镁合金搅拌摩擦焊的研究现状与展望
来源期刊:稀有金属2014年第5期
论文作者:杨素媛 刘冬冬
文章页码:896 - 904
关键词:镁合金;搅拌摩擦焊;显微组织;力学性能;塑性流动;
摘 要:镁合金具有密度低、比强度高、导热性好等显著优点,在汽车、轨道交通和兵器等行业中的应用前景非常广阔,而传统的铆接和熔化焊等连接方法质量较差,从而限制了其应用。作为有色金属"焊接专家"的搅拌摩擦焊,相比传统的连接方法有着不可比拟的优势,因此镁合金搅拌摩擦焊已经引起国内外学者的广泛重视。介绍了搅拌摩擦焊的基本原理和接头质量影响因素,详细总结了国内外镁合金搅拌摩擦焊在微观组织、力学性能和塑性流动方面的研究现状,指出了国内外学者已取得的研究成果和不足,点明了焊接接头力学性能的检测标准和材料的真实流动还需进一步地研究与探讨,最后在异种材料的焊接、搅拌头的优化设计和数值模拟等方面对镁合金搅拌摩擦焊的发展前景进行了展望。
稀有金属 2014,38(05),896-904 DOI:10.13373/j.cnki.cjrm.2014.05.024
杨素媛 刘冬冬
北京理工大学材料科学与工程学院
镁合金具有密度低、比强度高、导热性好等显著优点, 在汽车、轨道交通和兵器等行业中的应用前景非常广阔, 而传统的铆接和熔化焊等连接方法质量较差, 从而限制了其应用。作为有色金属“焊接专家”的搅拌摩擦焊, 相比传统的连接方法有着不可比拟的优势, 因此镁合金搅拌摩擦焊已经引起国内外学者的广泛重视。介绍了搅拌摩擦焊的基本原理和接头质量影响因素, 详细总结了国内外镁合金搅拌摩擦焊在微观组织、力学性能和塑性流动方面的研究现状, 指出了国内外学者已取得的研究成果和不足, 点明了焊接接头力学性能的检测标准和材料的真实流动还需进一步地研究与探讨, 最后在异种材料的焊接、搅拌头的优化设计和数值模拟等方面对镁合金搅拌摩擦焊的发展前景进行了展望。
中图分类号: TG453.9
作者简介:杨素媛 (1966-) , 女, 内蒙古人, 硕士研究生, 教授级高级工程师, 研究方向:镁合金的焊接与腐蚀防护;电话:010-68912712;E-mail:yangsuyuan@bit.edu.cn;
收稿日期:2013-10-16
基金:国家部委研究项目 (TT1321056);冲击环境材料技术重点实验室基金 (20130306) 资助;
Yang Suyuan Liu Dongdong
School of Materials Science and Engineering, Beijing Institute of Technology
Abstract:
As magnesium alloy had low density, high specific strength and good thermal conductivity, its application prospect in automotive, rail transit, weapon industry is very broad. However, its traditional joint method such as riveting and fusion welding had a poor quality to limit application. Friction stir welding ( FSW) had an incomparable advantage compared with traditional joint; therefore, FSW of magnesium alloy attracted wide attention. In this article, fundamental principles of friction-stir welding and influencing factors of welded joint quality were briefly introduced. Research development on microstructure of weld joints, mechanical properties of friction stir welds and material plastic flow in FSW of magnesium alloys were summarized. And it indicated research achievement and insufficience. Also it was pointed out that testing standard of mechanical properties and real flow should be further investigated. Finally, the prospect of FSW of magnesium alloys was brought forward, including the welding of dissimilar materials, the stir tool optimization design and numerical simulation etc.
