���̼������ǿͭ���������ϲ��ϸɻ���ĥ����Ϊ�IJ����Ż�
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2017���3��
�������ߣ�K. SOORYA PRAKASH TITUS THANKACHAN R. RADHAKRISHNAN
����ҳ�룺627 - 637
�ؼ��ʣ�ͭ�����̼����(MWCNT)����ĩұ��ĥ��Taguchi�����������(ANOVA)���˹�������
Key words��copper; multi-walled carbon nano-tube (MWCNT); powder metallurgy; wear; Taguchi method; analysis of variance (ANOVA); artificial neural network
ժ Ҫ������ʵ�顢ͳ��ѧ���˹������緽���о���ĩұ���Ʊ��Ķ��̼������ǿͭ���������ϲ��ϵ�ĥ����Ϊ����̽�ֶ��̼���ܺ�����Ӱ�졣�ⶨ�ͷ������ϲ�����Ʒ����Ӳ�ȣ����L16����ʵ�飬��������ʽĦ���Ʋⶨ��Ʒ��ĥ�������غɺͻ�������ı仯�����������ͭ���������ϲ��ϵ�Ӳ������̼���ܺ��������Ӷ����ӡ�Taguchi�����ղ����Ż�����������̼���ܵ�����Ը��ϲ���ĥ���������ϴ�Ӱ�졣����ANOVͳ��ѧ������������֤�˸��ϲ��ϵĿ�ĥ�����ܡ����̼���ܺ����Ը��ϲ���ĥ������Ӱ�����(������Ϊ76.48%)�����Ϊ�����غ�(������Ϊ12.18%)�����Ϊ��������(������Ϊ9.91%)�����þ��пɱ������ڵ���˹�������ģ�ͶԸ��ϲ��ϵ�ĥ����̽���ģ�⣬���ý����ƽ�����(MAE)ֵ�ϵͣ�3-7-1�������˽ṹ����Ӧ��ǿ���������ݿɿ����˹�������Ԥ��ֵ(���ϵ��RֵΪ99.5%)��ANOVAͳ�ƽ���Ǻ����ã����������о��������Զ��̼������ǿ��ͭ���������ϲ���ĥ����Ϊ��Ӱ�졣
Abstract: The wear behavior of multi-walled carbon nano-tubes (MWCNTs) reinforced copper metal matrix composites (MMCs) processed through powder metallurgy (PM) route was focused on and further investigated for varying MWCNT quantity via experimental, statistical and artificial neural network (ANN) techniques. Microhardness increases with increment in MWCNT quantity. Wear loss against varying load and sliding distance was analyzed as per L16 orthogonal array using a pin-on-disc tribometer. Process parameter optimization by Taguchi��s method revealed that wear loss was affected to a greater extent by the introduction of MWCNT; this wear resistant property of newer composite was further analyzed and confirmed through analysis of variance (ANOVA). MWCNT content (76.48%) is the most influencing factor on wear loss followed by applied load (12.18%) and sliding distance (9.91%). ANN model simulations for varying hidden nodes were tried out and the model yielding lower MAE value with 3-7-1 network topology is identified to be reliable. ANN model predictions with R value of 99.5% which highly correlated with the outcomes of ANOVA were successfully employed to investigate individual parameter��s effect on wear loss of Cu-MWCNT MMCs.
Trans. Nonferrous Met. Soc. China 27(2017) 627-637
K. SOORYA PRAKASH, TITUS THANKACHAN, R. RADHAKRISHNAN
Department of Mechanical Engineering, Anna University Regional Campus, Coimbatore-641046, Tamil Nadu, India
Received 8 March 2016; accepted 9 September 2016
Abstract: The wear behavior of multi-walled carbon nano-tubes (MWCNTs) reinforced copper metal matrix composites (MMCs) processed through powder metallurgy (PM) route was focused on and further investigated for varying MWCNT quantity via experimental, statistical and artificial neural network (ANN) techniques. Microhardness increases with increment in MWCNT quantity. Wear loss against varying load and sliding distance was analyzed as per L16 orthogonal array using a pin-on-disc tribometer. Process parameter optimization by Taguchi��s method revealed that wear loss was affected to a greater extent by the introduction of MWCNT; this wear resistant property of newer composite was further analyzed and confirmed through analysis of variance (ANOVA). MWCNT content (76.48%) is the most influencing factor on wear loss followed by applied load (12.18%) and sliding distance (9.91%). ANN model simulations for varying hidden nodes were tried out and the model yielding lower MAE value with 3-7-1 network topology is identified to be reliable. ANN model predictions with R value of 99.5% which highly correlated with the outcomes of ANOVA were successfully employed to investigate individual parameter��s effect on wear loss of Cu-MWCNT MMCs.
Key words: copper; multi-walled carbon nano-tube (MWCNT); powder metallurgy; wear; Taguchi method; analysis of variance (ANOVA); artificial neural network
1 Introduction
Metal matrix composites (MMCs), well known for higher values of hardness, strength, specific modulus and thermal stability when compared with their monolithic metals or alloys, have defined a new era in the field of transportation, electronics, aerospace, nuclear and defense industries [1]. In the recent past, wear resistance of these newly developed MMCs has been a major focus of study owing to the fact that wear loss decreases with considerable increase in particle size and volume fraction of the hard ceramic particle reinforcements [2].
Copper (Cu), well known for its thermal, electric and certain mechanical and corrosion resistant properties, has embarked a wide range of application in the field of automotives, marine and electronics packaging. Cu-based alloys known for their thermal conductivity have also positioned themselves in heat sinks as structural material; even then strength being a main concern at elevated temperatures, researchers has been under forced voluntarily to opt for dispersion strengthening thereby achieving high strength under normal conditions [3]. Cu matrix along with dispersions such as silicon carbide and diamond has undergone a wide range of research for thermal and tribological management. Cu-based composites reinforced with SiC showed a poor thermal conductivity while diamond reinforced MMC excited only low machinability [4].
