
J. Cent. South Univ. (2021) 28: 1195-1205
DOI: https://doi.org/10.1007/s11771-021-4669-y

Microstructural evolution and mechanical properties of an ultrahigh-strength Al-Zn-Mg-Cu alloy via powder metallurgy and hot extrusion
CHEN Cun-guang(�´��)1, 2, HAN Wei-hao(��δ��)1, QI Miao(����)1, DONG Shi-peng(��ʫ��)1,
LI Pei(����)1, YANG Fang(�)1, 2, HAO Jun-jie(�¿���)1, 2, GUO Zhi-meng(��־��)1, 2
1. Institute for Advanced Materials and Technology, University of Science and Technology Beijing,Beijing 100083, China;
2. Innovation Group of Marine Engineering Materials and Corrosion Control, Southern Marine Science and Engineering Guangdong Laboratory (Zhuhai), Zhuhai 519000, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: In this work, a novel ultrahigh-strength Al-10Zn-3.5Mg-1.5Cu alloy was fabricated by powder metallurgy followed by hot extrusion. Investigations on microstructural evolution and mechanical properties of the fabricated samples were carried out. The results show that the grain size of sintered samples matches with the powder particles after ball milling. The relative densities of sintered and hot extruded samples reach 99.1% and 100%, respectively. Owing to the comprehensive mechanism of grain refinement, aging and dispersion strengthening, the ultimate tensile strength, yield strength and elongation of the Al-10Zn-3.5Mg-1.5Cu alloy after hot extrusion and subsequent heat treatment achieve 810 MPa, 770 MPa and 8%, respectively.
Key words: powder metallurgy; Al-Zn-Mg-Cu alloy; ultrahigh strength; hot extrusion
Cite this article as: CHEN Cun-guang, HAN Wei-hao, QI Miao, DONG Shi-peng, LI Pei, YANG Fang, HAO Jun-jie, GUO Zhi-meng. Microstructure evolution and mechanical properties of an ultrahigh strength Al-Zn-Mg-Cu alloy via powder metallurgy and hot extrusion [J]. Journal of Central South University, 2021, 28(4): 1195-1205. DOI: https://doi.org/10.1007/s11771-021-4669-y.
1 Introduction
Due to the high strength, high fracture toughness, enhanced fatigue and corrosion resistance, Al-Zn-Mg-Cu (7xxx series) alloys have been widely used in aeronautics and astronautics fields [1-7]. In the past few years, many researchers found that the outstanding performance of 7xxx series Al alloys is largely determined by the presence of equilibrium and/or metastable phase precipitates during heat treatment. The main alloying elements especially Zn and their mass fraction play a key role in the formation of precipitates, which will radically dominate the balance of properties [8]. Based on previous studies, the preparation of 7xxx series Al alloys can mainly be categorized into three methods, i.e., direct-chill casting (DC) [9], spray deposition [10-12] and powder metallurgy (PM) [13].
The DC casting process has been the main-stream of Al industries for the production of billets and ingots, due to its robust nature and relative simplicity [14]. However, the high-strength Al alloy ingots with the large size and high content of alloy elements are sensitive to hot tearing and cold cracking [15], so their yields are low. With regard to the Al-Zn-Mg-Cu alloys with a diameter of above 500 mm, the hot tearing is liable to take place above the solidus temperature on account of wide solidification range and low thermal conductivity, while cold cracks frequently occur in a fully solid material because of imposed large thermal gradient [16]. Despite great efforts have been made to avoid these defects, it is still a considerable problem for high-strength Al alloy castings. Therefore, it is overwhelmingly difficult for producing large-scale Al-Zn-Mg-Cu alloys with high Zn contents via DC casting.
For this reason, spray deposition, as one of the rapid solidification technologies, is developed to be promising for the preparation of 7xxx Al alloys ingots with a large scale. Some relevant studies show that the ultimate tensile strength of the Al alloys fabricated by spray deposition followed by hot extrusion can be increased up to 812 MPa through the addition over 10 wt.% Zn [17]. Nevertheless, this process has a fatal flaw, that is, once ceramic particles remain in the deposited ingot, the ingot is accessible to crack during the subsequent deformation process. Furthermore, the cost of spray deposition is quite high as atomized droplets are solidified into a single powder particle instead of depositing on the substrate, forming a quite amount of residual powder by-product. Impurities present in the powder by-products also make recycling difficult. Besides, for producing 7xxx Al alloys with large size and high Zn contents, it is apt to obtaining the ingot with partial segregation.
In recent years, powder metallurgy (PM) has been successfully performed to produce pure Al, Al alloys and Al matrix composites [18], with a series of advantages including high-solute content, fine grain, and homogeneous microstructure [19]. However, most of PM 7xxx Al alloys are prepared by gas-atomized alloy powder with relatively coarse particles, high hardness, and low sintering activity, and thereby enhanced sintering such as hot-press sintering (HPS) [20] and spark plasma sintering (SPS) [21-23] has to be adopted to improve the formability and sintered density. It is worth noting that the technologies of HPS and SPS are suitable for preparing relatively small-sized samples, limiting its wide applications.
