Trans. Nonferrous Met. Soc. China 23(2013) 3383-3391
Constitutive equation and processing map for hot compressed as-cast Ti-43Al-4Nb-1.4W-0.6B alloy
Jian-bo LI1, Yong LIU1, Yan WANG2, Bin LIU1, Bin LU1, Xiao-peng LIANG1
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. School of Aeronautics and Astronautics, Central South University, Changsha 410083, China
Received 5 November 2012; accepted 4 March 2013
Abstract: High temperature compressive deformation behaviors of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy was investigated at temperatures ranging from 1323 K to 1473 K, and strain rates from 0.001 s-1 to 1 s-1. The results indicated that the true stress��true strain curves show a dynamic flow softening behavior. The flow curves after the friction and the temperature compensations were employed to develop constitutive equations. The effects of temperature and the strain rate on the deformation behavior were represented by Zener-Holloman exponential equation. The influence of strain was incorporated in the constitutive analysis by considering the effect of the strain on material constants by a five-order polynomial. A revised model was proposed to describe the relationships among the flow stress, strain rate and temperature and the predicted flow stress curves were in good agreement with experimental results. Appropriate deformation processing parameters were suggested based on the processing map which was constructed from friction and temperature corrected flow curves, determined as 1343 K, 0.02 s-1 and were successfully applied in the canned forging of billets to simulate industrial work condition.
Key words: TiAl alloy; flow stress; hot deformation; constitutive equation; processing map
1 Introduction
TiAl-based alloys are of growing interest to the aerospace, automotive and energy industries since they offer a remarkable combination of low density, high specific modulus and strength, good creep and oxidation resistance [1-3]. However, in most of TiAl-based alloys coarse columnar microstructures form during solidification, resulting in a large and uneven grain size in complicated-shaped ingots. Such microstructures give rise to low room temperature ductility and a large scatter in feasible properties. Numerous studies [4,5] have discovered that the low tensile ductility can be significantly improved and the scatter in properties can be reduced by refinement in microstructure through hot deformation.
The deformation behavior of metals during hot deformation processes can be significantly influenced by several metallurgical phenomena such as work hardening, dynamic recrystallization (DRX) and dynamic recovery (DRV). LIN and CHEN [6] found that deformation behavior was of great importance in metal forming processes, and the hot deformability could be improved by optimizing the process parameters.
There are many investigations on the hot deformation behaviors of TiAl-based alloys. LIU et al [7] found that high Nb content and fine grain size were main reasons for the high activation energy and high strength of PM-TiAl alloy. BOHN et al [8] found that submicron-grained intermetallic compounds based on g-TiAl presented superplasticity when they were compressed at temperatures between 773 K and 117 3K. LI et al [9] carried simulating isothermal forging tests indicating that low strain rate was beneficial to the hot deformation of PM-TiAl alloys. Since SLOOFF et al [10] evaluated the effect of the experimental correction on the constitutive behavior of Mg-Al4-Zn1 wrought magnesium alloy by a sine hyperbolic constitutive equation, some revised sine hyperbolic constitutive equations have been developed by the incorporation of the strain to predict the elevated temperature flow behaviors for steel, pure titaniumand composite materials. However, the effects of the friction and the temperature raise on the stress��strain curves were usually ignored, and most of constitutive modeling based on the Arrhenius type of equation was assumed that influence of the strain on high temperature deformation behavior is insignificant. In fact, the flow stress changes with the increase of the true strain, which is important for the high temperature deformation behavior. Meanwhile most processing maps were constructed based on uncorrected flow curves. As a result, the processing map may not be used to evaluate the thermal deformation mechanisms precisely.
In this study, the effects of friction and temperature on the hot deformation behaviors of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy were investigated. The flow stress model was established to describe the relationship between the flow stress, strain rate and temperature. A processing map was constructed by combining the instability map and the power dissipation map based on the friction and temperature corrected flow curves, which could reflect the actual deformation mechanisms of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy, and it was used to achieve an in-depth understanding of the deformation mechanisms and determine the optimum forging condition for industrial work condition.
