
Influence of composition and heat-treatment on damping capacity of Cu-Al alloys
CHEN Yi-sheng(陈一胜), LIU Ping(刘 萍), LI Yong(李 勇), WANG Bao-jian(王宝健)
Institute of Materials and Chemical Engineering, Jiangxi University of Science and Technology,Ganzhou 341000, China
Received 15 July 2007; accepted 10 September 2007
Abstract: The compositions, structures and properties of four kinds of Cu-Al alloys with different constituents were researched by means of optical microscopy, scanning electron microscopy, X-ray diffractometry and damping detection. The structures and properties of Cu-11Al-5Mn-RE experienced different heat-treatment processes were also studied. The results indicate that the damping capacity and microstructure of the alloys are improved by adding Mn and RE elements. Cu-11Al-5Mn-RE obtains the best comprehensive physical performance because of the cooperation of Mn and RE elements. Aging at 200 ℃, the damping capacity gets to the maximum. At 400 ℃, its mechanical property decreases while its damping capacity still remains, indicating its resistance to martensite decomposition and aging at moderate temperature.
Key words: damping alloy; rare earth; martensite; aging
1 Introduction
Because of their high damping properties, damping alloys can effectively reduce the noise and vibration. Gradually they are paid much attention and are applied in engineering[1-3]. Based on the thermo-elastic martensitic transformation of Cu-Al-Mn shape memory alloys, due to their excellent damping properties, excellent thermal stability and mechanical properties[4-6], they have been broadly applied in the vibration and noise reduction engineering materials[7-9]. Although there is some progress on the research of Cu-Al-Mn damping alloys, the study on damping mechanism is still at an exploratory stage. And there are some problems to be deal with, such as copper-based alloy’s coarse grains, effects of some added elements, immature technology and so on[10]. In this study, the Cu-Al-Mn-based alloy with high damping properties was obtained by adjusting the composition and controlling the heat treatment. The damping behavior and mechanism of the martensite were studied for the better application of this new type of materials.
2 Experimental
Electrolytic copper, Cu-Mn alloy, Cu-Al alloy, rare earth alloy were used as raw materials. Metals were melted in graphite crucible in mid-frequency induction furnace and poured into 130 mm×80 mm×20 mm ingot. Billet uniform was annealed at 850 ℃ for 24 h, and milled into 2 mm thick sheet. The alloy composition is listed in Table 1.
Table 1 Chemical compositions of alloys(mass fraction, %)
The heat treatment processes of the specimen are as follows: insulated for 10 min at 850 ℃, then quenched at the room temperature in water. Ageing at different temperature (200, 300, 400 and 450 ℃) for 1 h. The metallographic specimen corrosive is as follows: 20 g FeCl3+5 mLHCl+100 mL H2O. The microstructure of the alloys was observed by an Axioskop2 picture analyzer and a PHILIPS-XL30 scanning electron microscope. The ingredient was tested by a Phillips X fluorescence analyzer. The phase was analyzed by a MINIFLEX X-ray diffractometer made in Japan. Transmission point was tested by a RPY-1400 thermal- expansion coefficient detector. The hardness of the alloys was measured by entire Rockwell hardometer and the microhardness tester. The damping performance parameter (Q-1) was measured by single cantilever beam curving free-oscillation, as well as the damping capacity under the different loads. Mechanics performance was tested on the WDW3200 multi-purpose testing machine. All the above tests (except transmission point) were performed at the room temperature(about 25 ℃).
3 Results and discussion
Microstructure of four kinds of alloys after quenched(solution treatment) are shown in Fig.1. It can be seen that the martensite phase appears in the four alloys at the room temperature. In No.1 alloy, martensite is very thin and few. In No.2 alloy, martensite is also thin but more in quantity and wider than No.1. Martensite in alloy No.3 is much thicker and in parallel condition, and shaped like spearhead which is usually the typical morphology of 18R martensite in the copper-based memory alloy. No.4 alloy martensite organization presents the plank shape and the orientation relations are quite simple and primary in the parallel condition. Moreover, the alloy crystal grains are tinier by adding RE elements. Obviously, adding RE element can effectively prevent crystal grain growing and refine the crystal grain.
