ОДХВұаәЕ: 1004-0609(2006)09-1539-06
ХлҙМХыМеХұC/CёҙәПІДБПХыМеәніДЙХКҙ·ЦОц
Ть ҪЎ, ХЕәмІЁ, РЬ Пи, »ЖІ®ФЖ
(ЦРДПҙуС§ ·ЫД©ТұҪр№ъјТЦШөгКөСйКТ, іӨЙі 410083)
ХӘ ТӘ: ІЙУГХлҙМХыМеХұМҝ/Мҝ(C/C)ёҙәПІДБПХыМеәніДҪшРРРЎРН№ММе»рјэ·ў¶Ҝ»ъөШГжөг»рКөСй, ҪбәПЙЁГиөзҫө(SEM)ј°ДЬЖЧ·ЦОц(EDS), ·Цұр¶ФЙХКҙәуХыМеәніДКХБІІҝО»Ўў әнҫ¶ІҝО»әНА©ХЕІҝО»өДЙХКҙРОГІҪшРР·ЦОцЎЈ Ҫб№ыұнГч: ФЪҪПёЯС№Зҝ (12~14MPa)МхјюПВ, ХлҙМХыМеХұC/CёҙәПІДБПХыМеәніДЙХКҙҫщФИ, ЙХКҙРНГж№в»¬Ўў ЙХКҙВКөН, ө«ТтЦбПтПЛО¬ЙЩј°ЦбПтЗҝ¶ИҪПөН, ҪУҪьәнҫ¶ІҝО»өДКХБІІҝО»әНәнҫ¶ІҝО»ТЧІъЙъ·ЦІг; І»Н¬ІҝО»өДЙХКҙРОГІІ»Н¬, КЗУЙУЪХыМеЕз№ЬЦРөДИјЖшОВ¶ИЎў Чй·ЦЕЁ¶ИәНЛЩ¶ИЛщЦВЎЈ
№ШјьҙК: №ММе»рјэ·ў¶Ҝ»ъ; C/CёҙәПІДБП; ХыМеәніД; өШГжөг»рКөСй; ЙХКҙ ЦРНј·ЦАаәЕ: V258.3
ОДПЧұкК¶Вл: A
Analysis on ablation performance of bulk-needled-felt reinforced carbon composites throat
YIN Jian, ZHANG Hong-bo, XIONG Xiang, HUANG Bai-yun
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The firing test was carried out to test the ablation performance of bulk needled carbon fiber felts reinforced carbon composites integrated throat. The ablation morphologies of the entrance part, throat and exit part were investigated by scanning electron microscopy (SEM) and energy diffraction spectrum(EDS).The results show that under the high pressure of about 12-14MPa, the ablation of the carbon/carbon throat is homogeneous, and the throat contour is smooth. But at the throat or near to the entrance part, it is easy to be delaminated because of its weak strength of the axial direction caused by not enough axial fibers. The ablation morphologies between each parts are different which may closely relate with temperature, velocity and concentration of the fuel.
