������ʱ��: 2019-03-18 11:52
ϡ�н��� 2019,43(05),494-499 DOI:10.13373/j.cnki.cjrm.xy19010023
��/ͭ���ֽ���������˿��ǥ�������о�
������ ���� Ҧ־�� �̶��� �Ż�
�ϲ����մ�ѧ�������칤��ѧԺ
����ʯ�ͻ���ѧԺ
ժ Ҫ��
����Zn-5%Alҩо��˿��T2��ͭ��LY16���Ͻ����м�����ǥ���Խ����顣��Ҫ�о�����ʡ������ٶȺͺ����������ȹ��ղ����Խ�ͷ��ѧ���ܵ�Ӱ��, ͬʱ�۲첢������ͷ������֯��ò���������:��ͷ�Ŀ���ǿ�����ż���ʡ������ٶȺͺ�������������������ֳ���������С������, �����仯���� (IMC) �������ź�������������������������Ϊ2000��2400 W, �����ٶ�Ϊ0.7��1.1 m��min-1 , ����������Ϊ1200��1600 J��cm-1 ʱ, IMC����Ϊ7.6��10.81��m, ���ӽ�ͷ����������á�������ʳ���2600 Wʱ, ���챳��������Եķɽ�����, ��������ֱ��������������ѹ��ղ���Ϊ:�����2200 W, �����ٶ�0.9 m��min-1 , ����������1446.67 J��cm-1 ����ʱ, IMC����Ϊ9.23��m, ��ͷ�Ŀ���ǿ�ȴﵽ���ֵ, Ϊ274.25 MPa����ͷ��Ҫ��Ϊͭ��ǥ�����������������������ۺ���������, ͭ��ǥ����Ϊ����״����������AlCu��Ͱ�ɫ��״��CuZn4 ������;������������ҪΪ��-Al�����-Zn���γɵĹ�����֯��
�ؼ��ʣ�
������ǥ�� ;�Խ� ;���������� ;ͭ��ǥ���� ;���������� ;
��ͼ����ţ� TG454
����飺 ������ (1973-) , Ů, �����ϲ���, ѧʿ, �о�����:���Ӽ����빤��, E-mail:13361619273@163.com; *�̶���, ������;�绰:18170069935;E-mail:70269@nchu.edu.cn;
�ո����ڣ� 2019-01-22
���� ������Ȼ��ѧ������Ŀ (51865034); ����ʡ��Ȼ��ѧ������Ŀ (20161BAB216100) ����;
Laser Filling Brazing Technology of Aluminum/Copper Dissimilar Metals Wan Xiulian Wang Long Yao Zhiwen Cheng Donghai Zhang Hua
School of Aeronautical Manufacturing Engineering, Nanchang Aviation University
Beijing Institute of Petroleum and Chemical Industry
Abstract��
The butt welding of T2 copper and LY16 aluminum alloy sheet by laser welding with Zn-5% Al flux cored wire was studied. The effects of laser power, welding speed and welding line energy on the mechanical properties of the joints were studied, and the microstructures and morphologies of the joints were observed and analyzed. The results showed that the tensile strength of the joint increased first and then decreased with the increase of laser power, welding speed and welding line energy, and the thickness of intermetallic compound (IMC) layer increased with the increase of welding line energy. When the laser power was 2000��2400 W, the welding speed was 0.7��1.1 m��min-1 and the welding line energy was 1200��1600 J��cm-1 , the IMC layer thickness was 7.60��10.81 ��m, and the overall shape of the joint was good. When the laser power exceeded 2600 W, there was obvious spatter phenomenon on the back of the weld, and even the welded through. The optimum process parameters were: laser power of 2200 W, welding speed of 0.9 m��min-1 , welding line energy of 1446.67 J��cm-1 . IMC layer thickness was 9.23 ��m, and the maximum tensile strength of the joint was 274.25 MPa under the optimum condition. The joints were mainly pided into copper side brazing zone, weld center zone and aluminum side welding zone. Among them, AlCu phase and white massive CuZn4 compound grew in the copper side brazing zone along the bamboo shoot, and eutectic structure formed in the central zone of the brazing zone was mainly ��-Al phase and ��-Zn phase.
