Trans. Nonferrous Met. Soc. China 27(2017) 2363-2370
Microstructure evolution and strengthening mechanisms of spray-formed 5A12 Al alloy processed by high reduction rolling
Cai-he FAN1, Xi-hong CHEN2, Xin-peng ZHOU2, Ling OU1, Jian-jun YANG1, Ying-biao PENG1
1. College of Metallurgy and Material Engineering, Hunan University of Technology, Zhuzhou 412007, China;
2. CRRC Zhuzhou Electric Locomotive Co., Ltd., Zhuzhou 412007, China
Received 19 December 2016; accepted 29 June 2017
Abstract: The extrusion preform of the spray-formed 5A12 Al alloy was hot rolled using high reduction rolling technology. By means of transmission electron microscopy (TEM), electron backscatter diffraction (EBSD) and energy dispersive spectroscopy (EDS), the microstructure evolution was studied and the strengthening and toughening mechanism was thereby proposed. The results indicate that discontinuous and continuous dynamic recrystallization occurred during the hot rolling deformation of the spray-formed 5A12 Al alloy. The grain size was significantly refined and the micro-scale grains formed. Partial dynamic recrystallization leads to a significant increase of dislocation density and cellular structure. The Mg atoms were distributed in the Al matrix mainly in the presence of solid solution rather than the formation of precipitate. High solid solution of Mg atoms not only hindered the dislocation motion and increased the density of dislocation, but also exhibited a remarkable solid solution strengthening effect, which contributes to the high strength and high toughness of the as-rolled sheets. The tensile strength and elongation of spray formed 5A12 Al alloy at room temperature after 3 passes hot rolling were 622 MPa and 20%, respectively.
Key words: 5A12 Al alloy; spray forming; rolling; microstructure; strengthening mechanisms
1 Introduction
Due to its excellent corrosion resistance, good welding performance and good mechanical properties, Al-Mg alloys are widely used in aerospace, marine and automotive industry [1-3]. Because of the low cooling rate, the casting method always results in coarse grains and macro segregation. Besides, the divorced eutectic structure forms easily with the content of Mg up to 5%, which significantly reduces the solid solubility of Mg in the alloy. As a result, it is hard to prepare Al-Mg alloys with high performance by using conventional casting method [4]. Due to the fast cooling rate, large Mg solid solubility, fine grain size and no macro segregation, the spray forming technology can effectively overcome the shortage of conventional casting method, which is an ideal method to prepare Al-Mg materials with high Mg content [5-7]. HOGG et al [7] prepared Al-5.31Mg-1.15Li alloy by means of spray forming technology. The tensile strength and elongation at room temperature after hot forging were 459 MPa and 11%, respectively.
In recent years, a growing interest has risen in fabricating ultra-fine grain materials with high strength by severe plastic deformation processing, which includes equal channel angular extrusion [8], torsion [9], accumulative roll bonding [10], etc. However, those processing methods can only produce materials with relatively small scale and are unlikely to produce materials at low cost. Consequently, in order to produce large size structural materials under low cost and to obtain fine microstructure and high strength and toughness, the high reduction rolling technology can be a viable option. GHOLINIA et al [10] prepared Al-3Mg alloy with micro-scale grain structure by using hot rolling process. LIU et al [11] studied the microstructure evolution of chill cast Al-6Mg during hot rolling process. YIN et al [12] obtained Al-5Mg alloy with high strength by hot rolling technology, the tensile strength and elongation at room temperature are 398 MPa and 18%, respectively. However, because the alloy with higher Mg content is more easy to crack during the rolling process, until now, most rolling efforts have been focused on the Al-Mg alloy with the content of Mg less than 6%. The reports on the large strain rolling deformation of Al-Mg alloy with high Mg content are fewer, especially for the spray-formed Al-Mg alloy. The present paper firstly reported the microstructural evolution and mechanical properties of the spray-formed 5A12 Al alloy processed by high reduction rolling, and the strengthening and toughening mechanisms were also proposed.