Powder metallurgy (a commonly used process to produce MMCs) processed materials have enough potential for usage in many applications in lieu of attaining certain admirable properties over any other competing methods [5]. Reinforcing nano- and micro- particles on the matrix material such as Al, Mg and Cu improves wear resistance, damping property and mechanical strength. Cu-based bulk metallic glass composites reinforced by titanium carbide exposed an improvement in yield and fracture strength besides delivering 25% improvement in ductility and hardness [6]. Ti-reinforced Cu-based composite material developed by powder metallurgy process has experienced appropriate thermal conductivity and coefficient of thermal expansion of 5.4 W/(m��K) [7]. The homogenous distribution of reinforcements into the metal matrix was supposed to be an important problem faced while processing was easily carried out by mechanical alloying. Mechanical alloying of matrix and reinforcement particles has to be carried out for a longer time in order to achieve a uniform, dense mixture of these materials [8]. Mechanical alloying of particles defines that the powders undergo cold welding, fracturing and re-welding continuously within the high energy ball mill so as to attain an alloy or composite of particles with less particle spacing in lieu of the prevailed temperature [9]. Cu-based composite materials produced through powder metallurgy have proved to offer excellent heat conductivity, anti-wear properties and hence broadly used in aircraft, trains, and ship braking systems. Particulate reinforced copper metal matrix composite (Cu-MMC) has established application in electronics field, as a wear and heat resistant material, and for brush, torch nozzle material too [10-14].
In general, carbon nano-tubes (CNTs) have been considered by worldwide researchers as an ideal reinforcement material to improve the performance of many base materials. Because of its exceptional smaller diameter as well as high elastic modulus, tensile strength, and high chemical stability, CNT is exposed as an attractive reinforcement material for lightweight and high-strength metallic matrix composite development. In spite of its applicability in the field of nano science, its superior stiffness and strength at low density had made it to evolve as an ultimate fiber in the development of advanced composite materials [15]. Even though, CNT tends to agglomerate because of van der Waals force which is considered to be the main hitch in employing CNT as reinforcements, it has been used with many metals and ceramics for diverse applications [16]. The researchers carried out many studies regarding thermal, electrical and strengthening mechanisms of CNT in Cu-MMCs; however, the tribological properties of CNT-dispersed Cu-MMCs were scarcely explored.
Taguchi��s method, a powerful technique in design of experiments helps to optimize at ease the control factors efficiently by means of systematic approach and likewise for analyzing the effect of various control factors over performance characteristics. Spear headed for the said technocrats, many studies have been carried out in optimizing the wear rate of composites employing Taguchi method. No matter what signifies, analysis of variance (ANOVA), a statistical method working on least square approach was carried out on experimental values and end results soon after Taguchi technique so as to investigate the significance of each parameter upon its performance characteristics [17,18]. Artificial neural network (ANN) evolved from the human brain is now at major focus for wear property modeling. In this technique, both control factors and performance parameters were provided to ANN model comprising of input, hidden and output layers with various nodes. Based on the inputs and outputs, ANN develops a relationship creating a model possessing ability to predict the performance parameter for the given inputs [19,20]. This model can again be used for finding the exact control factors that confers better performance. Studies have stated that these models can even be developed from small data sets to solve problems at a faster pace equal to any other approaches of similitude [21].
The main aim of this study is to prepare and characterize the Cu-based MMCs reinforced with various volume traces of multi-walled carbon nano-tubes (MWCNTs) through powder metallurgy technique. Besides evaluating density, SEM microstructure and hardness, wear performance of the developed composite specimens were statistically studied in detail using Taguchi and ANOVA techniques. The attained results were then trained using neural network tool box in order to develop a potential ANN model to predict the wear loss of Cu-MWCNT MMCs.
2 Experimental
2.1 Materials
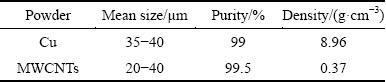
Copper, the primary material with 99% purity commonly known as electrolytic copper, was purchased as such. The copper matrix material with powder mean size of 35-40 ��m was considered for this study. MWCNTs with mean size of 20-40 nm were employed as reinforcement in this research for the want of dispersion strengthening. Details of the powders utilized in this study for powder compaction process are provided in Table 1.
Table 1 Properties of powders
2.2 Composite preparation and testing
Powder metallurgy process was considered for developing Cu-MMCs reinforced with multi-walled CNTs synthesized through chemical vapour deposition technique. Primarily, the powders (as-received conditions) were weighed in agreement to different compositions as pure copper, copper with 1%, 2% and 3% MWCNTs (volume fraction). The weighed proportion was then blended utilizing a planetary ball mill for total 6 h with an intermission of 30 min for every 1 h to improve the dispersion of MWCNT into the matrix. SEM images of 0, 1%, and 3% MWCNT (volume fraction) were taken after blending of powders and are shown in Fig. 1. These images bring in a clear view for the dispersion of MWCNT in copper matrix. The composite mixture was then compacted at 700 MPa using hydraulic press to achieve cylindrical specimens with 30 mm in height and 10 mm in diameter respectively. After compacting, green composite pieces as per said dimensions were sintered in the presence of Ar at 900 ��C for 1 h.