Keyword��
laser welding; butt welding; welding line energy; copper side brazing zone; weld center zone;
Received�� 2019-01-22
�ڹ�ҵ������, ͭ��Ϊ��ɫ����, ��Դϡȱ�Ҽ۸�, ���������ḻ�� �۸����, ��������
[1 ]
�� ��������ͭ�ĵ����ԡ� �����Ժ���ʴ�Ծ��Ƚ�����, �����ڻ����� ������ ����ȷ���, ����ʹ�ò����������Ͻ����ͭ, ����ֱ�Ӳ�����-ͭ�������ӷ������ֲ����ڳɱ������ܵ�����, �Դﵽ��ʡ�ɱ��� ����ṹ������Ŀ��
[2 ]
�� ���, ��ͭ���ֽ��������ں�������������ҵ�����ж����зdz�ʵ�ʵ��о������Ӧ�ü�ֵ��
Ŀǰ, ��ͭ���ֽ�����Ȼ��ǥ���� ѹ�������ۻ����ȳ����ĺ��ӷ�ʽ, ����������ʵ��Ӧ����ȴ��¶���ܶ����⡣ ����, ǥ����ѹ�����IJ��ܵ�, Ч�ʲ����������˽�ͷ�ijߴ��С�� �ۻ�����������ͭ�������������ϴ���ұ�������Բ����ԭ��, ����ʵ�����ߵ���Ч���ӡ� ����, ��ǥ���ڽ�������Ϊ�о����ֽ�������������ȵ�
[2 ,3 ,4 ,5 ,6 ,7 ,8 ]
�� ��ǥ����Ϊ�ڵ��۵���γ��ۻ�����ͷ, ���۵���γ�ǥ����ͷ���ص�, �����˽�ͷ�Ľṹ��Ӧ��, ����˽�ͷ������������ �����⺸�������ܿ��ơ� ��Ӱ����խ�� ����С���������е�����, �ɼ�С���ֽ������۵���ȵ��ʵIJ���, ��߽�ͷ����
[9 ,10 ,11 ,12 ,13 ,14 ,15 ,16 ,17 ,18 ,19 ]
�� Ŀǰ, ������ͭ���ֽ���������˿��ǥ�����о��������, ��˱���ͨ������Zn-5%Alҩо��˿, �����⺸����ǥ�����, ��LY16���Ͻ���T2��ͭ����жԽ�����, �о���ͷ�Ĺ���, Ϊ��ͭ���ֽ���������˿��ǥ����Ӧ���ṩ����֧�֡�
1 ʵ ��
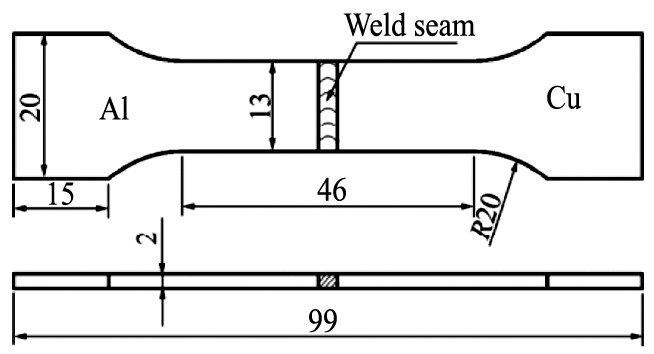
ʵ�����IPG YLR-4000���˼����� (���Ⲩ��1070 nm, ����������4 kW) , ѡ�óߴ��Ϊ100 mm��75 mm��2 mm��LY16���Ͻ���T2��ͭ��, ֱ��Ϊ2 mm��Zn-5%Alҩо��˿�������ϡ� �ڽ��м�����˿��ǥ���Խ�ʵ��ǰ, �ȳ�ȥ�Լ������������Ĥ, Ȼ���ñ�ͪ��������Ĥ����������, �����ɰֽ��ĥ�Խ����ϴ�����ɴ����� ���ӹ��ղ���ѡȡ: �����ٶȷֱ�Ϊ0.5��1.3 m��min-1 , ����ʷֱ��趨Ϊ1800��2600 W, ���ô��������, ����������Ϊ15 L��min-1 �� ʵ����ɺ�, ���и���ش�ֱ�ں��췽���ȡ��ѹ��ղ����µ�����, ������ĥ, ���, �ý������� (OM) �۲��ͷ��������, ��ͨ��ɨ��羵 (SEM) ���������� (EDS) ��������������֯�� ��ȡ��������, ʹ������������в�, �ߴ���ͼ1��ʾ�� �����»�����, ����WDW-100�͵�������ʵ����Բ�ͬ���ղ����µ��������в��� (�����ٶ��趨Ϊ1 mm��min-1 ) �� �ڷ�����ͷ�ļ���ʺͺ����ٶȶԿ���ǿ�ȵ�Ӱ���, ���ú����������ͽ����仯���� (IMC) �������������ͷ����ѧ���ܡ� �������������ɺ�����Դ�������λ���Ⱥ����ϵ�����, ������ʽ (����״̬��) ��ʾΪ:
ͼ1 ���������ߴ�
Fig.1 Dimensions of tensile specimens (mm)
Q = �� �� ? ? ? ? ? ? ? ? ? ( 1 )
ʽ��, Q Ϊ���������� (J��cm-1 ) ; �� Ϊ�����ٶ� (cm��s-1 ) ; P Ϊ����� (W) ��
2 ���������
2.1 ��ѧ���ܷ���
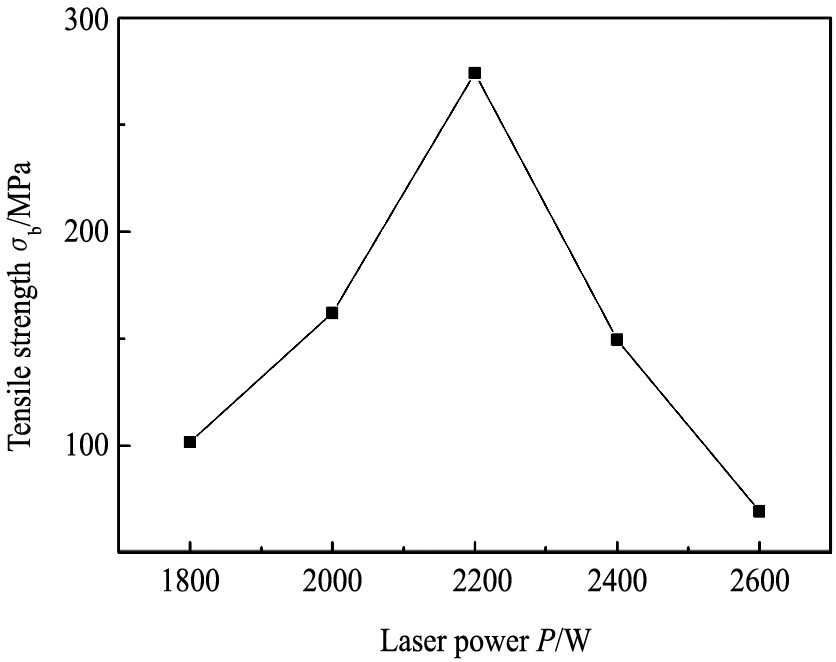
ͼ2Ϊ�����ٶ�Ϊ0.9 m��min-1 ʱ, ��ͬ����ʶԽ�ͷ����ǿ�ȵ�Ӱ�����ߡ� ��ͼ2��֪, ���ż���ʵ�����, ��ͷ����ǿ�ȱ��ֳ����������½������ơ� �������Ϊ1800 Wʱ����ǿ�Ƚ�Ϊ101.81 MPa, ��ʱ��ͷ������������, ����ͭ���ֲ���Ӧ, δ�γ������Ľ����, ʹ�ú��������β�����, ��������δ��, ��˿���ǿ�Ƚϵ͡� ���ż���ʵ�����, ��Ӧ�ٶ��ӿ�, ��ͷ���ֳ����õ�����, ����ǿ�����ӡ� �����������2200 Wʱ, ����ǿ�ȴﵽ���ֵ274.25 MPa�� ��ʱ, ����ͭ��Ӧ����, �γ������� ���ܵĽ������Ӳ�, �ܹ����ܽϸߵĿ���ǿ��, ͬʱ������֯����, ���ڳߴ��ϸ����״��, �����ڲ��д���ϸС�ĵ��ᾧ��, ��ͷ��ѧ���������� ����������ι⻬����, ���������Ƶ�ȱ��, ��ͷ�Ŀ���ǿ�ȴ����ߡ� Ȼ����������ټ�������ʱ, ���ڽ�ͷ������������, ����֮ͭ��ķ�Ӧʮ�־���, �ڹ��ʵ���2400 Wʱ, ����ǿ���в��������� �ڴ˹���, ���ڽ�ͷ��������Խ��Խ��, ʹ���۳��˶��Ӿ�, ��״�������ڵľ�����ôִ�, ��ͷ���, ����ǿ�Ƚ��͡� �����ʳ���2600 Wʱ, ���챳��������Եķɽ�����, ��������ֱ����������, �����γɺ���
[5 ]
��
ͼ2 ����ʶԽ�ͷ����ǿ�ȵ�Ӱ��
Fig.2 Effect of laser power on tensile strength of joints
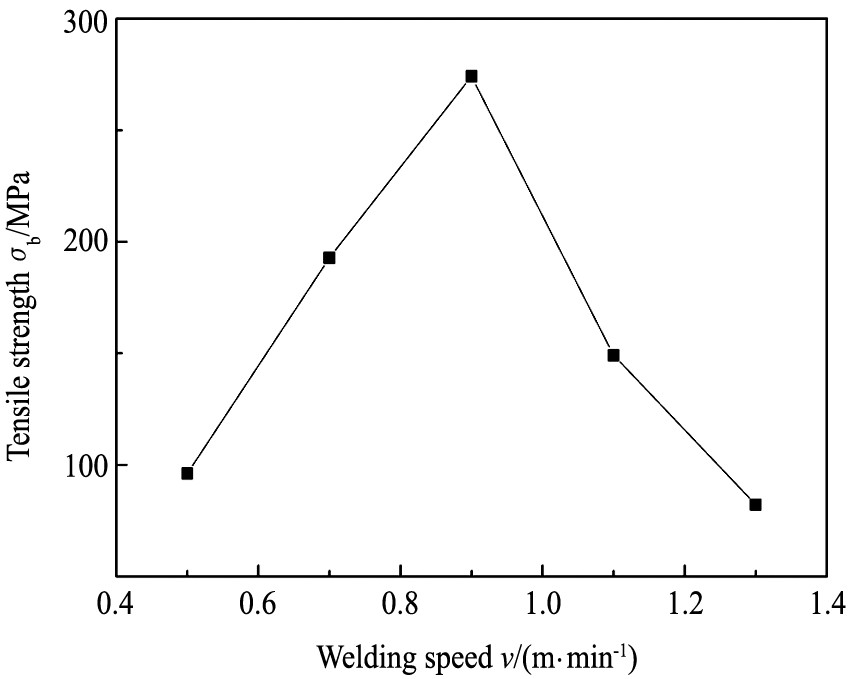
ͼ3Ϊ�����Ϊ2200 Wʱ, ��ͬ�����ٶȶԽ�ͷ�Ŀ���ǿ�ȵ�Ӱ�����ߡ� ��ͼ3��֪, ���ź����ٶȵ�����, ��ͷ����ǿ��������ֳ����������½������ơ� �������ٶ���0.5 m��min-1 ʱ, ���ڴ�ʱ�����ٶȽ�С, ĸ���ڵ�λ�����������������ȴ������, �۳صľ������ڹ��ȶ���ôִ�, ��ͷ��������, ����ǿ�Ƚϵ͡� �������ٶ�����0.9 m��min-1 ʱ, ����ǿ����������, �ﵽ���ֵ274.25 MPa�� ��ʱ, �����ٶȵļӿ�, ʹ�õ�λ����ϲ������������֮ǰ����, �������۳��Ͼ����ִ������, ��ͷ�ɴ���������ת��, ����˽�ͷ�Ŀ���ǿ��
[11 ]
�� Ȼ���������ٶȼ�������1.3 m��min-1 ʱ, ��ͷ���ں��ٹ���ʹ�÷�Ӧ����, ����ǿ���½���
����ʺͺ����ٶ�ʵ���Ͼ���ӳ�˽�ͷ����ѧ����, ��������������IMC���ȿ��Ը�����ضԽ�ͷ�ij���Ч�����з����� ��ͼ4֪, ����������������, IMC��ĺ��һֱ������, ����ͷ����ǿ�ȳ��ֳ����������½������ơ� ����������Ϊ1013.82 J��cm-1 ʱ, ĸ���������������, Ԫ��֮��δ�����ɢ, ����֮ͭ����γɵ�IMC���Ƚ�Ϊ6.9 ��m, �����ܹ��ߵ��غ�, ��ɿ���ǿ�Ƚ�Ϊ82.16 MPa�� ����������1466.67 J��cm-1 ʱ, ������������, �ӿ�������ͭ�ķ�Ӧ�ٶ�; ͬʱ, �ڳ�ʱ��ĸ��»�����, �ۻ�����Һ��ͭĸ�IJ���ɢ, ʹ��Ӧ��þ����ҳ�֡� ���, ���㹻�ĸ���ͣ��ʱ��ͽϿ�ķ�Ӧ�ٶȵ�Ӱ����, ���������˽϶��AlCu�������CuZn4 ������, ʹIMC��������9.23 ��m, ����ǿ�ȴﵽ���ֵ274.25 MPa, ��ʱ��ͷ��ѧ�������á� ������Ϊ�����϶��AlCu�������CuZn4 �������γ��������� �����Һ�Ⱥ��ʵ�IMC��, ʹ��ͷ��������, ����ǿ����ߡ� ��������ܲ
[20 ]