2 Experimental
2.1 Materials
5A12 Al alloy deposition preform was prepared on SF380, which was a self-developed spray forming equipment. The composition of the alloy was Al-9.1Mg- 0.48Mn-0.2Zn-0.1Ti (mass fraction, %) with the impurity of Fe and Si less than 0.02%. The alloy was melted in graphite crucible at the melting temperature of 1053 K. In order to reduce the content of oxide in the alloy, the gas atmosphere was N2 during the melting and slag removal process. At 1103 K, the melt was poured into a pre-heated ceramic tundish maintained under the N2 atmosphere. The melt flowed through a graphite nozzle into an atomiser and was atomised by N2 jets of high flow rate. The atomizing particle was deposited on a steel collector plate and accumulatively solidified into a 250 kg preform of ~d280 mm × 1500 mm. The preform was then processed to round ingot of d250 mm × 500 mm. Subsequently, the round ingot was extruded into a slab of 100 mm × 12 mm at 723 K with the extrusion ratio of 15:1. Figure 1 presents the EBSD map of thus obtained slab. Several samples of 100 mm × 50 mm × 12 mm from the slab were prepared and rolled for 3 passes. The parameters of the rolling process are shown in Table 1. Samples were immediately immersed into water at room temperature for cooling after each pass rolling.
2.2 Characterization
In order to investigate microstructure evolution of the deformed specimen, combination transmission electron microscopy (Titan G2 60-300 TEM) and electron backscatter diffraction (EBSD, Helios Nanolab 600i-SEM) were employed for microstructure observation. The specimens were prepared by the standard twin-jet electro polishing method using 67% CH3OH and 33% HNO3 acid at -30 °C. Similarly, the EBSD samples were prepared by electro polishing method at -30 °C, using a solution of 80% C2H5OH and 20% HClO4 at 20 V for 30 s. The EBSD samples were analyzed by TSL OIM software, performing at 20 kV and 70° tilt with 0.2 um scan step. The EDS analysis was performed in a Super-X at 30 kV. The tensile properties at room temperature of the samples obtained along the rolling direction were examined on the Instron 3369 tensile machine with a strain rate of 0.1 s-1.
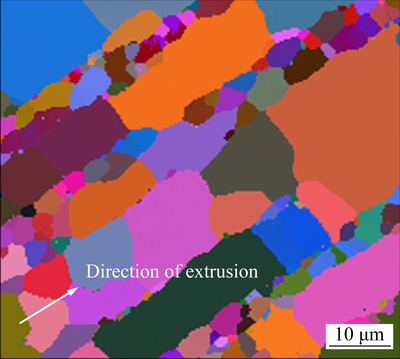
Fig. 1 EBSD map of spray-formed 5A12 Al alloy after extrusion at 723 K (Step=0.2 μm)
3 Results
3.1 Microstructure evolution
3.1.1 Distribution of Mg and Mn
The TEM micrograph of the extrusion preform of spray-formed 5A12 Al alloy is shown in Fig. 2(a). As can be seen, some strip-like precipitates can be observed. Figures 2(b) and (c) present the EDS analysis of precipitate A and matrix B. It is indicated that precipitate A is rich in Mn, while no Mn can be detected in matrix B. Further analysis reveals that precipitate A is MnAl6 phase. On the basis of the above analysis, it can be concluded that Mn atoms mainly exist in the form of precipitate phase MnAl6, which has a strengthening effect on the alloy.