2 Experimental
The material with a nominal composition of Ti-43Al-4Nb-1.4W-0.6B (mole fraction, %) was prepared by a non-consumable electrode arc-melting furnace in argon atmosphere, and drop cast in a water-cooled copper mould with highly pure Ti sponges, Al sheet, Ti-W master alloys, Ti-B master alloy and Nb-Al master alloy as raw materials. The buttons were remelted 5 times to ensure the chemical homogeneity. The ingots were homogenized at 1523 K for 16 h, and cooled in air.
Compression specimens with a diameter of 6 mm and a height of 9 mm were cut by electric-discharge machining. The compression tests were conducted at temperatures ranging from 1323 K to 1473 K, and strain rates from 0.001 s-1 to 1 s-1 using a thermecmastor-Z thermal simulation machine. The samples were heated at 5 K/s, and homogenized at the deformation temperature for 5 min, The samples were deformed with a maximum nominal deformation of 60%, finally the deformed samples were quenched to room temperature to preserve the deformed microstructure. In order to reduce the friction, graphite paper and glass protective lubricant were used.
Based on the deformation behavior of the Ti-43Al- 4Nb-1.4W-0.6B alloy under different conditions, optimized deformation processing parameters were determined. A cylindrical sample (height: 9 mm; diameter: 6 mm) was near isothermally forged at 1343 K, 0.02 s-1 with a height reduction of near 70%. The microstructures of the compression deformed and as-forged specimens were examined by scanning electron microscopy(SEM).
3 Results and discussion
3.1 Starting microstructure
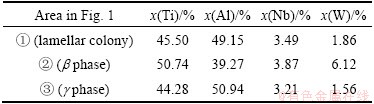
The SEM image of the starting material is shown in Fig. 1, which reveals three different regions: lamellar colony regions ��, white regions �� and gray regions ��. The EDS analyses of the three regions are shown in Table 1: 1) lamellar colony regions close TiAl alloy with W and Nb; 2) white regions represent Nb- and W- rich intermetallic phase; 3) gray regions represent TiAl with lower Nb and W content. Combining with the observations of Ti-Al-Nb system [11], it can be determined that lamellar colony is (��2+g) phase with a average size of 30 ��m, white regions are ��(B2) phase, and gray regions are g phase. The clavate phase �� can not be analyzed by EDS due to its small size, based on previous report [12], and its morphology is the same as the borides, therefore it can be judged that the clavate phase is boride which distributes randomly.
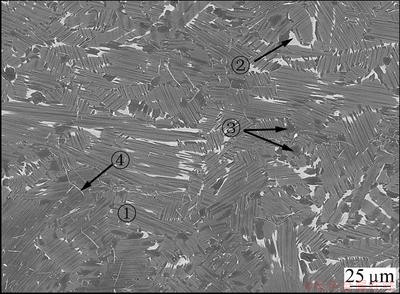
Fig. 1 SEM-BSE micrograph for as-cast Ti-43Al-4Nb- 1.4W-0.6B alloy
Table 1 EDS analyses of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy
3.2 Friction and temperature correction for flow stress
Figure 2 shows the original true stress��true strain curves obtained from the hot compression of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy. It is obvious that the effects of the temperature and strain rate on the flow stress are significant under all the tested conditions. The true stress��true strain curves exhibit a peak stress at a small strain, after which the flow stresses decrease monotonically until high strains, showing a dynamic flow softening. The stress level decreases with increasing deformation temperature and decreasing strain rate, and shows steady-state region due to the equilibrium of work softening and work hardening at high strain rates.