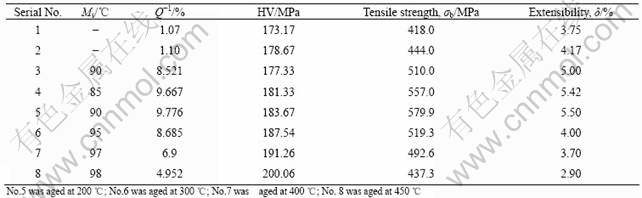
Table 2 shows the damping performance of the four alloys (internal friction, Q-1). The alloys’ damping capacities No.1 and No.2 are only about 1×10-2. But the damping capacity of Cu-Al-Mn shape memory alloy (Cu-11Al-5Mn and Cu-11Al-5Mn-Re) is nearly above an order of magnitude compared to the Cu-Al alloy. When adding Mn element to Cu-Al binary alloy, the eutectoid transformation temperature and speed can reduce and expand β phase area and help to get thermo-elasticity martensite[11]. This experiment result show that Cu-Al-Mn shape memory alloy has the high damping capacity, and the Ms point of alloy approaches 100 ℃, the alloy work well at a higher temperature.
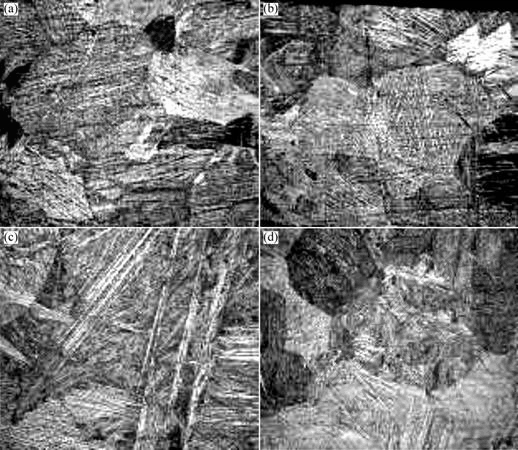
Fig.1 Structures of four alloys after solution treatment: (a) No.1; (b) No.2; (c)No.3; (d)No.4
Table 2 Alloy performance parameter
The thermo-elasticity martensite undergoes reorientation under the external force. That is to say M-M interface moves with energy consumed. Thus the more the M-M interfaces and more likely movable, the greater the internal friction is[12-14]. For alloy No.4 the thermo-elasticity martensite is thinner, so more martensite exist in the unit volume, and the damping capacity is higher than that of alloy No.3.
Compared other three alloys with alloy No.1, the hardness, the tensile strength and the elongation ratio increase. Adding Mn element can expand β phase area, reduce β phase brittleness and enhance the alloy plasticity. Adding certain RE elements can improve the ductility, refine the crystal grain. It can also prevent the dehiscence and enhance ductility by rolling. In the four alloys, alloy No.4 has the best mechanical performance by adding Mn and RE elements.
Table 2 shows that different heat treatments has different influences on alloy No.4 (Cu-11Al-5Mn-RE).
When aging at 200 ℃, the alloy has the highest damping capacity. But the damping capacity drops gradually as aging temperature elevate. After the solid solution treatment and ageing at different temperature, the microstructure of Cu-11Al-5Mn-RE alloy is shown in Fig.2.