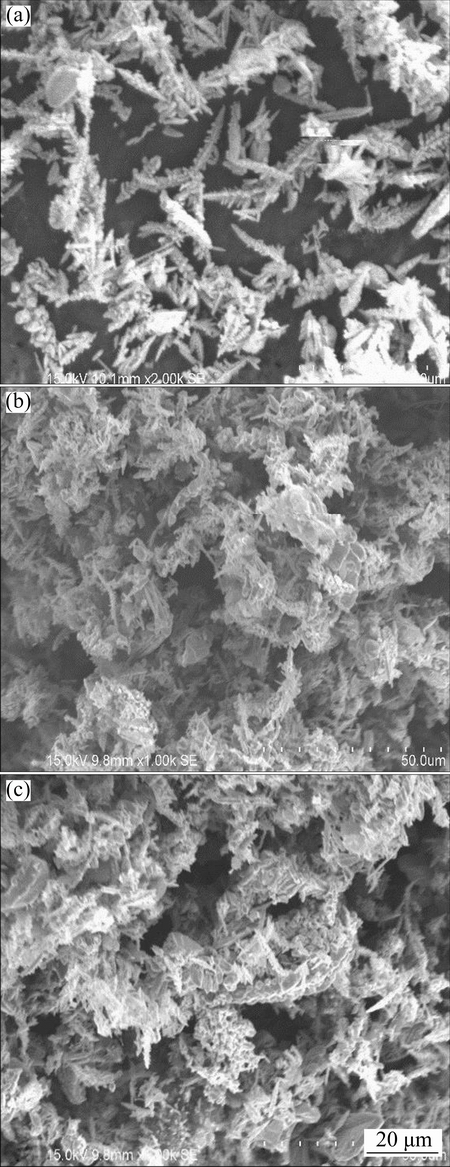
Fig. 1 SEM images of pure copper (a), Cu+1% MWCNT (b) and Cu+3% MWCNT (c)
Microhardness of the composite was determined by Vickers hardness method at a load of 3 N and dwell time of 5 s. Measurements were taken at five different locations of the composite sample and average of the attained values was calculated for further utilization. Density being one of the major parameters in material design was investigated theoretically and by Archimedes principle too. Theoretical density of the developed composite was evaluated using the mixture rule while experimental density was determined by measuring the difference between mass of the sample in air and in water. Wear test for the composite was performed using pin-on-disc method under dry sliding condition. Taguchi��s method was used to identify the influence of MWCNT content, applied load and sliding distance on wear performance of the composite. ANOVA was performed to identify the percentage of contribution and significance of testing parameters. The worn out surface of tested piece was examined by scanning electron microscopy.
2.3 Experimental design for wear analysis
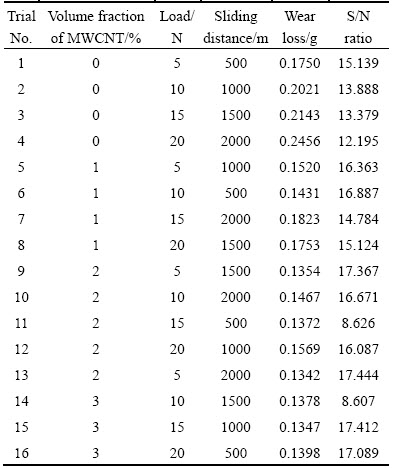
Taguchi��s method, one of the conventional and efficient optimization techniques used nowadays, designs a high quality system based on orthogonal array (OA) experiments that provide many reduced experiments with an optimum setting for process control parameters. The experimental results are transformed into a signal-to- noise (S/N) ratio. In general, three types of S/N ratios used are the smaller-the better, the higher-the better and the nominal-the best. S/N ratio for current study falls under the smaller-the better characteristic for the reason that the ultimate aim is to reduce the wear loss. S/N ratio can be calculated as algorithmic transformation of the loss function, as shown below
 (1)
(1)
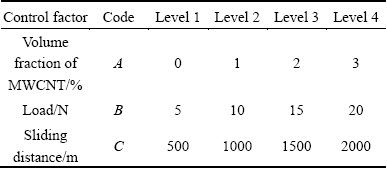
where n is the number of observations, and y is the observed data. Three process parameters were considered at four levels and the same is shown with their codes in Table 2. Based on these parametric conditions, L16 OA was selected for this study and the experiments were performed considering the OA combinations. Mean-response graphs were plotted using Minitab-16 software to identify the optimum parameter values and the percentage of contribution of testing parameters was determined by ANOVA.
Table 2 Control factors
3 Result and discussion
3.1 Microstructural characterization
Microstructural characterization of the material is an essential assessment for confirming the identity of material formation and also the dispersion of reinforcements into metal matrix. In order to achieve better SEM images of the developed Cu-MMCs, the specimens were cleaned and etched with etchant synthesized from ferric chloride, hydrogen peroxide and distilled water at a defined content.
It is visible from SEM images replicated here as Fig. 2 that increment in quantity of MWCNT dispersions into Cu matrix has happened along the grain boundaries. Porosity developed in the specimens during manufacturing through powder metallurgical process is also detectable from micrographs. The reason for porosity might be due to the adherence of improper compacting pressure which has to be optimized furthermore.
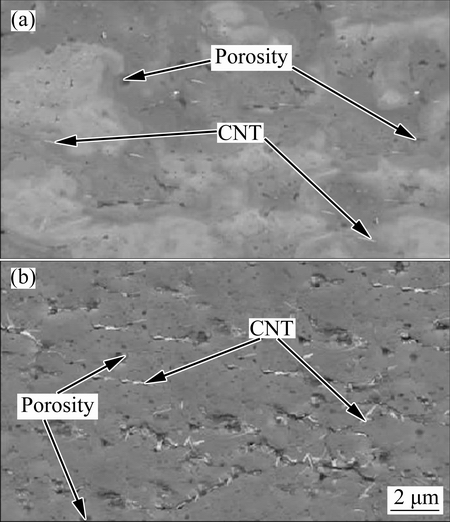
Fig. 2 SEM images of Cu+1% MWCNT (a) and Cu + 3% MWCNT (b)
3.2 Density
Density of the composite was identified by both theoretical and Archimedes methods. Figure 3 shows that sintered density of the tested composite specimen decreases gradually for 1%, 2% and 3% MWCNT reinforcement when compared with 8.84 g/cm3 of copper. This is mainly due to the ultra-low density of reinforced MWCNTs; review over available literatures clarifies that increase in MWCNT increases the pores in matrix material, thereby reducing density level [22].
3.3 Microhardness
Microhardness of the composite material is plotted in Fig. 4. Results show that microhardness of the prepared specimens increases with increase in volume fraction of MWCNT as the hardness value improves from HV 338 (pure Cu) to HV 446.2 for 3% MWCNT addition.
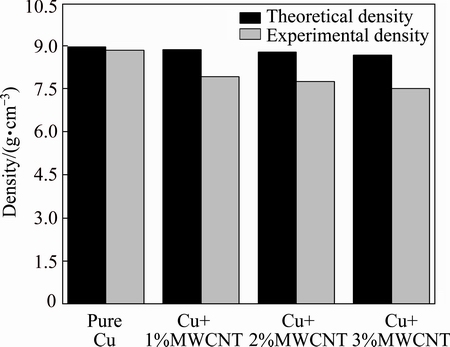
Fig. 3 Density of specimen vs MWCNT content
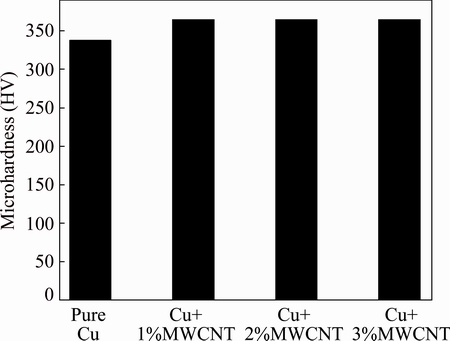
Fig. 4 Hardness of specimen vs MWCNT content
MWCNT reinforcement improves hardness up to 32% in comparison to pure Cu. Cu is a soft material and so the distribution of MWCNT into the matrix material makes it harder. From previous researches, it could be observed that uniform distribution of applied load in material is a reason for increased hardness whenever MWCNT-based nanocomposite development was carried over. It can also be stated that dislocations created due to the difference in coefficient of thermal expansion between Cu matrix and reinforcements are restricted to a good level because of MWCNT introductions, thereby increasing the hardness [23].
3.4 Wear test
Wear test was carried out in a DUCOM TR-20M-106 pin-on-disc tribometer for varying composition load and sliding distance as per L16 OA and wear loss was tabulated. Examining Table 3 endowed with process parameters and wear loss values along with their corresponding S/N ratios expels that pure Cu exhibits more wear loss when compared to Cu-MWCNT MMCs. This statement makes clear that dispersion of MWCNTs has made a foremost influence on the tribological properties of Cu matrix.
Table 3 Process parameters and wear loss values along with their S/N ratios
3.4.1 Influence of testing parameters on wear loss
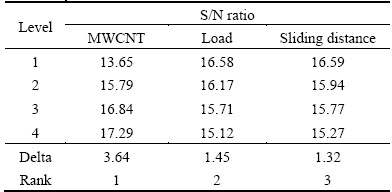
Figure 5 portrays the influence of various testing parameters on the wear loss of composites. Appraisal over the main effect plot states that the line for a particular parameter which is near to the horizontal axis has no significant effect. In contrast, a parameter for which the line has the highest inclination experiences most significant effect. Under this strategic view, it is viable from the main effect plot that parameter A (MWCNT content) is the most significant factor. Parameters B (load) and C (sliding distance) have less influence on the wear loss of composite while considering the influence due to MWCNT content. However, the parameter holding higher delta value has the highest influence over resultant variable among considered parameters. From Table 4, it is evident that MWCNT content ranked as 1 has higher delta value and hence exposes the highest influence on the wear loss of Cu-MWCNT composite.
Any increase in applied load significantly increases wear loss of the composites. At higher loads, contact between sliding and counter surfaces is definitely more and thus in turn increases the friction between the bodies. This increased friction leads to increase in temperature which would soften the composite pin and further result in higher wear loss. Thus, it can be stated that with increase in applied load, plastic deformation of the material exposed also increases to a larger extent, thereby increasing wear loss of the material [24].

Fig. 5 Main effect plots for S/N ratio
Table 4 Response table for S/N ratios (Smaller is better)
Wear loss decreases when volume fraction of MWCNT increases up to the level of 3%. This is mainly because of the presence of MWCNT content in copper metal matrix which has the tendency to increase hardness of the composite and thereby reduce wear loss. Also, this property realization is possible because of the self- lubricating nature of MWCNTs used as reinforcement. Higher hardness of developed Cu-MMCs reduces the chance for occurrence of plastic deformation to a greater extent during the process, thus reducing the wear loss to a considerable level [24].
It is an expected fact that with increase in sliding distance, wear loss prompts to increase even though the sliding distance plays as the least affected factor while considering the quantity addition of MWCNT and applied load as demonstrated in Fig. 5. This could possibly be the effect of increased temperature at the sliding interface due to the action of continuous sliding over harder surface. It can be noted from Fig. 5 that the wear loss demonstrates a trend of rapid increase initially followed by a gradual decrease and again an increase with respect to sliding distance. This happening is attributed to the formation of certain oxide layers which are possibly due to the increase in temperature. Presence of these oxide layers prevents the material from further wear. Moreover, increase in sliding distance increases the temperature, thereby softening the material and in turn weakening the formed layer.
From the main effect plots, it can be clearly stated that minimum wear loss can be obtained at MWCNT content of 3%, load of 5 N and sliding distance of 500 m.