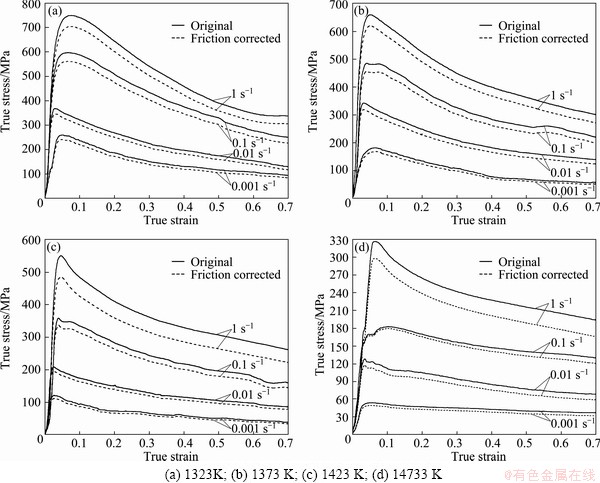
Fig. 2 Comparisons between friction corrected and measured (original) flow stresses at different temperatures
In practice, the interfacial friction between the specimen and dies will affect the symmetrical deformation of the specimens [13]. With the increase of the temperature and deformation, the size of interface between the specimen and dies increases, then the interfacial friction becomes more and more evident, though the lubricant and graphite pape were used to reduce the friction. As a result, the deformation is heterogeneous. Therefore, the measured flow stress should be corrected by considering the effects of interfacial friction. EBRAHIMI and NAJAFIZADEH [14] showed that the experimentally measured flow stress could be corrected by the following expression:
 (1)
(1)
where �� is the corrected true stress; p is the external pressure applied to specimens in compression (uncorrected stress); b is the barrel parameter; m is the constant friction factor; R and H are the radius and height of sample, respectively. So, the flow stress under all experimental conditions can be modified by considering the effects of the interfacial friction between the specimens and dies. Figure 2 shows the curves after friction compensation. It can be found that the corrected flow stresses are lower than those measured ones. With the increasing strain rate and the decreasing deformation temperature, the effect of the friction becomes obvious.
The temperature was measured and controlled by thermocouple and computer in the compression tests, but the thermocouple was unable to capture the temperature changes occurring very quickly during the tests at a strain rate higher than 0. 1 s-1. The deformation process is not completely isothermal, therefore, the flow stress must be corrected for the temperature rising induced by the deformation. GOETZ and SEMIATIN [15] showed that the temperature changes during the compression tests could be calculated using the following equation:
 (2)
(2)
where ��T is the temperature change; �� is the adiabatic correction factor;  is the mechanical work, in this work, the area under the friction corrected stress��strain curve); �� is the density (3.89 g/cm3 for as-cast Ti-43Al-4Nb-1.4W-0.6B alloy); cp is the specific heat capacity (0.92 J/(g��K) for as-cast Ti-43Al-4Nb-1.4W-0.6B alloy); the constant 0.95 is the fraction of mechanical work converted to heat.
is the mechanical work, in this work, the area under the friction corrected stress��strain curve); �� is the density (3.89 g/cm3 for as-cast Ti-43Al-4Nb-1.4W-0.6B alloy); cp is the specific heat capacity (0.92 J/(g��K) for as-cast Ti-43Al-4Nb-1.4W-0.6B alloy); the constant 0.95 is the fraction of mechanical work converted to heat.
The Arrhenius equation is most widely used to describe the relationship among the strain rates, flow stress and temperature. Especially at high temperatures, it can be used to represent Zener�CHollomon parameter in an exponent-type equation (Eq. (3)).
 (3)
(3)
where Z is the Zener-Hollomon parameter; Q is the activation energy; R is the molar gas constant (8.314 J/(mol��K)); T is the deformation temperature; s is the flow stress for a given stain; A, n and �� are material constants. Therefore, the correction of the flow stress for the deformation heat is accomplished by Eq. (3).
Figure 3 shows the comparison between double corrected (friction and temperature corrections) and only friction-corrected flow stress curves of as-cast Ti-43Al- 4Nb-1.4W-0.6B alloy under different experimental conditions. It can be seen that at the strain rates of 0.001, 0.01 and 0.1 s-1, the differences are insignificant. However, the differences become no longer negligible at a strain rate of 1 s-1, especially at low temperatures. The difference of flow stress reaches as much as 24.5% (103 MPa) at a strain of 0.6, a pre-set temperature of 1323 K and a strain rate of 1 s-1.