Table 1 Parameters of rolling technology

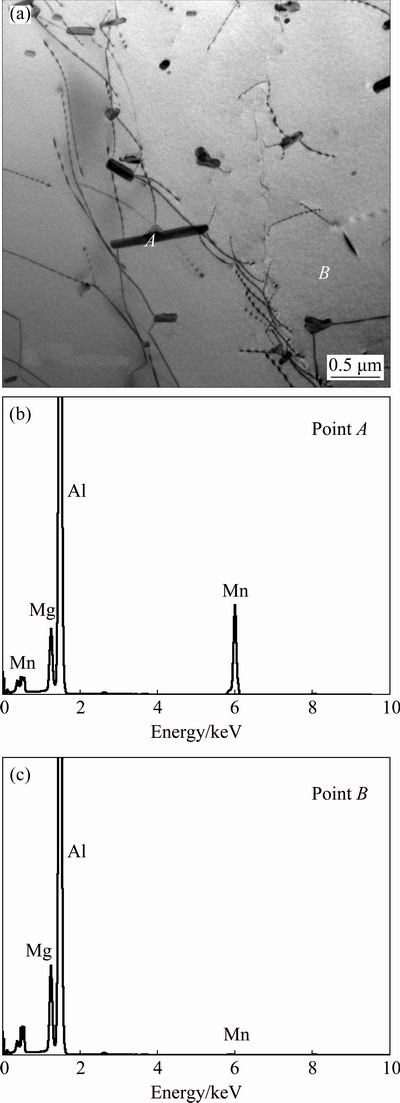
Fig. 2 TEM image (a) of 5A12 Al alloy in as-sprayed form condition, representative EDS analysis of point A (b) and point B (c)
Figure 3(a) presents the TEM micrograph of the extrusion preform of spray-formed 5A12 Al alloy after the first pass rolling deformation. The grain boundaries were preferred to be corroded during the electrolytic reduction process. Figure 3(b) shows a line scan EDS analysis signed by the dotted arrow in Fig. 3(a). It can be seen that the content of Mg is almost uniform, except a small fluctuation near the grain boundary, as signed by arrow 1 in Fig. 3(b). This indicates that Mg atom in the spray-formed 5A12 Al alloy is well distributed at the grain boundary and inside, and almost all dissolved in the Al matrix. Figures 3(c)-(e) show the area scan EDS analysis of the region signed in Fig. 3(a). As can be seen, the distribution of Mg in the whole scan area is very uniform and the solubility of Mn atoms in aluminum matrix is small. The Mn atoms mainly exist in the form of MnAl6 phase, which is consistent with the results in Fig. 2. As a result, the content of Mn is significantly higher near the MnAl6 phase, as marked by arrow 2 in Fig. 3(b).
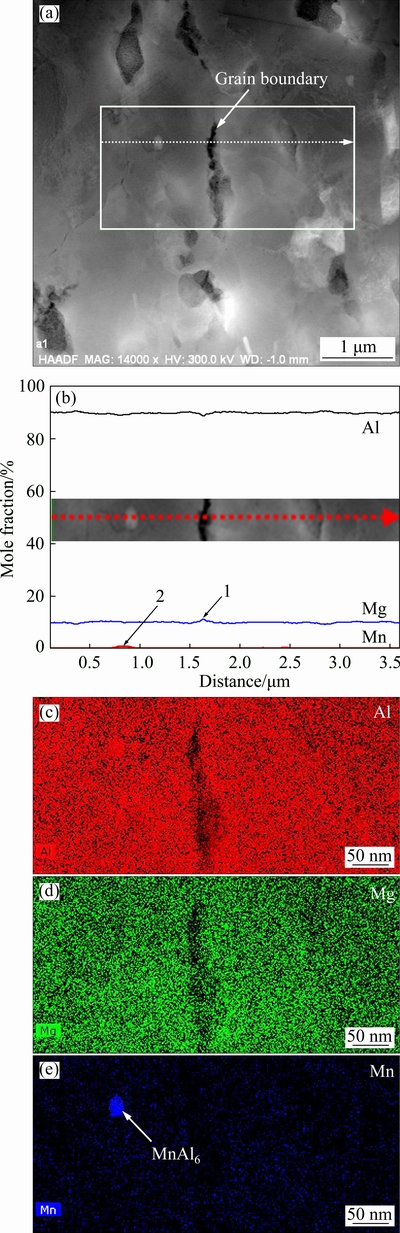
Fig. 3 TEM micrograph (a) and EDS results (b-e) of spray-formed 5A12 Al alloy after 1-pass rolling
3.1.2 EBSD observation
Figure 4 presents the EBSD orientation maps of the spray-formed 5A12 Al alloy after rolling. It can be seen that dynamic recrystallization occurred under different deformations. Along with the increase of deformation, the amount of fibrous grains increases and the grain size refines. As can be seen in Fig. 4(a), the microstructure of the alloy after the first pass rolling is non-uniform, which exhibits a bimodal structure with coarse and fine grains. In the coarse grain region, the grains are severely deformed and no recrystallized grain can be observed. The fine grain region mainly consists of well-distributed and fine grains formed through dynamic recrystallization. The formation of the grains is mainly due to that at elevated temperature the grain boundaries are mobile. Some other grains become longer and thinner due to the rolling force. ZHA et al [8] found that a bimodal grain structure comprising ultrafine grains and micron-sized grains was achieved in Al-7Mg alloy via the equal-channel angular pressing.
