
J. Cent. South Univ. (2018) 25: 51-59
DOI: https://doi.org/10.1007/s11771-018-3716-9

Tensile properties of strain-hardening cementitious composites containing polyvinyl-alcohol fibers hybridized with polypropylene fibers
H. R. Pakravan1, M. Jamshidi2
1. Young Researchers and Elite Club, Central Tehran Branch, Islamic Azad University, Tehran, Iran;
2. School of Chemical Engineering, Iran University of Science and Technology (IUST), Tehran, Iran
 Central South University Press and Springer-Verlag GmbH Germany,part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany,part of Springer Nature 2018
Abstract: Partially replacing polyvinyl-alcohol (PVA) fibers with polypropylene (PP) fibers in strain-hardening cementitious composites (fiber hybridization) modify certain mechanical properties of these materials. The hybridization based on the introduction of low-modulus hydrophobic polypropylene fibers improves the ductility and the strain-hardening behavior of the cementitious composites containing polyvinyl-alcohol fibers of different types(PVA-SHCC). Pull-out tests indicate that adding PP fibers increases the energy capacity of the hybrid composite with respect to the material containing only PVA fibers under tensile loading, and PP-fiber geometry (i.e., section shape and length) is a key factor in enhancing the strain capacity.
Key words: polyvinyl-alcohol (PVA); strain-hardening cementitious composite (PVA-SHCC); fiber hybridization; tensile strain capacity; ultimate tensile strength; PVA fiber; poly propylene fiber
Cite this article as: H. R. Pakravan, M. Jamshidi. Tensile properties of strain-hardening cementitious composites containing polyvinyl-alcohol fibers hybridized with polypropylene fibers [J]. Journal of Central South University, 2018, 25(1): 51�C59. DOI: https://doi.org/10.1007/s11771-018-3716-9.
1 Introduction
Polyvinyl-alcohol fibers (PVA fibers) have been used for decades in cementitious composites as a reinforcing material, due to their interesting characteristics, like their higher tensile strength and elastic modulus with respect to other more conventional fibers. In recent years, high- performance fiber-reinforced cementitious composites (HPFRCC) have been developed using PVA fibers. These composites exhibit strain- hardening behavior accompanied by multiple cracking with fine crack widths, resulting in higher tensile strength and ductility [1]. The tensile strain capacity of these fine aggregate concretes is several hundred times higher than that of conventional concrete and fiber reinforced concrete (FRC) depending on the physical and chemical properties of reinforcing fibers and matrix [2].
These types of HPFRCCs can be used for a broad range of applications which needs load carrying capacity, deformability, and energy absorption capacity under monotonic and reverse cyclic loading [3, 4].
A major challenge of using PVA fibers in the cementitious composites is that these types of fibers have a high hydrophilic nature which allows them to develop very strong chemical bond with matrix due to the presence of hydroxyl groups in their chemical structure. The PVA fibers due to the strong chemical bond may fail during crack opening that tends to reduce strain capacity and limit the multiple cracking of the cementitious composites in post-cracking zone [5].
The ductility of PVA-cementitious composites however, can be improved by optimizing the fiber, matrix and interface system [6]. LI et al [7, 8]showed that applying 1.2% of oil coating by fiber weight can reduce chemical bond strength of the PVA fiber to the cementitious matrix and significantly increases the ductility of composite. In addition, it was observed that the chemical bond between PVA fiber and cement matrix drops with an increase of fly ash content, because of the lower hydration degree in fiber/matrix interface [9]. KIM et al [10] reported that introducing of slag particles as admixture is helpful for achieving strain hardening behavior associated with almost an increase up to 50% in the tensile strain capacity of the composite.
In addition to problems with higher chemical bonding of the PVA fiber, it is very difficult to put the PVA-SHCC into large scale practical applications due to the very high cost of these fibers [11].
Besides changing the chemical properties of the PVA fiber and the cementitious matrix, another way to improve HPFRCC mechanical performance is by introducing hybrid fibers. As a matter of fact, hybridizing PVA fibers with inexpensive hydrophobic PP fibers is expected to be instrumental in producing cost-effective and efficient cementitious composites. This hybrid composite maybe exhibited better strain hardening behavior due to reducing chemical bonding between the fibers and the matrix. Hybridization of two or more different fibers exhibited positive effects on the mechanical properties of composites [12�C17]. The use of fibers of different natures, with distinct geometric and chemo-physical properties in hybrid form, has been shown to improve not only the mechanical properties of cementitious composite [18�C23] but also its energy-absorption capability [24].