Fig.2 shows that quenched martensite presents lath-shaped. After aging at 200 ℃ for 1 h, the lath- shaped martensite can be seen obviously. There is no clear educt on the grain boundary, but lath-shaped martensite is more ordered. After aging at 300 ℃ for

Fig.2 Martensite of No.4 alloy after aging at different temperatures: (a) Quenched; (b) Aged at 200 ℃ for 1 h; (c) Aged at 300 ℃ for 1 h; (d) Aged at 400 ℃ for 1 h
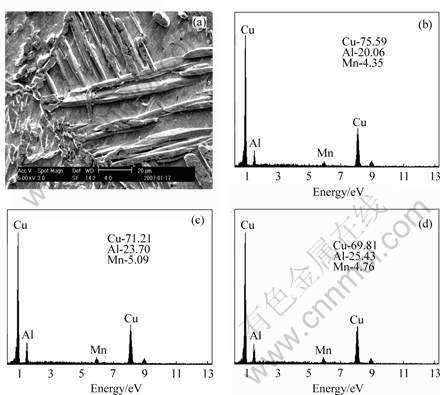
Fig.3 Microstructure(a) and phase analysis spectrum(b), (c), (d) of alloy after ageing at 450 ℃ for 1 h
1 h, the content of martensite reduces gradually compared with the quenched martensite. Paralleled martensitic begins to change into spearhead shaped martensite, but there is still a considerable degree of order. After aging at 400 ℃ for 1 h, the quantity of martensite is fewer than that at 300 ℃. Furthermore, there are chain-shaped educt along the grain boundary.
The structure defects are improved after aging at 200 ℃, because the alloy’s order transition can go sufficiently at this temperature. As shown in Fig.2, the martensite is more ordered after aging. So the No.4 alloy has higher damping capacity. The damping properties are declining when aging at 300 ℃, because martensite morphology transition and orientation relation become complex. After aging above 400 ℃, the lath martensite pattern has been broken totally and more disordered. On the grain boundary there is the γ2 precipitation which reduces the matching degree of alloy-phase interface.
When aging at 450 ℃, eutectoid γ2 generates from the intracrystalline granular precipitation and eutectoid α has become matrix. Moreover there are the bead-chain first eutectoid γ2 on the grain boundaries. And some the martensite still remains needle shape (due to martensite volume decreasing gradually). By electron microprobe analysis (Fig.3), the precipitate is γ2, which is a electronic agglomerates based on Cu9Al4. The γ2 belongs to the γ brass structure, a crisp hard phase enriched Al. Cu-11Al-5Mn-Re alloy experiences eutectoid transformation (β→α+γ2) [15].
The results show that the quantity of thermo-elastic martensite decreases when aging above 400 ℃. But there are still a number of acicular martensite. That indicate the alloy has a good capability resistant to martensite decomposition.
X-ray diffraction analysis and calibration are taken to the further study of martensite changes after aging. (Fig.4).

Fig.4 XRD patterns of alloys after aged at different temperatures: (a) Solution treatment(ST); (b) ST+aging(200 ℃); (c) ST+aging(300 ℃); (d) ST+aging(400 ℃); (e) ST+ aging (450 ℃)
1―(111)18R, (019)18R; 2―(202)18R; 3―(0018)18R; 4― 18R,(1210)18R; 5―(330)γ2; 6―(421) γ2,
18R,(1210)18R; 5―(330)γ2; 6―(421) γ2, 18R; 7―(332)γ2; 8―(1127)18R; 9―(441) γ2; 10―(531) γ2; 11―(2128)18R; 12―(311)α ; 13―(112)α
18R; 7―(332)γ2; 8―(1127)18R; 9―(441) γ2; 10―(531) γ2; 11―(2128)18R; 12―(311)α ; 13―(112)α
The structure of quenched martensite without aging is usually 18R. Martensite has no significant changes when aging at 200 ℃. When aging at 300 ℃, the 8th diffraction peak is much lower and there is (531) γ2 diffraction peak and the 4th diffraction peak and (202) diffraction peak become wider and the intensity of peaks decrease. This indicates the martensite morphology is changed gradually and the degree of order is reduced.
When heated to 400 ℃, peak (112) is isolated from peak (202). The peak (1210) and peak ( ) of martensite separate from each other and γ2 phase diffraction peaks (330) and (421) appeared. At 450 ℃, the γ2 diffraction peaks are more remarkable due to the emergence of peak (332) and the strengthening of peaks (330) and (421). It prove that eutectoid transformation appears and parent phase decomposes (β→α+γ2). However the alloy composition remains 18R martensite structure. With the increasing of temperature, the orderly peak (0018) and (2128) almost change. This means that the structure of martensite is stable and the thermal resistance martensite stabilization performance is superior to traditional Cu-Zn-Al alloy.
