Microstructure of Zn-Al4 alloy microcastings by micro precision casting based on metal mold
来源期刊:中国有色金属学报(英文版)2008年第2期
论文作者:李邦盛 任明星 杨闯 傅恒志
文章页码:327 - 332
Key words:metal mold micro precision casting; microcasting; microstructure
Abstract: Metal mold micron scale precision casting technology was developed successfully, and three-dimension complicated microgear castings in micron scale were produced. Evolvement regularity of microgear castings were observed by optical microscope and scanning electron microscope. Compared with conventional casting, microcasting is characterized by typical nonequilibrium solidification, for example, its grain size can be refined significantly, eutectic structure is transformed from lamellar morphology to rod eutectic, and the ratio of primary phase is increased. This kind of microstructure can promote mechanical properties of microcasting.
基金信息:the National Natural Science Foundation of China

LI Bang-sheng(李邦盛)1, 2, REN Ming-xing(任明星)1, 2,YANG Chuang(杨 闯)1, 2, FU Heng-zhi(傅恒志)2
1. Micro/Nano Technology Research Center, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 10 May 2005; accepted 6 September 2007
Abstract: Metal mold micron scale precision casting technology was developed successfully, and three-dimension complicated microgear castings in micron scale were produced. Evolvement regularity of microgear castings were observed by optical microscope and scanning electron microscope. Compared with conventional casting, microcasting is characterized by typical nonequilibrium solidification, for example, its grain size can be refined significantly, eutectic structure is transformed from lamellar morphology to rod eutectic, and the ratio of primary phase is increased. This kind of microstructure can promote mechanical properties of microcasting.
Key words: metal mold micro precision casting; microcasting; microstructure
1 Introduction
With the progress of micro-machine research and spreading of its application, the preparation of metal micro-components with complex shape is more important[1]. Up to now, the micro-machining technologies to produce the metal micro-components, such as the super-precision machining technology[2-4] and the micro-EDM machining technology[5-6], present corresponding defects in size, dimension and efficiency of manufacturing. However, the micro-casting technology evolved from traditional casting technology presents its unique original advantages in many respect. In 2002, BAUMEISTER et al[7-10] (Institute of Karlsruhe, Germany) proposed the micro-investment precision casting, who utilized this technology to successfully produce micro-gear and micro-turbine in submillimetre scale. Accordingly, the feasibility using the micro-casting technology to produce three dimension complex micro-components is verified. Later, some scientists[11-13] studied the different characteristics of micro-investment precision casting technologies one after the other. Because the micro-investment casting technologies herein are evolved from the conventional investment casting technologies, they inherit the disadvantages of the conventional investment casting technology, such as the long production cycle, the poor repeatability of casting process, the high difficulty of manufacturing micro-mold shell that can not be reused. Therefore, the inventor of micro-investment precision casting technology, BAUMEISTER[10] pointed out that resolution of these difficulties lies in the future development of metal mold-based micro precision casting technology that is a main development direction of micro precision casting.
Compared with micro-investment precision casting technology, metal mold-based micro precision casting technology has distinct advantages in such aspects as the high efficiency of production, good repeatability of casting process, and reusage of micro-mold shell. However, due to the limitation of the high temperature resistance of metal mold, the metal mold cannot be preheated to the same high temperature as micro-investment precision casting during filling mold. In addition, metal mold has good thermal conductivity and its chilling intensity to liquid metals is higher than that of micro-investment precision casting, resulting in the difficult infilling of liquid metal, so that for a long time, the metal mold-based micro precision casting technology has been used to prepare complex castings in micron scale. LI[14] took the lead in successful develop-ment of the metal mold-based micron scale precision casting technology in 2004, and successfully produced the micro-gear castings with three-dimensional complex shapes (Fig.1).
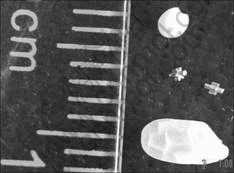
Fig.1 Morphology of microgear
Up to now, the research on micro precision casting focuses on developing and optimizing process, so there are fewer literatures on the microstructures. It is well known that the microstructure is closely related to mechanical properties of micro-castings, and the mechanical properties of the micro-casting decide its prospects for industrial application. So studying the microstructure of micro-castings is a very important aspect in the micro-casting technology. Therefore, in this work, the microstructure evolution of micro-gear produced by the metal mold-based micro precision casting technology was analyzed.
