���±�ţ�1004-0609(2014)07-1714-07
2198��C24S������﮺Ͻ����Ħ������ͷ������֯����ѧ����
�� ��1���� ��2��������1, 2
(1. �ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063��
2. ������ҵ��ѧ ����ѧԺ������ 710072)
ժ Ҫ����2198��C24S������﮺Ͻ���н���Ħ�����Խ����飬������ͷ������֯����ѧ���ܡ����������ǰ����ͷ��ز���Ӱ�����İ���״��֯�������˴ֻ���ǰ��������Ӱ�����ľ��������������ز�����Ӱ�����ı��ξ�����Χ����ϸС���ٽᾧ������������ΪϸС��2198��C24S��﮺Ͻ��ٽᾧ��������2198��﮺Ͻ���ٽᾧ�����������ٶ���60~120 mm/min�仯ʱ��2198��﮺Ͻ�λ��ǰ����Ľ�ͷ����ǿ�ȸ��ߣ���ͷ���������Ķ��Ѿ�������2198��﮺Ͻ������Ӱ�����������ǿ��Ϊ382 MPa���ﵽ��2198��﮺Ͻ�ĸ�Ŀ���ǿ�ȵ�82.7%����ͷ�ĺ�����������Ӱ��������Ӱ������������������������2198��﮺Ͻ��Ӳ�ȱ�C24S��﮺Ͻ�ĸ��͡�
�ؼ��ʣ�������﮺Ͻ𣻽���Ħ����������֯����ѧ����
��ͼ����ţ�TG456.9���� ���ױ�־�룺A
Microstructures and mechanical properties of friction stir welding dissimilar 2198 and C24S Al-Li alloys
XING Li1, SONG Xiao2, KE Li-ming1, 2
(1. National Defense Key Disciplines Laboratory of Light Alloy Processing Science and Technology,
Nanchang Hangkong University, Nanchang 330063, China;
2. School of Materials Science and Engineering, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: The friction stir butt welding of dissimilar 2198 and C24S Al-Li alloys was conducted. The microstructures and mechanical properties of the joints were analyzed. The results show that the lath-shaped grains in the heat affected zone (HAZ) of the advancing side (AS) and retreating side become coarsening. The grains in the thermal-mechanically affected zone of the advancing side are elongated, and some fine grains appear in the deformed grains in the thermal-mechanically affected zone of the retreating side. The welding nugget zone exhibits fine recrystallized grains of the 2198 and C24S Al-Li alloys, and the recrystallized grain size of the 2198 Al-Li alloy is larger than that of the C24S Al-Li alloy. With the welding speed increasing from 60 to 120 mm/min, the tensile strength of the joints is higher when the 2198 Al-Li alloys are located in the advancing side than that when the C24S Al-Li alloys are located in the advancing side. The joints are all fractured in the thermal-mechanically affected zone of the 2198 Al-Li alloys, and the highest tensile strength is 382 MPa, which reaches 82.7% of that of the 2198 Al-Li alloy. The welding nugget zone, thermal-mechanically affected zone and heat affected zone are all softened. Moreover, the microhardness of the 2198 Al-Li alloy is lower than that of the C24S Al-Li alloy in the welding nugget zone.
