Abstract: The strength of welding joint between titanium alloy TA17 and stainless steel 1Cr18Ni9Ti was investigated. Bonded joint was obtained by diffusion bonding at constant temperature and pressure, phase transformation superplastic diffusion bonding and diffusion bonding under pulsatile pressure. The strength of welding joint was tested and metallography of welding joint was observed. The results show that the strength of joints obtained by three diffusion welding are all up to 264 MPa and there are several different layers in the joint. Phase analysis shows that there exist brittle Fe2Ti and σ -(FeCr) in the titanium alloy-stainless steel joint. Diffusion bonding under pulsatile pressure is an ideal bonding method, which can accelerate diffusion, reduce the amount of intermetallic compound and improve its distribution.
Diffusion welding of titanium alloy and stainless steel
Abstract:
The strength of welding joint between titanium alloy TA17 and stainless steel 1Cr18Ni9Ti was investigated. Bonded joint was obtained by diffusion bonding at constant temperature and pressure, phase transformation superplastic diffusion bonding and diffusion bonding under pulsatile pressure. The strength of welding joint was tested and metallography of welding joint was observed. The results show that the strength of joints obtained by three diffusion welding are all up to 264 MPa and there are several different layers in the joint. Phase analysis shows that there exist brittle Fe2Ti and σ -(FeCr) in the titanium alloy-stainless steel joint. Diffusion bonding under pulsatile pressure is an ideal bonding method, which can accelerate diffusion, reduce the amount of intermetallic compound and improve its distribution.
表2 恒温恒压扩散焊工艺与结果 Table 2 Process parameters and results of diffusion bonding at constant temperature and pressure
Sample No.
Time/min
Temperature/℃
Pressure/MPa
Ultimate tensile strength/MPa
1
30
850
8
Fracturing in machining
2
25
850
8
264
表3 相变超塑性扩散焊工艺与结果 Table 3 Process parameters and results of phase transformation superplastic diffusion bonding
Sample No.
Pressure /MPa
Temperature/ ℃
Heating rate/(℃・s-1)
Cooling rate/ (℃・s-1)
Thermal cycle numbers
Ultimate tensile strength/MPa