3.3 Determination of material constants for constitutive equation
The relationships between the flow stress and strain rate can be expressed as following equations [16] respectively:
 (for low stress level) (4)
(for low stress level) (4)
 (for high stress level) (5)
(for high stress level) (5)
where B and B�� are the material constants; n and �� are the slopes of the curve of  ��ln �� and ���� respectively. Taking the values of the flow stresses and corresponding strain rates at the strain of 0.4 as an example, the curves of ��ln �� and ���� can be obtained at different temperatures using the linear regression based on the experimental data. As shown in Figs. 4(a) and (b), the average values of n and �� are 4.0206 and 0.0229 respectively. So the value of �� is 0.0057 due to ��=��/n.
��ln �� and ���� respectively. Taking the values of the flow stresses and corresponding strain rates at the strain of 0.4 as an example, the curves of ��ln �� and ���� can be obtained at different temperatures using the linear regression based on the experimental data. As shown in Figs. 4(a) and (b), the average values of n and �� are 4.0206 and 0.0229 respectively. So the value of �� is 0.0057 due to ��=��/n.
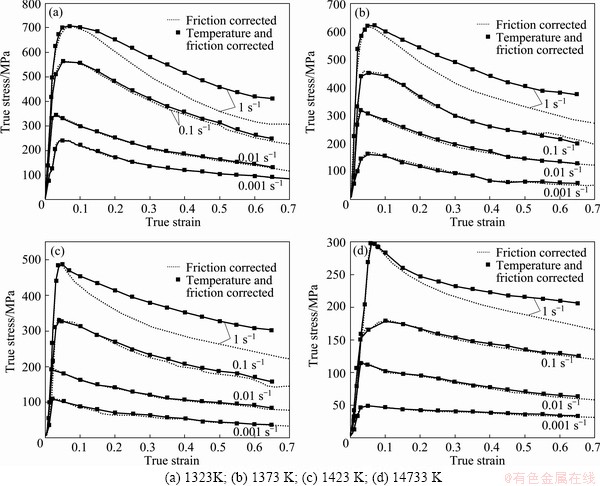
Fig. 3 Comparisons between double corrected (friction and temperature corrected) and only friction corrected flow stresses at different temperatures
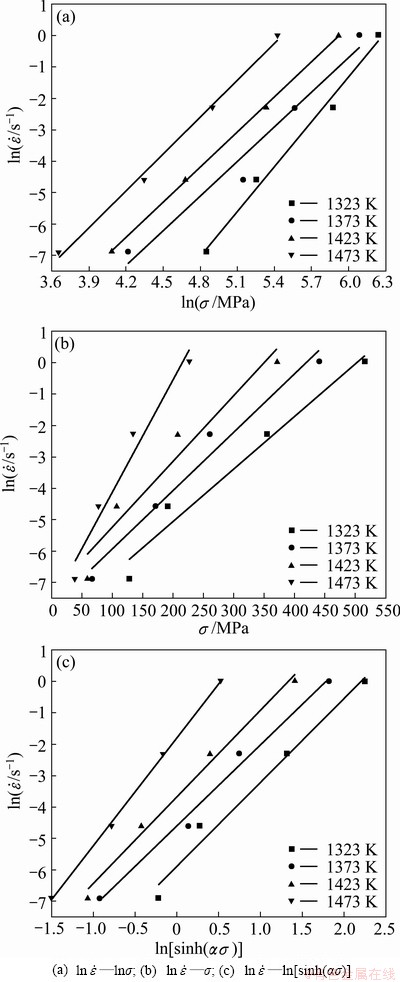
Fig. 4 Relationships between strain rate and flow stress for Ti-43Al-4Nb-1.4W-0.6B alloy at different temperatures
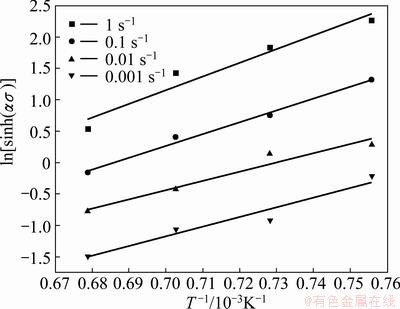
Fig. 5 Relationships between ln[sinh(����)] and 1000/T at different strain rates for Ti-43Al-4Nb-1.4W-0.6B alloy
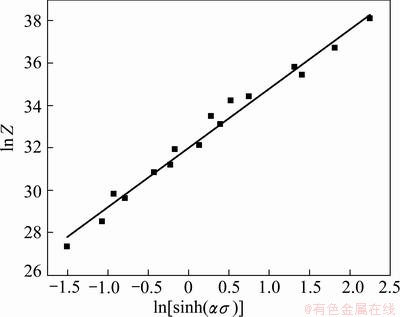
Fig. 6 Relationship between ln[sinh(����)] and ln Z for Ti-43Al-4Nb-1.4W-0.6B alloy
Differentiating the model of hyperbolic sine function Eq. (3) gives
 (6)
(6)
The curves of ��ln[sinh(����)] (Fig. 4(c)) and ln[sinh(����)]��1/T (Fig. 5) were drawn using the linear regression. Then the active energy of deformation Q can be obtained. Taking the logarithm of Eq. (3) gives the values of Z-parameter:
 (7)
(7)
The curve of  ��
�� can be obtained, as shown in Fig. 6. Obviously, it was better fitted. The slope of the straight line is a more accurate value of n. If taking n into ��=��/n, a new value of �� can be got, and the value of Q can be calculated another time based on Eq. (6). Iterative calculations are carried out until the average standard deviation of n is minimum. Thus, the material constants obtained are more realistic and reliable, Eventually the hot deformation activation energy of Ti-43Al-4Nb-1.4W-0.6B alloy was calculated as 419.21 kJ/mol. So at strain of 0.4, the constitutive equation of Ti-43Al-4Nb-1.4W-0.6B is as follows:
can be obtained, as shown in Fig. 6. Obviously, it was better fitted. The slope of the straight line is a more accurate value of n. If taking n into ��=��/n, a new value of �� can be got, and the value of Q can be calculated another time based on Eq. (6). Iterative calculations are carried out until the average standard deviation of n is minimum. Thus, the material constants obtained are more realistic and reliable, Eventually the hot deformation activation energy of Ti-43Al-4Nb-1.4W-0.6B alloy was calculated as 419.21 kJ/mol. So at strain of 0.4, the constitutive equation of Ti-43Al-4Nb-1.4W-0.6B is as follows:
 (8)
(8)
In the similar way, the values of material constants (i.e. ��, �� , n, Q and A) of the constitutive equations were computed at various strains within the range of 0.05-0.65, at a interval of 0.05. For the compensation of strain, the influence of strain in the constitutive equation is incorporated by assuming that the material constants (i.e. ��, �� , n, Q and A ) are polynomial function of strain. Then, these values are employed to fit a five-order polynomial shown in Eq. (9) which is found to represent the influence of the strain on material constants for as cast Ti-43Al-4Nb-1.4W-0.6B alloy.
 (9)
(9)
3.4 Verification of new constitutive equation
In order to verify the new constitutive equation for as-cast Ti-43Al-4Nb-1.4W-0.6B alloy, a comparison under all the experimental conditions between the experimental and predicted results was carried out, as shown in Fig. 7. It can be found that the calculated data can couple with the measured results in the entire compression, except that when the deformation happens at a strain rate of 1 s-1 and 1423 K. Maybe the high strain rate led to an unstable flow. In order to evaluate the accuracy of the deformation constitutive equation, the average absolute relative error (r) between the calculated flow stress (��c) and the measured flow stress (��m) can be calculated as
 (10)
(10)
The results show that the average absolute error is only 3.28%, which indicates that the new deformation constitutive equation gives an accurate and precise estimate of the flow stress for as-cast Ti-43Al-4Nb- 1.4W-0.6B alloy.
3.5 Processing map
Generally, the values of efficiency of power dissipation associated with DRX are 30%-55%, while the values related to superplasticity are very high (>60%). The deformation mechanisms of the safe regimes include dynamic recovery, DRX and superplasticity. Complete DRX is a beneficial process in hot deformation since it only gives stable flow and good workability to the material by simultaneous softening, so it is a preferred choice for hot working.