As can be seen in Fig. 4(b), after 2-pass hot rolling deformation, the structure tends to be uniform and the differentiation between coarse and fine grains decreases obviously. A large number of recrystallized grains can be observed near the grain boundaries, e.g. one signed by arrow in Fig. 4(b). The length to width ratio of the grain size further increases, some even up to 20:1 (particle A). The size of dynamic recrystallization grains significantly increases after the extrusion and the 1-pass rolling processes. The shape is extended along the rolling direction. It is thought that this is due to dynamic grain growth becoming important at higher temperature (673 K).
From Fig. 4(c), it can be seen that, after 3-pass hot rolling deformation, the dynamic recrystallization grains formed during the former hot rolling deformation processes continuously grow towards fibrous shape. The grains with large length to width ratio are constantly broken during the deformation process. The microstructure is significantly refined and appears to be lamellar boundary structure. A large number of sub-micron ultrafine grains can be detected. The continuous recrystallization process, which is often termed as geometric dynamic recrystallization (GDR), has been observed to occur in a number of aluminum alloys [13]. Figure 4(d) presents the grain orientation distribution diagram of the spray-formed 5A12 Al alloy after 3-pass hot rolling deformation. It can be seen that the grain boundary angles of the alloy after large deformation are mainly high-angle boundaries (HABs >15°), about 86.7%.
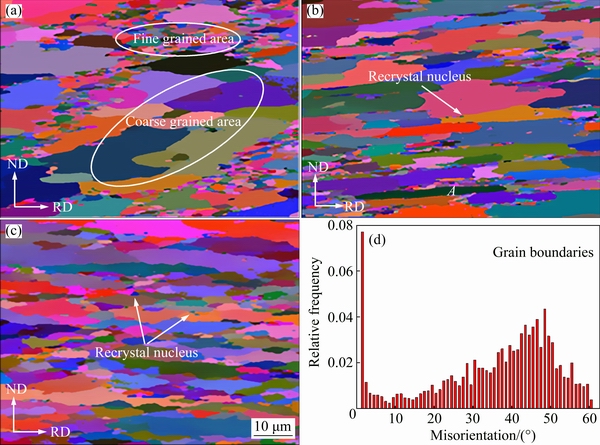
Fig. 4 EBSD orientation maps of spray-formed 5A12 Al alloy after 1-pass (a), 2-pass (b), and 3-pass (c) rolling at 673 K, grain orientation distribution diagram (d) of 3-pass rolling material (ND: normal direction; step=0.2 μm)
3.1.3 TEM observation
Figure 5 presents the TEM micrographs of the extrusion preform of the spray-formed 5A12 Al alloy after hot rolling deformation under different conductions. With the increase of deformation, the dislocation density in the alloy and the amount of sub-structure and ultra-fine grains increase. As can be seen in Fig. 5(a), partial dynamic recrystallization takes place at some areas during the first pass hot rolling. Straight and high-angle grain boundaries can be clearly observed. Some recrystallized grains have dislocations, while others do not, which indicates that process hardening coexists along with the recrystallization.
