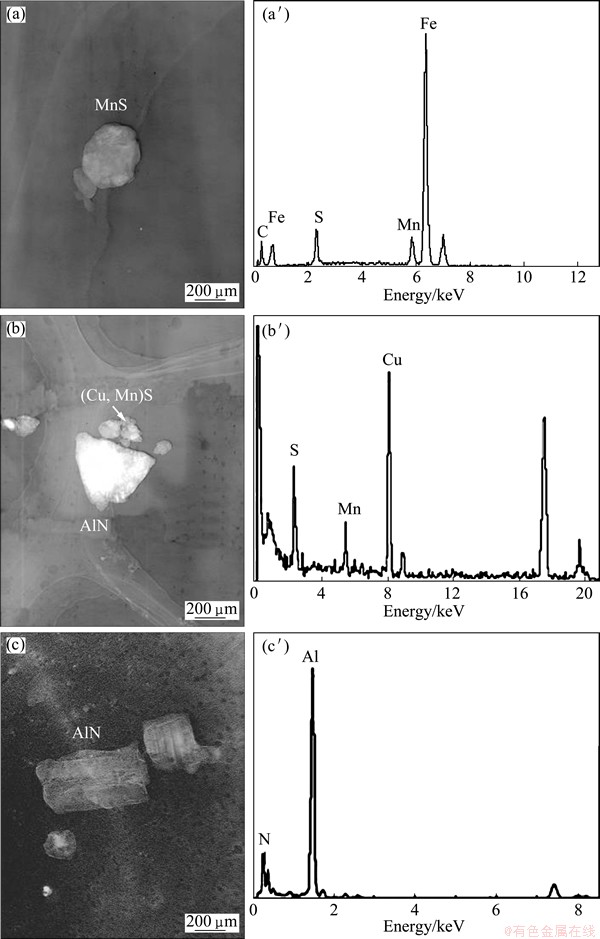
Fig. 2 TEM images (a, b, c) and EDS spectra (a°š, b°š, c°š) of precipitates MnS (a, a°š), (Cu,Mn)S (b, b°š) and AlN (c, c°š) in sample 1
Figures 3(b)-(d) show the TEM images of samples by air cooling, quenching in boiling water and in water at room temperature respectively after holding for 3 min at 1120 °„C. In Fig. 3(b), the precipitates are about 50 nm, which are mainly triangle and rectangle-shaped and few are spherical and disperse evenly in silicon steel matrix, most of the precipitates are AlN. Figure 3(c) shows that the quantity of precipitates after quenching in boiling water is less than that in Fig. 3(b). Most precipitates are triangle and rectangle with 15-30 nm in size. However, the number of precipitates about 70-100 nm increases. Figure 3(d) shows the distribution of precipitates in matrix with normalizing followed by quenching in water at room temperature. The quantity of precipitates is the least, because the cooling rate of quenching at room temperature is faster than that of two other normalizing cooling processes, and no enough time for precipitation occurs during the cooling process.
Figure 3(e) shows the TEM image of sample 4 which is normalized through two-stage cooling process. It can be seen that the precipitates are scattered evenly in matrix, and some of them accumulate together. The size lies between 10 and 20 nm, and some are bigger about 40 nm. In addition, the triangle, rectangle, spherical and irregular shapes indicate that most of precipitates are AlN.
The analyses of TEM and EDS both illustrate that, the precipitates are mainly AlN after normalizing cooling process, few are MnS and (Cu,Mn)S in spherical or ellipsoidal shape. The precipitation of AlN is promoted by the transformation from austenite to ferrite.
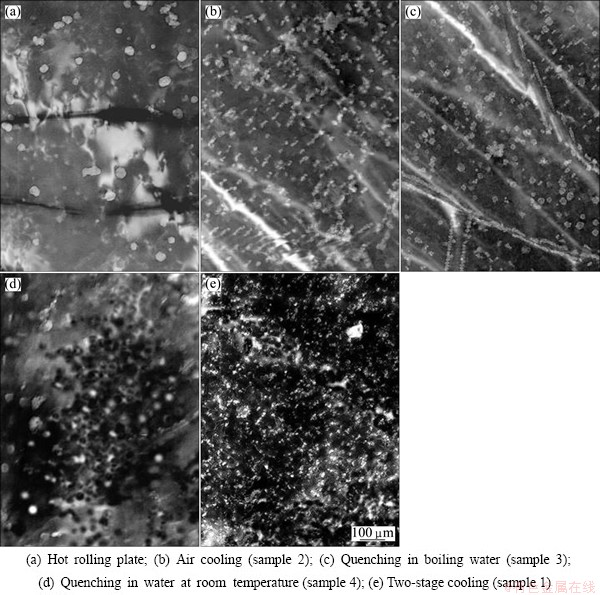
Fig. 3 TEM images of precipitates in hot-rolled and normalized plates samples 1-4 with different normalizing cooling processes
Therefore, the quantity of precipitates is the maximum and the distribution is uniform during the normalizing two-stage cooling process. The normalizing two-stage cooling process is optimal for more AlN precipitated to enhance the inhibition.