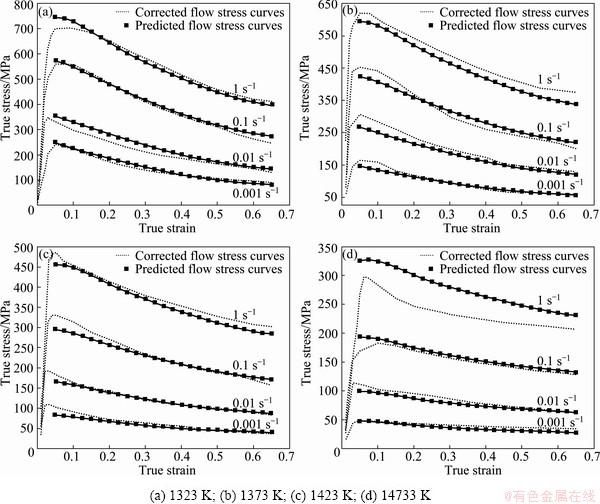
Fig. 7 Comparison between experimental (corrected) and predicted flow stress curves of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy at different temperatures
The processing map constructed based on the double corrected stress (friction and temperature corrections) at a strain of 0.2 is shown in Fig. 8. It can be found that the instability regime occurs at strain rates higher than approximately 0.01 s-1, which is labeled as an gray region in Fig. 8. Thus, the high strain rate regime is not favorable for the hot working of this alloy. The map exhibits two domains with peak efficiencies. Both the domains have similar peak efficiency (47%). One occurs at 1368-1393 K and 0.001-0.005 s-1 which is close to the Te phase transformation temperature according to phase diagram cited from IMAYEV et al [17], where ��2+g����+g phase transformation occurs. The other occurs at 1453-1473 K and 0.001-0.005 s-1. Both domains show optimal deformation conditions for as-cast Ti-43Al-4Nb-1.4W-0.6B alloy. The microstructures of the sample deformed under the condition of 1323 K, 0.001 s-1 and 1473 K, 0.001 s-1 are shown in Fig. 9.
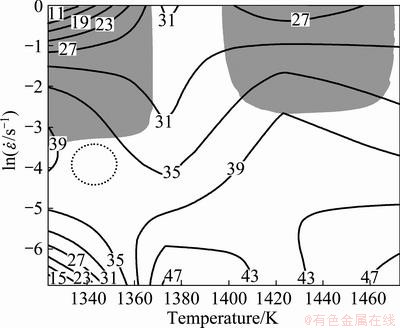
Fig. 8 Processing map of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy at strain of 0.2
It can be found that DRX of �� phase (as indicated by arrows) took place in a large area at low strain rate; with the increasing of the deformation temperature, grain size of DRX (�� phase) grew up and uniformity of microstructure improved significantly. It is expected that �� phase is softer than the g or ��2 phase at elevated temperatures because the disordered BCC lattice of the phase provides a sufficient number of independent slip systems, and may thus directly act as a ductilizing constituent, leading to the formation of highly misorientated subgrains and subsequently to dynamic recrystallization in the phase.
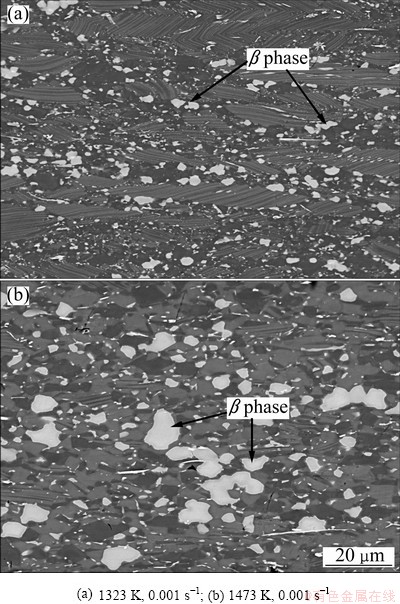
Fig. 9 SEM images of as-cast Ti-43Al-4Nb-1.4W-0.6B alloy deformed at different conditions to compression of 60%
3.6 Validation of processing map
The processing map gives us appropriate deformation parameters, which are located in the relatively low strain rate region. However, in the actual conditions of industrial production, higher strain rates and lower temperatures are usually preferred for the concern of reducing the costs. Therefore, taking all the various factors into account, we chose 1343 K, 0.02 s-1 (circled in Fig. 8) for industrial forging, where the deformation condition is also located in the stable flow region in the processing map. Figure 10(a) shows the forged pancake with a total deformation ratio near 70% under the chosen condition, where sound deformation can be seen without any cracks. Figure 10(b) shows the microstructure of the deformed pancake, in which lamellar structure bent obviously, �� phase was broken and DRX of �� phase which has small crystalline size also can be found, fine homogeneous microstructures were obtained. These results validate the processing map.