In this work, a novel Al-10Zn-3.5Mg-1.5Cu alloy with a diameter of 650 mm was fabricated by PM, including elemental powder mixing, cold isostatic pressing, and vacuum sintering. Subsequently, hot extrusion was conducted to eliminate the residual micropores and improve mechanical properties of the sintered body.Microstructural characteristics of the powder, as-sintered and as-extruded alloys were investigated. The effect of microstructure and precipitate evolution on the mechanical properties and fracture mechanism of the alloy was discussed.
2 Experimental procedure
The commercial Al powder, Al-50Zn alloy powder, Mg powder and Cu powder were used as raw feedstock. Al powder (D50=20 ��m) and Al-50Zn alloy powder (D50=18 ��m) were produced by nitrogen atomization and composed of spherical and near-spherical powder particles observed in Figures 1(a) and (b). In addition, Mg powder (D50=80 ��m) with the irregular shape (Figure 1(c)) and Cu powder (D50=7 ��m) with the dendritic morphology (Figure 1(d)) were prepared by ball milling and electrolytic processing, respectively.
At the beginning, the nominal composition of Al-10Zn-3.5Mg-1.5Cu alloy was formulated and achieved by blending raw powders. The blend was carried out through ball milling using steel jars and balls (10, 15 and 20 mm in diameter) with a rotation speed of 240 r/min. The milling was performed for 5 h with a ball-to-powder weight ratio of 3:1. The as-milled powders are shown in Figure 1(e). The blended powders were then compacted under the pressure of 180 MPa for 2 min in a rubber mold by cold isostatic press. After compacting, the green compact was sintered in vacuum at 610 ��C for 2 h to obtain an Al alloy ingot with a diameter of 650 mm and a length of 1700 mm as seen in Figure 2. Hot extrusion was subsequently conducted at 420 ��C with a speed of 0.3 mm/s and an extrusion ratio of 6.8:1. The high-strength Al-10Zn-3.5Mg-1.5Cu alloy bars with a diameter 250 mm were acquired. In order to bring about the precipitation enhancement, the T6 heat treatment was carried out, including the solution treatment at 470 ��C/120 min and quenching into water at room temperature, and aging treatment at 120 ��C/24 h. For the sake of suppressing the interference of alloying elements on the microstructure analysis, pure PM Al was fabricated via the same process as a reference to study the distribution of Al2O3 rooting in the surface of Al powder in the matrix.

Figure 1 SEM images of powders:

Figure 2 Photographs of as-sintered Al-10Zn-3.5Mg-1.5Cu alloy product with diameter of 650 mm and length of 1700 mm
Microstructural examinations of the sintered and extruded samples were carried out by scanning electron microscopy (SEM, LEO 1450, Carl-Zeiss Company) with the operating condition of 20 kV, field-emission scanning electron microscopy (FE-SEM, SUPRA 55, Carl-Zeiss Company) with the operating condition of 15 kV, electron backscatter diffraction (EBSD, SUPRA 55, Carl-Zeiss Company) with the operating condition of 20 kV and transmission electron microscopy (TEM, Tecnai G2 F30, FEI Company) with the operating condition of 200 kV. Homogeneity of alloy compositions was analyzed by energy dispersive spectrometer (EDS). To analyze phases of the sintered, extruded and heat-treated samples, X-ray diffraction (XRD, Rigaku TTR III) was performed using monochromatic Cu K�� radiation with the X-ray wavelength of 0.154 nm, and operated at 40 kV and 150 mA. The Archimedes method was applied to measure the density for each sample (ASTM B962-13). Samples for tensile testing were machined into a dog-bone-shape with a diameter of 5 mm, a total length of 80 mm, and a gauge length of 25 mm. The tensile tests were performed at room temperature with a speed of 0.5 mm/min and each set of data reported was based on the properties gained from 3 samples.
3 Results and discussion
3.1 Analysis of the as-sintered Al-Zn-Mg-Cu alloy
Studies begin with an assessment of the sintering response exhibited by the alloys. Attributes assessed include sintered density and microstructure of the as-sintered materials. As measured, the average density of samples is determined to be 2.84 g/cm3, which is 99.1% of theoretical density. As reported previously [24, 25], such a high sintered density is the result of both liquid phase sintering and activation sintering under vacuum.