In this work, improving the ductility of strain- hardening cementitious composites (SHCC) using hybrid fibers is investigated. Fibers with different chemical and physical properties are used for replacing a portion of PVA fiber. Uniaxial tensile and compressive tests are carried out to determine the mechanical properties of hybrid PVA-SHCC materials.
2 Experimental
2.1 Materials
In the present study, three different types of PVA fibers in length and two different polypropylene fibers were investigated. The polypropylene fibers different in cross-sectional shapes (Figure 1) were used to partially replace PVA fibers. The chemical structures of both fiber types are shown in Figure 2. The PVA has a relatively simple chemical structure similar to PP fiber of which the pendant methyl group (��CH3) is replaced with a hydroxyl group. PVA polymer is produced by the polymerization of vinyl acetate polymer to poly (vinyl acetate) (PVAc), followed by hydrolysis of PVAc to PVA [25].
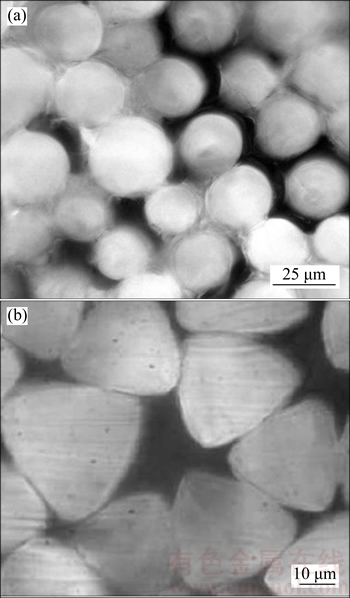
Figure 1 Cross-sectional shape of circular PP fibers (a) and triangular PP fibers (b)

Figure 2 Chemical structures of PP fiber (a) and PVA fiber (b)
Physical and mechanical characterizations of the fibers are presented in Table 1. The total fiber volume fraction in hybrid composite was 2%. For hybridization, 25% of long PVA fibers were replaced with other fiber types. PVA-T1 has higher modulus of elasticity and fiber length in comparison to other PVA fibers. Therefore, in hybrid composites a portion of the PVA-T1 type was replaced with other fibers.
Table 1 Physical and mechanical characteristics of fibers

2.2 Matrix and mix design
The cement used for all mixtures was ordinary Portland cement Type I. A class F fly ash was used as the pozzolanic admixture. Fine silica sand with an average and maximum grain size of 110 ��m and 200 ��m respectively was used in the mixtures. The design of mixture compositions is given in Table 2. Five mixes were prepared with different fiber types and the same hybrid ratio.
2.3 Methods
After casting, the specimens were left for 48 h inside their moulds in dry conditions at room temperature, and soon after they were demoulded. The specimens were then cured for additional 26 d in a water tank at room temperature before test. To investigate the mechanical properties five dogbone- shaped specimens (Figure 3) were used for direct tensile test with tensile testing machine (SANTAM). The span length was 160 mm for all samples. The specimens were fixed by jaws of tensile test machine and the test was performed with a controlled deformation rate of 0.5 mm/min.
Bonding properties of fibers to the cementitious matrix were studied using a pull-out test. The details of the sample preparation and the test method were reported in previously published paper [26]. The pull-out test was conducted using a tensile testing machine with constant rate of displacement for both PVA and PP fibers. During the test, pull-out load and fiber end displacement was recorded. For each fiber type, five specimens were cast and tested, and the mean value of pull-out stress was considered representative of the test results.