Key words: dissimilar Al-Li alloy; friction stir welding; microstructure; mechanical property
��������������﮺Ͻ����ھ����ܶȵ͡�����ģ���ߡ���ǿ�ȸߺͱȸնȸߡ�ƣ��������չ���ʵͺߡ��������ܽϺõ��ص㣬�ں��պͺ�������õ��˹㷺Ӧ��[1]��2198��C24S��﮺Ͻ�ֱ���������ҵ��˾ΪF16�ɻ���ijЩ���ܴ��غɵĻ����㲿��[2]�ͷɻ�����������Ҫ��[3]��������������﮺Ͻ�����������﮺Ͻ����ھ������õ��ۺ����ܶ�����Ϊ����C919�ɻ��ı�ѡ�ṹ���ϡ�
����Ħ����(Friction stir welding��FSW)��Ӣ�������о�����1991�귢����һ��������Ӽ���[4]�����ڳ����ۺ����Ժ��ӵ����Ͻ���ϼ��������Ͻ���ϼ�����ӣ����ý���Ħ�����������ɻ������Ľ�ͷ����[5-6]��
Ŀǰ��������ѧ�߶���﮺Ͻ����Ħ���������˴������о���CAVALIERE��[7]�о���2198-T851��﮺Ͻ����Ħ������ͷ������֯�ص�ͽ�ͷƣ�����ܡ�STEUWER��[8]����AA2199��﮺Ͻ����Ħ������ͷ����������ϸ�ľ�����̬�����������͡��ߴ����������Լ�ĸ�Ĺ��ܶȵĶ�άͼ��SHUKLA��[9]������Al-Cu-Li����Ħ������ͷ��������֯���ݻ����̣������������Ӳ�ȵķֲ���T1�ͦȡ��������ܽ�ʹֻ��йء�MA��[2]�о���2198-T8����Ħ������ͷ����������ѧ���ܺ�ƣ��������չ���ʡ�TAVARES��[10]��2198-T851��﮺Ͻ����Ħ������ͷ�����˺����ȴ������飬�о����֣������ȴ����ܹ����ƽ�ͷ����ѧ���ܡ��������[11]�о��˺��ӹ��ղ�����1420��﮺Ͻ����Ħ������ͷ��֯����ѧ���ܵ�Ӱ�졣�Ż���[12]�ı亸�ӹ��ղ�����2A97-T8��﮺Ͻ�����˽���Ħ�������飬�о����֣���ͷ����������Ӱ�����г�������ܽ⣬����Ӱ�����������ܶȸ��ں��������ŵ�����[13]��Al-Li-S-4��2099������﮺Ͻ���н���Ħ����������飬�о������볤�Ⱥͺ��ӹ��ղ��������ִ�ӽ�ͷ��ѧ���ܵ�Ӱ�졣
Ȼ����Ŀǰ����������﮺Ͻ�Ľ���Ħ�����о����١���������ͨ���ı亸���ٶȣ���2198-T8��C24S-T8��﮺Ͻ���������ֲ��Ͻ���Ħ�����Խ����飬�о��˽�ͷ������֯����ѧ���ܡ�
1 ʵ��
�������2 mm���2198��C24S��﮺Ͻ����Ʊ��壬�ȴ���״̬��ΪT8����ߴ�Ϊ200 mm��80 mm���仯ѧ�ɷֺ���ѧ���ֱܷ����1��2���С�
��1 2198-T8��C24S-T8��﮺Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 2198-T8 and C24S-T8 Al-Li alloys

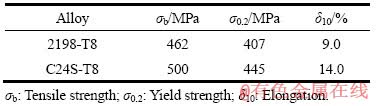
��2 2198-T8��C24S-T8��﮺Ͻ����ѧ����
Table 2 Mechanical properties of 2198-T8 and C24S-T8 Al-Li alloys