The microstructure of this alloy exhibits typical equiaxed grains with an average size of about 20 ��m, and no obvious pores corresponding to the high sintered density, as shown in Figure 3(a). Moreover, the secondary phases are distributed semi-continuously at grain boundaries. Figure 3(b) reveals the EDS elemental analysis the second phase which is pointed out in Figure 3(a) with a red circle. The results show that the components of the second phase mainly consist of Al, Zn, Mg and Cu. The EDS analysis of the sample displays that in addition to the partial aggregation of Zn, Mg and Cu at the original particle boundaries, three kinds of alloying elements are uniformly distributed in the Al matrix, as shown in Figures 3(c)-(f). It can be proved that the alloy elements can diffuse evenly in the Al matrix during sintering under vacuum.
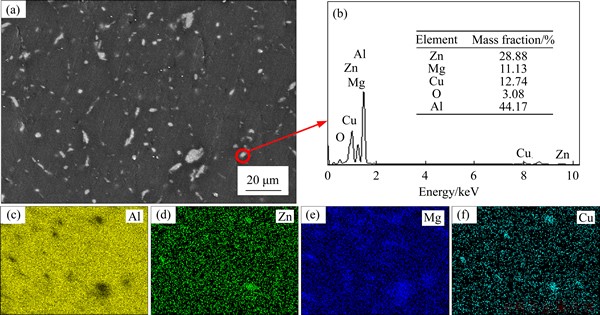
Figure 3 (a) SEM image of the as-sintered PM Al-10Zn-3.5Mg-1.5Cu, (b) EDS results in the red circle, and (c-f) EDS mapping results representing the elemental distribution of Al, Zn, Mg and Cu, respectively
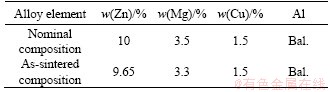
Table 1 shows the measured chemical compositions for the sintered alloys. The results indicate that the elemental content of sintered samples agrees well with the nominal composition. Even if the vapor pressure of Zn is high, the weight of Zn causes small loss in the sintering process due to the Al-Zn alloy powder added into the ball milling process. It is known from previous results that using master alloy powder or microalloying additions can achieve acceptable sintered properties in the Al-Zn system [24].
Table 1 Chemical compositions of the as-sintered alloy
3.2 Hot-extruded and heat-treated micro-structural observations
Generally, hot extrusion is used to improve the sintered density and properties, and subsequent heat treatment can promote precipitates formed to enhance strength. Figure 4 shows the microstructure of the extruded alloy. The relative density of the alloy reached 100% after hot
extrusion. This phenomenon is consistent with fully densification as shown in Figures 4(a) and (b). The secondary phases at grain boundaries are fractured into particles by the shear stress involved in the extrusion deformation. The second phase particles are still discontinuously distributed around the equiaxed crystal with a smaller size than the as-sintered sample in the cross-section direction (CD for short). Large amounts of coarse secondary phase particles are presented along grain boundaries in the longitudinal-section direction (LD for short).
After heat treatment, microstructure of the extruded alloys evolves into the homogeneous characteristics without coarse precipitated phases, as shown in Figures 4(c) and (d). This means that the coarse particles disappeared after the solid solution and aging treatment. Figure 5 shows XRD patterns of the as-extruded and as-heat treated samples. The XRD patterns of as-extruded alloy show the peak of MgZn2 phase, while the peak of MgZn2 completely disappears after the heat treatment. On the other hand, the MgZn2 phase already fully dissolves in the matrix, and a solid solution works well, even if the Zn content reaches at such a high level (9.65 wt.%).
Figure 6 shows the EBSD results of as-extruded and as-heat-treated Al-10Zn-3.5Mg-1.5Cu alloys in the CD and LD microstructure. The microstructure in CD clearly depicts the random orientation distribution of each grain. The grains in LD are stretched along the extrusion direction to be fibrous. It is apparent that there is a small increase in the aspect of average grain size for the samples in CD before and after heat treatment, increasing from 2.55 to 3.44 ��m as shown in Figures 6(a) and (c).
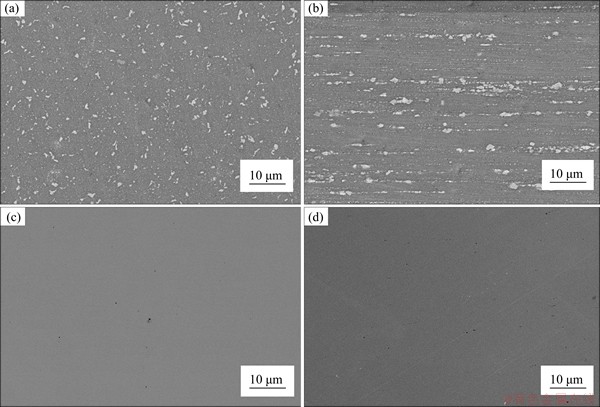
Figure 4 SEM images of microstructure of extruded alloy in CD (a) and LD (b), and corresponding heat-treated alloy in CD (c) and LD (d)

Figure 5 XRD patterns of as-extruded alloy and as-T6 heat-treated alloy
Since the grain size has changed after T6 heat treatment, factors such as recovery and recrystallization that cause the change of grain characteristics should be taken into account. Figures 7(a) and (b) demonstrate the microstructural evolution of the as-extruded and as-heat treated alloys in the LD based on the EBSD results. From the EBSD maps, the blue, yellow and red regions represent the recrystallization microstructure, substructure, and deformation microstructure, respectively. The statistical results related to the volume fraction of these three kinds of the microstructure are given in Figures 7(c) and (d).