) of martensite separate from each other and γ2 phase diffraction peaks (330) and (421) appeared. At 450 ℃, the γ2 diffraction peaks are more remarkable due to the emergence of peak (332) and the strengthening of peaks (330) and (421). It prove that eutectoid transformation appears and parent phase decomposes (β→α+γ2). However the alloy composition remains 18R martensite structure. With the increasing of temperature, the orderly peak (0018) and (2128) almost change. This means that the structure of martensite is stable and the thermal resistance martensite stabilization performance is superior to traditional Cu-Zn-Al alloy.
From Table 2 we can see that Ms increases with increasing of aging temperature. The element Mn in Cu-based alloy can prevent the precipitation of γ2, therefore the ageing is a slow process, the temperature fluctuation is small. The alloy phase transition temperature increases only 5-10 ℃ after aging.
Refs.[16-17] reported the phase transition temperature and structural changes of Cu-Zn-Al alloy in the aging process. The alloy Ms point declines with the rise of aging temperature and martensite decreases with a fast aging process in a few time within 200 ℃ to 300 ℃.
The martensitic transformation no longer occurs in the alloy. Refs.[18-20] reported the Cu-Al-Ni-Mn-Ti alloy equivalent temperature aging process. At 400 ℃ the parent phase rapidly decomposes into β+bainite+γ2, which leads to a sharp drop of martensitic transformation points and the transformation quantity. Compared with the above-mentioned, the alloy in this study has strong anti-moderate temperature aging properties.
The alloy can maintain a good damping capacity at 200 ℃ and has certain damping properties after aging at 400 ℃. IKAI et al[12] reported that the grain refinement contributes to improve the stability of the martensite. Adding RE to Cu-Al-Mn alloy can refine the grain and increase the grain boundary, which causes the alloy is not sensitive to the vacancies gathering to the grain boundaries. The alloy elements and vacancies density do not rapidly increase because of aging. The boundaries can hinder diffusion of the alloy elements and defects. Therefore martensite variations interfaces are seldom pinned in the aging process. And the alloy has a good reliable application.
After aging at 200 ℃, the damping and mechanical properties reach better conditions as follows: Q-1= 9.776×10-2, the phase transition temperature is 90 ℃; tensile strength is 579.89 MPa; δ = 5.5%. Due to the improvement of order of martensite, the coordination among martensites under external force become excellent and the properties of the alloy is also improved.
4 Conclusions
1) The thermo-elastic martensites is obtained after Cu-Al-Mn alloy quenched. Mn element has a great impact on the damping properties of the alloy. It can expand the β area which is helpful to the formation of martensites. Adding RE elements increases martensite interfaces. It can improve the damping capacity. Cu-Al-Mn alloys have high damping properties.
2) Both Mn and RE elements can enhance the mechanical properties of the alloy. Such as the hardness, the tensile strength and the ductility are improved. Cu-11Al-5Mn-RE obtains the best comprehensive physical performance because of the cooperation of Mn and RE elements.
3) Cu-Al-Mn-RE alloy’s structure morphology changes with rising aging temperature. Parallel form of martensitic begins to change into spearhead shape, and the orientation relations become complicated. After aging, the alloy phase transition temperature is increased only by 5-10℃. The alloy still has a high phase transition temperature and much thermo-elasticity martensite. So the alloy has better resistance to martensite decomposition and aging at moderate temperature.
4) After aging at 200 ℃, Cu-Al-Mn-RE alloy’s damping capacity and mechanical property is in a better status as follows: Q-1 reaches 9.776×10-2, the phase transition temperature is 90 ℃, the tensile strength is 579.89 MPa and δ is 5.5%.
References
[1] XU Zu-yao. Prospects on material research and development[J]. Shanghai Nonferrous Metals, 1999, 20(2): 49-50. (in Chinese)
[2] RITCHIE I G, PAN Z L. High-damping metals and alloys[J]. Metal Trans A, 1991, 22 (3): 607-616.