�������Ƶ�����ʽ���ؽ���Ħ��������װ�о߽��к������顣����ʱ����ͷ��ת�����뺸�ӷ�����ͬ��һ��Ϊ�����ǰ����(Advancing side, AS)���෴��һ��Ϊ���ز�(Retreating side, RS)���ֱ���2198��﮺Ͻ��ں����ǰ����ͷ��ز���к������顣����ͷ�������ۣ�ֱ��Ϊ12 mm��������Ϊ����Բ�Σ�����������Ͷ˲�ֱ���ֱ�Ϊ4 mm��3.5 mm���볤1.8 mm�����ý���ͷ��ת�ٶ�900 r/min�������ٶ�60��90��120 mm/min�ĺ��Ӳ����������ѹ��0.15~0.2 mm������ͷ���1.5�㣬���ӷ����������Ʒ���ֱ��
���ǵ���﮺Ͻ����ȻʱЧ���ã����������60 d�������и����ȡ�����������������������û����(1.0%HF+1.5%HCl+2.5%HNO3+95%H2O���������)�������������и�ʴ������Zeissͼ������ǹ۲��ͷ�ĺ����ò������֯������401MVD��������Ӳ�ȼƲ�����ͷ������Ӳ�ȷֲ�������λ��Ϊ�������ˮƽ���ϣ����Ե���Ϊ0.5 mm�������غ�Ϊ0.98 N������ʱ��Ϊ10 s�������������չ���GB/T2651-2008�����ӽ�ͷ�������鷽������WDW-E200D�������Ƶ�������������Ͻ��������������飬�����ٶ�Ϊ2 mm/min��
2 ��������
2.1 �������
������ͷ��ת�ٶ�Ϊ900 r/min�������ٶ�Ϊ60~120 mm/minʱ���õ��ĺ������⻬�����ۺͿ�ȱ�ݣ�ǰ�����������ɱߣ�����������á�
ͼ1��ʾΪ�����ٶ�Ϊ120 mm/minʱ��﮺Ͻ�ͬ�ڷ�λ�ú���ʱ��ͷ�ĺ������ò��ͼ1(a)��ʾ����A~G�ֱ�Ϊ2198��﮺Ͻ�ĸ��(BM-2198)�����ز���Ӱ����(RS-HAZ)�����ز�����Ӱ����(RS-TMAZ)��������(WNZ)��ǰ��������Ӱ����(AS-TMAZ)��ǰ������Ӱ����(AS-HAZ)��C24S��﮺Ͻ�ĸ��(BM-C24S)���ɼ�����������V�Σ��ϲ��Ͽ����²���խ������ʴ��ĺ�������������ɫ����ɫ�����ΪC24S��﮺Ͻ���ɫ��dz��Ϊ2198��﮺Ͻ𡣵�C24S��﮺Ͻ�λ��ǰ����ʱ�����ز��2198��﮺Ͻ�Ӻ����ϲ�Ǩ�Ƶ������ǰ���࣬��ǰ�����C24S��﮺Ͻ�Ӻ����²�Ǩ�Ƶ�����ķ��زࡣͼ1(b)��ʾΪ2198��﮺Ͻ�λ��ǰ����ʱ��ͷ�ĺ������ò���������ijߴ���C24S��﮺Ͻ�λ��ǰ����ʱ�����ƣ���������﮺Ͻ��ں������еķֲ���ò��ͼ1(a)���෴�������������﮺Ͻ�ͬ�ڷ�λ��ʱ���������������ͬ���ܻ������������ɡ��ں����Ϸ������ز����Ǩ�Ƶ�ǰ���࣬�ں����·���ǰ�������Ǩ�Ƶ����زࡣ�����ذ���������ˮƽ���ϵ�Ǩ���ٶȲ�ͬ���������Ϸ�������Ǩ���ٶȽ��·��Ŀ졣
����PARK��[14]�������������Ͻ����Ħ������ͷ��Ҳ�������л���ò������ǰ����ͷ��ز�IJ��Ϸ����˳�ֵĻ�ϡ����о����õĽ�ͷ��δ����л���ò�����ܱ��о����õ��Dz������ƵĽ����룬�ذ�������ܻ������������������¡�
ͼ2��ʾΪ�����ٶ�Ϊ60 mm/minʱ2198��﮺Ͻ�λ��ǰ����ʱ��ͷ�ĺ������ò���Ա�ͼ1(b)��ͼ2�������Կ����������ٶȴ�120 mm/min��Ϊ60 mm/minʱ���ڷ��ز��и����C24S��﮺Ͻ�Ӻ����Ϸ���ǰ�����2198��﮺Ͻ���Ǩ��(��ͼ1(b)��ͼ2�м�ͷ��ָ)��ͬʱ���ں����·��и���ǰ�����2198��﮺Ͻ�Ǩ�Ƶ����ز�C24S��﮺Ͻ�˵���������ٶȽ���ʱ������ͷ�빤���ڵ�λ���Ⱥ����ڵ�����ʱ�����ӣ�Ħ�����������ӣ������ذ�������ˮƽǨ���ٶȲ������������ܻ������ڽ���ͷ�Ĵ����������ø��졣