3 Results and discussions
3.1 Tensile strength
Typical tensile stress�Cstrain curves from each composite mixture are shown in Figure 4 for comparison. All composite samples exhibited multiple cracking behaviors under tensile test with strain capacities ranging from 0.5% to 1.8%. The reason for lower strain capacity of produced composite compared with previous studies is due to short length of PVA fiber (8 mm) used in this study. The PVA-T1 fiber type due to its greater length and modulus of elasticity in comparison to other PVA fibers was selected as reinforcing fiber for manufacturing reference sample (mono fiber composite) in this study. The results indicated that the load-bearing capacity of mono fiber composite can be improved by partially replacing the PVA-T1 fibers with low modulus PP fibers, making the composite hybrid. Both PP fibers (PP-C and PP-T) have shown an increase in the strain capacity of hybrid composites. Replacing a portion of PVA-T1 fiber with other PVA fibers (PVA-T2 and PVA-T3) did not improve the tensile strain capacity of composites. However, it should be noted that this strain capacity is much higher than that of conventional FRC composites.
Hybridization of PVA-T1 fibers with PVA-T2 fibers caused a reduction in the tensile strength of composite due to the higher fiber aspect ratio (l to d) and chemical bond to the matrix. Fiber with higher l to d ratio can create higher bond to cementitious material which led to non-uniform dispersion of the fibers in mixture. The rheology of hybrid composite mixture can considerably decrease with incorporation of fiber with greater aspect ratios, even at lower volume contents.
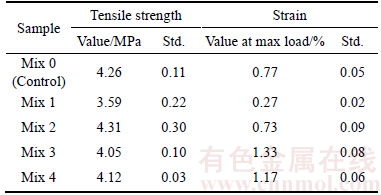
The details of tensile behavior of composite samples are summerized in Table 3. In the stress�Cstrain curve, the peak stress is defined as the tensile strength, and the corresponding strain is defined as the tensile strain capacity of composite. As seen in Table 3, the main effect of hybridization is on strain capacity of the composites. Although there is no significant change in the tensile strength of hybrid composites except for Mix 1, but adding PP fibers to the composite mixture markedly improves the strain capacity of composites. The mono fiber composite sample containing 2% of PVA-T1 fiber barely exhibited multiple cracking behaviors with a strain capacity below 1% in average.
Table 2 Mix design (contents normalized by mass)
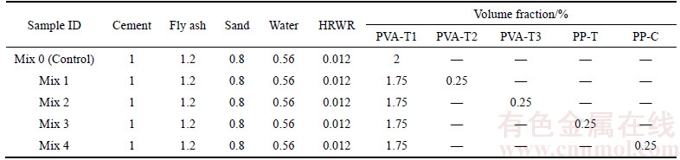
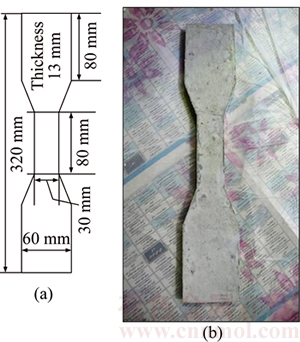
Figure 3 Specimen geometry for tensile testing of PVA- SHCC
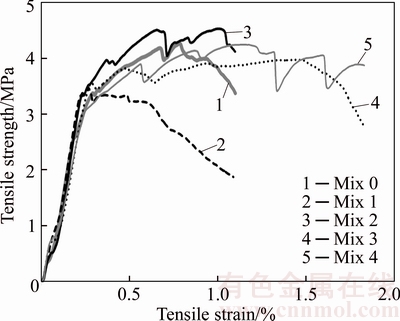
Figure 4 Tensile behaviour of hybrid composite samples
Table 3 Details of tensile test of hybrid composites
The percentage of increase or decrease in tensile properties of mixtures is demonstrated in Figure 5. The tensile strength of Mix 1 decreased up to 15% in comparison to the mono fiber composite sample (control) because of the defect in rheology and consequently fiber dispersion.
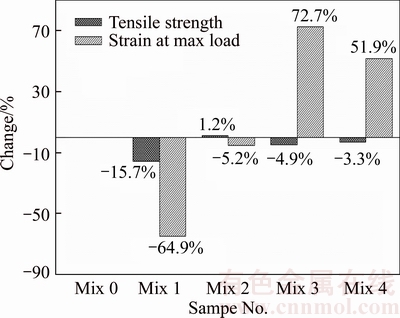
Figure 5 Change in tensile strength and strain capacity of hybrid composite related to mono fiber composite
It can be seen that the tensile strain capacity of hybrid composites with low modulus fibers increased up to 72% in comparison to the control sample while there is a reduction for hybrid composite with other PVA fibers. Improvement in the strain capacity of hybrid composite containing PP fibers should be attributed to the crack bridging ability of PP fibers in higher strains. In hybrid cementitious composites, load bearing behavior in post-peak zone is related to the presence of flexible fibers, while the ultimate strength of composite depends on the stiffer fiber (PVA).