Key words: solid rocket motor; C/C composites; integrated throat; firing test; ablation
№ММе»рјэ·ў¶Ҝ»ъ(SRM)өДЕз№ЬКЗ·ЗАдИҙКҪөД, ЖдІДБПІ»ө«ТӘіРКЬИИёәәЙЎў »ъРөёәәЙәНИИіе»ч, »№ТӘҫӯКЬ»ҜС§ёҜКҙ, ІўУРҪПәГөДРОЧҙј°іЯҙзОИ¶ЁРФЎЈ әніДКЗSRMөД№ШјьІҝјю, ЖдЙХКҙМхјюЧоОӘ¶сБУЎЈ ЛжЧЕёьҙуФШәЙЎў ёьҙуНЖБҰЎў ёьёЯИјЖшОВ¶Иј°ёьФ¶ЙдіМSRMөД·ўХ№, SRM¶ФәніДІДБПөДҝ№ЙХКҙРФДЬМбіцБЛёьёЯТӘЗу[1, 2]ЎЈ
Мҝ/Мҝ(C/C)ёҙәПІДБПҫЯУРЗҝ¶ИёЯ(УИЖдКЗёЯОВЗҝ¶ИОИ¶Ё)Ўў ҝ№ИИіе»чРФДЬәГЎў ДНЙХКҙРФәГЎў ДНә¬№ММеОўБЈИјЖшөДіеЛўЎў ИИЕтХНПөКэРЎј°өјИИРФДЬБјәГөИТ»ПөБРөДУЕТмРФДЬ, КЗТ»ЦЦУЕБјөДЙХКҙИИҪб№№ІДБП, ДҝЗ°ТСЧчОӘ№ММе»рјэ·ў¶Ҝ»ъЕз№ЬәніДөДКЧСЎІДБП[3]ЎЈ УЙУЪК№УГөД»·ҫі¶сБУ, УГЧч№ММе»рјэ·ў¶Ҝ»ъЕз№ЬөДC/CёҙәПІДБПТӘЗуҫЯУРБјәГөДЙХКҙРФДЬЎЈ СРҫҝұнГч, ФЪ№ММе»рјэ·ў¶Ҝ»ъЕз№ЬИИ»·ҫіЦР, C/CёҙәПІДБПөДЙХКҙКЗТ»ёцКЬЦЪ¶аТтЛШј°ЖдҪ»»ҘУ°ПмөДёҙФУ№эіМ, ЖдЙХКҙРФДЬУл·ў¶Ҝ»ъЕз№ЬөДЖш¶ҜҪб№№ЙијЖ[4, 5]Ўў ЙХКҙЖш·Х[6](°ьАЁНЖҪшјБАаРНј°Чй·Ц)әНЕз№ЬІДБПұҫЙнҪб№№[7-13](°ьАЁПЛО¬МШРФЎў ФӨЦЖјюҪб№№Ўў ІДБПГЬ¶ИЎў »щМеМҝАаРНЎў ҝЧП¶Ўў КҜД«»Ҝ¶ИәНФУЦКөИ)¶јҫЯУРәЬҙуөД№ШПөЎЈ УЙУЪіЙРН№ӨТХөДМШКвРФәНёҙФУРФ, C/CёҙәПІДБПФЪДНЙХКҙРФДЬөДҝЙЙијЖРФ·ҪГжҫЯУРҪПҙуөДДС¶ИЎЈ
ДҝЗ°, УГЧчЕз№ЬІДБПөДC/CёҙәПІДБПФцЗҝМе¶аІЙУГ3DәН4DөИ¶аО¬ұаЦҜМе, ·Ё№ъ»№СР·ўіцТ»ЦЦNoveltexҪб№№өДі¬ПёИэПтұаЦҜМеЎЈ И»¶ш, 3DұаЦҜМеТЧРОіЙұХҝЧ, ¶аО¬ұаЦҜМеЦЖұё№ӨТХПа¶ФёҙФУ, іЙұҫҪПёЯЎЈ ұҫОДЧчХЯТФіЙұҫПа¶ФҪПөНөДХлҙМХыМеХұЧчФцЗҝМе, ЦЖұёC/CёҙәПІДБПХыМеәніД, НЁ№эРЎРН№ММе»рјэ·ў¶Ҝ»ъөШГжөг»рКөСй, СРҫҝБЛёГІДБПЕз№ЬЙХКҙЗйҝц, Іў¶ФЖдКХБІІҝО»Ўў әнҫ¶ІҝО»ТФј°А©ХЕІҝО»ЙХКҙәуөДПФОўРОГІј°ЙХКҙ№эіМҪшРРБЛ·ЦОц, ¶ФЕз№ЬІДБПөДЙијЖМṩБЛТ»¶ЁөДІОҝјЎЈ
1 КөСй
1.1 C/CёҙәПІДБПХыМеәніДөДЦЖұё
