LF21���Ͻ𱡰����Ħ������֯������
����չ1, 2���ص���1���� ��1
(1. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083;
2. ����ʱ���²��ϿƼ��ɷ�����˾������ ���ޣ�412007)
ժ Ҫ�����ý���Ħ���������Ժ��Ϊ1.4 mm��LF21���Ͻ𱡰���е����ԽӺ�ʵ�顣ʵ��������������ת�ٶ�Ϊ1 500 r/min�������ٶ�Ϊ100~180 mm/minʱ�����ɻ�ýϺõĺ������ܣ�����Ŀ���ǿ����125~134 MPa֮�䣬����ǿ��ϵ��Ϊ����ǿ�ȵ�78%~83%��˵�������Ͻ𱡰���ý���Ħ���������ĺ�����Ӧ�Ժá�Ӳ�Ȳ��Խ���������췢����������������������ԼΪ25 mm���ں�����ѭ���������£����ں����������Ʒ����������ۼ��ɽϴִ�Ĵ���MnAl6����������˺���Ŀ���ǿ�ȡ�
�ؼ��ʣ�����Ħ���������壻LF21���Ͻ�����
��ͼ����ţ�TG453 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)05-0917-05
Microstructure and property of friction stir welded LF21 aluminum sheet
ZHOU Peng-zhan1, 2, HE Di-qiu1, DENG Hang1
(1. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. Zhuzhou Times New Materials Technology Co. Ltd., Zhuzhou 412007, China)
Abstract: Tests about friction stir butt-welds of LF21 aluminum sheet with 1.4 mm in thickness were made in a single pass. The experimental results show that when rotating speed is 1 500 r/min and welding speed is 100-180 mm/min, the good welds can be achieved. The tensile strength of welds is 125-134 MPa, which is between 78% and 83% of that of base metal. It shows that the welding adaptability of LF21 aluminum alloy is good. The micro-hardness result shows that the weld is softened, and the soften zone of weld is about 25 mm in width. The brittle MnAl6 compounds are precipitated along the rolling direction with the heat of welding, so the tensile strength of weld decreases.
Key words: friction stir welding; sheet; LF21 aluminum alloy; precipitate
����Ħ����(���FSW)��һ��ͨ��������ת�Ľ���ͷ�뱻�����ϼ�ľ����Ȼ��������ö�ʵ�ֵĹ������ӷ���[1]���������ں������ۻ����������ں��ӵ���Ͻ������Ͻ��ѺϽ�þ�Ͻ�ȵĺ��ӷ��棬�������������ơ����ӱ���С������ǿ�ȸߡ�ƣ�����ܺõ��ŵ�[2-10]����ʾ�������Ĺ�ҵӦ��ǰ����
LF21���Ͻ���������ϵ�������ĵ��ͺϽ���һ�ֲ����ȴ���ǿ�������Ͻ𡣸úϽ���ص��ǿ�ʴ��ǿ���������ܺá��������е�ǿ�ȣ����˻�״̬ʱ���Ըߣ���������Ӳ��״̬ʱ���Ե͵���ʴ��ǿ����һ��Ӧ����Ϊ�㷺�ķ�����[11-15]��������Һ�����������й����ĵ��غ�����������䡢���ܼ��������Ρ����������ϡ�
Ŀǰ��LF21�������ĺ���һ������ۻ���������ʵ�ʺ������������ײ������ֺ���ȱ�ݣ��纸�����׳��ꡢ���������ӽ�ͷ��ѧ���ܴﲻ����Ҫ���ӱ��ι����[13-15]�����⣬�����ۻ������Ӵ��ڼӹ�Ӳ��Ч����LF21����ʱ�����ڲ���Ӧ���ϴ����׳��ֺ��������뿪����������LF21�������з���ʴ�����ܷ�Ҫ��ĵ��غɹ��̻�����Ӧ�÷dz��㷺���ڴˣ���������ѡȡ���Ϊ1.4 mm�ĸúϽ𱡰���н���Ħ����ʵ�飬���ڽ���úϽ��ڹ���Ӧ���еĺ������������Ҫ���塣