�Ĺ۵㡰IMC������10 ��m������ѡ������ ������IMC�����ں��ʷ�Χʱ, ���ܱ��ֽ�ͷ����Ч������, ����ʹ����нϸߵĿ���ǿ�ȡ� Ȼ��������������ʱ, �۳ػ����¶�Խ��Խ��, Խ��Խ���ۻ�����Һ��ͭĸ����ɢ, ����ͭ��Ӧ����, ���ɹ����AlCu�������CuZn4 ������, ���½��淴Ӧ�����, �ṹ����, ��ͷ�Ķ�����ʽ�����������ת��, ���ؽ����˽�ͷ�Ŀ���ǿ��, �������������ȱ��
[21 ]
��
ͼ3 �����ٶȶԽ�ͷ����ǿ�ȵ�Ӱ��
Fig.3 Effect of welding speed on tensile strength of joints
��������, �������Ϊ2200 W, �����ٶ�Ϊ0.9 m��min-1 , ����������Ϊ1446.67 J��cm-1 ʱ, IMC����Ϊ9.23 ��m, ��ͷ���ֳ������ij��κ���ѧ���ܡ�
ͼ4 �����������Խ�ͷ����ǿ�Ⱥ�IMC���ȵ�Ӱ��
Fig.4 Effect of welding line energy on tensile strength and IMC layer thickness
2.2 ����֯����
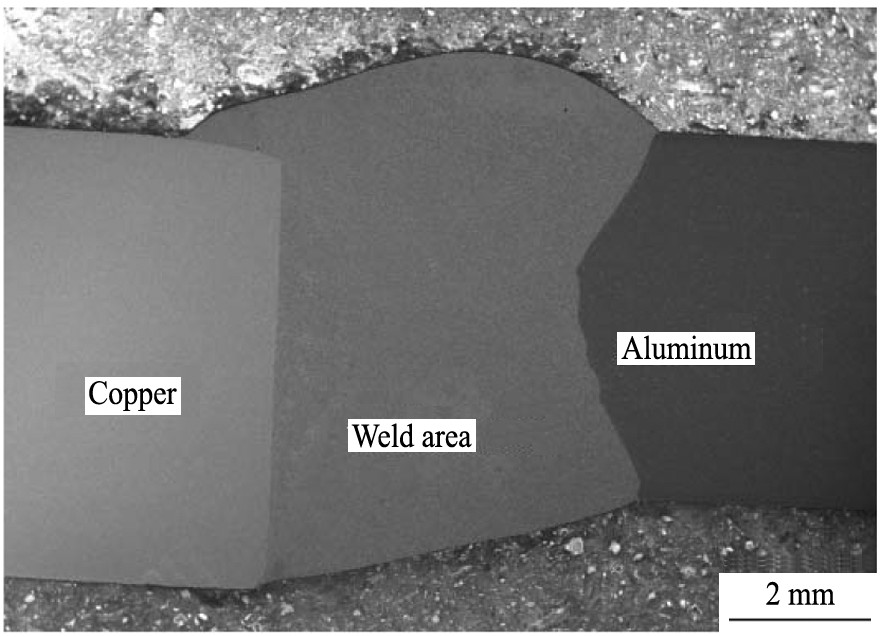
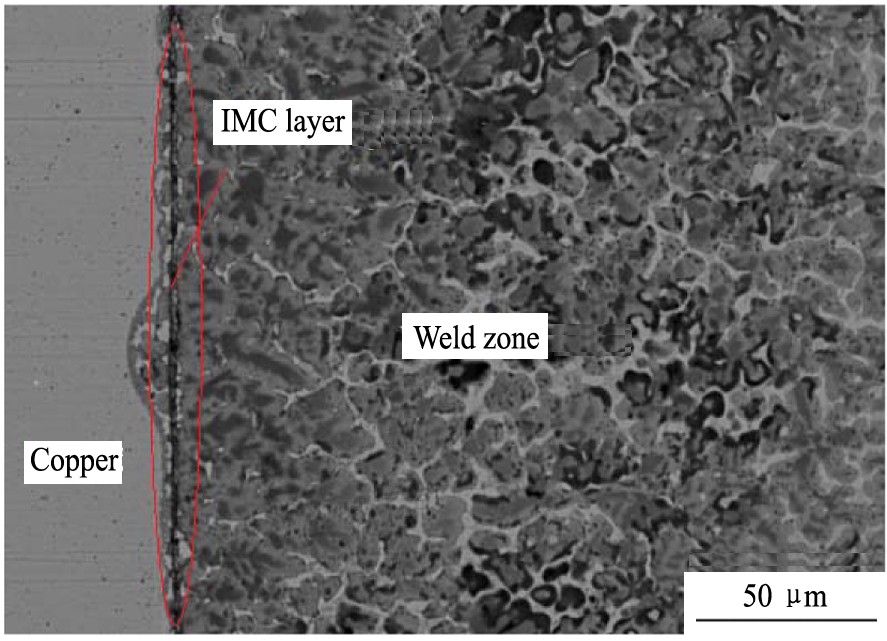
ͼ5Ϊ��ͷ�ڼ����Ϊ2200 W, �����ٶ�Ϊ0.9 m��min-1 ʱ�ĺ����֯��ò�� ��ͷ��ͭĸ������ ��������������ĸ������ɡ� ����, ����ʵ��ߡ�X����, ���澧�����ȴ����ķ���������, ʹ�ú���������ۿ��м�խ, ���߿�, ���ϵ��͵��ۺ������� ͭ���������ƽֱ, ����ͭ���ۻ�������, �۳ؽ��� (����п) ��ͭ��Ӧ���ɽ����仯����, ͭĸ���뺸�������紦�γ�һ�㱡���Ľ��淴Ӧ��, ��ͼ6��ʾ, �ǵ��͵�ǥ�������� ���, ��ĸ���뺸��֮���γ������ۺ���, ͭĸ���뺸��֮���γ�ͭ��ǥ����, ������ͷ���ֳ���ǥ����������
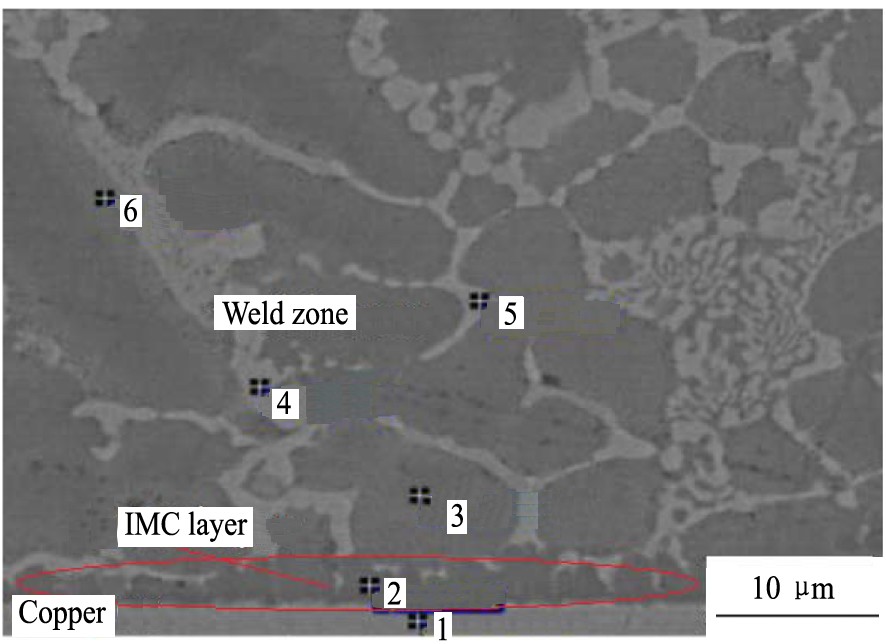
ͼ7�Ƕ�ͼ6��ͭ�ຸ�������֯��ò�ķŴ�SEMͼ, ��ͭ��ǥ����, ��������ͭ���۵����, ���ಿ��ĸ���ۻ�����Һ��ͭĸ�Ĵ���ɢ�벿��ͭ�ڽ��洦������Ӧ, ���ɽ��ٵ�Al-Cu����� ��������֮ͭ��Ĺ�����Ӧ�����˷�Ӧ����۵�, ͬʱ��Ӧ�������ȴ�����ͭĸ�Ĵ�, ʹ���ٲ��ֽ��洦��Cu�ܽⲢ��ɢ���������ܽ��Zn��Ӧ, �ڽ��������Cu-Zn����� ���ŷ�Ӧ�ļӾ�, �¶�����, �����˽϶��Al-Cu�������Cu-Zn������, ���ʴ�С��һ����״������������, �����γ��������Ľ���㡣 