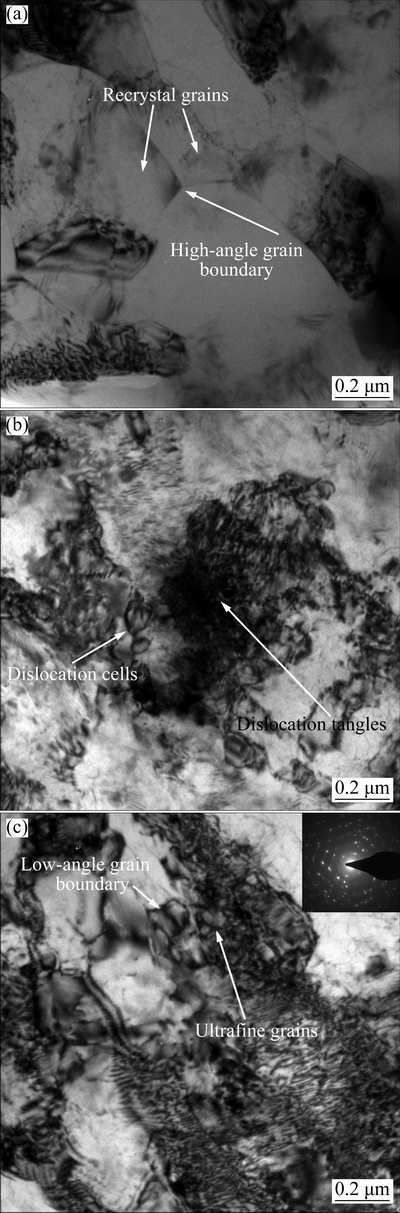
Fig. 5 TEM micrographs of spray-formed 5A12 Al alloy after 1-pass (a), 2-pass (b), 3-pass (c) rolling at 673 K
The structure of the alloy after 2-pass hot rolling deformation is shown in Fig. 5(b). As can be seen, with the increase of deformation, new dislocations appear and the density of dislocation significantly increases. Also, large dislocation tangles appear and a large number of closed cell walls form. Due to dynamic recrystallization, these cell walls divide the crystals into a number of spherical areas, which are close and with low dislocation density. These areas are dislocation cells, the size of which is 50-100 nm. Due to the less deformation amount of the second pass hot rolling compared with the first one, the recrystallization in the second pass is less complete and therefore the crystallization is incomplete dynamic crystallization, which results in the formation of cell structure.
Figure 5(c) presents the structure of the alloy after 3-pass hot rolling deformation. It can be seen that the dislocation density further increases and also, the region of dislocation tangles and the amount of dislocation cells increase. However, the size of dislocation cell is less than that in the second pass. This can be attributed to the following two reasons: 1) Along with the continuous increase of dislocation density, the dislocation movement, interaction and rearrangement provide more favorable conditions for the formation of dislocation cells; 2) Due to the less deformation amount in the third pass, the dynamic crystallization during the hot rolling process becomes worse, while the dynamic recovery is dominant. The diffraction pattern of the samples in Fig. 3(d) indicates the ultra-fine sized near-randomly oriented polycrystalline structure.
3.2 Mechanical properties
Figure 6 shows the engineering stress-strain and elongation curves of the spray-formed 5A12 Al alloy in different states. As can be seen in Fig. 6, the spray- formed samples exhibited low mechanical properties, i.e., ultimate tensile strength (UTS) of 254 MPa and elongation of 6.0%. The mechanical properties of extruded samples are much higher than the as-sprayed samples, i.e., UTS of 427 MPa and elongation of 10.0%. For the extrusion preform, the mechanical properties have significantly increased after the hot rolling deformation. The UTS and elongation at the room temperature are 484 MPa and 12.7% after the first pass hot rolling, and reach up to 622 MPa and 20.0% after the third pass hot rolling. The stress-strain curves suggest that the as-sprayed 5A12 Al alloy would be amenable to strengthening and toughening by hot rolling, which is often carried out for non-heat-treatable alloys.
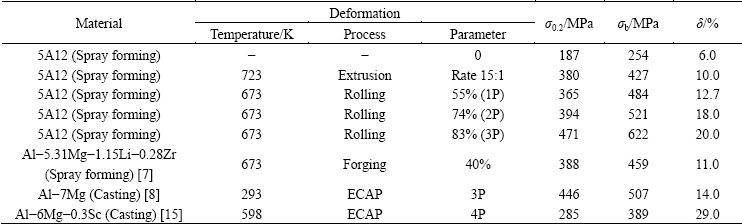
A comparison of the mechanical properties between spray-formed 5A12 Al alloys after extrusion and hot rolling deformation under various reductions and the Al-Mg alloys prepared by other technologies are presented in Table 2. It is worthy to note that, to the best of our knowledge, no higher tensile strength and elongation of 5A12 Al alloy at the room temperature have been reported.