With regarding to the as-extruded sample, it is clearly seen in Figure 7(a) that the yellow and blue zones cover most of the view area, while the red one occupies a very small proportion with some grains accounting for 78.9% being as substructure along with 19.7% recrystallization microstructure and 1.4% deformation. It is widely reported that Al has high stacking fault energy and the dislocations tend to dynamically recover due to the dominating wavy slip mode in the hot working above the recrystallization temperature of Al (420 ��C in this study) [26, 27]. However, after T6 heat treatment at 470 ��C above the extrusion temperature, the proportion of recrystallization occurrence increases to 53.0%, whereas the substructure region drops to 45.4% as shown in Figure 7(b).
The volume fraction vs misorientation charts of as-extruded and as-heat treated samples are shown in Figures 7(e) and (f). The green and red lines indicate the location of low angle grain boundaries (LAGBs, 2��-15��) and high angle grain boundaries (HAGBs, 15��-65��), respectively. The results indicate that regardless of undergoing the extrusion and heat treatment, the HAGBs are predominant in the misorientation. Moreover, the content of HAGBs before and after T6 heat treatment changes from 71.6% to 73.1%. It is in line with the evolution of grains recrystallization as seen in Figures 7(a)-(d).
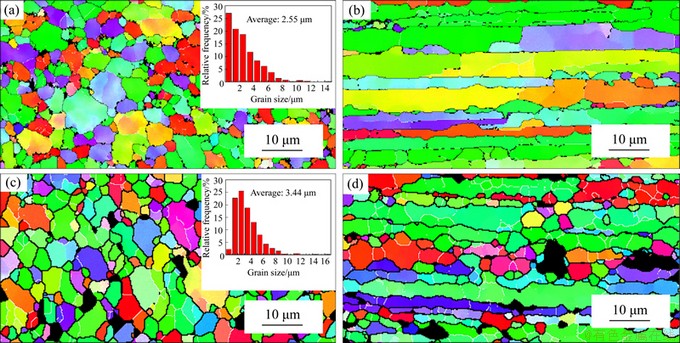
Figure 6 EBSD results of microstructure of extruded Al-10Zn-3.5Mg-1.5Cu alloy in CD (a) and LD (b), and corresponding heat-treated alloy in CD (c) and LD (d)
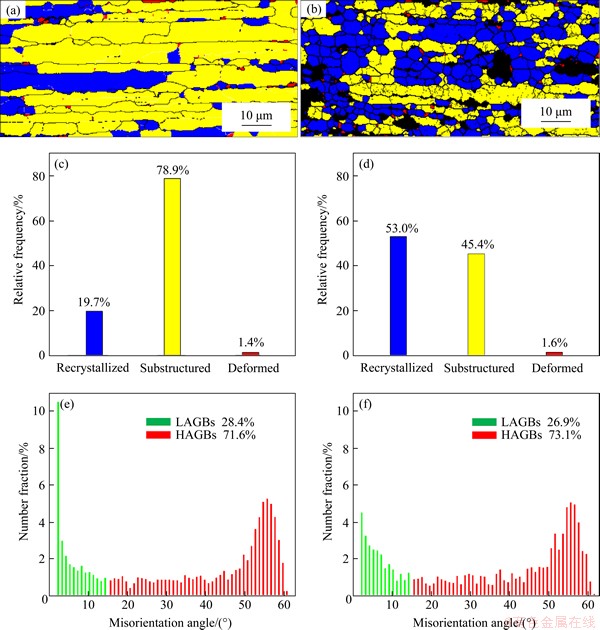
Figure 7 EBSD maps of microstructural evolution of the as-extruded (a) and the as-heat-treated (b) alloys in the LD, the statistical results related to the volume fraction of three kinds of microstructure of the as-extruded (c) and the as-heat-treated (d) alloys, and the volume fraction of LAGBs and HAGBs vs misorientation angle charts of as-extruded (e) and as-heat treated (f)
Figure 8(a) shows the micrograph of intragranular precipitates after T6 heat treatments taken along the <001> orientation of Al. The high density of finely dispersed phases with a lath-like shape can be observed. Furthermore, ultrafine precipitates with an average size of 5 nm homogeneously distribute within the matrix. The selected area electron diffraction (SAED) patterns were taken to determine the types of intragranular precipitates, as shown in Figure 8(b). The spots (marked by red arrows) of metastable �ǡ� phase appear at 2/3{220} positions in the Al zone axis of <001> [28]. Based on the SAED data, Figure 8(c) displays the high-resolution transmission electron microscopy (HRTEM) images of the alloy after T6 heat treatment. The �ǡ� phase is labeled by red dotted rectangles.