Keyword:
magnesium alloy; friction stir welding; microstructure; mechanical properties; plastic flow;
Received: 2013-10-16
镁合金具有密度小, 比强度和比刚度高, 减振性、导热性、铸造性能和切削加工性能良好等显著优点, 是目前工业上应用最轻的金属结构材料和特殊用途的功能材料[1,2]。目前, 镁合金在汽车、轨道交通、船舶和航空航天工业中得到了大量的应用。据测算, 如果每辆汽车能使用70 kg镁合金作为替代材料, CO2的年排放量就能减少30%以上[3]。
当前镁合金板材的连接主要是通过铆接和熔化焊 (MIG) 实现。但铆接的接头强度低, 可靠性差。MIG焊易形成粗大晶粒、热裂纹和气孔等缺陷[4], 从而限制了镁合金的应用。近些年激光焊和电子束焊等高能量焊接逐渐兴起并获得一定的应用。但是激光焊和电子束焊接镁合金时不仅容易出现气孔及焊缝下塌等现象, 而且设备非常复杂、使用成本高, 不利于大规模使用[5,6]。
搅拌摩擦焊是一项纯机械的固相连接技术, 具有焊件力学性能好、焊后应力变形小、无需保护气体和焊料、可实现全位置焊、焊接前准备工作少等不可比拟的优点, 特别适合于铝镁等有色金属合金的焊接。目前, 镁合金的搅拌摩擦焊相对于铝合金发展缓慢, 但研究表明搅拌摩擦焊能够成功实现AZ31, AM60, ZK60等牌号的镁合金焊接。随着对节能环保的迫切要求和镁合金加工技术的提高, 镁合金定会在工业中获得更加广泛的应用, 因此, 镁合金的搅拌摩擦焊具有非常广阔的发展前景。
1 搅拌摩擦焊简介
1.1 基本原理
搅拌摩擦焊是利用带有搅拌针和轴肩的搅拌头与工件的摩擦作为焊接热源。将高速旋转的搅拌头插入焊缝, 使轴肩和工件表面紧密接触, 搅拌头与工件摩擦生热将焊缝金属加热到热塑性状态。随着搅拌头沿着焊缝直线运动, 前方的热塑性金属不断地被旋转流向其后方, 通过相互扩散和再结晶作用使焊接工件紧密结合在一起形成焊缝[7]。工作原理如图1所示。
1.2 接头质量影响因素
国内外研究表明, 搅拌头的几何形状尺寸和焊接工艺参数是影响接头质量的主要因素。
搅拌头的几何参数是不能被忽略的。顶部材料靠近搅拌头轴肩, 摩擦剧烈, 热输入较大, 使得材料能够进行充分的塑性流动和扩散;而底部的材料由于热输入较小, 材料的流动性不足。因此, 如何提高底部材料的塑性流动, 使得材料受热更加均匀, 是提高接头力学性能的关键。而材料的流动扩散与搅拌头的几何参数密不可分[8,9]。