ІЙУГМҝПЛО¬ОЮОіІјјУНшМҘХлҙМХыМеХұЧчОӘФцЗҝМе, ХұМеГЬ¶ИОӘ0.50g/cm3, НЁ№э»ҜС§ЖшПаіБ»эәНКчЦ¬ҪюЧХ/Мҝ»ҜФцГЬ№ӨТХЦЖұёC/CёҙәПІДБПХыМеЕз№ЬәніД, ІДБПЧоЦХИИҙҰАнОВ¶ИОӘ2300ЎжЎЈ
1.2 өШГжөг»рКөСй
ІЙУГРЎРН№ММе»рјэ·ў¶Ҝ»ъҪшРРөШГжөг»рКөСйҝјәЛІДБПөДЙХКҙРФДЬЎЈ ·ў¶Ҝ»ъЧ°Т©25kg, Т©ЦРә¬Т»¶ЁұИАэөДAl2O3·Ы, ИјЙХКТС№БҰОӘ12~14MPa, ИјЖшОВ¶ИФј3000Ўж, ЙХКҙКұјдФј7sЎЈ
1.3 ЙХКҙРОГІ№ЫІм
ІЙУГKYKY-2800РНЙЁГиөзҫө№ЫІмЙХКҙәуХыМеәніДІ»Н¬ІҝО»(КХБІІҝО»Ўў әнҫ¶ІҝО»ј°А©ХЕІҝО»)өДЙХКҙұнГжОў№ЫРОГІ, ІўІЙУГFinder-100ДЬЖЧТЗ¶ФЙХКҙұнГжҪшРРФӘЛШ·ЦОцЎЈ
2 Ҫб№ыУлМЦВЫ
2.1 ІДБП»щұҫРФДЬ
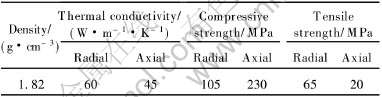
ХлҙМХыМеХұC/CХыМеәніДІДБПөД»щұҫРФДЬИзұн1ЛщБРЎЈ УЙұн1ҝЙТФҝҙіц, ёГC/CёҙәПІДБПХыМеәніДөДГЬ¶ИҪПёЯ, ёЯҙп1.82g/cm3, ІДБПІ»Н¬·ҪПтРФДЬҙжФЪТ»¶ЁөДІоТм, ұнПЦіцёчПтТмРФЎЈ ҫ¶ПтөјИИ[CM(22]ВКұИЦбПтөДҪПёЯ, С№ЛхЗҝ¶ИҪПёЯ, ЦбПтС№ЛхЗҝ¶Иҙп230MPa, ЗТФ¶ёЯУЪҫ¶ПтөД; ¶шЦбПтАӯЙмЗҝ¶ИұИҫ¶ПтөДөНөГ¶а, Ҫц20MPaЎЈ
ұн1 ІДБПөД»щұҫРФДЬ
Table 1 Basic performances of material
2.2 ЙХКҙҪб№ы
өШГжөг»рКөСйәуХыМеәніДЙХКҙРНГжИзНј1ЛщКҫЎЈ УЙНј1ҝЙТФҝҙіц, C/CёҙәПІДБПХыМеәніДХыМеРФНкәГ, ЙХКҙҪПҫщФИ, ЙХКҙВКҪПөН, ОӘ0.12~0.13mm/s, ЙХКҙәуРНГж№в»¬, Г»УРіцПЦҪПҙуөД°јҝУЎЈ ФЪҪУҪьәнҫ¶ІҝО»өДКХБІІҝО»әНәнҫ¶ІҝО»ҙжФЪПёРЎБСОЖ(·ЦІг), БСОЖіӨ¶И·ҪПтУлОЮОіІј·ҪПтҫ¶ПтЖҪРРЎЈ УЙУЪИјЖшҪшИләніДәу, СёЛЩЕтХНјУЛЩ, ФЪәнІҝёҪҪьИјЖшБчВнәХКэЎў ОВ¶Ијұҫзұд»Ҝ, СШЦбПтәНҫ¶ПтРОіЙәЬҙуөДОВ¶ИМЭ¶И, ІъЙъҪПҙуөДИИУҰБҰ, ¶шХлҙМХыМеХұОӘФцЗҝМеC/CёҙәПІДБПөДЦбПтПЛО¬ЙЩ, ЖдЦбПтАӯЙмЗҝ¶ИҪПөН(ҪцОӘ20MPa), ФЪАӯУҰБҰЧчУГПВТЧТэЖр·ЦІгЎЈ ҙЛНв, Ез№ЬДЪИјЖшБч¶ФЕз№ЬДЪұЪІъЙъБЛТ»¶ЁөДС№БҰ, ёГ·ҪПтІДБПС№ЛхЗҝ¶ИҪПөН(ҪцОӘ105MPa), УЙУЪІДБППЛО¬ІгУлІгЦ®јдЕЕБР·ЦГч, Ігјд»тНшМҘЗшІ»Н¬»щМеМҝ»мФУЎў ҝЧП¶¶а, ІгјдјфЗРЗҝ¶ИҪПөН, ЖҪРРС№ЛхЦчТӘТФ·ЦІгЕьБСөД·ҪКҪЖЖ»ө[14]ЎЈ ТтҙЛ, ФЪІДБПZЦб·ҪПтККөұФцјУХлҙМГЬ¶И, ҝЙТФМбёЯёГ·ҪПтБҰС§РФДЬ, ҙУ¶шФЪЙХКҙ№эіМЦРұЬГв·ЦІгПЦПуЎЈ