3
10
780-930
30
10
20
198
4
10
780-930
30
10
30
245
5
10
780-930
30
10
40
264
表4 脉冲加压扩散焊工艺与结果 Table 4 Process parameters and result of diffusion bonding under pulsatile pressure
Sample No.
Minimal pressure/MPa
Maximal pressure/MPa
Periodic time/s
Temperature/ ℃
Impact numbers
Interval time/ min
Total inpact numbers
Ultimate tensile strength/MPa
6
8
30
2
850
3
5
9
264
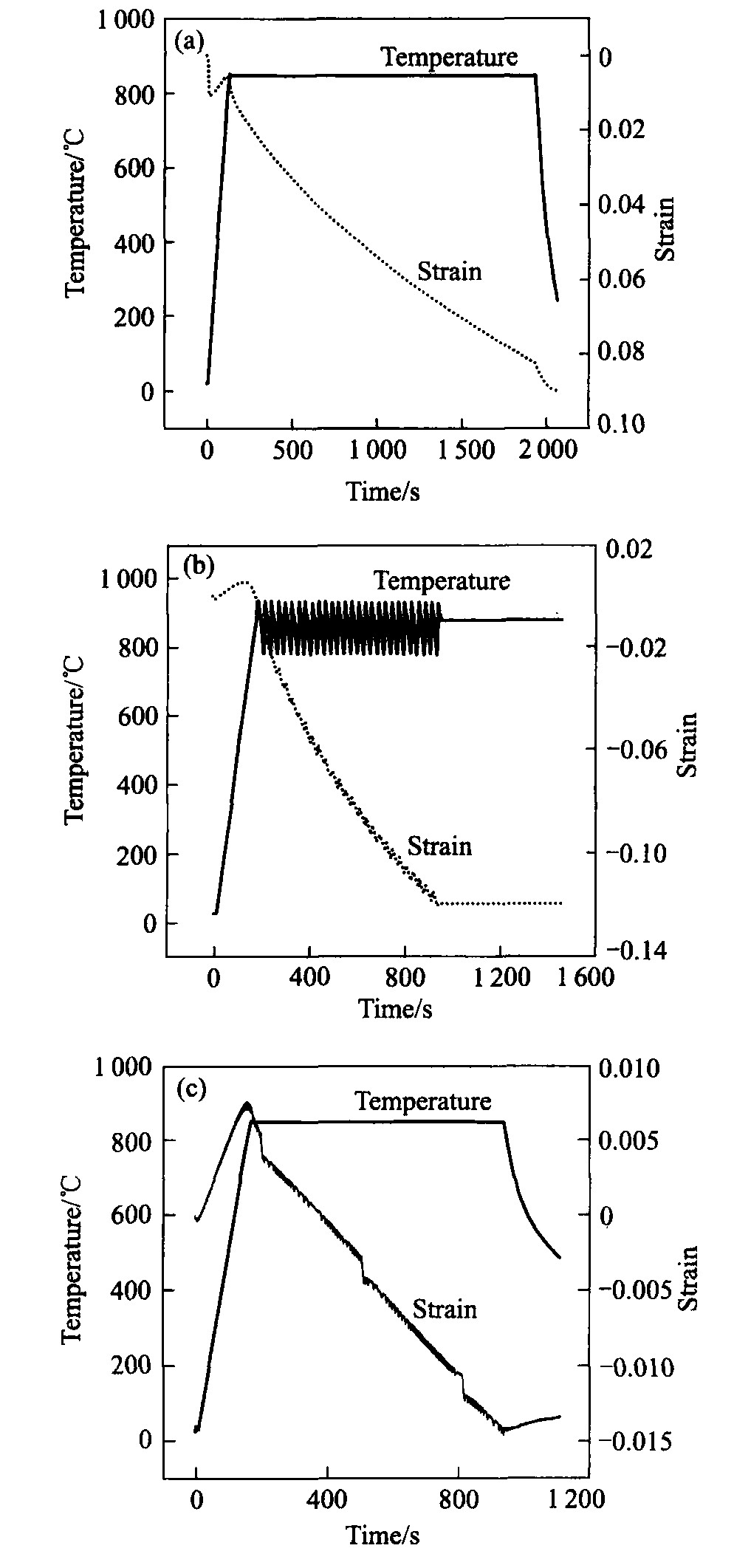
图2 扩散焊接时温度和应变随时间的变化 Fig.2 Variation of temperature and strain with time during diffusion bonding (a)―Diffusion bonding at constant temperature and pressure; (b)―Phase transformation superplastic diffusion bonding; (c)―Diffusion bonding under pulsatile pressure
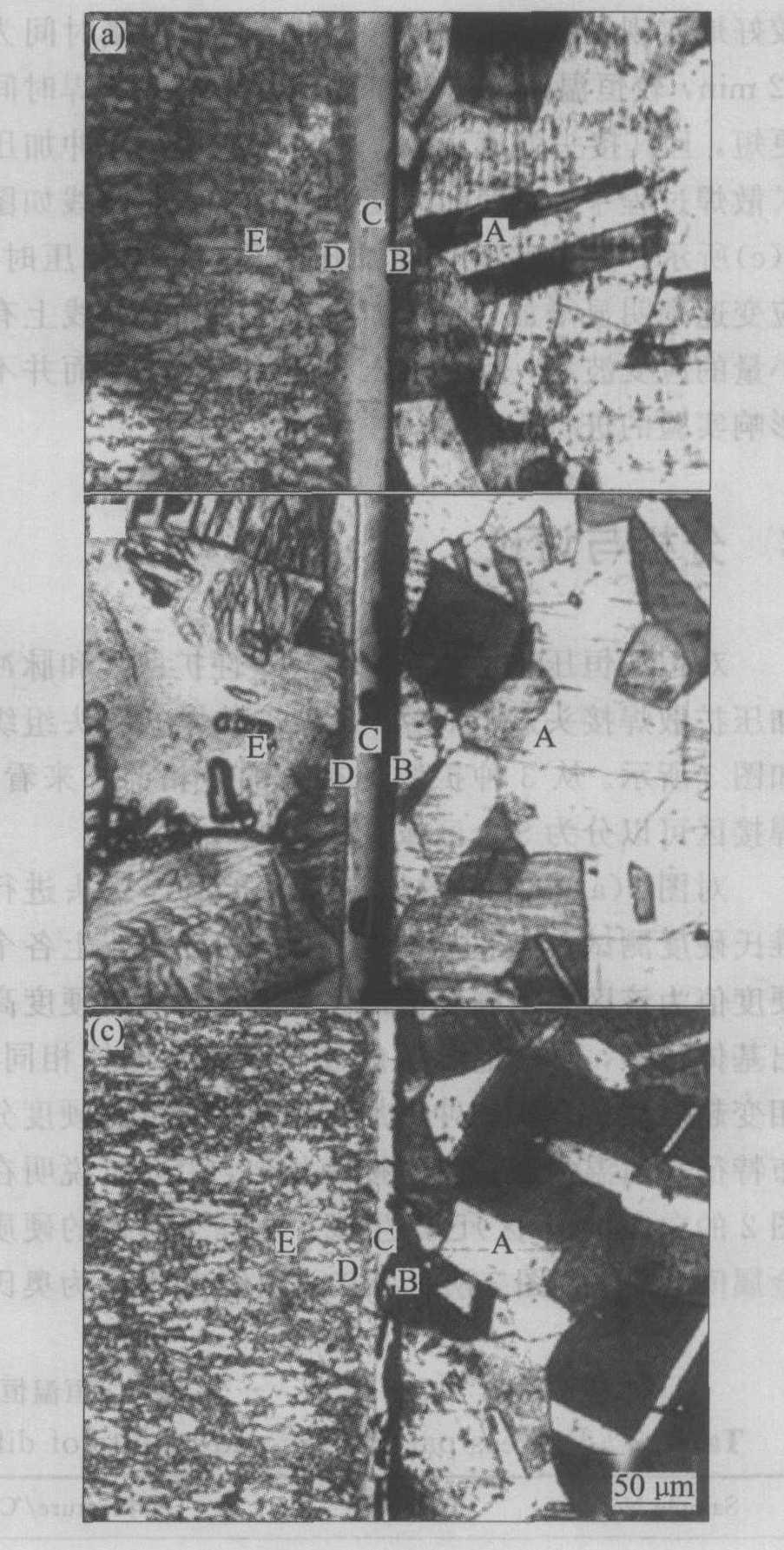
图3 扩散焊接接头 Fig.3 Joint of diffusion bonding (a)―Diffusion bonding at constant temperature and pressure; (b)―Phase transformation superplastic diffusion bonding; (c)―Diffusion bonding under pulsatile pressure
图4 扩散焊接头硬度分布曲线 Fig.4 HV distribution of diffusion bonding joint
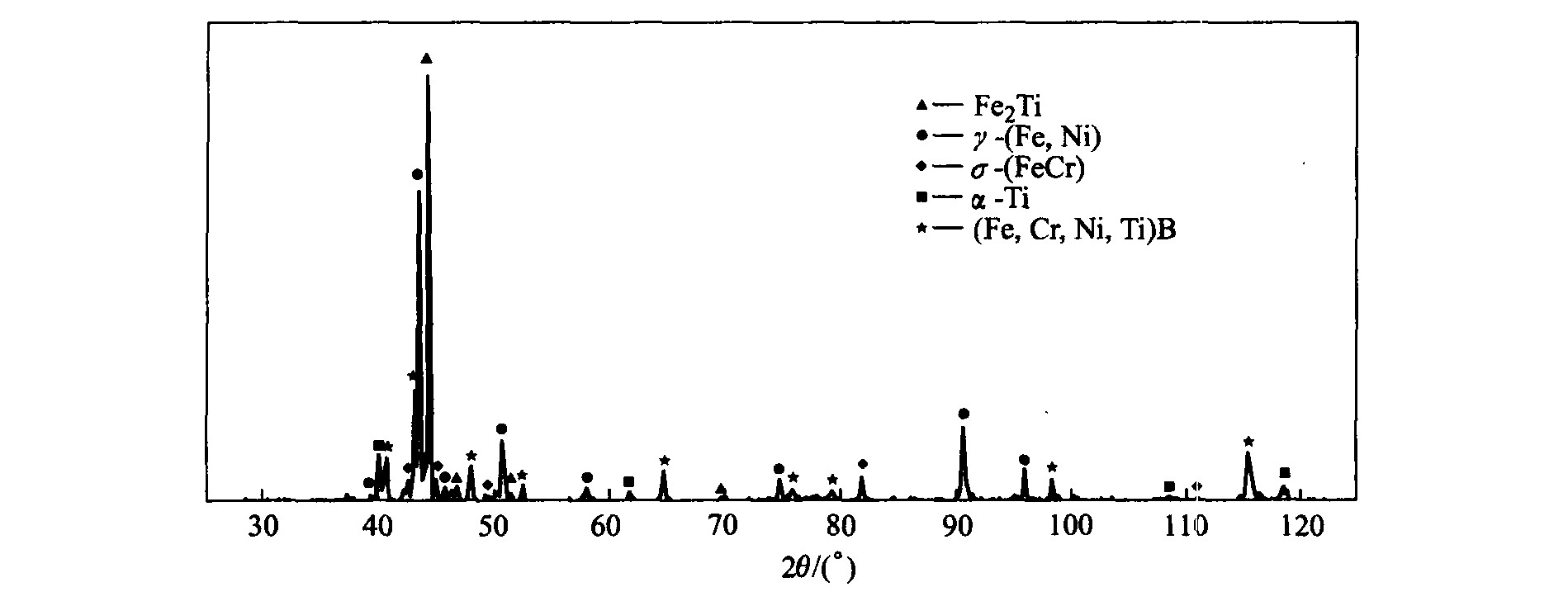
图5 扩散焊接头的X射线衍射谱 Fig.5 X-ray diffraction spectrum of diffusion bonding