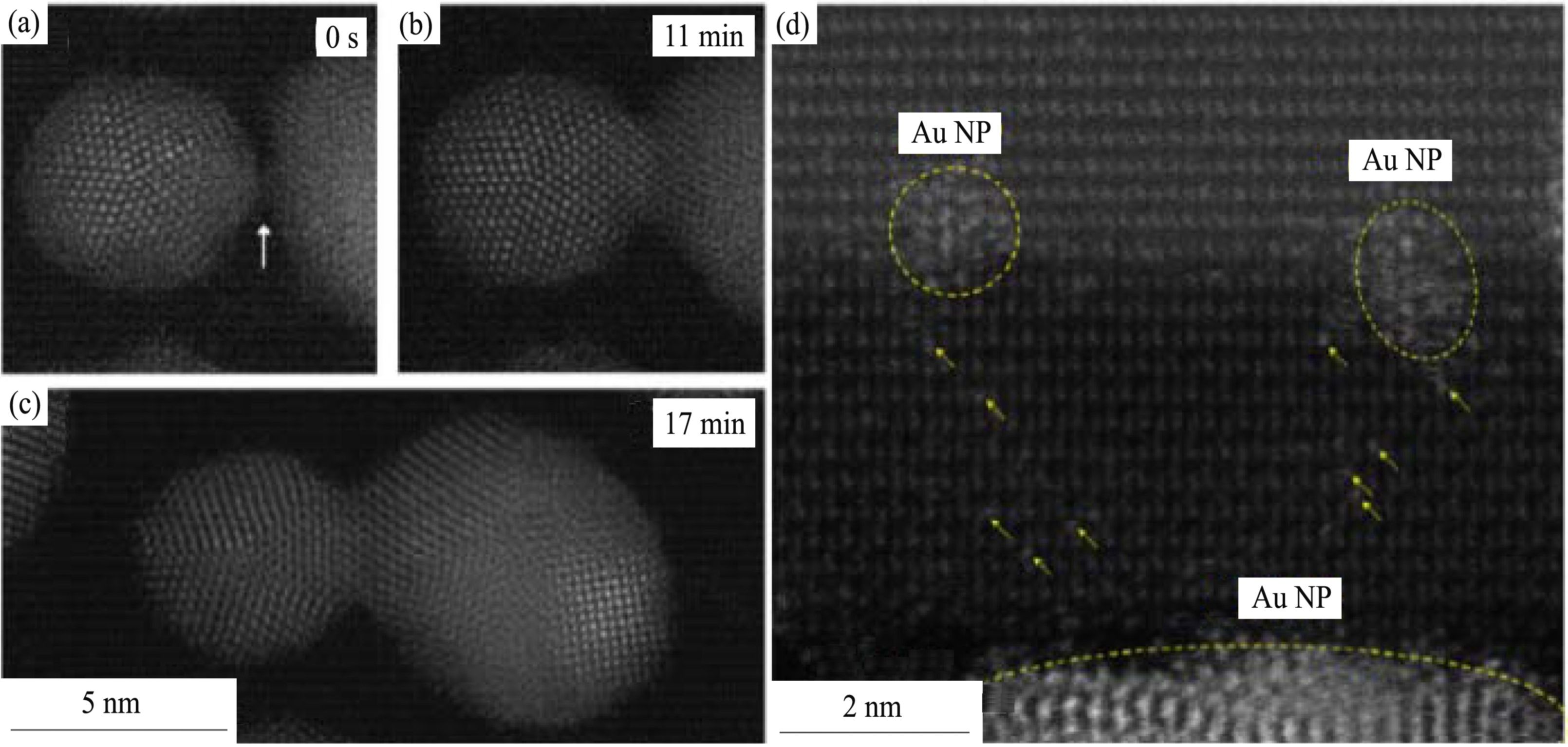
图1 搅拌摩擦焊原理示意图Fig.1 Schematic diagram of FSW
焊接工艺参数主要包括焊接速度、旋转速度、轴向压力、倾斜角和偏移量等。旋转速度和焊接速度对焊缝的影响更大, 研究的也更多, 其他参数则相对稳定。根据经验公式得, 通常利用旋转速度和焊接速度之比 (ω/ν) 表示焊接线能量的大小[10]。增加旋转速度和降低焊接速度有利于提高焊接线能量, 从而提高热输入, 有利于金属材料的塑性流动。因此, 焊接线能量的大小直接决定了焊接接头质量的好坏。
2 搅拌摩擦焊接头的研究现状
2.1 接头微观组织
目前镁合金焊接接头的微观组织是研究的热点。国内外学者的研究[11,12,13,14,15]表明, 通过对搅拌摩擦焊焊接接头进行金相分析, 可以看到清晰的“洋葱环”形貌组织。通常将“洋葱环”形貌组织分为以下四个区域:母材 (basal material, BM) 、热影响区 (heat affected zone, HAZ) 、热力影响区 (thermomechanically affected zone, TMAZ) 、焊核区 (weld nugget zone, WNZ) 。如图2所示。此外, “洋葱环”形貌也受到原始母材组织、焊接工艺参数和搅拌头几何尺寸的影响。
焊接过程中, 焊核区材料受到搅拌头的机械搅拌和挤压, 发生了完全再结晶, 晶粒非常细小, 而且是明显的等轴晶粒;热力影响区因靠近搅拌区, 同时受到热循环和机械应力的影响, 部分晶粒发生回复甚至再结晶;热影响区由于受摩擦热影响, 组织经历了类似于高温退火的过程, 因远离搅拌区没有发生塑性变形[16]。镁合金各区典型的焊后微观组织如图3所示。
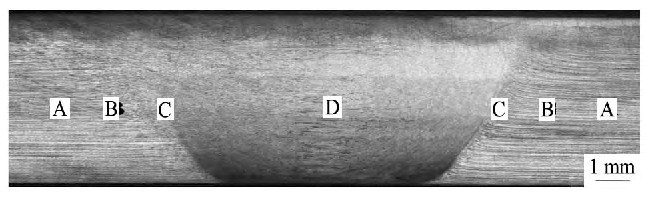
图2 焊缝接头截面宏观组织Fig.2 Cross-section macrostructure of weld joint
A:Basal material;B:Heat affected zone;C:Thermo-mechanically affected zone;D:Weld nugget zone
刘畅等[12]对经固溶、时效处理的铸造镁合金进行搅拌摩擦焊, 焊后得到“洋葱环”形貌。焊接区晶粒大小均匀, 尺寸远小于母材, 析出相β-Mg17Al12相较母材细小且弥散。热力影响区组织呈层状分布, 粗大晶粒被拉长, 呈现出一定的流向性;同时伴随着塑性流动和部分再结晶。焊接区和热影响区过渡界面上存在组织突变, 析出相及氧化物夹杂的聚积使该区域呈现出河流状条纹。在热影响区, 发生部分再结晶, 再结晶的晶粒沿原母材的晶界形成。