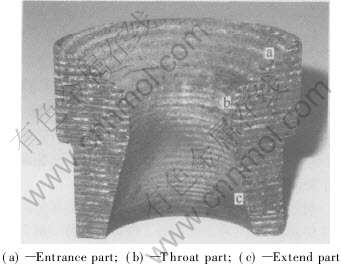
Нј1 ХыМеәніДөШГжөг»рКөСйәуЙХКҙРНГжХХЖ¬
Fig.1 Photo of C/C SRM throat after firing test
2.3 ЙХКҙРОГІј°№эіМ·ЦОц
Нј2ЛщКҫОӘКХБІІҝО»ЙХКҙКөСйәуөДұнГжРОГІЎЈ УЙНј2ҝЙҝҙіц, КХБІІҝО»ОЮОіІјЗшПЛО¬ЦРІҝөД»щМеМҝИФёҪЧЕФЪПЛО¬ұнГж, Іҝ·ЦИјЙХЖшФЪАдИҙ№эіМЦРФЪ»щМеМҝұнГжіБ»э(Нј2(a))ЎЈ Нј2(b)ЛщКҫОӘОЮОі[CM(22]ІјЗшПЛО¬ЦбПтЛіЧЕИјЖшБч·ҪПтөДЙХКҙРОГІЎЈ УЙНј2(b)ҝЙҝҙіц, ЙХКҙәуөДПЛО¬Н·ІҝіКЎ°УсГЧ°фЎұЧҙ, »щМеМҝИФёҪФЪМҝПЛО¬ЦЬО§, Ҫ«Жд°ьЧЎЎЈ УЙУЪИјЖшөДіеЛў, ПЛО¬Н·ІҝПа¶ФҪПјвЎЈ Нј2(c)ЛщКҫОӘОЮОіІјЗшПЛО¬ЦбПтҙ№ЦұУЪИјЖшБч·ҪПтөДЙХКҙРОГІЎЈ ЖдХыМеРОГІУлНј2(a)өДПаҪь, ІўУЙҙЛҝЙҝҙіцПЛО¬Ул»щМеМҝјдҙжФЪГчПФөДјдП¶, ЛөГчЙХКҙФЪІДБПҪзГжҙҰУЕПИҪшРР, ТэЖрПЛО¬Ул»щМеМҝөД·ЦАлЎЈ Нј3ЛщКҫОӘЙХКҙұнГжДЬЖЧНјЎЈ УЙНј3ҝЙҝҙіц, ОЮВЫКЗПЛО¬Іҝ·Ц»№КЗ»щМеМҝІҝ·Ц, ҪцУРЙЩБҝAlЎў SiәНFeҙжФЪ, ЖдЦРAlАҙЧФЧчОӘҪрКфИјЙХјБөДAlУлСхЖшЧчУГЙъіЙөДAl2O3, Fe[CM(22]ҝЙДЬАҙЧФЧчОӘҙЯ»ҜјБөДFe2O3, SiҝЙДЬОӘАдИҙ№эіМЦРХіЧЕөДSiO2ЎЈ УЙУЪAl2O3ИЫөгҪцОӘ2320K[13], Al2O3ЛжИјЖшҪшИлХыМеәніД, ФЪКХБІІҝО», ИјЖшОВ¶ИұИЖдИЫөгёЯ, Al2O3ТФИЫИЪЧҙМ¬іеЛўХыМеЕз№ЬДЪРНГж, ІўУЪАдИҙ№эіМЦРФЪЕз№ЬДЪРНГжіБ»эЎЈ

Нј2 КХБІІҝО»өДЙХКҙРОГІ
Fig.2 Ablation morphologies of entrance part
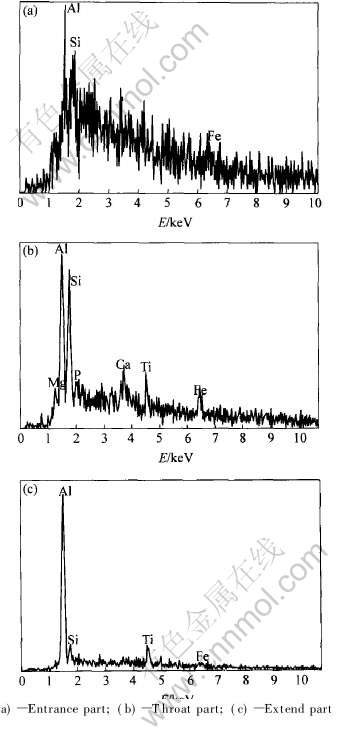
Нј3 ЙХКҙұнГжEDSДЬЖЧ
Fig.3 EDS patterns of ablation surface
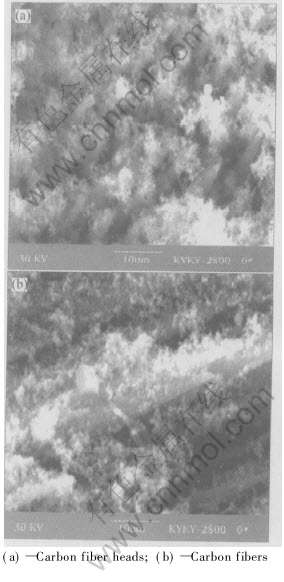
Нј4ЛщКҫОӘәнҫ¶ІҝО»ЙХКҙКФСйәуөДұнГжРОГІЎЈ УЙНј4(a)ҝЙТФҝҙіц, әнҫ¶ІҝО»өДЙХКҙРОГІУлКХБІІҝО»РОГІІ»Н¬ЎЈ ОЮОіІјЗшПЛО¬ұнГжіБ»эөДИјЙХОпұИНј2(a)ЦРөДёь¶а, ОпАнХіёҪОпТІёь¶а, ХвҝЙДЬКЗУЙУЪёГІҝО»әнҫ¶ЧоРЎ, ИјЖшГЬБчҙу, ФЪәнІҝіеЛўІўҙуБҝіБ»эөДҪб№ыЎЈ УЙНј3(b)ҝЙҝҙіц, ОЮОіІјЗшПЛО¬Н·ІҝіКПЦЎ°ЛсјвЎұЧҙ, ХвУлC/CёҙәПІДБПөДСх»ҜРОГІПаҪьЎЈ Т»·ҪГж, C/CёҙәПІДБПУлИјЖшЦРөДСх»ҜЖш·ХІ»¶П·ҙУҰ; БнТ»·ҪГж, ХвР©МҝПЛО¬Н·ХэУӯЙХКҙЖшБчіеЛў·ҪПт, ЙХКҙіЙХвЦЦЎ°ЛсјвЎұЧҙЎЈ ХыёцЙХКҙұнГжБфПВТ»ІгИјЖшІъОп(Нј4), ҙуІҝ·ЦіКҝЕБЈЧҙёҪЧЕФЪұнГжЎЈ Нј3(b)ДЬЖЧ·ЦОцұнГч, ёГёҪЧЕОпЦчТӘУЙAlЎў SiәНFeөИФӘЛШЧйіЙ, ә¬БҝұИКХБІІҝО»ГчПФФцјУЎЈ