Hybridization with triangular cross-sectional shape PP fiber (PP-T) has shown better influence on the strain capacity in comparison to the circular PP fiber (PP-C). Mechanical properties of FRC directly depended on the geometry of fibers [27]. Fibers with noncircular cross- sectional shape have a high specific surface area and consequently higher mechanical bond to the cementitious matrix. As a result of this observation, the better deformability of Mix 3 hybrid sample should be attributed to the triangular cross-sectional shape of PP-T fibers. It is believed that using longer length of low modulus fiber can further increase the tensile strain capacity of hybrid composite due to higher mechanical bond with surrounding matrix.
The chemical structure of PVA fibers characterized by hydroxyl groups guarantees a strong chemical bond with the cementitious matrix. This chemical bond can cause fiber failure instead of fiber pull-out which reduces multiple cracking ability and strain capacity of composites. Hybrid composite mixture with PVA-T2 fiber has an approximately 64% lower strain capacity compared with the control sample.
Considering the effect of hybridization on the strain capacity of composite mixture, it was indicated that decrease in the fiber to cement matrix adhesion to the optimum level is an important factor for attaining strain-hardening behavior in PVA-SHCC composites.
3.2 Cracking behavior
Figure 6 shows the cracking pattern of all mixtures in the fracture zone. The cracking pattern reflects unsaturated multiple cracking. It can be seen from Table 3 that the higher strain capacity is accompanied by increase in the number of cracks as shown in Figure 6. Many fine and distributed cracks were formed in the Mix 2, Mix 3 and Mix 4 specimens compared with the Mix 0 specimen. Hybridization with PP fibers increases the number of cracks while adding PVA-T2 fibers to the composite mixture adversely affects the number of cracks as shown in Figure 6(b). Multiple-crack formation gives the composite a higher energy-absorption capability by preventing crack from localization, and increases both the first- cracking load and the deformability.
The fracture surface of the composites was examined using optical microscopy in the hybrid composite. The width of micro-cracks for hybrid composite containing low modulus fibers is very fine less than 60 ��m, as shown in Figure 7.Fracture zones of Mix 0 sample and hybrid Mix 4 composite are demonstrated in Figure 8. In Mix 0 sample, most fibers are broken due to the high bond strength of PVA-T1 fibers to the cementitious matrix as shown in Figure 8(a). On the contrary, low modulus PP fibers are still undamaged across the cracked zone in the hybrid composite as shown in Figure 8(b). These undamaged fibers enhance the deformability and load bearing capacity of hybrid composites, especially in the post- cracking zone. After failure of PVA-T1 fibers, the low modulus fibers can transfer the load in composite.
The fracture area of hybrid composites is examined by a scanning electron microscope (SEM). The hydrated cement products attached to the PVA fiber surface indicate that there is an inherent tendency between fiber and the cementitious matrix (Figure 9(a)). The clean surface of both triangular and circular fiber at fracture area of composites reveals that they have not chemical interaction with cementitious matrix (Figures 9(b) and (c)). From the observations it can be concluded that the adhesion mechanism between PP fibers and cement matrix is mainly mechanical interlocking. The chemical adhesion and mechanical adhesion in hybrid composite containing fibers with different chemical structures arise from the PVA and PP fibers, respectively.
Fracture contains three stages as shown in Figure 10(a). According to the results and observation, fracture mechanism of hybrid fiber composite under loading can be schematically described with a typical stress�Cstrain curve as shown in Figure 10(b). On the basis of observation, three stages can be distinguished for a composite reinforced with hybrid fiber (low and high modulus fibers). In the elastic branch of the curve (Stage I), high-modulus fibers tend to play the major role in the first cracking strength of the hybrid composite. In Stage II, both strength and toughness of the composite can be achieved. The high modulus fiber can improve the strength of cementitious composites, but both low- and high-modulus fibers contribute the deformation capability. The strength of composite in this stage depended on the volume content of high modulus fiber and its properties (including length, diameter, modulus and chemical properties). Moreover, toughness of composite improves with bridging action of micro-cracks generated during cracking process (Figure 10(c)).