游国强等[13]研究了压铸态AZ91D镁合金的搅拌摩擦焊对接, 发现焊缝外观成形完好, 但内部存在贯穿型隧道状孔洞缺陷。焊核区是典型的变形-再结晶组织, 为细小均匀的等轴晶;热力影响区是部分再结晶组织, 组织形貌与母材相近但伴有轻微的长大。焊核区与热力影响区的过渡在前进侧呈现“突变”特征, 在后退侧呈现“渐变”特征。
Choi等[17]研究了含Ca O的AZ31镁合金在搅拌摩擦焊下的微观组织。在旋转速度1600 r・min-1和焊接速度80 mm・min-1时, 由于动态再结晶和机械搅拌作用, 在搅拌区生成细晶组织和金属间化合物Al2Ca, 这也是搅拌区 (stir zone, SZ) 硬度高于母材区的原因。微观组织如图4所示。
同样的金属间化合物也生成在异种金属AZ31和1060的搅拌摩擦焊中[18]。当搅拌针中心向AZ31或1060侧偏移时, 均能得到完好的焊缝, 具有夹层片晶的特征。当搅拌针中心正对焊接中心线时, 生成脆性的金属间化合物Al3Mg2和Al12Mg17。Choi等[17]的研究也得到类似的结果。
最近镁合金搅拌摩擦焊焊接过程中的织构变化是国内外学者研究的一个热点。Liu等[19]通过SEM和EBSD研究异种镁合金ZK60和AZ31搅拌摩擦焊的微观组织和织构变化。结果发现搅拌区的晶粒得到显著细化, AZ31侧达到8.7μm, ZK60侧达到2.7μm。硬度测试显示, 材料的混合、晶粒细化和颗粒被打碎导致搅拌区和ZK60基体间硬度骤增。搅拌区和AZ31基体间硬度的突然下降、搅拌区孪晶的激活和滑移是拉伸实验断口始终出现在AZ31侧过渡区的原因。
Chowdhury等[14]研究了搅拌摩擦焊焊接过程中, AZ31B-H24镁合金基面、柱面和锥面晶粒取向在焊接过程中的变化和焊接参数对织构的影响。结果表明:焊后搅拌区的基面取向基本与TD平行, 但有一点倾斜于RD方向, 这是因为搅拌针表面发生强烈的剪切塑性流动。柱平面 (10-10) 和锥平面 (10-11) 形成类纤维织构。Chen等[20]就是通过控制织构的形成, 从而改善材料的力学性能。

图3 搅拌摩擦焊接头微观组织Fig.3 FSW microstructure of joint
(a) WNZ; (b) HAZ; (c) TMAZ; (d) BM
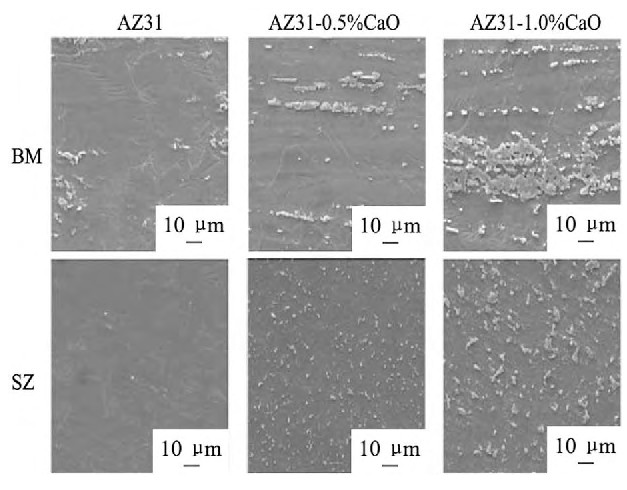
图4 母材和搅拌区的微观组织形貌Fig.4 Microstructure morphology of BM and SZ