[3] ZHENG Cheng-qi, CHENG Xiao-nong. Present status and future of damping measurement for metals[J]. Journal of Experimental Mechanics, 2004, 6(19): 248-256. (in Chinese)
[4] GONG Chang-sheng, ZHANG Ke-li. New functional materials[M]. Beijng: Chemical Industry Press, 2001. (in Chinese)
[5] TIAN Shi. Functional materials[M]. Beijing: University of Aeronautics and Astronautics Press, 1995. (in Chinese)
[6] YANG Guan-jun, YANG Hua-bin, CAO Ji-min. New advances in research and applications of shape memory alloys in China[J]. Materials Review, 2004, 2(18): 42-44. (in Chinese)
[7] PENG Hong-ying, WEI Zhong-guo, YANG Da-zhi. Development of high temperature shape memory alloys[J]. Mate Sci Eng A, 1994, 12(1): 5-12. (in Chinese)
[8] LIU Li-rong, CHEN Qing-fu. Development of Cu-Al-Ni shape memory alloys[J]. Journal of Liaoning Institution of Technology, 2000, 20(4): 4-7, 10. (in Chinese)
[9] LIU Ding-sheng. Potential application of high damping alloys in weapons[J]. Ordnance Material Science and Engineering, 1994(3): 63-70. (in Chinese)
[10] GUO Er-jun, WANG Li-ping, YAO Xiu-rong, ZHU Xing-song. Aging microstructure of ZMnD-1J Mn-Cu damping alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 387-392. (in Chinese)
[11] MARTENSITIC Z N. Transformations[M]. New York: Academic Press, 1978.
[12] LI Zhou, WANG Ming-pu, CAO Ling-fei, SU Chang-yu. Crystal structure and thermal stability of the martensite in Cu-24Al-3Mn alloy[J]. Trans Nonferrous Met Soc China, 2002, 12(1): 6-10.
[13] LI Zhou, WANG Ming-pu. Structure transformation of Cu-Zn-Al shape memory alloy during aging process[J]. Transactions of Materials and Heat Treatment, 2004, 6(25): 10-13. (in Chinese)
[14] LIN Xiao-ping, DING Kun-ying, DONG Yun, HAN Yong-mei. Character of macroscopic shape deformation in Cu-based shape memory alloys[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1033-1039. (in Chinese)
[15] LIU Ping, TIAN Bao-hong, ZHAO Dong-mei. Functional material of Cu alloys[M]. Beijing: Science Press, 2004. (in Chinese)
[16] WANG Shi-wei, WANG Ming-pu. Ageing of Cu based shape memory alloys[J]. The Chinese Journal of Nonferrous Metals, 1994, 4(3): 65-68. (in Chinese)
[17] PAN Zhi-yong, LI Zhou. Non-isothermal aging effect on β1 phase of Cu-24A1-3Mn alloys[J]. Transactions of Materials and Heat Treatment, 2006, 10(27): 26-29. (in Chinese)
[18] WANG Ming-pu, JIN Zhan-peng, YIN Zhi-min, XU Gen-ying. Effect of non-isothermal β1-phase ageing on thermoelastic martensite transformation of Cu-Al-Ni-Mn-Ti alloy[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(2): 73-77. (in Chinese)
[19] GUO Ming-xing, WANG Ming-pu, LI Zhou, CHENG Jian-yi. The studies of high temperature Cu based shape memory alloy[J]. Metallic Functional Materials, 2004, 6(11): 5-8. (in Chinese)
[20] LI Zhou. The study on phase transition and its effect of Cu-based shape memory alloy[D]. Changsha: Central South University. (in Chinese)
[21] IKAI Y, MURAK AMI K, MISHIMA K. Stability of the shape memory effect: effect of grain size refinement[J]. Journal de Physique, 1982, 43(44): 785-789.
(Edited by YANG Hua)
Foundation item: Projects(0550033) supported by the Natural Science Foundation of Jiangxi Province, China
Corresponding author: CHEN Yi-sheng; Tel: +86-797-8312487; E-mail: chysh505@163.com