From Fig. 6(a), it can be seen that the stress-strain curves of the spray-formed 5A12 Al alloy behave serration-like shape, as shown by the arrows. This phenomenon is often observed in the Al-Mg alloys after tensile and compression at low deformation rate [8,14,15], which is attributed to the dynamic strain ageing (DSA). ZHA et al [8] found that an increasing Mg addition can result in a remarkable increase of the maximum serration amplitude in the Al-Mg alloys. Hence, the high solubility of Mg in the present material should be a major reason for the observed DSA serrations. As the DSA effect reflects the interaction between mobile dislocations and diffusing Mg solute clusters [14], different DSA behaviors in the spray- formed 5A12 Al alloy should be attributed to the difference in grain size and dislocation structures.
4 Discussion
As can be seen in Figs. 2 and 5, dynamic recrystallization occurs in the alloys extruded at 723 K and rolled at 673 K. Dynamic recrystallization and recovery absorb dislocations consume a large amount of dislocations formed during the process of large deformation, which leads to the alloy softening. It can be seen in Fig. 2 that the dislocation density of the extruded alloy is low, which is mainly due to the significant dynamic recrystallization of the alloys extruded at high temperature and the corresponding more obvious softening effect. With the increase of the hot-rolled deformation and with the decrease of distortion temperature, the dynamic recrystallization grain size tends to refine and the recrystallization is incomplete dynamic recrystallization. The softening effect due to dynamic recrystallization and dynamic recovery is less than that of strain hardening. Moreover, with the increase of rolling deformation, the gap between softening and hardening effect increases, leading to higher dislocation density of large strain specimen than that of the extruded and low-strain rolled specimens (Fig. 5).
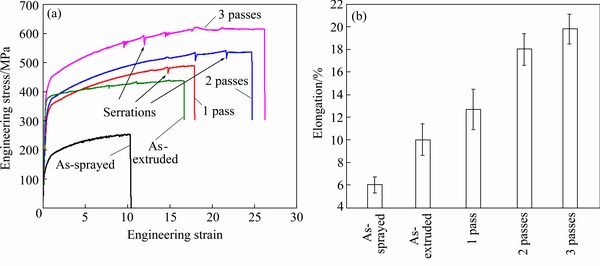
Fig. 6 Engineering stress-strain (a) and elongation (b) curves of spray-formed 5A12 Al alloy in different states: as spray-formed, as-extruded at 723 K and as-rolled (1P, 2P and 3P) at 673 K
Table 2 Tensile properties of spray-formed 5A12 Al alloy in different states
The dislocations in the tested alloys during high strain rolling are remarkably increased, which leads to the formation of a large number of dislocation cell, non-equilibrium LAGB and sub-grains (Fig. 5).There is a trend that these unstable substructures continuously transit to stable structure [8,16,17]. For instance, when the strain is large enough, LAGB can transform into HAGB, which promotes the division and decomposition of large grains and thus effectively refines the grain. Figure 5(a) shows that the grains in the coarse grain region mainly were evolved from the square shape grains of the extruded alloy and severely deformed during the hot rolling deformation. Moreover, a small amount of ultra-fine recrystallized cores were observed near the grain boundary. The fine grain zone is a dynamic recrystallization microstructure. Some of the recrystallized grains are equiaxed and the other become longer and thinner under the rolling force, which leads to the formation of the double-state microstructure. The ultra-fine grains in Fig. 4(c) may consist of two different recrystallized grains. One part is the geometrically dynamic recrystallized grains, which is one kind of continuous recrystallization and formed during the deformation under large strain of hot rolling, and the other is discontinuous dynamic recrystallization grains and formed by nucleation and growth at grain boundaries. This is basically consistent with the results reported by GHOLINIA et al [10].
During the study of large plastic deformation of Al-Mg alloy, LIU et al [18] found that the higher the Mg content, the smaller the average grain size of the alloy. The increase of Mg content leads to more dislocations being trapped by solute atoms, which provides a large number of dislocation sources for the splitting of large grains into substructures, thus promoting the dislocation cell structure and the formation of sub-grains. In the present work, Mg content in the alloy reaches 9%, and the rapid solidification of the spray forming process greatly enhances the solid solubility of Mg in the alloy. Therefore, the number of dislocations captured by Mg solute atoms during the process of plastic deformation is much higher than that of the traditional alloys, thus contributing to a uniform, ultra-fine grain structure. Meanwhile, high solid solubility of Mg can promote the formation of the dislocation couple and dislocation ring [8], which contributes to the strong interaction between dislocations, and thus promotes the nucleation and growth of dynamic crystallization under large strain and the formation of large sub-micron recrystallization grain (Fig. 5(c)).