In order to avoid the influence of alloying elements on TEM, the same process preparing pure Al with the identical oxygen content as Al-10Zn-3.5Mg-1.5Cu alloy was conducted as a reference to study the distribution of powder alumina film in the matrix. As can be seen from Figure 9(a), alumina dispersed in the matrix is of a near-ellipsoid shape, with the size of 50-100 nm and a spacing of about 200 nm. Figure 9(b) shows its diffraction pattern, which is determined as ��-Al2O3 by comparing with standard cards. Combining with Figure 7, it can be seen that the ��-Al2O3 is the main reason to limit the grain growth at the solution temperature (470 ��C) when the second phases have been dissolved into the matrix.

Figure 8 TEM images of �ǡ� phase dispersoids:
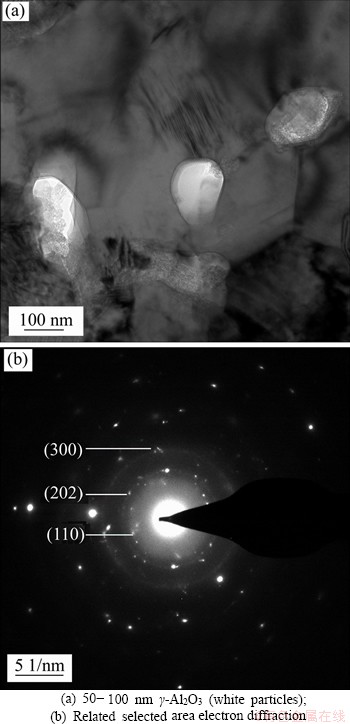
Figure 9 TEM images of ��-Al2O3 dispersoids:
3.3 Mechanical properties
The typical engineering stress-strain curves reflecting the mechanical properties of the as-extruded alloy before and after T6 heat treatment are shown in Figure 10. The ultimate tensile strength (UTS), yield strength (YS) and elongation (EL) of the as-extruded samples reach 450��5 MPa, 310��5 MPa, and 11.5��0.5%, respectively. Surprisingly, the UTS, YS and EL of as-heat treated samples can reach 810��5 MPa, 770��5 MPa, and 8.0��0.5%, respectively. The UTS and YS of the alloy increase sharply during the optimum process of T6 heat treatment, which can be attributed to the disappearance of coarse secondary phases corresponding to precipitation strengthening and grain refinement. Moreover, according to the Orowan mechanism, the ��-Al2O3 dispersed in the matrix also plays an important role in increasing strength. This viewpoint has been confirmed in numerous studies [29, 30].
Figure 11 shows the fracture appearance of the as-extruded and as-teat treated samples. It can be seen that the fracture surface before and after heat treatment is consisted of microporous aggregated fracture platforms, which indicates the characteristics of ductile fracture. As shown in Figure 11(b), the second phase particles are found at the bottom of almost every dimple of the as-extruded alloy. After heat treatment, second phase particles at the bottom of dimple vanish, and many fine dimples can be observed in Figure 11(d). The mean size of dimples is less than 5 ��m. Therefore, the tensile fracture mechanism of the as-heat treated alloy is the ductile fracture mode. The second phase particles are determined to be MgZn2, in accordance with Figures 4 and 5.
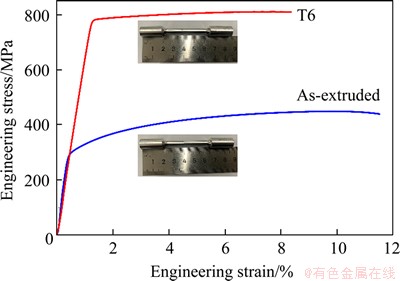
Figure 10 Room temperature engineering stress-strain curves of as-extruded and as-T6 heat-treated alloys
Since the Al-Zn-Mg-Cu series alloys are mainly prepared by casting followed by plastic working, the comparison of mechanical properties in this study with traditional casting is quite necessary. GUO et al [31] prepared the Al-9.2Zn-2.1Mg-1.8Cu-0.12Zr alloy by the conventional process of casting, rolling and heat treatment. The results showed that the recrystallized grains grew significantly after heat treatment compared with the rolling state, and the tensile strength and yield strength were 661 and 588 MPa, respectively. Besides, WANG et al [32] fabricated the Al-8.6Zn-2.5Mg-2.2Cu-0.16Zr alloy through the process of casting and extrusion, achieving the tensile strength, yield strength, and elongation of 719 MPa, 701 MPa, and 8.5%, respectively. By comparing with casting, it can be concluded that the grain refinement strengthening resulting from the process of PM is very prominent. In particular, it is noted that the 800 MPa class of ultrahigh-strength Al alloys can be manufactured via the improved PM process in this work.