2 Experimental
The commercially available Zn-Al4 alloy was used for industry practicability. The alloy compositions were 3.79%Al, 0.029%Mg, impurity<0.2%, and balance Zn. Raw materials were melted to 440 ℃ in resistance heated furnace and then castings were formed on the microcasting machine.
The microcastings were encased in a polymer mount, ground with alumina [400#/800#/1500#], polished, etched 2 mL HNO3+98 mL C2H5OH and finally examined by SEM. The volume fraction and grain size of primary phases in the microcastings were calculated by means of digital micrograph image analysis software. Macro-scale samples were taken from the gating system of microcastings.
3 Results and discussion
3.1 Three-dimensional morphology and size of micro- castings
The microgear formed by micro precision casting is shown in Fig.1. It has three-dimension complicated shape with one gear panel and two gear shafts. The main sizes of each part are as follows: the outside diameter of gear panel 580 ?m, the tooth tip width 50 ?m, gear shaft 300 ?m in diameter and 400 ?m in length. Ruler, millet grain and rice grain are shown in Fig.1 as reference objects. As shown in Fig.1, microgear is well shaped, with clear profile and good filling in all part, which fully demonstrates the ability of metal mold micro precision casting to produce three-dimension complicated components.
3.2 Equilibrium microstructure of conventional macroscopic castings
Fig.2 shows the microstructures of the conventional macroscopic castings prepared in gravity with aid of OLYMPUS GX51 metallographic microscope. The microstructure at room temperature is composed of primary Zn riched solid solution β (indicated by arrow A), the β|α (higher temperature Al riched solid solution). Lamellar eutectic structure is formed at 382 ℃ (indicated by arrow B).

Fig.2 Microstructures of ZnAl4 alloy macroscopic samples
In Fig.2(a), it can be seen that the grain size of Zn-Al4 ingot is large, about 70-90 μm. Fig.2(b) shows the amplification image of the eutectic structure (indicated by arrow B). It is clear that eutectic structure is lamellar. Interlamellar spacing is not inequivalent because of different grinding surface orientation angle. The average interlamellar spacing of eutectic structure is 0.5-1.5 μm.
3.2 Development and analysis on microstructures of microgear castings
Fig.3 shows SEM images of the microgear castings manufactured by microcasting. Figs.3(a), (b), (c) and (d) show microstructures of the tooth top, tooth middle, tooth root, and tooth core of microgear, respectively. It is shown that, compared with the conventional macroscopic castings, the microstructure of microcastings displays obvious characteristic of nonequilibrium solidification, mainly in the following two aspects: grain size refinement and morphological changes in microstructure.
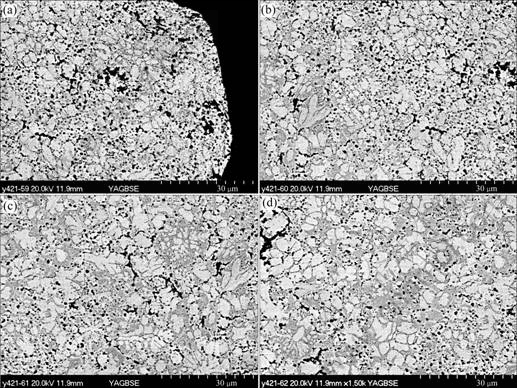
Fig.3 Microstructures of microgear castings at different positions: (a) Tip; (b) Middle; (c) Root; (d) Core
3.2.1 Change in grain size
The grain size on different sites of microgear is listed in Table 1. Compared with macrostructure in Fig.3, the grain size of the microgear is refined evidently. Even in the tooth top and tooth core of microgear, the grain size is only about 1/20 and 1/10 of macrostructure, respectively. With the transition from the tip to the core of the microgear (Figs.3(a)-(d)), the grain size gradually changes from 4.5 μm to 10.3 μm, a gradient change in grain size.