2.2 ��ͷ����֯
ͼ3��ʾΪͼ1(a)����ʾ����A~G������֯��ͼ3(a)��(g)��ʾ�ֱ���2198��C24S��﮺Ͻ�ĸ�ĵ�����֯�����ʰ���״������ͼ3(b)��(f)��ʾ�ֱ�Ϊ���ز��ǰ������Ӱ����������֯�������ܵ�������ѭ����Ӱ�죬2198��C24S��﮺Ͻ�ԭ����״�������������Դֻ���ͼ3(c)��(e)��ʾ�ֱ�Ϊ���ز��ǰ��������Ӱ����������֯����ͼ�ɼ����ڽ���ͷ�Ļ�е�������úͺ�����ѭ����Ӱ���£����ز��ĸ�ľ����������Σ����ξ�����Χ��ϸС���ٽᾧ��������ǰ���ຸ����������Ӱ�����������ԣ�ĸ�ľ�����������ͼ3(d)��ʾΪ�����е�����֯���Ϸ�Ϊ2198��﮺Ͻ���ٽᾧ��֯��ͼ���·�ΪC24S��﮺Ͻ���ٽᾧ��֯��������﮺Ͻ��ں����ڽ�����ã���2198��﮺Ͻ�ľ����ߴ��C24S��﮺Ͻ�Ĵ�
ͼ4��ʾΪC24S��﮺Ͻ�λ��ǰ����ʱ������������֯��ͼ4(a)Ϊͼ1(a)�з�������ķŴ�ͼ���ɼ�����������������﮺Ͻ��A���Ľ���ʲ���������ߣ������·��������Ľ������ƽ����ͼ5��ʾΪ2198��﮺Ͻ�λ��ǰ����ʱ������������֯��ͼ5(a)Ϊͼ1(b)�з�������ķŴ�ͼ����������������﮺Ͻ��ٽᾧ��֮֯��Ľ���ƽ����ͬ����2198��﮺Ͻ�ľ�����C24S��﮺Ͻ�Ĵ�

ͼ1 �����ٶ�Ϊ120 mm/minʱ��﮺Ͻ�ͬ�ڷ�λ�ú���ʱ��ͷ�ĺ������ò
Fig. 1 Cross-section morphologies of joints with different settings of C24S (a) and 2198 (b) Al-Li alloys located in AS during welding at welding speed of 120 mm/min

ͼ2 �����ٶ�Ϊ60 mm/minʱ��ͷ�ĺ������ò
Fig. 2 Cross-section morphology of joint at welding speed of 60 mm/min

ͼ3 ͼ1(a)�и������кϽ������֯
Fig. 3 Microstructures of alloys in regions in Fig. 1(a)
���ӹ����У�ǰ����ͷ��ز���ܻ������ڽ���ͷ����ת��Ħ�������·���Ǩ�ơ�������ǿ�Ƚϸߵ�C24S��﮺Ͻ�λ��ǰ����ʱ�����ز�����ǿ�Ƚϵ͵�2198��﮺Ͻ��Ǩ�Ƶ����ز��C24S��﮺Ͻ��������С�����ֲ�����������ϣ���ˣ����������ۣ�������ǿ�Ƚϵ͵�2198��﮺Ͻ�λ��ǰ����ʱ�����ز�����ǿ�Ƚϸߵ�C24S��﮺Ͻ��Ǩ�Ƶ����ز��2198��﮺Ͻ�������ϴ�������ֲ��ϵĽ�Ͻ���ʹ⻬��

ͼ4 C24S��﮺Ͻ�λ��ǰ����ʱ��ͷ������������֯
Fig. 4 Microstructures of WNZ of joint in C24S Al-Li alloy located in AS
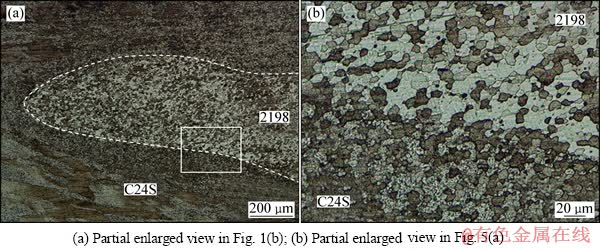
ͼ5 2198��﮺Ͻ�λ��ǰ����ʱ��ͷ������������֯
Fig. 5 Microstructures of WNZ of joint in 2198 Al-Li alloy located in AS