4 Conclusions
The ultrahigh-strength Al-10Zn-3.5Mg-1.5Cu alloy was fabricated via the modified PM process including ball milling, cold isostatic pressing, vacuum sintering and hot extrusion. The relevant microstructure and mechanical properties were discussed in details. The following conclusions can be drawn:
1) The relative density of Al-10Zn-3.5Mg-1.5Cu alloy is 99.1% by vacuum sintering at 610 ��C/2 h, and reaches 100% after subsequent extrusion.
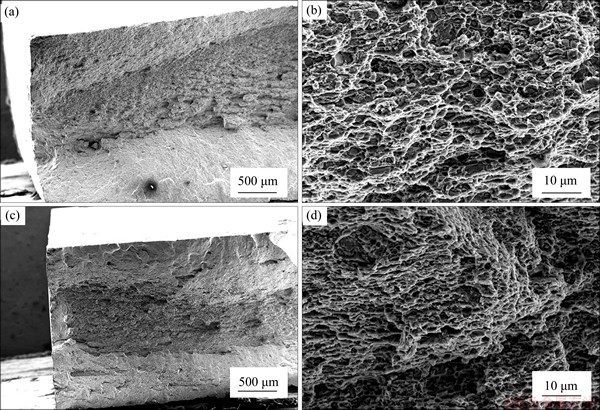
Figure 11 Fracture appearance of as-extruded (a, b) and as-T6 heat-treated (c, d) Al-10Zn-3.5Mg-1.5Cu alloys
2) The average grain size of as-extruded alloy is 2.55 ��m, and remains fine (3.44 ��m) after heat treatment due to the nanoscale ��-Al2O3 in the matrix, hindering the growth of recrystallized grains.
3) The tensile strength, yield strength and elongation of the alloy reach 810 MPa, 770 MPa and 8%, respectively. The excellent mechanical properties of the resultant alloy are attributed to solution strengthening from the high alloying content (especially 10 wt.% Zn), grain refinement, and Orowan mechanism of ��-Al2O3.
Contributors
CHEN Cun-guang and HAN Wei-hao conducted the literature review and wrote the draft of the manuscript. QI Miao, DONG Shi-peng and LI Pei analyzed the measured data. YANG Fang and HAO Jun-jie edited the draft of manuscript. GUO Zhi-meng provided the concept. All authors replied to reviewers�� comments and revised the final version.
Conflict of interest
CHEN Cun-guang, HAN Wei-hao, QI Miao, DONG Shi-peng, LI Pei, YANG Fang, HAO Jun-jie and GUO Zhi-meng declare that they have no conflict of interest.
References
[1] LIU Jian, CHENG Yuan-sheng, CHAN S W N, SUNG D. Microstructure and mechanical properties of 7075 aluminum alloy during complex thixoextrusion [J]. Transactions of Nonferrous Metals Society of China, 2020, 30(12): 3173-3182. DOI: 10.1016/S1003-6326(20)65452-8.
[2] ZHANG Tao, ZHANG Shao-hang, LI Lei, LU Shi-hong, GONG Hai. Modified constitutive model and workability of 7055 aluminium alloy in hot plastic compression [J]. Journal of Central South University, 2019, 26: 2930-2942. DOI: 10.1007/s11771-019-4225-1.
[3] MOON C, THUILLIER S, LEE J, LEE M G. Mechanical properties of solution heat treated Al-Zn-Mg-Cu (7075) alloy under different cooling conditions: Analysis with full field measurement and finite element modeling [J]. Journal of Alloys and Compounds, 2021, 856: 158180. DOI: 10.1016/j.jallcom.2020.158180.
[4] WANG Yi-chang, WU Xiao-dong, CAO Ling-fei, TONG Xin. Effect of Ag on aging precipitation behavior and mechanical properties of aluminum alloy 7075 [J]. Materials Science and Engineering A, 2020: 140515. DOI: 10.1016/j.msea. 2020.140515.
[5] ZOU Hao, PAN Qing-lin, SHI Yun-jia, CHEN Jing, XIANG Hao, LI Rui-shi, LI Hang. Effect of ultrasonic field on microstructure and mechanical properties of as-cast 7085 aluminum alloy [J]. Journal of Central South University, 2018, 25: 1285-1294. DOI: 10.1007/s11771-018-3825-5.
[6] LEE S H, JUNG J G, BAIK S, PARK S H. Effects of Ti addition on the microstructure and mechanical properties of Al-Zn-Mg-Cu-Zr alloy [J]. Materials Science and Engineering A, 2021, 801: 140437. DOI: 10.1016/j.msea.2020.140437.
[7] GUO Yue, ZHANG Meng, WANG Zhao-xin, WANG Shun-bo. Effects of cold temperatures, strain rates and anisotropy on the mechanical behavior and fracture morphology of an Al-Zn-Mg-Cu alloy [J]. Materials Science and Engineering A, 2020: 140691. DOI: 10.1016/j.msea.2020.140691.