In this study, the high mechanical properties, i.e., UTS of 622 MPa and elongation of 20.0%, were achieved in spray-formed 5A12 Al alloy via the combination of extrusion deformation, rolling deformation and a high level of solute Mg content. The above results demonstrated that the high mechanical properties achieved in the 3-pass rolling samples can be attributed to the high solute Mg content, the high dislocation density and the ultrafine grains. Thus, the main strengthening mechanism in this research is the solid solution strengthening of Mg and the strengthening of dislocation and grain boundary. The relationship among the yield strength, solid solution concentration, dislocation density and grain boundary can be expressed by the following formula [18]:
σys=σSS+σDS+σBS (1)
where σSS is the solute strengthening increment, σDS is the dislocation strengthening increment, σBS is the grain boundary strengthening increment.
5 Conclusions
1) The extrusion preform of the spray-formed 5A12 Al alloy shows favorable hot rolling performance. Plates with excellent mechanical performance were prepared at 673 K under 3-pass hot rolling with the accumulative deformation up to 83%, the tensile strength and elongation at room temperature reach up to 622 MPa and 20.0%, respectively.
2) Discontinuous and continuous dynamic recrystallization occurred in the extrusion preform of the spray-formed 5A12 Al alloy during the 3-pass hot rolling process. The grain size is significantly refined and a bimodal structure with nano- and micro-scale grains forms. Simultaneously, with the increase of dislocation density, cell structures with high dislocation density form, whose size is 50-100 nm. The content of high-angle boundaries in the alloy reaches up to 86.7% after 3-pass hot rolling deformation.
3) In the plates prepared by the extrusion preform of spray-formed 5A12 Al alloy, Mg atoms are well distributed and the solid solution strengthening effect is obvious. Also, the cell structures with high dislocation density and fine grains are the main strengthening mechanisms.
References
[1] FENG Yan, LI Xiao-gen, WANG Ri-chu, PENG Chao-qun, LIU Li. Influence of cerium on microstructures and electrochemical properties of Al-Mg-Sn-Hg anode materials for seawater battery[J]. Journal of Rare Earths, 2015, 11(9): 1010-1016.
[2] FAN Cai-he, PENG Ying-biao, YANG Hai-tang, ZHOU Wei, YAN Hong-ge. Hot deformation behavior of Al-9.0Mg-0.5Mn-0.1Ti alloy based on processing maps [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(2): 289-297.
[3] TOLGA D, COSTAS S. Recent developments in advanced aircraft aluminium alloys [J]. Materials and Design, 2014, 56(3): 862-871.
[4] HU Zu-qi, WAN Li, WU Han, LIU Xue-qiang, ZHOU Guang, WU Shu-sen. Thermoplastic of Al-Mg-Sc casted alloy [J]. TheChinese Journal of Nonferrous Metals, 2013, 23(3): 616-622. (in Chinese)
[5] CHEN Zhen-hua, FAN Cai-he, CHEN Zhi-gang, CHEN Ding. Densification of large-size spray-deposited Al-Mg alloy square preforms via a novel wedge pressing technology [J]. Materials Science and Engineering A, 2009, 506(1-2): 152-156.
[6] FAN Cai-he, YAN Hong-ge , PENG Ying-biao, ZHOU Wei, ZHOU Xing-ling. Microstructures and mechanical properties of spray-forming high magnesium aluminum alloy during large strain hot rolling [J]. TheChinese Journal of Nonferrous Metals, 2017, 27(1): 64-71. (in Chinese)
[7] HOGG S C, PALMER I G, THOMAS L G, GRANG P S. Processing, microstructure and property aspects of a spraycast Al-Mg-Li-Zr alloy [J]. Acta Materialia, 2007, 55: 1885-1894.
[8] ZHA Min, LI Yan-jun, MATHIESEN R H, ROVON H J. Microstructure evolution and mechanical behavior of a binary Al-7Mg alloy processed by equal-channel angular pressing[J]. Acta Materialia, 2015, 84: 42-54.