4 Conclusions
1) The measured flow stress was modified by the
friction and the temperature corrections. The friction- corrected flow stresses are lower than the measured ones. The effect of temperature raise on flow stress is obvious at a strain rate of 1 s-1.
2) A revised constitutive equation incorporating the effects of temperature, strain rate and work-hardening rate of the material was proposed, and a five-order polynomial was found to calculate material constant.
3) The new constitutive equation considering the compensation of the strain could predict the flow stress throughout the entire temperature and strain rate ranges except 1423 K and 1 s-1.
4) A processing map was successfully constructed for the as-cast Ti-43Al-4Nb-1.4W-0.6B alloy based on corrected curves. This map provides appropriate processing parameters for hot deformation which is limited to the low strain rate domains. It has been successfully applied in the canned forging of billets for industrial work condition.
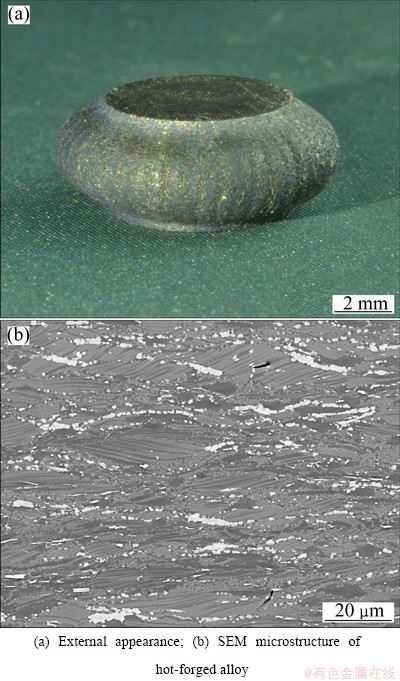
Fig. 10 Hot-forged as-cast Ti-43Al-4Nb-1.4W-0.6B alloy billet
References
[1] KIM Y W. Effects of microstructure on the deformation and fracture of ��-TiAl alloys [J]. Mater Sci Eng A, 1995, 192-193: 519-533.
[2] WU Xin-hua. Review of alloy and process development of TiAl alloys [J]. Intermetallics, 2006, 14: 1114-1122.
[3] DAS G, KESTLER H, CLEMENS H, BARTOLOTTA P A. Sheet gamma TiAl: Status and opportunities [J]. JOM, 2004, 56(11): 42-45.
[4] CHEN C L, LU W, SUN D, HE L L, YE H Q. Deformation-induced ��2��g phase transformation in TiAl alloys [J]. Materials Characterization, 2010, 61: 1029-1034.
[5] ZHANG Wei, LIU Yong, LIU Bin, LI Hui-zhong, TANG Bei. Deformability and microstructure transformation of PM TiAl alloy prepared by pseudo-HIP technology [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(4): 547-552.
[6] LIN Y C, CHEN X M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working [J]. Mater Des, 2011, 32(4): 1733-1759.
[7] LIU B, LIU Y, ZHANG W, HUANG J S. Hot deformation behavior of TiAl alloys prepared by blended elemental powders [J]. Intermetallics, 2011, 19(2): 154-159.
