稀有金属 2002,(05),380-382 DOI:10.13373/j.cnki.cjrm.2002.05.014
Bi-2223/Ag超导多芯带材的内切轧制研究
袁冠森 金其坚
北京有色金属研究总院超导中心,北京有色金属研究总院超导中心,北京有色金属研究总院超导中心 北京100088 ,北京100088 ,北京100088
摘 要:
研究了Bi 2 2 2 3 /Ag超导多芯带材在一种新的加工方式―内切轧制过程中性能和组织的变化规律 , 采用XRD和SEM等测试方法对带材结构和组织进行了分析 , 并结合传统平辊轧制进行了对比。研究表明 , 相对于平辊轧制 , 内切轧制内辊和平辊轧制辊径相同时 , 采用内切轧制可以有效改善超导带材的组织结构 , 使得超导芯结构更加均匀 , 并增加超导芯的致密度 , 还可以有效改善带材内的银超界面状态 , 提高超导带材的电流传输性能。
关键词:
内切轧制 ;铋系超导 ;超导带材 ;超导电性 ;
中图分类号: TG335.5
收稿日期: 2002-06-24
基金: 国家自然科学基金资助项目 (5 99710 12 );
Inscribed Rolling Technique of Bi-2223/Ag Superconducting MF Tape
Abstract:
A new rolling technique, so called "inscribed rolling", was developed for superconductivity improvement in Bi (2223) /Ag tapes. The XRD and SEM methods were applied for analyzing the structure of the tape. In comparison with classical rolling by roller with the same radius, an uniform superconductor distribution and better microstructure in cores were obtained by present tecnique . The core of the tape is densified and the interface between the core and silver is much better. Improved superconducting current at 77 K and zero field was measured from multifilamentary tapes deformed with the new technique.
Keyword:
inscribed rolling; Bi superconductor; superconducting tape; superconductivity;
Received: 2002-06-24
Bi2 Sr2 Ca2 Cu3 O10 系多芯带材的PIT工艺制备过程中, 中间形变过程具有提高超导芯密度, 改善超导材料相转变及其织构形成等重要作用
[1 ]
, 进而直接影响带材的最终超导电流传输性能 (I c , J c ) 。
相比于轧制工艺, 中间形变过程采用压制工艺更有利于减少带材的横向微裂纹和改善带材内Bi-2223晶粒的晶间连接性。 但由于压制工艺加工长带时存在压制重叠区及机械制造困难等问题, 所以实际生产中仍然采用传统的平辊轧制工艺。
鉴于超导带材的压制和轧制工艺各有利弊, 国际上有人提出偏心轧制 (Eccentric Rolling) 的概念
[2 ]
, 其原理是将一个实心圆锥内辊偏心内置于一个具有相同锥度内表面的环状空心外辊中, 被加工的带材通过内辊的外锥面和环状外辊的内锥面形成轧制形变区。 该偏心结构既可保持平辊轧制的连续加工特点, 又有压制的大接触形变区域特征
[2 ,3 ]
。 本文将环状外辊和实心内辊的工作面均设计成圆柱表面, 称作内切轧制 (Inscribed Rolling) , 并进行了试验以研究这种轧制工艺对Bi2223/Ag超导多芯带材性能和组织影响。
1 实验过程
试验用Bi2223/Ag 含37芯的多芯高温超导带材, 采用银包套PIT工艺制备, 带材经初轧后得到横断面尺寸为0.3 mm×3.0 mm, 并经第一次热处理 (空气, 834 ℃, 50 h) 。 将经过第一次热处理的带材分成4组样品, 每组平行试样4个, 且保持每组试样热处理温度和气氛一致, 分别进行不同组合的形变热处理, 工艺参数设置见表1。 表中CR为平辊轧制, 轧辊半径为20 mm; IR为内切轧制, 内辊半径为20 mm, 环状外辊内半径为100 mm。