4 Discussion
4.1 Characteristic and difference of microstructure in hot-rolled and normalized plates
The microstructure along thickness is nonuniform in low temperature grain-oriented silicon hot-rolled plate of 3.2% Si, which lies in the different deformations caused by surface decarburization, incomplete phase transformation and temperature difference along thickness of grain-oriented slab during the heat and hot rolling processes [16-18]. The surface microstructure is incompletely recrystallized, and there are many band-like textures in plate, as shown in Figs. 1(a) and (j). The band-like texture is formed due to the delamination of ferrite and pearlite, and the texture is related to dendrite segregation in slab of silicon steel; depleted and rich regions of alloying elements present in dendrite [12], which will be elongated along the rolling direction. The transformation temperature from austenite to ferrite is influenced by the various contents of alloying elements. Si could raise the A3 temperature, therefore, in the hot rolling process, the ferrite precipitates come into being firstly in silicon-rich area. Since carbon can migrate to area rich in alloying elements, austenite will still be able to transform to pearlite during continuously cooling due to the increasing carbon content. The pearlite lamellae, on which areas with many alloying elements are distributive, has later transformation and lower transformation temperature. The ferrite area is depleted alloy one, where higher transition temperature transfers firstly.
The microstructures of surface along thickness in normalized plate have a tendency of growing up compared with hot-rolled plate. Due to the higher normalizing temperature (1120 °„C), the largest area of austenite appears and many AlN are re-precipitated in matrix. The grains grow up obviously for the weak inhibition. Some of banding textures disappear because of recrystallization, but the texture cannot be eliminated completely in shorter holding time in normalizing process, as shown in Figs. 1(g)-(j). It can be seen from Fig. 1 that, some grains grow up along rolling direction, which shows serious nonuniformity. Among four normalizing cooling processes, the grains all can be recrystallized fully. The grains of recrystallization on surface are bigger and more uniform, and the microstructures along thickness are nonuniform obviously in the two-stage cooling process for longer time in higher temperature zone with lower cooling rate.
4.2 Characteristic and difference of precipitates by different normalizing cooling processes
The (Cu,Mn)S and AlN cannot precipitate completely at 1200 °„C as the solution temperatures of (Cu,Mn)S and AlN are 100 °„C lower than that of MnS in hot rolling process for experimental silicon slab [14]. At 1200 °„C with (¶Ń+¶√) in slab, the solid solubility of AlN in ¶√ is 8-10 times that in ¶Ń, and AlN is scattered unevenly. Some of precipitated AlN grow up around the undissolved austenite, some are distributed evenly, and the rest is in solution state, under the conditions of bloom rolling temperature 1150 °„C and finishing rolling temperature 880 °„C. The peak precipitation temperature of AlN is about 950 °„C. Therefore, the precipitates in the hot-rolled plate are mainly MnS, (Cu,Mn)S and AlN.
Most of AlN is re-precipitated in austenite which is thin after normalizing at 1120 °„C for hot-rolled plate as the ¶√ zone is the largest. However, most finer AlN, which can be effectively inhibited in following annealing, will precipitate evenly in medium-temperature holding stage for ¶√°ķ¶Ń transformation and subsequent cooling process.
The two-stage cooling process consist of cooling to 920-960 °„C from 1120 °„C by furnace cooling and holding for 3 min, then quenching in boiling water. In the holding stage at 920-960 °„C, most ¶√ phases transform to ¶Ń phase with decreasing solid solubility of N and AlN. A lot of finer AlN, which precipitate with ¶√°ķ¶Ń transformation, will evenly distribute in original ¶√ zone [19]. But AlN cannot precipitate completely, and will continue to precipitate in the following quenching in boiling water. The cooling rate plays an important role in AlN precipitation. Due to lower cooling rates in air, Si3N4 can precipitate by combining N and Si, and some very fine needle-like AlN precipitate at 680-420 °„C, subsequently iron nitride precipitates at temperature lower than 410 °„C [20]. The lower the cooling rate is, the more the Si3N4 and iron nitride precipitate at their precipitation peak temperature. Si3N4 and iron nitride are more unstable than AlN at high temperatures for their lower melting points, therefore, will fail to be inhibited dissolution sooner at high temperatures. Moreover, due to faster cooling rates, AlN can be able to precipitate completely after quenching in water (boiling water or water at room temperature). N and Al could transform from solution in ¶√ phase at high temperatures to super-solution in ¶Ń phase, and make the quantity of AlN precipitation decrease the inhibition of AlN in low-temperature silicon steel. Overall, two-stage normalizing process is optimal for even precipitation of inhibitor in low-temperature silicon steel.