Table 1 Grain size of microgear casting at different positions (μm)
![]()
3.2.2 Morphological change in microstructures
Compared with the conventional castings microstructures, the disparity difference of micro- structure of micro-casting gear produced by metal mold- based micro precision casting process lies in the changes of microstructural form, mainly in the following two aspects: volume fraction ratio of primary phase and eutectic phase, and eutectic microstructure morphology. Thereinto, fundamental changes have taken place in eutectic microstructure morphology.
From Fig.3(a) it can be seen that, with transition to the core of microgear, the number of primary phase β-Zn in the microcastings decreases in turn and eutectic increases gradually. At the tip of microgear, there are only a few eutectic microstructures besides for primary phase β-Zn. The volume fraction of primary phase β-Zn is up to 95% (volume fraction). At the tooth middle, tooth root and tooth core of microgear, the volume fractions of primary phase are 85%, 80% and 75%, respectively, which are all much larger than that of primary phase 28% under equilibrium solidification condition. Most of the black structure is the etch pit of α(Al) phase (which has been proved by TEM image), and other black structure may be shrinkage cavity during solidification. Further studies will be focused on eliminating microcasting shrinkage cavity.
For the purpose of deep analysis of the transforma- tion of eutectic morphology, the structures of tooth middle and tooth core of micro-gear, where the eutectic morphology characteristics are obvious, are selected for representation. Eutectic morphology appeared in the tooth middle and tooth core of micro-gear is shown in Fig.4 (zones D and E) and Fig.5 (zone F). The black dots and discontinuous short rods in the images are α(Al) phase by EDS analysis. It can be seen clearly from Fig.4 that the eutectic morphology is rod like. Due to the different orientation angle
between rod eutectic and grinding surface, the α phase assumes to be dots (zone D) or ellipsoids (zone E). As shown in Fig.5, the black α(Al) phase is discontinuous that would not appear when the eutectic morphology is lamellar. For further determination of the rod eutectic, theoretical identification can be done as follows: suppose the eutectic morphology is lamellar, and then from Ref.[15], lamellar spacing and growth rate of eutectic structure have the following relationship:
![]() (1)
(1)
where λ is lamellar spacing, R is growth rate, C1 is proportional factor.
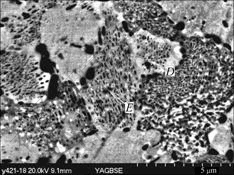
Fig.4 Eutectic structure of castings in middle of microgear

Fig.5 Eutectic structures of castings at core of microgear
The relationship between solidification rate and solidification time follows
![]() (2)
(2)
where R is solidification rate, t is solidification time, K is proportion factor.
The relationship between solidification time and modulus can be expressed as
t=C2M2 (3)
where M is modulus, C2 is proportion factor.
From Eqns.(1)-(3), the relationship between lamellar spacing λ and modulus M can be deduced as
λ2∝M (4)
So, the relationship between conventional castings and microcastings can be expressed as
![]() ∝
∝![]() (5)
(5)
where subscript 1 denotes conventional castings, subscript 2 denotes microcastings.
In the conventional casting, the average laminar spacing is 1.2 μm and the casting modulus is 5 mm, as shown in Fig.2. The modulus of the micro-gear casting is 0.55 mm. Substituting them into Eqn.(5), the theoretical laminar spacing is 432 nm. But the average laminar spacing measured directly from the micro-casting shown in Fig.5 is about 100 nm, four times less than the theoretical value. It is obvious that the presumption, in which the morphology of the eutectic structure is lamellar, is wrong, so the morphology should be rod-like.
In a word, the eutectic structure in tooth core of microgear presents rod-like morphology, which is different from the laminar eutectic structure of conventional casting.
3.2.3 Analysis and discussion
From the above observation it can be seen that the microstructure of the microcastings is different from that of conventional castings in three aspects: grain size, volume fraction of various phase and microstructure morphology.