�ڽ���ͷ�Ķ�ѹ����Ħ���������£����������ܻ�����������̬�ٽᾧ���γ�ϸС���ٽᾧ�����������ĺ�����ѭ�������£��ٽᾧ�����ᷢ���������ھ����ij�����ͨ����ǶȾ����Ǩ�ƽ��еģ���������ѧԭ��������Ǩ���ٶ� [15](������ƽ��ֱ���������ٶ�)Ϊ
[15](������ƽ��ֱ���������ٶ�)Ϊ
 (1)
(1)
ʽ�У� Ϊ����ƽ��ֱ����K1Ϊ������QmΪ�����ƶ��ļ����ܣ�RΪ��������������TΪ�¶ȡ����Կ�����������������ͬ������£�Ӱ�쾧��Ǩ���ٶȵ���Ҫ�����Ǿ����ƶ��ļ�����Qm����ԭ����ɢ�������ļ����ܡ���ɺ�������������﮺Ͻ��ٽᾧ�����ߴ����ԭ������������﮺Ͻ��ٽᾧ��������ʱ�ľ��缤���ܲ�ͬ��
Ϊ����ƽ��ֱ����K1Ϊ������QmΪ�����ƶ��ļ����ܣ�RΪ��������������TΪ�¶ȡ����Կ�����������������ͬ������£�Ӱ�쾧��Ǩ���ٶȵ���Ҫ�����Ǿ����ƶ��ļ�����Qm����ԭ����ɢ�������ļ����ܡ���ɺ�������������﮺Ͻ��ٽᾧ�����ߴ����ԭ������������﮺Ͻ��ٽᾧ��������ʱ�ľ��缤���ܲ�ͬ��
2.3 ��ѧ����
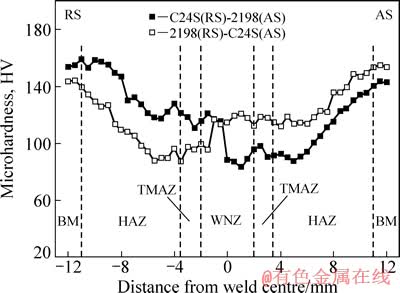
ͼ6 ��﮺Ͻ�ͬ�ڷ�λ�ú���ʱ��ͷ����Ӳ�ȷֲ�
Fig. 6 Microhardness distribution of joints with different settings of Al-Li alloys during welding
ͼ6��ʾΪ�����ٶ�Ϊ120 mm/minʱ������﮺Ͻ�ͬ�ڷ�λ�ú���ʱ��ͷ����Ӳ�ȷֲ�����ͼ6�ɼ������ֺ��������µõ��Ľ�ͷ�ں�����������Ӱ��������Ӱ�����ڵ���Ӳ�Ⱦ��������͡��ڽ���Ħ�����У���ͷ��������ԭ����������ǿ������﮺Ͻ������ǿ������ֻ����ܽ��й�[9, 16]���ں������У���C24S��﮺Ͻ���ɵ�2198��﮺Ͻ�ʱ����Ӳ���½���������������Ӱ������Ӳ�ȶ�����ĸ �ġ��ں�������࣬�����뺸�����ĵľ������ӣ���Ӱ������Ӳ�������ӣ�ֱ���ﵽĸ�ĵ�Ӳ�ȡ�
ͼ7��ʾΪC24S��﮺Ͻ�λ��ǰ����ʱ����������Ӳ�ȶ�Ӧ������֯��2198��﮺Ͻ��Ӳ�Ƚ�C24S��﮺Ͻ�ĵͣ�2198��﮺Ͻ�ľ�����C24S��﮺Ͻ�Ĵ��ݻ������湫ʽ[17]����
 (2)
(2)
ʽ�У���sΪ����ǿ�ȣ�KΪ������dΪ����ֱ�������Կ�����2198��﮺Ͻ�Ӳ�Ƚ�C24S��﮺Ͻ������2198��﮺Ͻ�ľ�����C24S��﮺Ͻ�ľ��������¡�
ͼ8��ʾΪ������﮺Ͻ�ͬ�ڷ�λ�ú���ʱ�õ��Ľ�ͷ����ǿ�ȡ���ͼ8�ɼ���2198��﮺Ͻ�λ��ǰ����ʱ��ͷ�Ŀ���ǿ�Ⱦ���C24S��﮺Ͻ�λ��ǰ����ʱ�ĸߣ����Ѿ�������2198��﮺Ͻ�������Ӱ���������о����������뺸�����ĵľ���С�����뾶�������췵�ز���¶ȱ�ǰ����ĸ�[18]������2198��﮺Ͻ�Ŀ���ǿ�ȵ���C24S��﮺Ͻ�ģ�������Ӱ������Ӳ�Ƚϵͣ���ˣ���2198��﮺Ͻ�λ��ǰ����ʱ������ڸúϽ�λ�ڷ��ز�ʱǿ������ֻ����ܽ�������С���õ��Ľ�ͷ����ǿ�Ƚ�2198��﮺Ͻ�λ�ڷ��ز�ʱ�ĸߡ��������ٶ�Ϊ120 mm/minʱ��2198��﮺Ͻ�λ��ǰ����Ľ�ͷ�����ǿ��Ϊ382 MPa��Ϊ2198��﮺Ͻ�ĸ�Ŀ���ǿ�ȵ�82.7%��
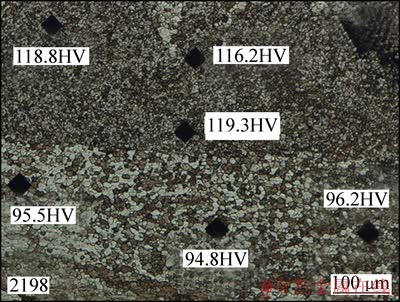