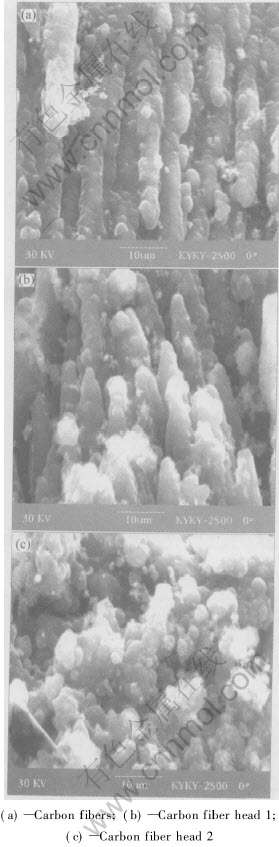
Нј4 әнҫ¶ІҝО»өДЙХКҙРОГІ
Fig.4 Ablation morphologies of throat
Нј5ЛщКҫОӘіцҝЪІҝО»ЙХКҙКөСйәуөДұнГжРОГІЎЈ УЙНј5ҝЙТФҝҙіц, А©ХЕІҝО»өДЙХКҙРОГІУлКХБІІҝО»ј°әнҫ¶ІҝО»өДЙХКҙұнГжРОГІНкИ«І»Н¬ЎЈ А©ХЕІҝО»РОГІПа¶ФКиЛЙ, ұнГжёЎЧЕТ»ІгЎ°ГЮРхЎұЧҙОпЦК, Нј3(c)ДЬЖЧұнГч, ёГОпЦКЦРә¬УРAlЎў SiЎў FeөИФӘЛШ, ЦчТӘТФAlОӘЦч, ТтҙЛ, ёГОпЦКУРҝЙДЬЦчТӘОӘИјЖшЦРөДAl2O3.УЙНј5ҝЙҝҙіц, °ь№ьФЪМҝПЛО¬ЦЬО§өД»щМеМҝ»щұҫЙХКҙНк, МҝПЛО¬ұ»ЙХКҙіЙЎ°ЛсјвЎұЧҙ, ЗТұҫЙнҫ¶ПтұдПёЎЈ
Нј5 іцҝЪА©ХЕІҝО»өДЙХКҙРОГІ
Fig.5 Ablation morphologies of exit part
әніДФЪ№ӨЧч»·ҫіЦРөДЙХКҙКЗЦёЖш¶Ҝ»·ҫіУлІДБПЦ®јдөДёҙФУЧчУГЎЈ Т»°гИПОӘ, К№УГә¬ВБёҙәПНЖҪшјБөД№ММе·ў¶Ҝ»ъИјЙХКТөДҫшИИИјЙХОВ¶ИФЪ3500KТФЙП, Ез№ЬәніДөДДЪұнГжОВ¶ИҙуУЪ3000K, Г»УРҙпөҪМјөДЙэ»ӘОВ¶И, ТэЖрC/CёҙәПІДБПЙХКҙөДФӯТтЦчТӘУЙБҪІҝ·ЦЧйіЙ[15]: ёЯЛЩИјЖшІъОпЦРСх»ҜРФОпЦКТэЖрөДИИ»ҜС§ЙХКҙәНИјЖш¶ФЕз№ЬДЪРНГжөД»ъРө°юКҙЎЈ
ә¬ВБ№ММеёҙәПНЖҪшјБИјЙХІъОпөДЧй·ЦәЬ¶а, ЦчТӘІъОпОӘH2OЎў H2Ўў COЎў HClЎў CO2Ўў HЎў N2әНAl2O3өИ, ЖдҙОКЗAlCl2Ўў AlClЎў ClЎў OHЎў O2әНOөИ[14]ЎЈ Сх»ҜЧй·ЦЦчТӘУРH2OЎў CO2Ўў O2Ўў OәНOHөИ, ¶шO2Ўў OәНOHөДә¬БҝТӘұИH2OәНCO2ЙЩТ»ёцТФЙПКэБҝј¶, ТтҙЛИПОӘИјЖшЦРөДСх»ҜЧй·ЦОӘH2OәНCO2ЎЈ өұНЖҪшјБФЪИјЙХКТЦРИјЙХәу, ігИИөДИјЖшБч№эХыМеәніД, ФЪОВ¶ИҪПөНөДәніДұЪГжРОіЙёҪГжІг, ЦчБчЦРҙуБҝСх»ҜРФОпЦК(H2OЎў CO2)ҙ©№эёҪГжІгА©ЙўөҪХыМеәніДұнГж, ФЪC/CёҙәПІДБП»ҜС§»оРФҙуөДІҝО»·ўЙъ»ҜС§·ҙУҰ, ПыәДІҝ·Ц»щМе, ТэЖрХыМеәніДөД»ҜС§ЙХКҙЎЈ ЦчТӘ·ҙУҰОӘ