[8] TANG Jie, WANG Jin-hai, TENG Jie, WANG Guan. Effect of Zn content on the dynamic softening of Al-Zn-Mg-Cu alloys during hot compression deformation [J]. Vacuum, 2021, 184: 109941. DOI: 10.1016/j.vacuum.2020.109941.
[9] LI Lei, ZHU Qing-feng, ZUO Yu-bo, CUI Jian-zhong. Study on the transitional structures of 7075 aluminum alloy ingot after switching off a low-frequency electromagnetic field in the horizontal direct chill casting [J]. Journal of Crystal Growth, 2020, 548: 125827. DOI: 10.1016/j.jcrysgro.2020. 125827.
[10] CHEN Gang, CHEN Wei, ZHANG Guo-wei, ZHENG Shun-qi. Microstructures and mechanical properties of Al-12Zn-2.4Mg-1.2Cu alloy under different deformation ways [J]. Rare Metal Materials and Engineering, 2016, 45(9): 2237-2241. DOI: 10.1016/S1875-5372(17)30009-7.
[11] LI Long, WEI Li-jun, XU Yan-jin, MAO Ling, WU Su-jun. Study on the optimizing mechanisms of superior comprehensive properties of a hot spray formed Al-Zn-Mg-Cu alloy [J]. Materials Science and Engineering A, 2019, 742: 102-108. DOI: 10.1016/j.msea.2018.10.120.
[12] WEI Li-jun, HAN Bao-shuai, YE Fan, DITTA A. Influencing mechanisms of heat treatments on microstructure and comprehensive properties of Al�CZn�CMg�CCu alloy formed by spray forming [J]. Journal of Materials Research and Technology, 2020, 9(3): 6850-6858. DOI: 10.1016/j.jmrt. 2020.03.121.
[13] SWEET G A W, AMIRKHIZ B S, WILLIAMS B W, TAYLOR A. Microstructural evolution of a forged 2XXX series aluminum powder metallurgy alloy [J]. Materials Characterization, 2019, 151: 342-350. DOI: 10.1016/ j.matchar.2019.03.033.
[14] LUO Ya-jun, ZHANG Zhi-feng. Numerical modeling of annular electromagnetic stirring with intercooling in direct chill casting of 7005 aluminum alloy billet [J]. Progress in Natural Science: Materials International, 2019, 29(1): 81-87. DOI: 10.1016/j.pnsc.2019.01.007.
[15] ESKIN D G, SUYITNO, KATGERMAN L. Mechanical properties in the semi-solid state and hot tearing of aluminium alloys [J]. Progress in Materials Science, 2004, 49(5): 629-711. DOI: 10.1016/S0079-6425(03)00037-9.
[16] ZHANG L, ESKIN D G, LAPOOR M, KATGERMAN L. Factors affecting thermal contraction behavior of an AA7050 alloy [J]. Materials Science and Engineering A, 2010, 527: 3264-3270. DOI: 10.1016/j.msea.2010.02.005.
[17] LI Hai-chao, CAO Fu-yang, CUO Shu, JIA Yan-dong. Effects of Mg and Cu on microstructures and properties of spray-deposited Al-Zn-Mg-Cu alloys [J]. Journal of Alloys and Compounds, 2017, 719: 89-96. DOI: 10.1016/j.jallcom. 2017.05.101.
[18] HERZALLAH H, ELSAYD A, SHASH A. Effect of carbon nanotubes (CNTs) and silicon carbide (SiC) on mechanical properties of pure Al manufactured by powder metallurgy [J]. Journal of Materials Research and Technology, 2020, 9(2): 1948-1954. DOI: 10.1016/j.jmrt.2019.12.027.
[19] LADEPHA A D P, NEUBING H, BISHOP D P. Metallurgical assessment of an emerging Al-Zn-Mg-Cu P/M alloy [J]. Materials Science and Engineering A, 2009, 520: 105-113. DOI: 10.1016/j.msea.2009.05.039.
[20] WANG Tao, HUANG Yu-feng, YANG Lun, MA Yun-zhu. Microstructure and mechanical properties of 7055 Al alloy prepared under different sintering conditions using powder by-products [J]. Materials Science and Engineering A, 2020: 140562. DOI: 10.1016/j.msea.2020.140562.
[21] TUNCAY M M, MUNIZ-LERMA J A, BISHOP D P, BROCHU M. Spark plasma sintering and spark plasma upsetting of an Al-Zn-Mg-Cu alloy [J]. Materials Science and Engineering A, 2017, 704: 154-163. DOI: 10.1016/j.msea. 2017.08.015.
[22] YANG Q, CHENG D L, ZHANG F G, SHI Q W. Spark plasma sintering mechanisms of the Al-Zn-Mg-Cu alloys and TiB2/Al-Zn-Mg-Cu composites [J]. Materials Characterization, 2021, 172: 110825. DOI: 10.1016/j.matchar. 2020.110825.