ͼ7�ж�Ӧ����EDS����������1��ʾ�� ����, ��2λ��ͭ��Ľ����, ��Al, Cu��ZnԪ�����, �Ҵ���Al-Cu�������Cu-Zn������, ���ʴ�С��һ����״�������������� ���, �ɵ�2Al, Cu��Zn��ԭ��ռ��, ��϶�Ԫ�Ͻ���ͼ�������
[3 ]
��Ji��
[22 ]
���о���ȷ������㻯����ΪAlCu������Ͱ�ɫ��״��CuZn4 ����� ��3��6λ�ں���������, ����, ��3, 6�ʺ�ɫ��״, ��4, 5�ʻ�ɫ֦״�� �ɵ�3, 6 Al��Znԭ�ӵĺ�����֪, ��ɫ��״��Ϊ��-Al��ͦ�-Zn�ࡣ �ɵ�4, 5 Znԭ�ӵĺ�����֪, ��ɫ֦״��Ϊ��-Zn�ࡣ ��������ͭ�������ȵ��ʽϸ�, �ڽ�����ǥ��ʵ�������, �۳��ڵ����ڽ���������ȴ, ʹ�ú����в����˴�����֦����֯, �������е�Znԭ������֦���ij��� �ֽ������
[3 ]
, �γɻ�ɫ֦״�Ħ�-Zn�ࡣ ��˿�֪, ������������Ҫ�ɺ�ɫ��״�Ħ�-Al��ͻ�ɫ֦״�Ħ�-Zn����ɵĹ�����֯��
ͼ5 ��ͷ�����ò
Fig.5 Macroscopic morphology of joints
ͼ6 ͭ�ຸ������֯��ò
Fig.6 Microstructure and morphology of copper side weld zone
ͼ7 ͭ�ຸ������֯SEMͼ
Fig.7 SEM image of microstructure of copper side weld
��1 ͼ7�ж�Ӧ��EDS�������
Table 1 EDS analysis results of corresponding points in Fig.7 (%, atom fraction )
2
3
4
5
6
41.59
5.39
21.62
17.68
4.42
45.42
47.67
3.63
7.22
42.92
12.99
46.94
74.75
75.10
52.66
3 �� ��
1. ��ͷ����ǿ�����ż���ʡ� �����ٶȡ� ������������������ֳ���������С������, IMC������������������������� �������Ϊ2000��2400 W, �����ٶ�Ϊ0.7��1.1 m��min-1 , ������Ϊ1200��1600 J��cm-1 ʱ, IMC����Ϊ 7.6��10.81 ��m, ���Ի�ó������õĶԽӽ�ͷ�� ��ѹ��ղ���Ϊ: �����2200 W, �����ٶ�0.9 m��min-1 , ����������1446.67 J��cm-1 �� ��ʱ, IMC����Ϊ9.23 ��m, ����ǿ�ȴﵽ���ֵ, Ϊ274.25 MPa��
2. ��ͷ��Ϊͭ��ǥ������ �����������������ۺ����� ����, �������Ҫ�dz���״����������AlCu��Ͱ�ɫ��״��CuZn4 ������, ����������������Ҫ�ɷ��Ǻ�ɫ��״�Ħ�-Al�����ɫ֦״�Ħ�-Zn����ɵĹ�����֯��
�����
[1] Zhou L, Li Z Y, Zhao H Y, Xie Y, Huang Y X, Feng J C.Microstructure and mechanical properties of TIG brazed joints of aluminium/brass dissimilar metals [J].Chinese Journal of Nonferrous Metals, 2015, 25 (9) :2389. (����, ��־��, �Ժ���, л��, ������, �뼪��.��/��ͭ���ֽ���TIG��ǥ����ͷ����֯����ѧ���� [J].�й���ɫ����ѧ��, 2015, 25 (9) :2389.)
[2] Dong P, Chen K H, Xiao R S.Mechanical properties of aluminum-copper joint by laser penetration brazing [J].Chinese Journal of Lasers, 2011, 38 (6) :129. (����, �¿���, Ф��ʫ.��/ͭ���ֽ�����������ǥ����ͷ��ѧ���� [J].�й�����, 2011, 38 (6) :129.)
[3] Dong H G, Zhang X C, Yang J C, Hu W J.Arc-brazing of aluminum alloy to brass [J].China Mechanical Engineering, 2014, 25 (8) :1122. (�����, ����, ��̳�, ���Ľ�.���Ͻ�/��ͭ���ֽ����绡��ǥ�� [J].�й���е����, 2014, 25 (8) :1122.)
[4] Zhang X C.Numerical Simulation of Temperature and Flow Fields in TIG Brazing of Aluminium Alloy/Brass Dissimilar Metals [D].Dalian:Dalian University of Technology, 2013.9. (����.���Ͻ�/��ͭ���ֽ���TIG��ǥ���¶ȳ�����������ֵģ�� [D].����:����������ѧ, 2013.9.)
[5] Ihor M, Michael S.Laser micro welding of copper and aluminum [A].SPIE [C].2006, 6107:610703.
[6] Gerd E, Ihor M, Michael S.Laser micro welding of copper and aluminum using filler materials [A].SPIE [C].2004, 5662:337.