3.4.2 ANOVA and effects of factors
ANOVA method was employed in order to identify the significance and contribution percentage of different factors. Results reveal that MWCNT content (A) is a major factor for wear performance of the newer composite. Its percentage of contribution is 76.48%, which means almost three fourth, followed by the applied load (B) having an influence of 12.18% on wear loss of the composites. Sliding distance which has least influence on wear loss contributes 9.91% of total wear loss. Table 5 denotes ANOVA results detailing the contribution of each factor on wear loss and their significance. The parameter having P ratio less than 0.05 is a significant factor; so it can be stated from Table 5 that parameters A, B and C are significant variables.
3.4.3 Regression analysis
Correlation between the control factors (volume fraction of reinforcement (A), applied load (B) and sliding distance (C)) and the wear loss (W) was acquired by multiple linear regression technique and is represented as follows:
W=0.151325-0.0237A+0.002009B+1.791��10-5C (2)
Correlation coefficient R=88.95%
3.4.4 Confirmation experiment
Confirmation experiment is highly essential to verify the theoretical conclusions and hence two sets of parameter combinations were chosen to perform the confirmation test. In Table 6, predicted and experimented values are tabulated along with their deviation besides demonstrating comparisons between experimental wear losses to the estimated results. As deviation between predicted and actual readings is well below 4% it can readily be augmented that this developed equation can further be used for predicting wear loss of Cu-MWCNT composite.
3.5 Microstructure analysis of worn out surface
SEM micrograph study, an unavoidable chronicle for analyzing the wear performance of any subjected material was captured and made to mull over; also worn surface morphologies present the additional information on wear mechanism of the newer composites. Generally, abrasive wear and adhesive wear are the major wear mechanisms inducing wear loss to about 80%.
Figure 6 illustrating the worn out surfaces of copper and other composite specimens at higher loads clarifies that copper has severe wear loss and gets reduced for any increase in MWCNT content. A clear cut observation over the SEM images notifies that the materials removed from the surface are mainly through delamination. Plastic deformation on the material surface could clearly be distinguished and it is the cause for delamination. Figure 6(d) shows worn surface of the copper composite with 3% MWCNT wherein the wear loss is less, and again it is notable from the surface that there is only mild plastic flow over the surface, which is an evidence for indication of higher wear resistance of the developed composite.
Table 5 ANOVA table

Table 6 Confirmation test parameters and results

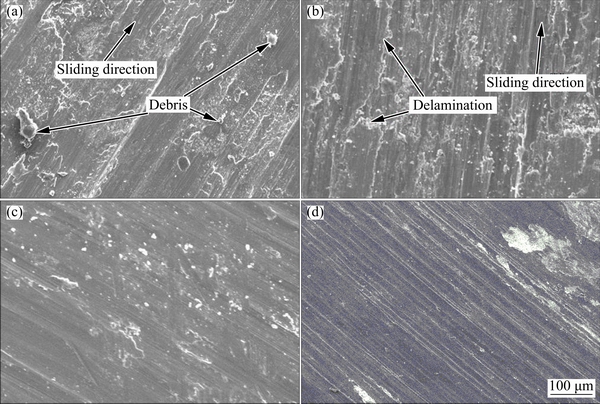
Fig. 6 Worn surface morphologies of pure copper (Trial No. 4) (a), Cu+1%MWCNT (Trial No. 8) (b), Cu+2%MWCNT (Trial No. 12) (c) and Cu+3%MWCNT(Trial No. 16) (d)
4 Artificial neural network based modeling
In the last few years, the application for artificial neural network has increased tremendously in various engineering fields for its capability to learn linear and non-linear problems. Neural network from its age of development has been a major field of focus due to its ability to learn from the statistical and/or experimental data and then predicting results similar to the work fashion of human brain. Neural network was developed mimicking the working of human nervous system with millions of neurons jointly working together to provide results or simulate the human body. Artificial neural networks can be defined as a cluster of parallel architecture interconnecting each other to solve difficult problems at ease.
Neural network mainly consists of input, hidden and outer layers which are composed of independent processing elements called nodes. The input layer consists of input nodes which receive the input values from the user and send them to the hidden layer. Based on the complexity of available data, the number of hidden layers also increases. The hidden layer consists of nodes which are responsible for data conversion to be fed as input to the output layer. Nodes of the hidden layer accept input data from input layer along with the weights and then products of all these inputs along with their weights are summed together with non-zero value called as bias. The transfer function converts weighted sum into an output value based on a function. The nodes from each layer are connected to another node of next layer.
In this current research, a single hidden layer based model was considered to predict the wear loss of Cu-MWCNT-based MMCs depending on inputs viz. volume fraction of MWCNT, load and sliding distance. A feed forward back propagation algorithm was used to train the ANN model; inputs were provided to the input nodes and wear loss target values were fed to the output node. Training of the network model was carried out by utilizing a feed forward network with back propagation learning algorithm recognized as one of the best methods in forecasting and pattern recognitions [25]. Considering reliability and processing speed, Levenberg-Marquardt (trainlm) training function [26] was employed to optimize the weights and bias in this research. HORNIK et al [27] proved that a multilayer perception model with sigmoid transfer function has the capability to solve any complex problems. Based on the experiential survey over the available literatures, again in this research sigmoid transfer function was employed for hidden nodes and purelin for output nodes. Out of the 16 readings as provided in Table 5, 13 readings were used for training the model and the rest three for model validation. The training was carried out for 10000 iterations and 1000 epochs. Now, the best model amongst the iterations was taken based on the least value of mean square error (MSE).
Models with varying hidden nodes were developed and the mean absolute errors (MAEs) of these models were evaluated to find the best model that correlates given inputs and outputs. MAE value for models with varying hidden nodes provided in Fig. 7 explains that model with the 7th hidden layer shows the best predictability with minimal MAE value. Schematic diagram of the developed feed forward back propagation algorithm with topology 3-7-1 is shown in Fig. 8.