ЛщІъЙъөДЖшМеҪшИлұЯҪзЖшБчЦР, ҪөөНЖшБчЦРөДСхЖшЕЁ¶И, Іў¶ФІДБПұнГжөДҙ«ИИЖрөҪЖБұОЧчУГЎЈ
·ў¶Ҝ»ъҝӘКј№ӨЧчКұ, әніДұнГжОВ¶ИҪПөН, »ҜС§·ҙУҰөДЛЩВКұИСх»ҜРФЧй·Цҙ©№эёҪГжІгА©ЙўөДЛЩВКөН, ХыёцәніДөДЙХКҙУЙұнГж»ҜС§·ҙУҰ¶ҜБҰС§ҝШЦЖЎЈ өұ·ў¶Ҝ»ъЦрҪҘҙпөҪЖҪәвөД№ӨЧчМхјюәу, әніДөДұнГжОВ¶ИЙэёЯ, ұнГжЙХКҙУЙЛьГЗ№ІН¬ҝШЦЖ, ІўТФЖдЦРЛЩВКҪПВэөДТ»·ҪОӘЦч, ұнГж»ҜС§·ҙУҰҝШЦЖөДФјХј30%, А©ЙўҝШЦЖөДФјХј70%[16]ЎЈ
»ъРө°юКҙЦёФЪСПЦШөДЖш¶ҜјУИИЗйҝцПВ, УЙУЪ»ъРөБҰөДЧчУГ¶ш·ўЙъөДТ»ЦЦОпАнЖЖ»өЎЈ №ММе»рјэ·ў¶Ҝ»ъИјЖшБҪПаБчіеЛўДЬ№»ТэЖр°ьАЁ·ў¶Ҝ»ъРФДЬҪөөНЦұөҪЕз№ЬЖЖ»өөИёчЦЦОКМвЎЈ әніДІДБПҝ№ёЯС№ёЯЛЩИјЖш¶юПаБчөДіеЛўРФДЬЦчТӘУлІДБПөДГЬ¶ИәНЗҝ¶ИУР№ШЎЈ Нј1 ЦРІъЙъөД·ЦІгПЦПуҫНКЗХыМеХұІДБПКЗУЙУЪЦбПтПЛО¬ә¬БҝЙЩ, ЦбПтАӯЙмЗҝ¶ИЎў ҫ¶ПтС№ЛхЗҝ¶ИөН, әніДСШЦбПтУЙУЪОВ¶Ијұҫзұд»ҜЛщІъЙъҪПҙуөДИИУҰБҰТФј°Ез№ЬДЪИјЖш¶ФЖдДЪұЪөДС№БҰЛщЦВЎЈ УР№ШЧКБПұнГч[15], КҜД«ІДБПәНC/CёҙәПІДБПөД»ъРө°юКҙКЗУЙУЪМҝПЛО¬әН»щМеМҝөДГЬ¶ИІ»Н¬, ФЪЙХКҙ№эіМЦРІ»Н¬ІҪ¶шРОіЙөДЎЈ МҝПЛО¬ҫЯУРБјәГөДҝ№ЙХКҙРФДЬ, ХвҝЙУГУЪҪвКНХыМеәніДА©ХЕІҝО»Ц»КЈПВПЛО¬, ¶шЦЬО§»щМеМҝ»щұҫЙПЙХКҙНкИ«ХвТ»ПЦПуЎЈ
әніДКЗТАҝҝНЁөАҪШГж»эөДұд»ҜК№ИјЖшЕтХН, ТФҙпөҪҪ«ИјЖшИИДЬЧӘ»ҜОӘ¶ҜДЬөДДҝөДЎЈ КөјщЦӨГч, ИјЖшФЪЕз№ЬЦРөДБч¶ҜТ»°гИПОӘКЗНкИ«ЖшМеөДТ»О¬¶ЁіЈөИмШФЛ¶ҜЎЈ Ез№ЬҪШГж»эөДұд»Ҝ¶ФИјЖшБч¶ҜРФЦКУРәЬҙуөДУ°Пм, ИОТ»ҪШГжЙПөДГЬБчУлЖдҪШГж»эіЙ·ҙұИ, БчЛЩЎў ИјЖшЕЁ¶ИәНОВ¶ИөИУлЖдҪШГж»эұд»ҜПўПўПа№Ш, әніДИИ»·ҫіөДёЯОВёҙФУРФәНЙХКҙ№эіМЦРЧҙМ¬өД¶аұдРФ, К№C/CёҙәПІДБПФЪәніДИИ»·ҫіЦРөДЙХКҙРРОӘёҙФУ¶аСщЎЈ ёГХыМеәніДПИКХБІәуА©ХЕ, ТтҙЛИјЖшОВ¶ИЎў ЛЩ¶ИәНЧй·ЦЕЁ¶ИФЪІ»Н¬ІҝО»ҫЯУРәЬҙуөДІоТмЎЈ ұИҪПІ»Н¬ІҝО»ұнГжЙХКҙРОГІҝЙТФҝҙіц, ёГХыМеәніДКХБІІҝО»Ўў әнҫ¶ІҝО»ј°А©ХЕІҝО»ЙХКҙРОГІұд»Ҝ·ЗіЈГчПФЎЈ Т»°гЗйҝцПВ, өұ№ММе»рјэ·ў¶Ҝ»ъ№ӨЧчКұ, КХБІІҝО»ИјЖшОВ¶ИҪПёЯ, ЕЁ¶ИҪПҙу, ¶шЛЩ¶ИПа¶ФҪПөН, ОӘСЗТфЛЩЎЈ Т»·ҪГж, C/CёҙәПІДБПЦРөДМҝУлИјЖшЦРСх»ҜРФОпЦК·ҙУҰ, ІъЙъөДЖшМеПтИјЖшА©Йў; БнТ»·ҪГж, ХыМеәніДИлҝЪәНәнІҝЗшУтДЪөДОВ¶ИұИВБ»тСх»ҜВБөДИЫөгТӘёЯ, ТтҙЛ, ФЪХвР©ЗшУтДЪ, ФЪёЯЛЩЖшБчНЖ¶ҜЧчУГПВ, ИЫИЪБЈЧУЧІ»чөҪәніДұЪГж, өјЦВ»щМеМҝәНПЛО¬өД»ъРөЛрЙЛәН°юАлЎЈ ҙЛНв, ИЫИЪөДAl2O3ФЪЧІ»чөҪәніДұЪГжөДЛІјд, К№ІДБПұнГжОВ¶ИСёЛЩЙэёЯ, У°ПмІДБПөДИИ»ҜС§ЙХКҙ, ЗТИЫИЪөДAl2O3ФЪәніДұЪГжҝЙРОіЙТәДӨ, ФЪАдИҙ№эіМЦР, Al2O3ФЪұнГжіБ»эЎЈ әнҫ¶ІҝО»№ӨЧч»·ҫіЧо¶сБУ, ёГҙҰХэәГҙҰУЪҝзТфЛЩ¶О, Бч¶ҜЗйҝцёҙФУ, ИИБчГЬ¶ИЧоҙу, ОВ¶ИЧоёЯ, ¶шФЪЙХКҙ№эіМЦР, әніДІҝО»өД»ъРөіеЛўұИКХБІІҝО»өДёьОӘСПЦШЎЈ ¶шА©ХЕІҝО»өДИјЖшОВ¶ИПВҪөЎў ЙхЦБҪөЦБјё°Щ¶И, Al2O3іКҝЕБЈЧҙ, ИјЖшЕЁ¶ИҪөөН, ИјЖшЛЩ¶ИјұҫзФцҙу, ОӘКХБІІҝО»өДјёұ¶, »ъРө°юКҙЦчТӘұнПЦОӘ№ММеAl2O3БЈЧУ¶ФәніДұЪГжөДіеЛў, C/CХыМеәніДДЪРНГжұнГжТтИИ»ҜС§ЙХКҙ, ЙХКҙұнГж»щМеМҝәДҫЎ, Ц»КЈПВБЦБўөДМҝПЛО¬ЎЈ
3 ҪбВЫ
1) ФЪҪПёЯС№Зҝ(12~14MPa)ПВ, ХлҙМХыМеХұC/CёҙәПІДБПХыМеәніДЙХКҙҫщФИ, ЙХКҙВКҪПөН(0.12~0.13mm/s), ЗТЙХКҙәуРНГж№в»¬ЎЈ
2) C/CёҙәПІДБПХыМеәніДөДЙХКҙУЙИИ»ҜС§ЙХКҙәН»ъРөіеЛў№ІН¬ҝШЦЖЎЈ ХыМеәніДКХБІІҝО»Ўў әнҫ¶ІҝО»ј°А©ХЕІҝО»өДЙХКҙРОГІҙжФЪГчПФІоТм, ИЎҫцУЪХыМеЕз№ЬЦРИјЖшөДОВ¶ИЎў Чй·ЦЕЁ¶ИәНЛЩ¶ИЎЈ
REFERENCES
[1]ЛХҫэГч. C/CәніДІДБПөДСРҫҝУл·ўХ№[J]. МҝЛШҝЖјј, 2001, 1(1): 6-11.
SU Jun-ming. Research and development of C/C composites for nozzles[J]. Carbon Science and Technology, 2001, 1(1): 6-11.
[2]ФшәәГс, УЪЗМ, ЕнО¬ЦЬ, өИ. МјПЛО¬ј°ЖдёҙәПІДБППФОўНјПс[M]. №гЦЭ: ЦРЙҪҙуС§іц°жЙз, 1991: 59-185.
ZENG Han-min, YU Qiao, PENG Wei-zhou, et al. Carbon Fiber and Microstructure of its Composites[M]. Guangzhou: Zhongshan University Press, 1991: 59-185.
[3]Lee Y J, Joo H J. Investigation on ablation behavior of CFRC composites prepared at different pressure[J]. Composites (part A), 2004, 35: 1285-1290.