[9] LIU Man-ping, JIANG Ting hui, XIE Xue feng. Microstructure evolution and dislocation configurations in nanostructured Al-Mg alloys processed by high pressure torion [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(5): 3848-3857.
[10] GHOLINIA A, HUMPHREYS F J, PRANGNELL P B. Production of ultra-fine grain microstructures in Al-Mg alloy by conventional rolling [J]. Acta Materialia, 2002, 50: 4461-4476.
[11] LIU Man ping, WANG Jun, JIANG Ting hui, WU Zheng jie, XIE Xue feng, LIU Qiang, ROVEN H J. Stacking faults and deformation twins in Al-Mg alloys subjected to high pressure torsion [J]. The Chinese Journal of Nonferrous Metals, 2014, 24(6): 1383-1392. (in Chinese)
[12] YIN Zhi-min, PAN Qing-lin, JIANG Feng. Effect of minor Sc and Zr on the microstructure and mechanical properties of Al-Mg based alloys [J]. Materials Science and Engineering A, 2000, 280(1): 151-155.
[13] DING Yu-tian, LIU Bo, GUO Ting-biao, HU Yong, LI Hai-long, ZHAO Jun-yuan. Dislocation density variation and mechanical properties of pure copper via equal channel angular pressing [J]. TheChinese Journal of Nonferrous Metals, 2014, 24(8): 2057-2064. (in Chinese)
[14] MUNOZ M A, OCA C G, MORRIS D G. Mechanical behaviour of dilute Al-Mg alloy processed by equal channel angular pressing [J]. Scripta Materialia, 2003, 48: 213-218.
[15] KAIBYSHEV R, AVTOKRATOVA E, SITDIKOV O. Mechanical properties of an Al-Mg-Sc alloy subjected to intense plastic straining [J]. Journal of Physics, 2010, 240: 1-4.
[16] HUANG J Y, ZHU Y T, JIANG H. Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening [J]. Acta Materialia, 2001, 49(9): 1497-1505.
[17] QIAN Chen-hao, LI Ping, XUE Ke-min. Interface, lattice strain and dislocation density of SiCp/Al composite consolidated by equal channel angular pressing and torsion [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 1744-1751.
[18] LIU Man-ping, LIU Qiang, ROVEN X T, LIU Min, MURASHKIN R Z, VALIEV T. Grain refinement in nanostructured Al-Mg alloys subjected to HPT [J]. Journal of Material Science 2010, 45: 4659-4664.
大压下量轧制喷射成形5A12铝合金的显微组织演变及强化机制
范才河1,陈喜红2,周新鹏2,欧 玲1,阳建君1,彭英彪1
1. 湖南工业大学 冶金与材料工程学院,株洲 412007;
2. 中国中车 株洲电力机车有限公司,株洲 412007
摘 要:基于大压下量轧制工艺对喷射成形5A12铝合金挤压坯进行热轧变形,采用透射电镜(TEM)、电子背散射衍射技术(EBSD)和能谱(EDS)分析合金显微组织的演变规律,进而探讨合金的强韧化机理。研究结果表明:喷射成形5A12铝合金在热轧变形过程中,发生了不连续动态再结晶和连续动态再结晶,晶粒组织显著细化,形成了亚微米级组织结构;同时,不完全动态再结晶导致合金的位错密度显著增加和胞状组织大量形成。喷射成形工艺实现了5A12铝合金中Mg原子完全固溶,并在热变形过程中保留下来,而未生成沉淀相析出。均匀分布在铝基体中的过饱和Mg原子与位错发生交互作用,阻碍了位错运动,提高了位错密度,因而固溶强化效果显著,是合金获得高强高韧性能的最根本原因。喷射成形5A12铝合金经3道次热轧变形后的室温拉伸强度和伸长率分别达到622 MPa和20%。
关键词:5A12铝合金;喷射成形;轧制;显微组织;强化机制
(Edited by Xiang-qun LI)
Foundation item: Project (2017JJ2073) supported by the Natural Science Foundation of Hunan Province, China; Project (15B063) supported by the Youth Research Foundation of Education Bureau of Hunan Province, China
Corresponding author: Cai-he FAN; Tel: +86-731-22183432; E-mail: 369581813@qq.com
DOI: 10.1016/S1003-6326(17)60262-0