徐卫平等[21]通过测试焊缝的极图、晶粒取向、取向差分布图以及晶粒尺寸的方法研究AZ80A搅拌摩擦焊过程中的材料演变过程。结果显示:焊核区晶粒尺寸、极图、反极图以及晶粒的取向差均呈周期性的变化, 因为基体内部经历了周期性的动态再结晶过程。焊核区组织结构呈条带分布, 条带宽时晶粒尺寸较大, 条带窄时晶粒尺寸较小。条带宽处极图和反极图变形织构倾向明显, 条带窄处无织构。而焊核区中条带宽处的小角度晶粒多, 条带窄处绝大多数为大角度晶粒, 稳定性好。如图5所示。
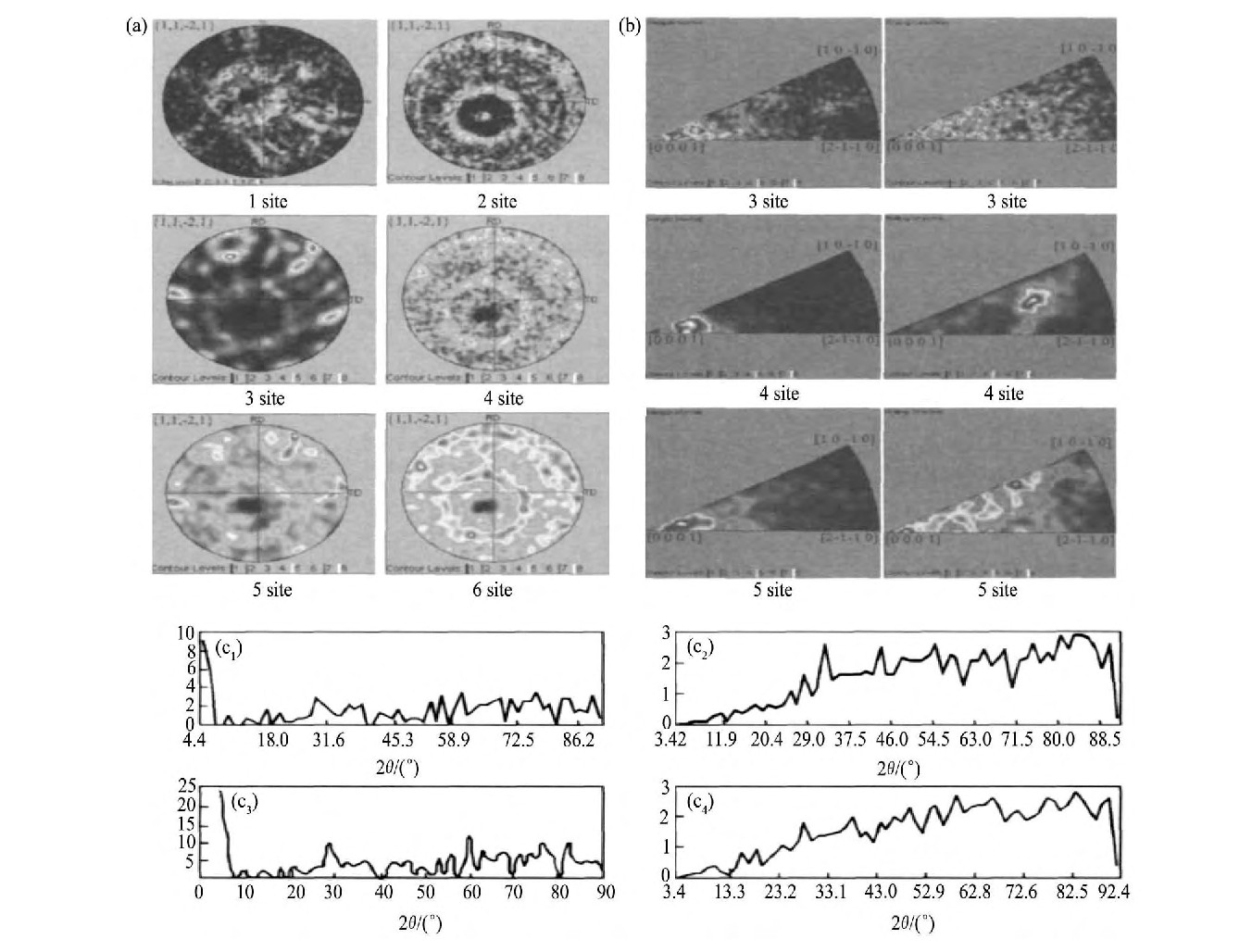
图5 EBSD结果分析图Fig.5 Result analysis figures of EBSD
(a) {1, 1, -2, 1}pole figure of WNZ; (b) Inverse pole figure of WNZ; (c1) ~ (c4) Grain orientation difference distribution diagrams in sites 3, 4, 5, 6
2.2 接头的力学性能
焊接接头的质量主要通过力学性能表现出来。大量实验表明, 力学性能优良的接头, 宏观上看, 焊缝表面光洁平整, 内部组织致密无缺陷, 而且背部焊合良好;微观上看, 焊核区发生明显的动态再结晶, 形成细小的等轴晶粒, 性能得到提高;热影响区受摩擦热影响, 晶粒粗大, 力学性能较差。焊核区与热力影响区间的过渡区域存在弱连接, 机械性能较差, 该区域多成为拉伸断口出现的位置。
杨素媛等[22]在旋转速度为800 r・min-1、焊接速度为100 mm・min-1时, 成功实现了7 mm厚Mg-Gd-Y系镁合金板材的搅拌摩擦焊对接。力学性能测试显示, 接头的抗拉强度为225 MPa, 达到母材的87.2%, 而且断口位置全部在前进侧的TMAZ区域。Yang等[23]研究的Mg-3Al-1Zn抗拉强度最高达到母材强度的86%。有的研究甚至达到母材抗拉强度的97.2%[24]。
李铁龙等[25]研究了AZ80镁合金搅拌摩擦焊焊缝硬度的分布情况。发现接头显微硬度变化总体上呈典型的W形:两面高, 中间低, 中间有起伏。焊接工艺条件的不同也会影响到硬度的分布[26]。
Cavaliere等[27]研究搅拌摩擦加工对铸态镁合金AZ91抗疲劳性的影响, 发现焊缝处具有高强度和良好的延展性。Masato等[28]对挤压态的AZ31和AZ61搅拌摩擦焊后进行疲劳测试, 得到疲劳S-N曲线, 结果AZ61的疲劳强度达到母材的60%, 而AZ31达到了80%。此外, 研究疲劳行为的裂纹扩展速度和门槛值和腐蚀环境中的裂纹扩展速度和门槛在铝合金中研究的较多, 镁合金很少涉及。