[4]Williams S D, Curry D M, Chao D C. Ablation analysis of the Shuttle orbiter oxidation rotected reinforced carbon-carbon[A]. 6th AIAA/ASME Jiont thermophysics and heat transfer conference[C]. Colorado Springs CO: AIAA, 1994.
[5]Aron B, Pratt W. Stress anylysis of a 3-D braided composite ablative nozzle[A]. 40th AIAA structures, structural dynamics, and materials conference[C]. St Louis, Missouri: AIAA, 1999.
[6]Zien T F. Thermal effects of particles on hypersonic ablation[A]. 35th AIAA thermophysics conference[C]. Anaheim, CA: AIAA, 2001.
[7]Donghwan C, Byung ўт Y. Microstrctural interpretation of the effect of various matrices on the ablation properties of carbon -fiber-reinforced composites[J]. Composites Science and Technology, 2001, 61: 271-280.
[8]Weisshaus H, Engleberg I. High temperature properties of ablative composites(ўс)[J]. Journal of Advanced Materials, 1997, 28(2): 16-27.
[9]БхҪЁҫь, ЛХҫэГч, іВіӨАЦ. Мҝ/МҝёҙәПІДБПЙХКҙРФДЬУ°ПмТтЛШ·ЦОц[J]. МҝЛШ, 2003(2): 15-19.
LIU Jian-jun, SU Jun-ming, Chen Chang-le. Study on factors affecting ablative performance of C/C compo-sites[J]. Carbon, 2003(2): 15-19.
[10]ИҪәкРЗ, ҙЮәм, әВЦҫұл, өИ. Мҝ»щМеҪб№№ЧҙМ¬¶ФC/CёҙәПІДБПҝ№ЙХКҙРФДЬөДУ°Пм[J]. МҝЛШ, 2002(4): 20-25.
RAN Hong-xing, CUI Hong, HAO Zhi-biao, et al. Influence of carbon-matrix structure on antiablative performances of C/C composites[J]. Carbon, 2002(4): 20-25.
[11]ҙЮәм, ЛХҫэГч, АоИрХд, өИ. МнјУДСИЫҪрКфМј»ҜОпМбёЯC/CёҙәПІДБПҝ№ЙХКҙРФДЬөДСРҫҝ[J]. Очұұ№ӨТөҙуѧѧұЁ, 2000, 18(4): 669-673.
CUI Hong, SU Jun-ming, LI Rui-zhen, et al. On improving anti-ablation property of multi-matrix C/C to withstand 3700K[J]. Journal of Northwestern Polytechnical University, 2000, 18(4): 669-673.
[12]ЛХҫэГч, іВБЦИӘ, НхКйПН, өИ. КҜД«ЙшНӯәніДөДЙХКҙМШРФ[J]. №ММе»рјэјјКх, 2004, 27(1): 69-72.
SU Jun-ming, CHEN Lin-quan, WANG Shu-xian, et al. The erosive property of copper infiltrated graphite throat insert[J]. Journal of Solid Rocket Technology, 2004, 27(1): 69-72.
[13]»ЖәЈГч, ¶ЕЙЖТе, ОвБЦЦҫ, өИ. C/CёҙәПІДБПЙХКҙРФДЬ·ЦОц[J]. ёҙәПІДБПС§ұЁ, 2001, 18(3): 76-80.
HUANG Hai-ming, DU Shan-yi, WU Lin-zhi, et al. Analysis of the ablation of C/C composites[J]. Acta Materiae Compositae Sinica, 2001, 18(3): 76-80.
[14]РЬПи, »ЖІ®ФЖ, РӨЕф. ЧјИэО¬C/CёҙәПІДБПөДС№ЛхРФДЬј°ЖдЖЖ»ө»ъАн[J]. ЦРДПҙуѧѧұЁ(ЧФИ»ҝЖС§°ж), 2004, 35(5): 702-706.
XIONG Xiang, HUANG Bai-yun, XIAO Peng. Compressive properties and fracture mechanism of quasi 3D C/C composites[J]. Journal of Central South University(Science and Technology), 2004, 35(5): 702-706.
[15]¶ӯКҰСХ. №ММе»рјэ·ў¶Ҝ»ъФӯАн[M]. ұұҫ©: ұұҫ©Ан№ӨҙуС§іц°жЙз, 1996.
DONG Shi-yan. Theory of Solid Rocket Motor[M]. Beijing: Beijing Institute of Technology Press, 1996.
[16]»ЖЦҫіО. әҪМмҝХЖш¶ҜБҰС§[M]. ұұҫ©: УоәҪіц°жЙз, 1994.
HUANG Zhi-cheng. Aeroastrodynamics[M]. Beijing: China Astronautics Press, 1994.
»щҪрПоДҝ: №ъјТЦШөг»щҙЎСРҫҝ·ўХ№№ж»®ЧКЦъПоДҝ(2006CB600900)
КХёеИХЖЪ: 2005-12-02; РЮ¶©ИХЖЪ: 2006-02-28
НЁС¶ЧчХЯ: ТьҪЎ; өз»°: 0731-8830450; E-mail: ctjyin@hotmail.com
(ұајӯ АоСЮәм)