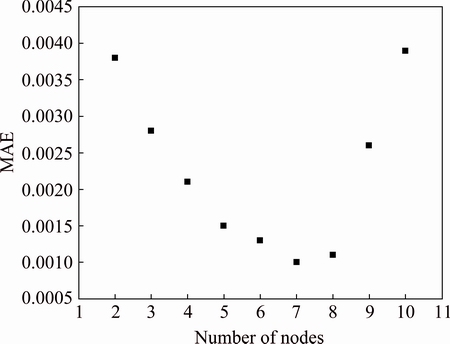
Fig. 7 MAE value for developed models

Fig. 8 Schematic diagram of ANN model with topology 3-7-1
In order to validate the predictability and efficiency of developed model, it was tested with values which have not been employed for training the model. Three values that have been selected from Table 5 for validation are the readings of trail numbers 8, 12 and 16, which lie in the probabilistic distribution of the utilized readings. Figure 9 explains the results of validating inputs defining the predictability of the model; herein a low error difference could be distinguished between the experimental and predicted values. Model validation makes it clear that a feed forward ANN model trained with a back propagation algorithm of network topology 3-7-1 can be effectively used to predict the wear loss of Cu-MWCNT MMC-based on the said parameters.
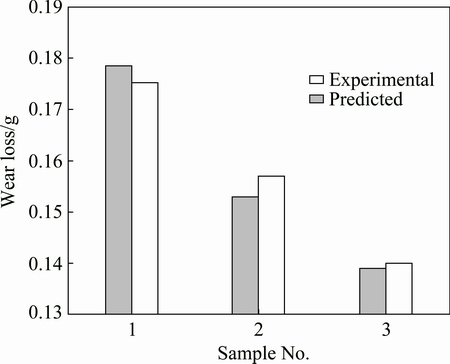
Fig. 9 Validated outcomes for composite samples
R-value, supposed to play a major role in the acceptance of a developed model as depicted in Fig. 10, approximates 1 for overall training and testing set of readings. It can be stated from the above that the developed model has a better correlation between the inputs and outputs and at the same time, 3-7-1 topology ANN model facilitates prediction of Cu-MWCNT MMC specimen��s wear loss as it lies well within the probabilistic distribution of the trained data. The regression R2 value shows a derived value of 88.95% from Eq. (2), while that of model created by ANN has a value of 99.56%. Thus, it can be stated from the results that ANN has once again evolved as a better tool in predicting the wear loss of such newer composites. The same artificial neural network model was employed to test the whole of L16 array values in order to predict wear loss more accurately. Nevertheless, as given in Table 7, the experimental and ANN predicted values have more or less equal conformity to each other.
4.1 Effect of MWCNT addition on wear loss
Efficiency of the developed model was proved to be superior by the way of validation using untrained values and also from R-value. Developed ANN model was then used to study the effect of individual factors affecting the wear loss of Cu-MWCNT MMCs. To study the effect of reinforcement (MWCNT) on wear loss of the developed composite materials, load and sliding distance values were kept constant as 15 N and 1500 m, respectively, while volume fraction of MWCNT reinforcement varies from 0 to 3%.
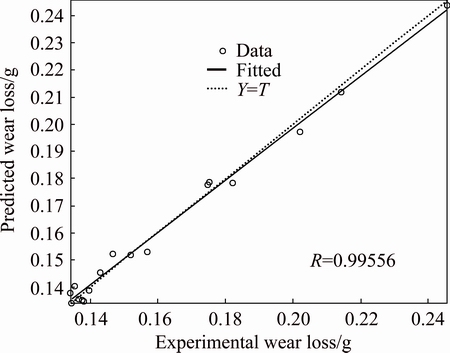
Fig. 10 Comparison chart between ANN and experimental wear loss
Table 7 Experimental and ANN predicted wear loss values

It has already been accomplished from this study that with considerable increase in volume fraction of MWCNTs in copper matrix, the wear loss of developed MMC reduces drastically. Developed model also confirms that wear loss reduces accordingly to the increase in MWCNT content as illustrated in Fig. 11 through which it can also be noticed that with an introduction of 1% MWCNT into copper matrix, the wear loss decreases to a larger extent and then with further addition of MWCNT, the wear loss decreases with slight variation. This evidently shows the presence of MWCNT, a so-called self-lubricating material in copper metal matrix entailing for possible reduction of losses due to wear.

Fig. 11 Wear loss vs MWCNT content
4.2 Effect of applied load on wear loss
ANOVA results affirm that the applied load also influences wear loss of the developed MMC significantly. In order to study the effect of load upon wear loss of material, the developed ANN model was tested for varying load assessments, i.e., 5, 10, 15 and 20 N besides pertaining a constant volume fraction of 3% MWCNT and sliding distance of 1500 m, respectively.
Figure 12 exhibiting the outcomes of ANN model shows a trend of increasing wear loss with increase in applied load. Increments in load value lead to probability of increasing friction between sliding counter disc and pin surface thereby increasing wear loss of Cu-MWCNT specimens.
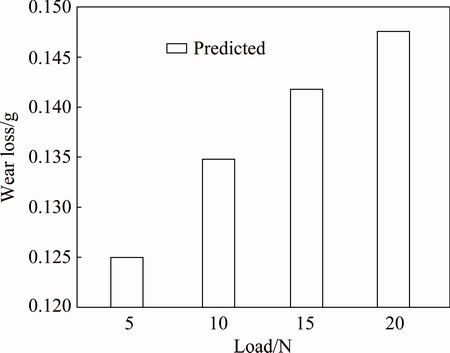
Fig. 12 Effect of applied load on wear loss
4.3 Effect of sliding distance on wear loss
Analysis over the outcomes of ANOVA shows that sliding distance has least influence on the wear loss of developed composite. Even though, the effect of sliding distance on wear loss was studied using the developed ANN model and further tested using constant volume fraction of MWCNT and load value of 3% and 10 N, respectively.