For the eutectic alloy, kinetic pseudoeutectic zone occurs at the stage of non-equilibrium solidification, as shown in Fig.6. When the eutectic point E leans to the low-melting point element (B point in Fig.6), the kinetic pseudoeutectic zone caused by the non-equilibrium solidification shifts to the high-melting point element (A point in Fig.6) zone. Therefore, even alloys begin to solidify below the eutectic transition temperature, and hypereutectic structure are obtained at B element content higher than 50%. The non-equilibrium solidification makes the ratio of primary phase increase. This indicates that under the condition of rapid cooling, the eutectic phase precipitates in the form of dendritic, and then eutectic microstructure forms during the subsequent recalescence[16]. In this experiment, the micro-gear was cooled to the quite low temperature in the very short time and solidified quickly at this temperature, leading to Al solute into Zn with the biggest solid solubility and precipitating in the form of β-Zn. There is few eutectic microstructures in the tooth tip owing to the above reason. With release of latent heat, the recalescence appears in the local of micro-casting and partial equilibrium microstructures form, namely eutectic microstructures. And with decreasing of cooling rate in the tooth core of microgear, the changing trends become evident and the eutectic microstructures increase.
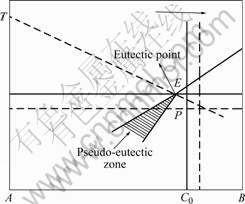
Fig.6 Kinetic pseudo-eutectic zone of eutectic growth
For the cause of eutectic morphology change from lamellar to rod, most of the researchers consider that the interphase surface energy (product interphase surface area and unit surface energy γαβ) is usually considered as key factor governing the eutectic structures morphology. The relative surface area of two phases directly controls the eutectic structures. It is clear that, for the lamellar eutectic, the relative surface area is independent of the volume fraction of two phases, which is equal to 1.0 at any case. But for the rod eutectic, the relative surface area is very sensitive to the volume fraction. As shown in Fig.7, the two morphological curves intersect when the volume fraction is equal to 0.3, which implies that, when γαβ is isotropic (i.e. is identical for both rod and lamellar), and the value of λ is given, the volume fraction is greater than 0.3, and the lamellar eutectic structures possesses smaller surface energy, therefore lamellar eutectic is formed. In this experiment, although α phase volume fraction only accounts for 0.11 in the ZnAl4 alloy used, the microstructure is lamellar. Due to isotropy of γαβ for ZnAl alloy, these two phases must be matched with a certain orientation, to reduce the surface energy, while the lamellar morphology can meet this requirement. Thus the equilibrium eutectic structures of ZnAl alloy are lamellar, but this morphology is unstable dynamically. The eutectic morphology varies with solidification condition. For example, under the condition of microcasting, the rod ZnAl eutectic structures are observed in solidified microgear casting. This shows that cooling rate is the main factor to the transformation of eutectic structures, which has been approved in Al-Al3Ni alloy[17]. Increasing the cooling rate will offer super-cooling, resulting in the ascending of volume free enthalpy in the nucleation process, which can compensate for the increase in surface energy due to γαβ anisotropy. Therefore, the rapid increase of cooling rate in the microcasting process is the main reason to generate the transformation of eutectic structures in the microgear castings.
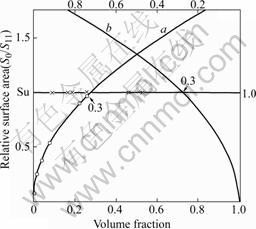
Fig.7 Relationship between relative surface area and volume fraction (a is relationship curve of volume fraction vs smaller phases; b is relationship curve of volume fraction vs bigger phases)
4 Conclusions
1) Based on the metal mold micro-precision casting process, the micron-scale three-dimensional complicated micro-gears can be formed, with outer diameter of 580 μm, and the minimum size of 50 μm.
2) Compared with the conventional castings, grain size of microgear casting is refined significantly, which, at the tooth top of microgear, is only about 1/20 of macrostructure. The obvious transition is found from the tooth tip to the tooth core of micro-gear, from 4.5 μm to 10.3 μm.
3) The content of primary phase β-Zn at room temperature increases. Likewise, obvious transition is found from the tooth tip to the tooth core of micro-gear. In other words, primary phase β-Zn decreases gradually and eutectic structure increases gradually.