1 ʵ������뷽��
ʵ���ò�����ʵ����Ϊ1.4 mm��LF21���Ͻ����ư壬�ߴ���(����������)Ϊ300 mm��70 mm��1.4 mm������Ҫ��ѧ�ɷֺ���ѧ���ֱܷ����1�ͱ�2��ʾ��LF21����������Ҫǿ����ΪMnAl6��������Ϊ(FeMn)Al6��(Fe, Mn, Si)Al6�ȣ��������ʵĴ��ڼ�С��Mn��ƫ������ϸ��������һ���Ĵٽ����á�
�� 1��LF21���Ͻ����Ҫ��ѧ�ɷ�
Table 1 Main chemical composition of LF21 aluminum alloy w/%

��2��LF21���Ͻ����ѧ����
Table 2 Mechanical properties of LF21 aluminum alloy
����Ħ����ʵ�����������ƵĽ���Ħ����ʵ����Ͻ��У�������ʽΪ���������ȷ�����е����Խ�ƴ����
���������ν���ͷ�����ڽ���Ħ��������֯�����ܳ��ͣ��ʱ�ʵ����������ν���ͷ���к��ӣ������ͷ�����ǣ����ֱ��Ϊ10 mm������ֱ��Ϊ3 mm����������Ϊ1.2 mm��
����ǰ��û�жԺ��Ӽ��ĶԽ�����������ȥ������Ĥ��������������������Խ���ı����۹����ҳ���2�������ƴ�Ϻ̶��ڹ���̨�ϡ�
����ʱ������ͷ������ת���������Ľӷ죬������ͷ���ѹʵ������ؽӷ�ǰ������ɺ��ӹ��̡������в��õĹ��ղ����ǣ�����ͷ��ת�ٶ�Ϊ1 500 r/min, ����ͷ�ؽӷ췽��ĺ����ٶ�Ϊ100~180 mm/min��
��LF21���Ͻ𱡰���е����Խӽ���Ħ�������ں��Ӽ����غ������ֱ�ȡ������ȡ����������������������POLYVAR-MET��ѧ���������Ϲ۲캸���������֯����CSS-44100����������Ͻ���������ԣ���HMV-2ά��Ӳ�����Ͻ�����Ӳ�Ȳ��ԡ�
2��ʵ����
2.1 ������ѧ����
�ڽ���ͷ��ת�ٶ�Ϊ1 500 r/min�������ٶ�Ϊ100~180 mm/min�ĺ��ӹ����£����Ϊ1.4 mm��LF21���Ͻ���FSW�������ѧ������ͼ1��ʾ���ɼ�������1.4 mm��ĺ���Ŀ���ǿ����125~134 MPa֮�䣬���2��ʾ����ǿ�ȱȽϿ�֪������ǿ��ϵ��Ϊ����ǿ�ȵ�78%~83%���ɴ˿ɼ�����FSW�������ӸúϽ𱡰�ʱ�����нϺõĺ�����Ӧ�ԡ������������ʱ����������Ӱ������

ͼ 1��LF21���Ͻ��ٶ��뿹��ǿ�ȵĹ�ϵ
Fig.1 Relationship between tensile strength and welding speed of LF21 aluminum alloy
��ͼ1�ɼ������ź����ٶȵ����ӣ�����ǿ�ȳ��ֳ������ߺ͵����ƣ�������Ϊ����ת�ٶ�Ϊ1 500 r/minʱ���������ٶȹ������������ں��쵥λ�����ϵ��������ϴ�ʹ�����¶ȹ��ߣ���ʹ��������֯���ȣ��Ӷ�ʹ����ǿ�Ƚ��ͣ���һ���棬�������ٶȹ��죬�������ں��쵥λ�����ϵ����������٣�ʹ�����¶ȹ��ͣ������������Խ����������Ա������н���������ɢ���ӳ�һ���壬����ʹ������֯��������ϣ��Ӷ����ͺ���ǿ�ȡ����ԣ��ں����ٶȱ仯ʱ������ǿ�Ȼ����1����ֵ��
2.2 ��������֯����
��ת��Ϊ1 500 r/min�������ٶ�Ϊ160 mm/min�ĺ��ӹ����£����Ϊ1.4 mm��LF21���Ͻ����Ħ������ĺ������ò��ͼ2��ʾ��

ͼ 2��LF21����ĺ������ò
Fig.2 Cross-section image of LF21 welds
��ͼ2�ɼ���LF21����Ľ���Ħ������ͬ��Ҳ����4������������(���WNZ)���Ȼ�Ӱ����(���TMAZ)����Ӱ����(���HAZ)�ͻ�����(���BM)����Ŵ���������֯��ͼ3��ʾ��

(a) ���������Ȼ�Ӱ����; (b) ��Ӱ�����ͻ�����; (c) ��Ӱ����
ͼ 3��LF21���������֯
Fig.3 Microstructures of LF21 welds