[7] Abbasi M, Karimi T A, Salehi M T.Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process [J].Journal of Alloys and Compounds, 2001, 319 (1) :233.
[8] Xue Z Q, Hu S S, Zuo D, Shen J Q.Microstructural characteristics and mechanical properties of laser-welded copper and aluminum [J].Transactions of the China Welding Institution, 2013, 34 (10) :51. (Ѧ־��, ����ݥ, ���, �꿡��.ͭ�����ֽ������⺸��ͷ��֯��������ѧ���� [J].����ѧ��, 2013, 34 (10) :51.)
[9] Dong P.Investigation on Laser Penetration Brazing of Dissimilar Alloys [D].Beijing:Beijing University of Technology, 2011.3. (����.���ֺϽ�����ǥ�������뼼���о� [D].����:������ҵ��ѧ, 2011.3.)
[10] Lu W, Ma X Y, Gong S L, Yang J.The effect of laser welding process on the weld formation and mechanical properties of GH188 alloy [J].Progress in Laser and Optoelectronics, 2017, 54 (4) :262. («ΰ, ������, ��ˮ��, ��Z.���⺸�ӹ��ն�GH188�Ͻ���μ���ѧ���ܵ�Ӱ�� [J].����������ѧ��չ, 2017, 54 (4) :262.)
[11] Zheng S, Cheng D H, Chen Y P, Hu D A.Microstructure and mechanical properties of electron beam welded aluminum/copper joints [J].Chinese Journal of Nonferrous Metals, 2016, 26 (5) :995. (֣ɭ, �̶���, ����ƽ, ���°�.��/ͭ����������ͷ������֯����ѧ���� [J].�й���ɫ����ѧ��, 2016, 26 (5) :995.)
[12] Peng C, Cheng D H, Chen Y P, Hu D A.Microstructure analysis of plasma arc welded joints of copper/steel dissimilar materials [J].Materials Science and Technology, 2015, 23 (4) :105. (����, �̶���, ����ƽ, ���°�.ͭ/�����ֲ��ϵ����ӻ�����ͷ����֯���� [J].���Ͽ�ѧ�빤��, 2015, 23 (4) :105.)
[13] Guo Y, Qiao G, Jian W, Zhi X.Microstructure and tensile behavior of Cu-Al multi-layered composites prepared by plasma activated sintering [J].Materials Science & Engineering:A (Structural Materials:Properties, Microstructure and Processing) , 2010, 527 (20) :5234.
[14] Mai T A, Spowage A C.Characterisation of dissimilar joints in laser welding of steel-kovar, copper-steel and copper-aluminium [J].Materials Science & Engineering A, 2004, 374 (1-2) :224.
[15] Sun Z, Ion J C.Laser welding of dissimilar metal combinations [J].Journal of Materials Science, 1995, 30 (17) :4205.
[16] Heideman R, Johnson C, Kou S.Metallurgical analysis of Al/Cu friction stir spot welding [J].Science and Technology of Welding and Joining, 2010, 15 (7) :597.
[17] Xiao Y, Li M, Wang L, Shang Y Huang, Du X M, Liu Z Q.Interfacial reaction behavior and mechanical properties of ultrasonically brazed Cu/Zn-Al/Cu joints [J].Materials & Design, 2015, 73:42.
[18] Solchenbach T, Plapper P.Mechanical characteristics of laser braze-welded aluminium-copper connections [J].Optics & Laser Technology, 2013, 54:249.
[19] Lee S J, Nakamura H, Kawahito Y.Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and Cu sheets [J].Science and Technology of Welding and Joining, 2014, 19 (2) :111.
[20] Wang Z Y.Study on the Aluminum/Copper Melting and Brazing Process and Interface Mechanism [D].Lanzhou:Lanzhou University of Technology, 2018.34. (����ܲ.��/ͭ��ǥ�����ռ����������о� [D].����:����������ѧ, 2018.34.)
[21] Zhang Z Y, Wang S L, Ke L M.Effects of beam offset on the forming and properties of IC10/GH3039 electron beam welded joints [J].Chinese Journal of Rare Metals, 2018, 42 (8) :826. (������, ������, ������.����ƫ������IC10/GH3039����������ͷ���ͼ����ܵ�Ӱ�� [J].ϡ�н���, 2018, 42 (8) :826.)
[22] Ji F, Xue S B, Lou J Y, Lou Y B, Wang S Q.Microstructure and properties of brazed Cu/Al joints with Zn-Al solder [J].Transactions of Nonferrous Metals Society of China, 2012, 22 (2) :281.