4) As the cooling rate of microcastings sharply rises, the microstructure belongs to typical non-equilibrium solidification. The eutectic microstructure presents rod morphology, which is completely different from the lamellar morphology in the macroscopic state.
References
[1] RUPRECHT R, BENZLER T, HANEMANN T, M?LLER K, KONYS J. Various replication techniques for manufacturing three-dimensional metal microstructures [J]. Microsystem Technologies, 1997, 4: 28-31.
[2] ADAMS D P, VASILE M J, BENAVIDES G, CAMBELL A N. Micromilling of metal alloys with focused ion beam-fabricated tools [J]. Precision Engineering, 2001, 25(2): 107-113.
[3] GAO W, HOCKEN R J, PATTEN J A, LOVINGOOD J, LUCCA D A.![]() Construction and testing of a nanomachining instrument [J]. Precision Engineering, 2000, 24(4): 320-328.
Construction and testing of a nanomachining instrument [J]. Precision Engineering, 2000, 24(4): 320-328.
[4] BECKER E W, EHRFELD W, HAGMANN P, MANER A, M?NCHMEYER D. Fabrication of microstructures with high aspect ratios and great structural heights by synchrotron radiation lithography, galvanoformaing, and plastic moulding (LIGA process) [J]. Microelectronic Engineering, 1986, 4(1): 35-56.
[5] EHRFELD W, LEHR H, MICHEL F, WOLF A. Micro electro discharge machining as a technology in micromachining [J]. SPIE, 1996, 2879: 332-337.
[6] WANG Zhen-long, ZHAO Wan-sheng, DI Shi-chun, CHI Guan-xin. Advancements of micro-EDM [J]. China Mechanical Engineering, 2002, 13(10): 894-898.
[7] BAUMEISTER G, MUELLER K, RUPRECHT R, HAUSSELT J. Production of metallic high aspect ratio microstructures by microcasting [J]. Microsystem Technologies, 2002, 8: 105-108.
[8] BAUMEISTER G, RUPRECHT R, HAUSSELT J. Microcasting of parts made of metal alloys [J]. Microsystem Technologies, 2004, 10: 261-264.
[9] BAUMEISTER G, RUPRECHT R, HAUSSELT J. Replication of LIGA structures using microcasting [J]. Microsystem Technologies, 2004, 10: 484-488.
[10] BAUMEISTER G, HAUSSELT J, ROTH S, RUPRECHT R. Microcasting [C]// Spe Ed Advanced Micro and Nanosystems: Micro-engineering in Metals and Ceramics. Weinheim: Wiley-VCH, 2005: 357-393.
[11] CHUNG S, PARK S, LEE L, JEONG H, CHO D. Replication techniques for a metal microcomponent having real 3D shape by microcasting process [J]. Microsystem Technologies, 2005, 11: 424-428.
[12] HIROYUKI N, SHINICHI A. Study on microcasting (1st Report) [J]. Journal of the Japan Society for Precision Engineering, 2003, 69(3): 125-129.
[13] NOGUCHI H, MURAKAWA M. Three-dimensional microcasting [C]// Initiatives of Precision Engineering at the Beginning of a Millennium (Proc.of the 10th ICPE), New York: Springer, 2001: 349-353.
[14] LI Bang-sheng, REN Ming-xing, FU Heng-zhi. Research progress of microprecision casting technology[J]. Foundary, 2007, 56: 673-677. (in Chinese)
[15] FLEMINGS M C. Solidification process [M]. New York: McGraw-Hill, 1987: 50-120.
[16] CHEN Yu-zeng, YANG Gen-cang, WANG Meng, ZHOU Yao-he. Recalescence behavior and formation of anomalous eutectic in the deeply undercooled Ni80.3B19.7 alloys [J]. Chinese Journal of Materials Research, 2005, 19(4): 382-388.
[17] WANG Jia-xin, HUANG Ji-rong, LIN Jian-sheng. The solidification of metal and control [M]. Beijing: Machinery Industry Press, 1983: 84.
Foundation item: Project(50475028) supported by the National Natural Science Foundation of China
Corresponding author: LI Bang-sheng; Tel: +86-451-86402266; E-mail: hitrmx@163.com