��ͼ3�ɼ���LF21�Ľ���Ħ������������ã�û�в���������֯���ɡ������Ƶȳ����ĺ���ȱ�ݡ������ͼ3���ɼ������ں��ӹ������Ȼ��������÷�ʽ��ͬ�������и�������֯���ܴ��ڽϴ���졣�ں���Ħ���ȵľֲ����������£��������ܵ�����ͷ��ֱ�ӻ�е�������ã�������ȫ��̬�ٽᾧ���γ���ϸС�ĵ��ᾧ��֯���Ȼ�Ӱ�����ܵ�����ͷ�ļ�ӻ�е�������ã���������֯�����˽ϴ�̶ȵ��������κͲ���ȫ��̬�ٽᾧ����Ӱ����û���ܵ�����ͷ�Ļ�е�������ã����ں�����ѭ���������£������˲�ͬ�̶ȵĻظ�����̬�ٽᾧ�����ֻ��������⣬����Ӱ�������������Ʒ����������ۼ��ɽϴִ�Ĵ���MnAl6������(��ͼ3(c))��
2.3��������Ӳ�ȷֲ�
LF21�������Ͻ𱡰����Ħ�������������Ӳ�ȷֲ���ͼ4��ʾ���ɼ��������ں��ӹ����з����������������������ܳ���ԼΪ25 mm����������ƽ����Ӳ��Ϊ56���ҡ�����Ӳ�ȵ����ֵ�������Ȼ�Ӱ����(TMAZ)����Ӱ����(HAZ)�Ĺ����������Ӳ��Ϊ52������������Ӱ�죬�������Ӳ�ȴ��ڲ��������⣬����ǰ�������Ӳ�ȱ仯��ƽ���������˲����Ӳ�ȱ仯�Ͼ��ҡ�

ͼ 4��LF21�������Ӳ�ȷֲ�
Fig.4 Microhardness in LF21 welds
2.4����������Ͽڷ���
LF21�������Ͻ����Ħ�����������Ͽ���ò��ͼ5��ʾ���ɼ��������Ϸֲ���һЩ�ǵ���Ĵ����ѣ���ߴ�Ϊ15~40 ��m��������Ϊ�������ư�ĵľ����ھ������ƺ����˽ϴ�ı��Σ�ʹ��Ͽ����Ѿ��зǵ���״���������⣬�ڴ������ϻ��ֲ��ڶ�ϸС��С���ѣ�����״�ӽ�����״����ߴ���5 ��m���ң���ʾ����λ�õľ����ں��ӹ����з������ٽᾧ�������Ͻϴ��������Ѻ�˺������ʾ������нϺõ����ԣ������Զ��ѡ�
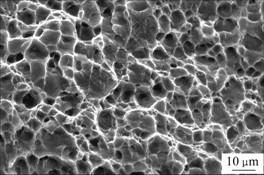
ͼ 5��LF21����Ͽ���ò
Fig.5 Fracture image of LF21 welds
3 ����������
Mn��LF21�Ͻ��е���Ҫ���Ԫ�أ�����Mn���������ӣ��Ͻ��ǿ��Ҳ��֮��ߡ����̺���Ϊ1.0%~1.6%ʱ���Ͻ����нϸߵ�ǿ�ȣ����Ҿ������õ����ԺͿ���ʴ���ܡ���Al-Mn��Ԫ��ͼ(��ͼ6)�ɼ�����Һ��(L)���������֮��Ľᾧ�����С�������0.5~1.0 �棻Mn�����е������ܶ�Ϊ1.8%�������¶ȵ��½���Mn���������еĹ��ܶȼ�����٣���ʹ��Mn������1.0%~1.6%��LF21�Ͻ�������ʱ���γɹ��������塣���⣬������Mn�����Ͻ��е���ɢϵ����С��ʹ��LF21�Ͻ����˻���ʱ���ײ����������γɴִ�����LF21�������Ͻ�������ص㣬�����������Ħ��������֯�����ܡ��ں�����ѭ���������£��������������е�Mn����������ʱ�γɵ�ϸС������Ϊ�κ˺��ģ������Ʒ����������ۼ��ɽϴִ�Ĵ���MnAl6������(��ͼ3(c)��ʾ)��ʹ����Ŀ���ǿ�ȵ��ڻ��ĵĿ���ǿ�ȡ�
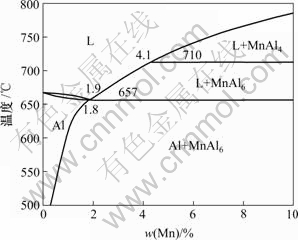
ͼ 6��Al-Mn�Ͻ��Ԫ��ͼ
Fig.6 Binary phase figure of Al-Mn alloy
4 �� ��
a. LF21���Ͻ𱡰���ý���Ħ���������ĺ�����Ӧ�Ժá�����ת�ٶ�Ϊ1 500 r/min�������ٶ�Ϊ100~180 mm/minʱ���ɻ�ýϺõĺ������ܣ�����Ŀ���ǿ��Ϊ125~134 MPa������ǿ��ϵ��Ϊ���ĵ�78%~83%��
b. LF21���Ͻ𱡰�Ľ���Ħ������֯����4�����������������Ȼ�Ӱ��������Ӱ�����ͻ�������Ӳ�Ȳ��Խ���������췢��������������������ԼΪ 25 mm��
c. �ں�����ѭ���������£����ں�����Ӱ���������Ʒ����������ۼ��ɽϴִ�Ĵ���MnAl6����������˺��쿹��ǿ�ȡ�
�ο����ף�
[1] ����չ, �� ��, �ص���, ��. 2519������Ħ�����ӹ�����֯����[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(4): 114-118.