Zeng等[29]利用中性烟雾实验和动电位极化测量AM50搅拌摩擦焊接头的抗腐蚀能力。腐蚀后的形貌主要受β相分布的影响。母材主要是晶粒间腐蚀, 而焊缝主要是点状腐蚀和丝状腐蚀。不同的微观组织的腐蚀程度不同, 焊后抗腐蚀能力提高的顺序为:母材热力影响区、热影响区、焊核区。
针对AZ61镁合金搅拌摩擦焊后屈服强度较低的特点, Lee等[30]开展了焊后沿焊缝法线压缩来提高材料的性能的研究。当应变达到6%时, 屈服强度从之前的140 MPa提高到260 MPa。这是因为压缩使得基面 (0002) 织构通过变形孪晶转到垂直于法线方向。新的织构取向可以降低施密特因子和提高屈服强度。
Lee等[31]研究了Si C颗粒增强的AZ91镁合金搅拌摩擦焊的抗磨损性能, 焊后搅拌区形成再结晶晶粒, Si C颗粒均匀分布, Al12Mg17溶解。Si C颗粒和机械搅拌作用使得抗磨损能力得到明显的提高, 且磨损过的表面由镁基体和金属间化合物Al12Mg17组成。
尽管国内外的很多学者研究了接头的组织和性能, 也取得了一部分较好的研究成果;但是这些研究仍基于定性研究, 检测接头质量的标准还主要停留在硬度和抗拉强度方面, 而对接头的抗腐蚀、抗疲劳、抗蠕变等方面的研究还较少, 使得工程人员在设计零件时缺少必要的基础数据。
2.3 接头材料的塑性流动
在搅拌摩擦焊过程中, 塑性材料的流动对接头的微观组织、力学性能具有重要的影响, 而接头横剖面上的“洋葱”环就是金属塑性流动最直接的体现。因此, 探究“洋葱”环的形成机制, 对研究搅拌头周围金属的塑性流动和解释接头微观组织的形成具有重要意义。
通过实验研究FSW过程的材料流动, 主要通过嵌入示踪材料来跟踪金属的起始和终了位置, 常用的示踪材料有铜箔、铝箔、钢球等。但由于与母材存在力学性能方面的差异, 在一定程度上会影响材料的流动。Pooya等[32]将钢丸嵌入焊接材料中作为示踪材料研究铝合金6013和纯镁板搅拌摩擦焊过程中的材料流动。X射线测得嵌在前进侧材料中的钢丸焊后进入返回侧材料中, 而嵌在返回侧材料中的钢丸仍留在返回侧中。对焊接试样进行热处理, 在接头界面处生成了2种金属间化合物:Al3Mg2和Al12Mg17。李宝华等[33]采用铝箔作为标示材料, 探讨洋葱环的形成机制和搅拌头形状对微观形貌的影响。当搅拌针螺纹左旋时, 洋葱环中心出现在焊缝的中下部;当搅拌针螺纹右旋时, 洋葱环中心则出现在焊缝的上部。洋葱环花纹是由搅拌针附近的塑性金属在螺纹的驱动下沿厚度方向迁移流动, 并在搅拌针端部或根部形成挤压区所造成的;轴肩较大的搅拌头更有利于塑性金属在焊缝厚度方向上的迁移, 洋葱环也更易于在厚度方向上扩张。