As shown in Fig. 13, the ANN model prediction satisfies with the yielded results of ANOVA in high correlation. It could be clearly visualized that wear loss increases with increase in sliding distance and after a point of time it starts decreasing and then again increases for further increase in sliding distance. As discussed above, wear loss of the material occurs with an increase in sliding distance and beyond a limit wear loss decreases. This may be due to the formation of certain oxide layers owing to an increase in temperature and at the same time exposure of hard MWCNTs to sliding wheel. Such exposure of MWCNT reduces wear loss by carrying the load exerted on the material and hence by these happenings wear loss of copper matrix reduces eventually [28]. Once material exceeds the transition sliding distance, wear loss increases again due to high temperature thus making the reinforced MWCNT to pull out and get on a prominent increase in wear loss.
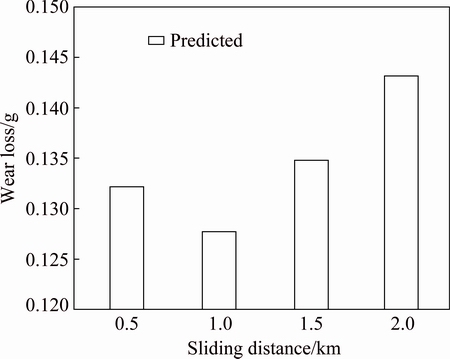
Fig. 13 Effect of sliding distance on wear loss
5 Conclusions
1) Uniform dispersion of MWCNT into the matrix material yielded a better hardness value of HV 446.2 for 3% MWCNT addition when compared to HV 338 of pure copper.
2) Ultra-low density of MWCNT influences a reduction in density for the composite material from 8.84 g/cm3 for pure copper to 7.51 g/cm3 for 3% Cu-MWCNT composite.
3) Self-lubricating and hard carbon nano-tubes used as reinforcement reduces the wear loss of newer composite developed.
4) Based on Taguchi��s method of DOE for analyzing wear properties, volume fraction of MWCNT constitutes as the major factor for wear loss followed by applied load and sliding distance, respectively.
5) Better predictability was demonstrated from the feed forward back propagation ANN model with topology 3-7-1 developed to predict the wear loss of Cu-MWCNT composite based on the inputs viz. content of MWCNT as reinforcement, applied load and sliding distance.
6) Hierarchy of individual factors that majorly control the wear loss of Cu-MWCNT MMC was identified by employing the developed artificial neural network model.
References
[1] CANAKCI A, VAROL T. Microstructure and properties of AA7075/Al-SiC composites fabricated using powder metallurgy and hot pressing [J]. Powder Technology, 2014, 268: 72-79.
[2] CANAKCI A, OZSAHIN S, VAROL T. Prediction of effect of reinforcement size and volume fraction on the abrasive wear behavior of AA2014/B4Cp MMCs using artificial neural network [J]. Arabian Journal for Science and Engineering, 2014, 39: 6351-6361.
[3] YOU J H, BOLT H. Prediction of plastic deformation of fiber-reinforced copper matrix composites [J]. Journal of Nuclear Materials, 2002, 307-311: 74-78.
[4] NIE J H, JIA C C, JIA X, LI Y, ZHANG Y F, LIANG X B. Fabrication and thermal conductivity of copper matrix composites reinforced by tungsten-coated carbon nanotubes [J]. International Journal of Minerals, Metallurgy and Materials, 2012, 19: 446-452.
[5] PRAKASH K S, MOORTHY R S, GOPAL P M, KAVIMANI V. Effect of reinforcement, compact pressure and hard ceramic coating on aluminium rock dust composite performance [J]. International Journal of Refractory Metals and Hard Materials, 2015, 54: 223-229.
[6] FU H, ZHANG H, WANG H, ZHANG Q, HU Z. Synthesis and mechanical properties of Cu-based bulk metallic glass composites containing in-situ TiC particles [J]. Scripta Materialia, 2005, 52: 669-673.
[7] CHUNG C Y, LEE M T, TSAI M Y, CHU C H, LIN S J. High thermal conductive diamond/Cu-Ti composites fabricated by pressure less sintering technique [J]. Applied Thermal Engineering, 2014, 69: 208-213.
[8] VAROL T, CANAKCI A. The effect of type and ratio of reinforcement on the synthesis and characterization Cu based nanocomposites by flake powder metallurgy [J]. Journal of Alloys and Compounds, 2015, 649: 1066-1074.
[9] VAROL T, CANAKCI A. Synthesis and characterization of nanocrystalline Al2024-B4C composite powders by mechanical alloying [J]. Philosophical Magazine Letters, 2013, 93: 339-345.
[10] SCHUBERT T, TRINDADE B, WEIBGARBER T, KIEBACK B. Interfacial design of Cu-based composites prepared by powder metallurgy for heat sink applications [J]. Materials Science and Engineering A, 2008, 475: 39-44.
[11] AN Z, TODA M, ONO T. Improved thermal interface property of carbon nanotube�CCu composite based on supercritical fluid deposition [J]. Carbon, 2014, 75: 281-288.
[12] WANG L Y, TU J P, CHEN W X, WANG Y C, LIU X K, OLK C, CHENG D H, ZHANG X B. Friction and wear behavior of electroless Ni-based CNT composite coatings [J]. Wear, 2003, 254: 1289-1293.
[13] LIEW K W, NIRMAL U. Frictional performance evaluation of newly designed brake pad materials [J]. Materials and Design, 2013, 48: 25-33.