ZHOU Peng-zhan, ZHONG Jue, HE Di-qiu, et al. Technique and microstructure of friction-stir welded 2519 thick plate[J]. Journal of Central South University: Science and Technology, 2006, 37(4): 114-118.
[2] �š���, ������, �⡡��, ��. ����Ħ�����о���չ��ǰ��չ��[J] . ����ѧ��, 2003, 24(3): 91-96.
ZHANG Hua , LIN San-bao, WU Lin, et al. Current progress and prospect of friction stir welding[J]. Transactions of the China Welding Institution, 2003, 24(3): 91-96.
[3] Thomas W M, Nicholas E D. Friction stir welding for the transportation industries[J]. Materials & Design, 1997, 18(6): 269-273.
[4] Dawes C J, Thomas W M. Friction stir process welds aluminum alloys[J]. Welding Journal, 1996, 75(3): 41-45.
[5] Mishra R S, Ma Z Y. Friction stir welding and processing[J]. Materials Science and Engineering, 2005, 50(1/2): 1-78.
[6] Ericsson M, Sandstr?m R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG[J]. International Journal of Fatigue, 2003, 25(12): 1379-1387.
[7] FU Zhi-hong, HE Di-qiu, WANG Hong. Friction stir welding of aluminum alloys[J]. Journal of Wuhan University of Technology: Materials Science, 2004, 19(1): 61-64.
[8] Squillace A, de Fenzo A, Giorleo G, et al. A comparison between FSW and TIG welding techniques: modifications of microstructure and pitting corrosion resistance in AA2024-T3 butt joints[J]. Journal of Materials Processing Technology, 2004, 152(1): 97-105.
[9] Cavaliere P. Effect of friction stir processing on the fatigue properties of a Zr-modified 2014 aluminium alloy[J]. Materials Characterization, 2006, 57(2): 100-104.
[10] ZHOU Cai-zhi, YANG Xin-qi, LUAN Guo-hong. Investigation of microstructures and fatigue properties of friction stir welded Al�CMg alloy Materials[J] Chemistry and Physics, 2006, 98(2/3): 285-290.
[11] LIU Xue-song, TIAN Xi-tang, XU Wen-li. Dimensional instability of LF21 aluminum alloy weldments at room temperature and after thermal cycles[J]. China Welding, 2002, 11(1): 89-94.
[12] ����ƽ, �� ��. LF21�Ͻ�ѹ��Ʒ������ʵ��[J]. ɽ��ұ��, 1999, 21(6): 19-20.
L? Chang-ping, LIU Gang. Production practice of LF21 alloy extrusion product[J]. Shandong Metallurgy, 1999, 21(6): 19-20.
[13] ��С��, �����. �����÷�����벻������������о�[J]. �纸��, 2001, 131(4): 30-31, 45.
TANG Xiao-hong, HU Zhe-hao. Study on the argon arc welding technological performance of antirust Al-alloy materials used in the locomotive[J]. Electric Welding Machine, 2001, 131(4): 30-31, 45.
[14] ��־��, ������, ����ƽ. LF21���Ͻ����ǥ��������ǥ�ϵ��о�[J]. �������켼��, 2005(5): 13-15.
LIU Zhi-jie, KANG Hui, QU Ping. The study of aluminum solder used in LF21 aluminum alloy with vacuum brazing[J]. Aerospace Manufacturing Technology, 2005(5): 13-15.
[15] ������, ����, �Ľ�,��. LF4��LF11��LF21��LY12���Ͻ�ļ���ƴ���о�[J]. Ӧ�ü���, 1999, 19(5): 285-288.
XU Guo-liang, CHENG Zhao-gu, XIA Jin-an, et al. Study of CO2 laser butt welding on aluminum alloys LF4, LF11, LF21 and LY12[J]. Applied Laser, 1999, 19(5): 285-288.
�ո����ڣ�2006-12-14�������ڣ�2007-01-20
������Ŀ��������Ȼ��ѧ����������Ŀ(50675228)
����飺����չ(1973-)���У������佭�ˣ���ʿ�����½���Ħ�������ռ������о�
ͨ�����ߣ�����չ���У���ʿ���绰��0733-2884711��E-mail��zpz0731@163.com