5 Conclusions
1) The normalizing with two-stage cooling, in which the heating temperature is 1120 °„C and holding time is 3 min, is the most optimized process. Under this condition, the microstructures along thickness are distributed evenly, and the magnetic properties are the best in final products.
2) The inhibitors in tested silicon steel are mainly AlN, MnS, composite precipitates (Cu,Mn)S and so on. MnS and (Cu,Mn)S are spherical or ellipsoidal, and AlN is triangle, rectangle or bar-type. In two-stage cooling process after normalizing, a large number of fine precipitations, whose size lies between 10 and 40 nm, are distributed evenly in matrix, and the performance of inhibitor is optimal and beneficial to the magnetic properties in final product.
3) In two-stage normalizing process, Si3N4, iron nitride and fine AlN, which exist in hot-rolled plate, are dissolved quite completely at the high-temperature holding stage. In addition, a lot of fine AlN precipitates are affected by ¶√°ķ¶Ń transformation in the medium- temperature holding stage.
References
[1] YAN Meng-qi, YANG Ping, JIANG Qi-wu, FU Yong-jun, MAO Wei-min. Influence of rolling direction on the texture evolution of Fe-3%Si alloy [J]. Acta Metallurgica Sinica, 2011, 47(1): 25-33. (in Chinese)
[2] USHIODA K, HUTCHINSON W B. Role of shear bands in annealing texture formation in 3% Si-Fe(111)[112] single crystal [J]. ISIJ International, 1989, 29(10): 862-867.
[3] BOTTCHER A, LUCKE K. Influence of subsurface layers on texture and microstructure development in HGO electrical steel [J]. Acta Metall Mater, 1993, 41: 2503-2514.
[4] SAKAI T. Effects of the surface hot rolled band on the secondary recrystallization in the grain oriented silicon steel [J]. Iron and Steel, 1982, 68(12): 1289-1293.
[5] KLAUS G. Recent technology development in the production of grain oriented electrical steel [J]. Steel Research International, 2005, 76(6): 413-421.
[6] XIA Zhao-suo, KANG Yong-lin, NI Xian-juan, ZHOU Yi-jun, WANG Quan-li. Influence of slab reheating temperature on inhibitors and magnetic properties of grain-oriented electrical steel produced by low slab reheating temperature techniques [J]. Journal of University of Science and Technology Beijing, 2009, 31(4): 439-452. (in Chinese)
[7] KUMANO T, HARATANI T, FUJII N. Effect of nitriding on grain oriented silicon steel bearing aluminum [J]. ISIJ International, 2005, 45(1): 95-100.
[8] LI Jun, SUN Ying, ZHAO Yu. Development of low temperature slab reheating technique for grain-oriented silicon steel [J]. Iron Steel, 2007, 42(10): 72-75. (in Chinese)
[9] LIU Guang-mu. Current status and future prospectus of production and development of electrical sheet stee [J]. Special Steel, 2005, 26(1): 38-41. (in Chinese)
[10] GAO Xiu-hua, QI Ke-min, QIU Chun-lin. Magnetic properties of grain-oriented ultra-thin silicon steel sheets processed by conventional rolling and cross shear rolling [J]. Materials Science Engineering A, 2006, 430: 138-141.
[11] OBARA T, TAKEUCHI H, TAKAMIYA T. Control of inhibitor precipitation for producing grain-oriented silicon steel [J]. Journal of Materials Engineering and Performance, 1993, 2(2): 205-210.
[12] WANG Ruo-ping, LI Shi-de, FANG Ze-min, MAO Jiong-hui, LI Ping-he, XU Guang. Microstructure and precipitation of low temperature hot rolled HGO silicon steel plate by normalizing [J]. Heat Treatment of Metals, 2009, 34(6): 9-14. (in Chinese)
[13] HE Zhong-zhi. Electric steel [M]. Beijing: Metallurgical Industry Press, 1997: 590-610. (in Chinese)
[14] HONG B D, HAN K S, KWAN J. Effect of hot band annealing on magnetic properties in 3%Si grain oriented electrical steels [J]. Steel Research International, 2005, 76(6): 448-450.
[15] CHANG S K. Texture exchange from primary to secondary recrystallization by hot band normalizing in grain oriented silicon steels [J]. Materials Science Engineering A, 2007, 452: 93-35.
[16] YU Yong-mei. Study of structure and crystallography texture of Fe-3%Si steel sheet produced by TSCR [D]. Shenyang: Northeastern University, 2008: 70-71. (in Chinese)
[17] MATSUO M. Origin and development of through-the-thickness variations of texture in the processing of grain-oriented silicon steel [J]. Metallurgical and Materials A, 1986, 17(8): 1313-1322.