[14] ZHAN Y, ZHANG G, ZHUANG Y. Wear transitions in particulate reinforced copper matrix composites [J]. Materials Transactions, 2004, 45(7): 2332-2338.
[15] ZHAO P, SHI G. Study of Poisson��s ratios of graphene and single-walled carbon nanotubes based on an improved molecular structural mechanics model [J]. Structural Longevity, 2011, 5(1): 49-58.
[16] SUAREZ S, RAMOS-MOORE E, LECHTHALER B,  F. Grain growth analysis of multiwalled carbon nanotube-reinforced bulk Ni composites [J]. Carbon, 2014, 70: 173-178.
F. Grain growth analysis of multiwalled carbon nanotube-reinforced bulk Ni composites [J]. Carbon, 2014, 70: 173-178.
[17] SAHOO R, JHA B B, SAHOO T K. Experimental study on the effect of microstructure on dry sliding wear behavior of titanium alloy using Taguchi experimental design [J]. Tribology Transactions, 2014, 57(2): 216-224.
[18] BISWAS S, SATAPATHY A. A Study on tribological behavior of alumina-filled glass�Cepoxy composites using Taguchi experimental design [J]. Tribology Transactions, 2010, 53(4): 520-532.
[19] HAYAJNEH M, HASSAN A M, ALRASHDAN A, MAYYAS A T. Prediction of tribological behavior of aluminum�Ccopper based composite using artificial neural network [J]. Journal of Alloys and Compounds, 2009, 470: 584-588.
[20] VAROL T, CANAKCI A, OZSAHIN S. Prediction of the influence of processing parameters on synthesis of Al2024-B4C composite powders in a planetary mill using an artificial neural network [J]. Science and Engineering of Composite Materials, 2014, 21(3): 411-420.
[21] CANAKCI A, VAROL T, OZSAHIN S. Artificial neural network to predict the effect of heat treatment, reinforcement size, and volume fraction on AlCuMg alloy matrix composite properties fabricated by stir casting method [J]. International Journal of Advanced Manufacturing Technology, 2015, 78: 305-317.
[22] CAI An-hui, XIONG Xiang, LIU Yong, AN Wei-ke, ZHOU Guo-jun, LUO Yun, LI Tie-lin, LI Xiao-song. A Cu-based bulk amorphous alloy composite reinforced by carbon nanotube [J]. Transaction of Nonferrous Metals Society of China, 2012, 22: 2191-2197.
[23] KIM H H, BABU J S S, KANG C G. Fabrication of A356 aluminum alloy matrix composite with CNTs/Al2O3 hybrid reinforcements [J]. Materials Science and Engineering A, 2013, 573: 92-99.
[24] TU J P, YANG Y Z, WANG L Y, MA X C, ZHANG X B. Tribological properties of carbon-nanotube-reinforced copper composites [J]. Tribology Letters, 2001, 10(4): 225-228.
[25] HAQUE M E, SUDHAKAR K V. Prediction of corrosion�Cfatigue behavior of DP steel through artificial neural network [J]. International Journal of Fatigue, 2001, 23: 1-4.
[26] MIRZADEH H, NAJAFIZADEH A. Correlation between processing parameters and strain-induced martensitic transformation in cold worked AISI 301 stainless steel [J]. Materials Characterization, 2008, 59: 1650-1654.
[27] HORNIK K, STINCHCOMBE M, WHITE H. Multilayer feed forward networks are universal approximators [J]. Neural Networks, 1989, 2: 359-366.
[28] KUMAR R, DHIMAN S. A study of sliding wear behaviors of Al-7075 alloy and Al-7075 hybrid composite by response surface methodology analysis [J]. Materials and Design, 2013, 50: 351-359.
K. SOORYA PRAKASH, TITUS THANKACHAN, R. RADHAKRISHNAN
Department of Mechanical Engineering, Anna University Regional Campus, Coimbatore-641046, Tamil Nadu, India
ժ Ҫ������ʵ�顢ͳ��ѧ���˹������緽���о���ĩұ���Ʊ��Ķ��̼������ǿͭ���������ϲ��ϵ�ĥ����Ϊ����̽�ֶ��̼���ܺ�����Ӱ�졣�ⶨ�ͷ������ϲ�����Ʒ����Ӳ�ȣ����L16����ʵ�飬��������ʽĦ���Ʋⶨ��Ʒ��ĥ�������غɺͻ�������ı仯�����������ͭ���������ϲ��ϵ�Ӳ������̼���ܺ��������Ӷ����ӡ�Taguchi�����ղ����Ż�����������̼���ܵ�����Ը��ϲ���ĥ���������ϴ�Ӱ�졣����ANOVͳ��ѧ������������֤�˸��ϲ��ϵĿ�ĥ�����ܡ����̼���ܺ����Ը��ϲ���ĥ������Ӱ�����(������Ϊ76.48%)�����Ϊ�����غ�(������Ϊ12.18%)�����Ϊ��������(������Ϊ9.91%)�����þ��пɱ������ڵ���˹�������ģ�ͶԸ��ϲ��ϵ�ĥ����̽���ģ�⣬���ý����ƽ�����(MAE)ֵ�ϵͣ�3-7-1�������˽ṹ����Ӧ��ǿ���������ݿɿ����˹�������Ԥ��ֵ(���ϵ��RֵΪ99.5%)��ANOVAͳ�ƽ���Ǻ����ã����������о��������Զ��̼������ǿ��ͭ���������ϲ���ĥ����Ϊ��Ӱ�졣
�ؼ��ʣ�ͭ�����̼����(MWCNT)����ĩұ��ĥ��Taguchi�����������(ANOVA)���˹�������
(Edited by Wei-ping CHEN)
Corresponding author: K. SOORYA PRAKASH; E-mail: k_soorya@yahoo.co.in
DOI: 10.1016/S1003-6326(17)60070-0