[8] BOHN R, KLASSEN T, BORMANN R. Mechanical behavior of submicron-grained ��-TiAl-based alloys at elevated temperatures [J]. Intermetallics, 2001, 9(2): 559-569.
[9] LI Hui-zhong, ZENG Min, LIANG Xiao-peng, LI Zhou, LIU Yong. Flow behavior and processing map of PM Ti-47Al-2Cr-0.2Mo alloy [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(4): 754-760.
[10] SLOOFF F A, ZHOU J, DUSZCZYK J, KATGERMAN L. Constitutive analysis of wrought magnesium alloy Mg-Al4-Zn1 [J]. Scripta Mater, 2007, 57(8): 759-762.
[11] CHEN G L, WANG J G, NI X D, LIN J P, WANG Y L. A new intermetallic compound in TiAl+Nb composition area of the Ti�CAl�CNb ternary system [J]. Intermetallics, 2005, 13(3-4): 329-336.
[12] RAO Guang-bin, LIU Kui, HAN En-hou. Mechanism of grain refinement effect of boron addition on ��-TiAl based alloys [J]. Transactions of Nonferrous Metals Society of China, 2004, 14(1): 225-271.
[13] SHEN G, VEDHANAYAGAM V, KROPP E, ALTANl T. A method for evaluating friction using a backward extrusion-type forging [J]. J Mater Process Technol, 1992, 33(1-2): 109-123.
[14] EBRAHIMI R, NAJAFIZADEH A. A new method for evaluation of friction in bulk metal forming [J]. J Mater Process Technol, 2004, 152(2): 136-143.
[15] GOETZ R L, SEMIATIN S L. The adiabatic correction factor for deformation heating during the uniaxial compression test [J]. J Mater Eng Performance, 2001, 10(6): 710-717.
[16] LIN Y C, XIA Y C, CHEN X M, CHEN M S. Constitutive descriptions for hot compressed 2124-T851 aluminum alloy over a wide range of temperature and strain rate [J]. Mater Sci Eng A, 20101, 50: 227-233.
[17] IMAYEV R M, IMAYEV V M, OEHRING M, APPEL F. Alloy design concepts for refined gamma titanium aluminide based alloys [J]. Intermetallics, 2007, 15(4): 451-460.
Ti-43Al-4Nb-1.4W-0.6B�Ͻ�ı��������Լ��ӹ�ͼ
���1���� ӽ1���� ��2���� ��1��¬ ��1��������1
1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. ���ϴ�ѧ ���պ���ѧԺ����ɳ 410083
ժ Ҫ�����¶�1323~1473 K��Ӧ������0.001~1 s-1�ķ�Χ���о���Ti-43Al-4Nb-1.4W-0.6B �Ͻ����ѹ��������Ϊ������Ӧ������Ӧ�����߱����Ͻ��ڱ��ι��̳����˶�̬������Ϊ�����ݾ���Ħ�����¶�����������Ӧ�������ߣ�����˸úϽ�ı������̣�����Zener-Hollomanָ�������������¶Ⱥ�Ӧ�����ʶԱ�����Ϊ��Ӱ�죬�Դ˹�����ζ���ʽ��������Ӧ��Բ��ϲ�����Ӱ��, ��Ԥ������ʵ���������ͬʱ�������˸úϽ���ȼӹ�ͼ�����ݴ˼ӹ�ͼԤ����úϽ���ʵļӹ�����Ϊ1343 K��0.02 s-1���ҳɹ���������ڹ�ҵ���������¶�Բ���������Ķ��졣
�ؼ��ʣ�TiAl�Ͻ�����Ӧ������ѹ�����������̣��ӹ�ͼ
(Edited by Hua YANG)
Foundation item: Project (2011CB605505) supported by the National Key Fundamental Research Development Project of China; Projects (51301204, 51174233) supported by the National Natural Science Foundation of China; Project (2011JQ002) supported by the Fundamental Research Funds for the Central Universities of China
Corresponding author: Yong LIU; Tel: +86-731-88830406; E-mail: yonliu11@yahoo.com.cn
DOI: 10.1016/S1003-6326(13)62878-2