[18] SHIMIZU Y. Formation of the Goss orientation near the surface of 3 pct silicon steel during hot rolling [J]. Metallurgical and Materials A, 1986, 17(8): 1323-1334.
[19] NAKASHIMA S, TAKASHIMA K, HARASE J. Effect of silicon content on secondary recrystallization in grain-oriented electrical steel produced by single-stage cold rolling process [J]. ISIJ International, 1991, 31(9): 1007-1012.
[20] SAKAI T. A study on AlN in high permeability grain-oriented silicon steel [J]. Journal of Applied Physics, 1979, 50(3): 2369-2371.
≥£ĽĮņš»īĻ§“’∂‘ĶÕő¬»°ŌÚĻŤł÷◊ť÷ĮľįőŲ≥ŲŌŗĶń”įŌž
ņÓ ĽŘ1£¨∑Ž‘ňņÚ1£¨ňő √Ō1£¨ŃļĺęŃķ1£¨≤‘īů«Ņ2
1. ļ”ĪĪŃ™ļŌīů—ß “ĪĹū”Žń‹‘ī—ß‘ļ£¨Ő∆…Ĺ 063009£Ľ
2. ĪĪĺ©Ņ∆ľľīů—ß “ĪĹū”Ž…ķŐ¨Ļ§≥Ő—ß‘ļ£¨ ĪĪĺ© 100083
’™ “™£ļņŻ”√OM°ĘTEM”ŽEDSľľ ű£¨∂‘Fe-3.2%SiĶÕő¬»°ŌÚĻŤł÷»»‘ĢįŚĹÝ––≤ĽÕ¨≥£ĽĮņš»īĻ§“’ī¶ņŪļůĶńŌ‘őĘ◊ť÷Į°ĘőŲ≥ŲŌŗľį◊Ó÷’≤ķ∆∑ĶńīŇ–‘ń‹ĹÝ––∑÷őŲ£¨≤Ę”Ž»»‘ĢįŚĶń◊ť÷ĮļÕőŲ≥ŲŌŗĹÝ––∂‘Ī»°£ĹŠĻŻĪŪ√ų£¨≥£ĽĮįŚĹŌ»»‘ĢįŚĶńĪŪ≤„◊ť÷Įĺý‘»£¨ĽýŐŚ÷–‘ŔĹŠĺßĪ»ņż‘Ųľ”£¨īÝ◊ī◊ť÷ĮĪš’≠£Ľ≥£ĽĮįŚ÷–őŲ≥ŲőÔĶń żŃŅ√ųŌ‘Ī»»»‘ĢįŚĶń∂ŗ£¨őŲ≥ŲőÔ÷ų“™”–AlN°ĘMnSľįłīļŌőŲ≥ŲĶń(Cu,Mn)SĶ»°£‘ŕ≥£ĽĮő¬∂»1120 °ś°ĘĪ£ő¬3 minĶńŐűľĢŌ¬£¨≤…”√∂Ģ∂ő Ĺņš»īĹŌŅ’ņš°Ęī„∑–ňģ°Ęī„≥£ő¬ňģĶńņš»īĻ§“’£¨≥£ĽĮįŚĪŪ≤„Ō‘őĘ◊ť÷ĮłŁĺý‘»£¨—ōįŚļŮ∑ĹŌÚĶńŌ‘őĘ◊ť÷ĮĶń≤Ľĺý‘»–‘Ō‘÷Ý£¨»°ŌÚĻŤł÷ĶńīŇ–‘ń‹◊ÓłŖ£Ľ≥£ĽĮļů≤…”√∂Ģ∂ő Ĺņš»īĻ§“’őŲ≥ŲĶńŌł–°őŲ≥ŲőÔ żŃŅ◊Ó∂ŗ£¨«“√÷…Ę∑÷≤ľ‘ŕĽýŐŚ÷–£¨“÷÷∆ľŃĶń“÷÷∆–ßĻŻ◊Óļ√£¨∂‘≥…∆∑ĽŮĶ√łŖīŇ–‘◊Ó”–ņŻ°£
ĻōľŁī £ļĶÕő¬»°ŌÚĻŤł÷£Ľ≥£ĽĮņš»īĻ§“’£Ľ◊ť÷Į£ĽőŲ≥ŲŌŗ£ĽīŇ–‘ń‹
(Edited by Xiang-qun LI)
Foundation item: Projects (51274083, 51074062) supported by the National Natural Science Foundation of China
Corresponding author: Yun-li FENG; Tel: +86-13803328418; E-mail: tsfengyl@163.com
DOI: 10.1016/S1003-6326(14)63124-1