ͼ7 C24S��﮺Ͻ�λ��ǰ����ʱ��ͷ�ĺ���������Ӳ�ȶ�Ӧ������֯
Fig. 7 Microstructures corresponding to microhardness distribution of WNZ of joint in C24S Al-Li alloy located in AS

ͼ8 ��﮺Ͻ�ͬ�ڷ�λ�ú���ʱ��ͷ�Ŀ���ǿ��
Fig. 8 Tensile strength of joints in different settings of Al-Li alloys during welding
3 ����
1) ������﮺Ͻ�İڷ�λ�ò�ͬʱ����������2198��﮺Ͻ���ٽᾧ�����ߴ����C24S��﮺Ͻ�Ĵ�
2) ��ͷ�ĺ�����������Ӱ��������Ӱ������������������������2198��﮺Ͻ��Ӳ�Ƚ�C24S��﮺Ͻ�ĵ͡�
3) 2198��﮺Ͻ�λ��ǰ����ʱ��ͷ�Ŀ���ǿ�ȽϸúϽ�λ�ڷ��ز�ʱ�ߣ���ͷ�����ǿ�ȴﵽ382 MPa��Ϊ2198��﮺Ͻ�ĸ�Ŀ���ǿ�ȵ�82.7%��
REFERENCES
[1] ֣����, ���, ��־��, ���Ӣ, ������, ̷����. ��﮺Ͻ�ĺϽ�������֯�ݻ�[J]. �й���ɫ����ѧ��, 2011, 21(10): 2337-2351.
ZHENG Zi-qiao, LI Jin-feng, CHEN Zhi-guo, LI Hong-ying, LI Shi-chen, TAN Cheng-yu. Alloying and microstructural evolution of Al-Li alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2337-2351.
[2] MA Y E, ZHAO Z Q, LIU B Q, LI W Y. Mechanical properties and fatigue crack growth rates in friction stir welded nugget of 2198-T8 Al�CLi alloy joints[J]. Materials Science and Engineering A, 2013, 569: 41-47.
[3] �� ��. C24S��﮺Ͻ����Ħ�����ӹ��ա���֯�������о�[D]. ��ɳ: ���ϴ�ѧ, 2011.
CAI Biao. Investigations on the process, microstructure and property of friction stir welded C24S Al-Li alloy[D]. Changsha: Central South University, 2011.
[4] RAI R, DE A, BHADESHIA H K D H, DEBROY T. Review-friction stir welding tools[J]. Science and Technology of Welding and Joining, 2011, 16(4): 325-342.
[5] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science and Engineering R, 2005, 50(1/2): 1-78.
[6] RAI R, DE A, BHADESHIA H K D H, DEBROY T. Review: Friction stir welding tools[J]. Science and Technology of Welding and Joining, 2011, 16(4): 325-342.
[7] CAVALIERE P, CABIBBO M, PANELLA F, SQUILLACE A. 2198 Al-Li plates joined by friction stir welding: Mechanical and microstructural behavior[J]. Materials and Design, 2009, 30(9): 3622-3631.