尽管研究手段和技术的现状使得目前关于材料的流动研究还不完善, 但在一些方面已取得一定的共识, 例如前进侧和返回侧材料流动的不对称性。Liu等[34]对此研究了异种镁合金AZ31和AZ80的搅拌摩擦焊, 当AZ31位于返回侧时可以得到力学性能良好的完整焊缝, 而当AZ31位于前进侧时很难得到完整焊缝。这是因为AZ80塑性变形能力比AZ31差, 金属流动从前进侧到返回侧更容易。因此, 异种材料焊接时, 塑性变形差的材料应位于前进侧, 塑性变形好的材料应位于返回侧。
赵华夏等[35]采用切面分析法研究焊接过程中接头切面的演变行为, 将接头形成过程分为挤出阶段、迁移阶段、回填阶段和轴肩作用阶段, 4个阶段能够较好地解释搅拌摩擦焊接头形成机制以及“S线”等缺陷的产生原因。焊接工艺参数的选择影响到各阶段能否有效地完成各自的成形过程, 从而影响到最终的焊缝是否含有缺陷。Mironov[36]对AZ31镁合金搅拌摩擦加工下表层材料的微观组织和织构变化的研究中, 也得到类似的结论:搅拌工具前面的材料受到旋转轴肩的作用首先发生变形, 接着材料发生由旋转搅拌针作用下的二次变形, 最后发生由轴肩旋转带来的3次变形。织构的演变影响着晶粒结构的变化, 从而影响到焊件的力学性能。
Kumar等[37]探讨了搅拌头的作用对材料流动和焊接成形性的影响, 结果显示材料流动存在两种形式:搅拌针驱动下的流动和轴肩驱动下的流动。搅拌针逐层的转移材料, 而轴肩按堆转移。在搅拌针驱动的逐层转移和轴肩驱动的垂直转移共同作用下, 形成了洋葱环形貌。因此, 两种流动形式共同作用才能够形成无缺陷的焊缝。
金属材料在焊接过程中的塑性流动机制尚处于摸索阶段。目前主要是通过标记嵌入实验方法研究金属的流动, 虽然取得了一定的成果, 但测量结果仍有较大出入, 这可能是因为焊接过程中的周围环境、工艺参数、冷却条件的不同导致。同时也由于其本身的复杂性和特殊特点 (无法直接观察流动过程) 而受到很大限制, 从而影响人们对焊接接头的形成机制和分布规律的研究。
3 结语
作为革命性的焊接技术, 搅拌摩擦焊推动了连接技术的发展。随着科技的发展, 人们对搅拌摩擦焊原理认识的不断加深, 并综合近些年国内外学者的研究成果和遇到的问题, 未来搅拌摩擦焊的发展有以下几个趋势:
(1) 实现更多异种镁合金材料的焊接:搅拌摩擦焊的固相连接和物理冶金行为有助于实现异种材料的焊接。搅拌摩擦焊搅拌头的机械搅拌作用扩大了异种材料的相互扩散和渗透, 防止了接头组织和成分的陡变, 从而达到均匀过渡的效果, 同时也减轻了设计人员对不同系列合金间的材料兼容性以及母材和焊材匹配问题的顾虑[38]。目前, 不同系列和牌号铝合金的搅拌摩擦焊可以直接实现, 但镁合金可以实现的很少, 目前研究最多是AZ31, AZ80。因此探索其他牌号和系列的镁合金异种材料的搅拌摩擦焊接是一种趋势。
(2) 搅拌头的优化设计:搅拌头的优化设计对镁合金材料的流动和接头的微观组织有重大的影响。而当前镁合金的搅拌摩擦焊的搅拌头种类单一, 对问题缺乏深入的了解。因此, 需要开发更耐高温、耐磨损、低温和高温力学性能好的材料用于制造搅拌头;根据目前的基础理论, 在生产实践中不断改进搅拌头的设计;利用计算机软件对几何形状复杂的搅拌头进行辅助应力分析和尺寸设计[39,40]。
(3) 立足传统的FSW工艺开发新的先进加工技术:目前已获得一定应用的搅拌摩擦加工 (Friction stir processing, FSP) 就是利用搅拌头将待加工区材料打碎、混合、产生剧烈的塑性变形, 从而实现微观结构的改性。镁是hcp结构, 工业上主要利用铸造制备镁合金, 但铸造会带来缩孔、缩松等一系列缺陷, 而FSP工艺恰好可以对铸造组织进行改性。因此, 基于传统的工艺开发新的技术, 从而为实现镁合金材料表面改性强化、改善铸造镁合金微观组织、新型镁合金材料的制备等提供了一种新思路[41]。
(4) 数值模拟镁合金的焊接过程:镁合金的搅拌摩擦焊过程伴随和耦合着一系列的传热、变形和组织变化。针对如此复杂的问题, 数值模拟是一个很好的思路, 因为它可以大大减少人力和物力等成本。如果整个过程能够实现镁合金焊接的全程模拟, 就可以通过软件直接确定被焊镁合金材料的最佳工艺参数。因此, 要想建立科学、精确的物理模型需要进行大量的基础研究, 模拟与检测技术也要向着更精确、客观和实验的方向发展。
(5) 开发辅助热源FSW工艺:传统FSW存在搅拌头提供压紧力、易磨损、焊接速度慢等缺点, 为克服以上不足, 有学者提出辅助热源FSW工艺, 如激光辅助搅拌摩擦焊[42]。这些方法全是利用辅助热源加热焊件, 搅拌头仅是搅拌完成连接。这些复合工艺可以降低对FSW设备的要求, 改善搅拌头的损耗, 提高焊接速度。
(6) 研究镁合金的搭接和角接工艺:目前常见镁合金的搅拌摩擦焊对接的研究已经非常成熟, 可以焊接的板厚为2~30 mm。随着镁合金在汽车工业、轨道交通工业中的广泛应用, 研究镁合金的搭接和角接工艺是一种必然的趋势。
参考文献