[23] TIAN Wen-ming, LI Song-mei, Chen Xin, LIU Jian-hua. Intergranular corrosion of spark plasma sintering assembled bimodal grain sized AA7075 aluminum alloys [J]. Corrosion Science, 2016, 107: 211-224. DOI: 10.1016/j.corsci.2016. 02.034.
[24] SCHAFFER G B, HUO S H, DRENNAN J, AUCHTERLONIE G J. The effect of trace elements on the sintering of an Al-Zn-Mg-Cu alloy [J]. Acta Materialia, 2001, 49: 2671-2678. DOI: 10.1016/S1359-6454(01)00177-X.
[25] SCHAFFER G B, SERCOMBE T B, LUMLEY R N. Liquid phase sintering of aluminium alloys [J]. Materials Chemistry and Physics, 2001, 67: 85-91. DOI: 10.1016/S0254-0584(00)00424-7.
[26] HOU J P, LI R, WANG Q, YU H Y. Three principles for preparing Al wire with high strength and high electrical conductivity [J]. Journal of Materials Science and Technology, 2019, 35: 743-751. DOI: 10.1016/j.jmst.2018.11.013.
[27] BALOG M, SIMANCIK F, WALCHER M, RAJNER W. Extruded Al-Al2O3 composites formed in situ during consolidation of ultrafine Al powders: Effect of the powder surface area [J]. Materials Science and Engineering A, 2011, 529: 131-137. DOI: 10.1016/j.msea.2011.09.006.
[28] REN Jian, WANG Ri-chu, FENG Yan, PENG Chao-qun. Microstructure evolution and mechanical properties of an ultrahigh strength Al-Zn-Mg-Cu-Zr-Sc (7055) alloy processed by modified powder hot extrusion with post aging [J]. Vacuum, 2019, 161: 434-442. DOI: 10.1016/j.vacuum.2019.01.013.
[29] BALOG M, OROVCIK L, NAGY S, KRIZIK P. To what extent does friction-stir welding deteriorate the properties of powder metallurgy Al? [J]. Journal of Materials Research and Technology, 2020, 9(3): 6733-6744. DOI: 10.1016/j.jmrt. 2020.04.087.
[30] BALOG M, POLETTI C, SIMANCIK F, WALCHER M. The effect of native Al2O3 skin disruption on properties of fine Al powder compacts [J]. Journal of Alloys and Compounds, 2011, 509: S235-S238. DOI: 10.1016/j.jallcom.2010.12.042.
[31] GUO Feng-bin, ZHU Bao-hong, JIN Long-bing. Microstructure and mechanical properties of 7A56 aluminum alloy after solution treatment [J]. Rare Metals, 2017, 7: 1-8. DOI: 10.1007/s12598-017-0985-7.
[32] WANG Ming, HUANG Lan-ping, CHEN Kang-hua, LIU Wen-sheng. Influence of minor combined addition of Cr and Pr on microstructure, mechanical properties and corrosion behaviors of an ultrahigh strength Al-Zn-Mg-Cu-Zr alloy [J]. Micron, 2018, 104: 80-88. DOI: 10.1016/j.micron.2017. 10.008.
(Edited by HE Yun-bin)
���ĵ���
��ĩұ��-�ȼ�ѹ�Ʊ�����ǿ��Al-Zn-Mg-Cu�Ͻ����֯����ѧ����
ժҪ�����IJ��÷�ĩұ�������ȼ�ѹ�����Ʊ���һ�����ͳ���ǿ��Al-10Zn-3.5Mg-1.5Cu�Ͻ𣬲�������֯�ݱ����ѧ���ܽ������о�������������ս���Ʒ�ľ����ߴ�����ĥ��ĩ�����ijߴ���һ�¡��ս���ȼ�ѹ��Ʒ������ܶȷֱ�ﵽ99.1%��100%��ͨ������ϸ����ʱЧǿ������ɢǿ�����ۺ����û��ƣ�Al-10Zn-3.5Mg-1.5Cu�Ͻ��ȼ�ѹ���ȴ���������ǿ�ȴﵽ810 MPa������ǿ�ȴﵽ770 MPa���Ϻ��쳤�ʴﵽ8%��
�ؼ��ʣ���ĩұ��Al-Zn-Mg-Cu�Ͻ𣻳���ǿ�ȣ��ȼ�ѹ
CHEN Cun-guang and HAN Wei-hao contributed equally to this work.
Foundation item: Project (FRF-GF-19-012AZ) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2021-01-06; Accepted date: 2021-02-22
Corresponding author: CHEN Cun-guang, PhD, Research Assistant; Tel: +86-10-62334341; E-mail: cgchen@ustb.edu.cn; ORCID: https://orcid.org/0000-0002-6525-228X