[8] STEUWER A, DUMONT M, ALTENKIRCH J, BIROSCA S, DESCHAMPS A, PRANGNELL P B, WITHERS P J. A combined approach to microstructure mapping of an Al-Li AA2199 friction stir weld[J]. Acta Materialia, 2011, 59(8): 3002-3011.
[9] SHUKLA A K, BAESLACK III W A. Study of microstructural evolution in friction-stir welded thin-sheet Al-Cu-Li alloy using transmission-electron microscopy[J]. Scripta Materialia, 2007, 56(6): 513-516.
[10] TAVARES S M O, dos SANTOS J F, de CASTRO P M S T. Friction stir welded joints of Al-Li alloys for aeronautical applications: Butt-joints and tailor welded blanks[J]. Theoretical and Applied Fracture Mechanics, 2013, 65: 8-13.
[11] ������, �� ��, ������, �����. 1420��﮺Ͻ����Ħ��������ѧ����[J]. ����ѧ��, 2009, 30(4): 45-48.
GUO Xiao-juan, LI Guang, DONG Chun-lin, LUAN Guo-hong. Mechanical properties of 1420 aluminum-lithium alloy friction stir welding[J]. Transactions of the China Welding Institution, 2009, 30(4): 45-48.
[12] �� ��, ��Ծ, ��ѩ��, �� ��, ���ܻ�, �Ƽ̻�. 2A97��﮺Ͻ����Ħ����[J]. ����ѧ��, 2012, 33(5): 41-44.
ZHANG Hua, KONG De-yue, CHEN Xue-feng, CAO Jian, ZHAO Yan-hua, HUANG Ji-hua. Study on friction stir welding of 2A97 Al-Li alloy[J]. Transactions of the China Welding Institution, 2012, 33(5): 41-44.
[13] �ŵ���, ������, �� ��, ��ģ��, �� ��, �� ǿ, �� ��. ���ղ�������﮺Ͻ����Ħ������ӽ�ͷ��ѧ���ܵ�Ӱ��[J]. ����ѧ��, 2013, 34(2): 84-88.
ZHANG Dan-dan, QU Wen-qing, YIN Na, YANG Mo-cong, CHEN Jie, MENG Qiang, CHAI Peng. Effect of process parameters on mechanical properties of friction stir welded Al-Li alloy lap joints[J]. Transactions of the China Welding Institution, 2013, 34(2): 84-88.
[14] PARK S K, HONG S T, PARK J H, PARK K Y, KWON Y J, SON H J. Effect of material locations on properties of friction stir welding joints of dissimilar aluminium alloys[J]. Science and Technology of Welding and Joining, 2010, 15(4): 331-336.
[15] ������, Ǯ���. ����ѧ[M]. �Ϻ�: �Ϻ���ѧ����������, 1980.
HU Gen-xiang, QIAN Miao-gen. Metallography[M]. Shanghai: Shanghai Science and Technology Press, 1980.
[16] BAHEMMAT P, HAGHPANAHI M, BESHARATI GIVI M K, RESHAD SEIGHALANI K. Study on dissimilar friction stir butt welding of AA7075-O and AA2024-T4 considering the manufacturing limitation[J]. The International Journal of Advanced Manufacturing Technology, 2012, 59(9/12): 939-953.
[17] ��Т��. �����۽ṹ�ĵ�����ѧ����[M]. ����: ұ��ҵ������, 2008.
HUANG Xiao-ying. The microstructure of materials and its electron microscopy analysis[M]. Beijing: Metallurgical Industry Press, 2008.
[18] ������. ����Ħ������ͷ���ι����о�[D]. ����: �廪��ѧ, 2007.
KE Li-ming. An investigation on the formation mechanism of the friction stir welds[D]. Beijing: Tsinghua University, 2007.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51364037/51265043)�����տ�ѧ����������Ŀ(20111156004)������ʡ�ߵ�ѧУ�Ƽ���ؼƻ���Ŀ(KJLD12074)
�ո����ڣ�2013-11-05�������ڣ�2014-03-10
ͨ�����ߣ��� �������ڣ��绰��13576103681��E-mail��xingli_59@126.com