将形变热处理后的试样进行XRD粉末衍射分析 (日本理学D/MAX-RB) , 以测定其相组成, 并根据公式: V 2223 =I H (0010) /[I H (0010) +I L (008) ], 计算2223超导相含量
[4 ]
。 其中I H (0010) 为2223相的 (0010) 峰强度值, I L (008) 为2212相的 (008) 峰强度值, 计算结果见表1。
表1 不同形变热处理工艺参数及I c J c 和V 2223 测试结果 下载原图
Table 1 Different thermo-mechanical parameters and I c J c and V 2223 results
* V 2223 为超导体内2223相含量
表1 不同形变热处理工艺参数及I c J c 和V 2223 测试结果
采用标准四引线法进行临界电流I c 和临界电流密度J c 测定 (在77 K和零场下) , 失超判据为1 μv・cm-1 , 结果见表1。 用SEM对试样微观组织结构进行观察分析。
2 实验结果与讨论
由表1可以看出, 经过内切轧制工艺加工的试样, 即试样C和试样D, 其I c 值明显高于 试样A和试样B, 试样D最高, 表明内切轧制可以得到更好的超导载流性能。
图1的XRD分析结果表明, 试样C和试样D中2223超导相的含量高于试样A和试样B。 同时, 在相同形变热处理工艺条件下, 经过两次形变热处理的试样, 其2223相的含量也稍高于一次形变热处理 (表1) 。 可以认为, 内切轧制可以增强2223超导相的成相比例, 而且在热处理时间相同的情况下, 多次形变热处理有利于提高2223相的转变生成。
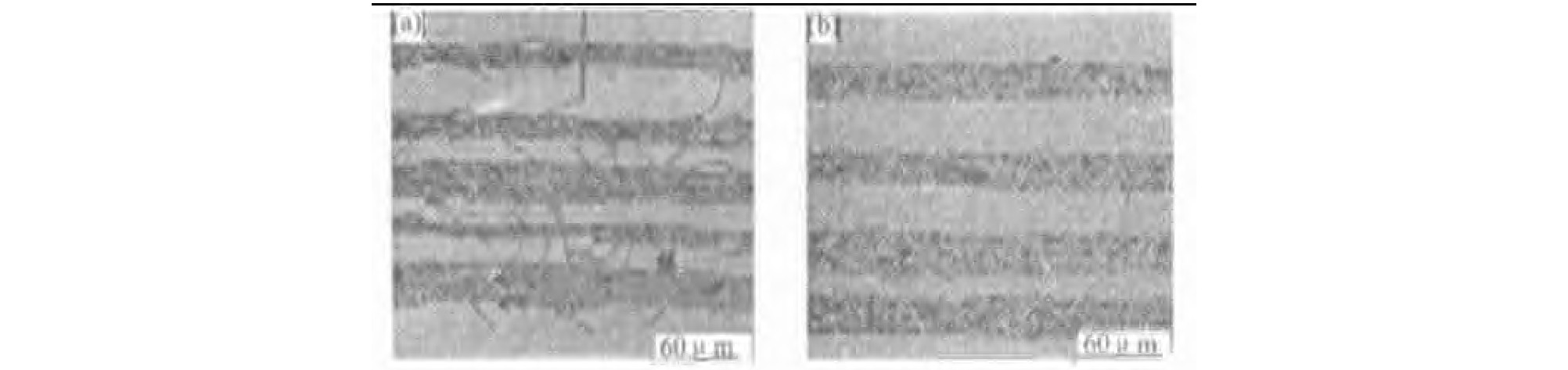
由图2的SEM分析结果来看, 试样A和试样C具有更为致密的结构, 这是因为试样A和试样C的道次压下量 (20%) 大于试样B和试样D (10%) , 从而导致微结构比较致密。 再则, 试样A和试样C相比较, 内切轧制处理试样C比平辊轧制试样A致密。 从形变受力来看, 由于内切轧制下形变机制更接近于压制, 因此可以产生更致密的超导芯结构。图3是带材纵向结构的低倍SEM图象, 可见内切轧制处理的试样C具有分布更均匀的超导芯结构。 从形变区域受力分析
[5 ]
, 得到在内切轧制形变区域内, 沿接触线其应力分布梯度要明显小于平辊轧制, 沿轧制面分布的剪应力效果更为明显, 使片状超导晶粒趋向于平行银超界面, 因此从图3看出, 内切轧制试样的银超界面显得更为平整。
图1 不同形变热处理工艺下试样XRD图谱
Fig.1 XRD pattern of Bi-2223 samples with different treatment
(1) 试样 A; (2) 试样 B; (3) 试样 C; (4) 试样 D
图2 不同形变热处理工艺下带材纵断面SEM图象
Fig.2 SEM morphology in longitudinal direction with different treatment
(a) 试样 A; (b) 试样 B; (c) 试样 C; (d) 试样 D
图3 试样A (a) 和C (b) 纵断面低倍SEM图象
Fig.3 SEM morphology of sample A (a) and C (b) in longitudinal direction
3 结 论
研究了一种新的高温超导复合材料加工工艺―内切轧制; XRD, SEM分析和超导载流特性测量表明, 内切轧制工艺具有良好的形变特性, 不仅可以改善内部超导芯结构的均匀性, 而且增加了超导带材的致密度, 还可以有效改善带材内的银超界面状态, 提高了Bi2223/Ag 带材的超导载流性能。
参考文献
[1] DouSX , LiuHK .Supercond.Sci.Technol., 1993, 5:318.
[2] KoperaL , KovacP , HusekI .Supercond.Sci.Technol., 1998, 11:433.
[3] KovacP , HuangYB , HusekI .PhysicaC .2001, 356:53.
[4] HuQY , LiuHK , DouSX .PhysicaC .1995, 250:7.
[5] 冯日宝.内切轧制及其对Bi2223/Ag超导带材组织和性能的影响[博士学位论文].北京:北京有色金属研究总院, 2002.