Figure 6 Crack patterns of composite mixtures under uniaxial tensile test:

Figure 7 Width of micro-cracks in hybrid composite surface (Mix 3)
In the beginning of Stage III, high modulus PVA fibers are totally broken. In some cases, PVA fiber bundles can be pulled-out (Figure 10(d)). Fiber bundles have enough strength to overcome the tensile load during the opening micro-cracks. However, in this stage macro- cracks are bridged only by the low modulus fibers. These fibers can improve the load bearing capacity and ductility of composite in descending branch of curve.
3.3 Pull-out behavior of fibers
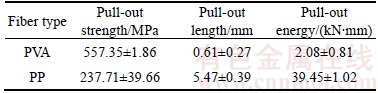
The pull-out test results of PVA and PP fibers is presented using bond strength-fiber end displacement curve in Figure 11. It is obvious that PP fibers are pulled-out completely, but PVA fibers are fractured during pulling-out test. The PVA fiber shows a sudden drop of force while PP fiber pulls out completely with a steady load reduction up to the zero load. This is attributed to the higher bond strength of PVA fibers with the cementitious matrix in comparison to the PP fibers. Due to the hydrophilic nature of PVA fibers, they have strong chemical bond to cementitious materials, while PP fibers due to its hydrophobic nature have only mechanical bond to the surrounded matrix. The details of the pull-out tests are presented in Table 4. In spite of their higher bond strength with the cementitious matrix, PVA fibers provide a rather small energy-absorption capability in comparison with PP fibers.
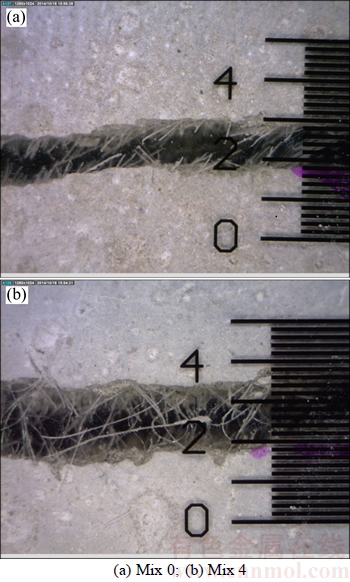
Figure 8 Fracture zone in composite samples:
The experimental results indicated that the coexistence of both chemical and mechanical adhesion mechanisms between fibers and cement matrix is necessary to achieve a composite with both high ultimate tensile strength and high tensile ductility. The chemical and mechanical bond in the produced hybrid composites arises from PVA fiber and PP fiber, respectively.
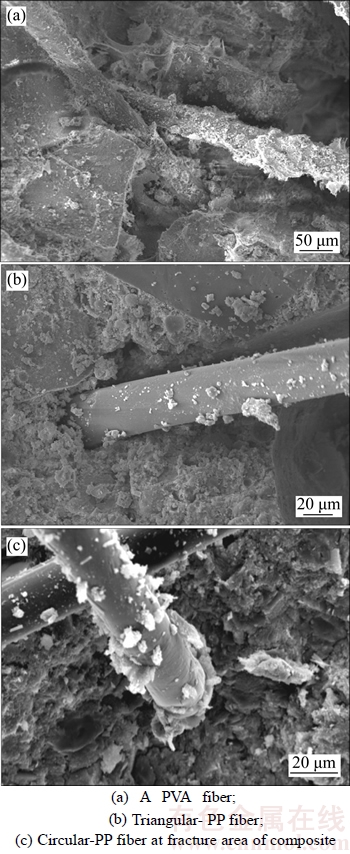
Figure 9 SEM micrographs:
4 Conclusions
The ductility of strain-hardening composites containing polyvinyl-alcohol fibers is limited by their strong chemical bond with the cementitious matrix. To improve the ductility and energy absorption capacity of composite, capability of hybrid PVA-SHCC is studied, whose results lead to the following conclusions.
1) The ductility in tension of hybrid composite with low modulus PP fibers is significantly larger than that of mono fiber composite sample. Hybridization with low modulus fibers slightly decreases the ultimate tensile strength of composite in comparison to the control sample.
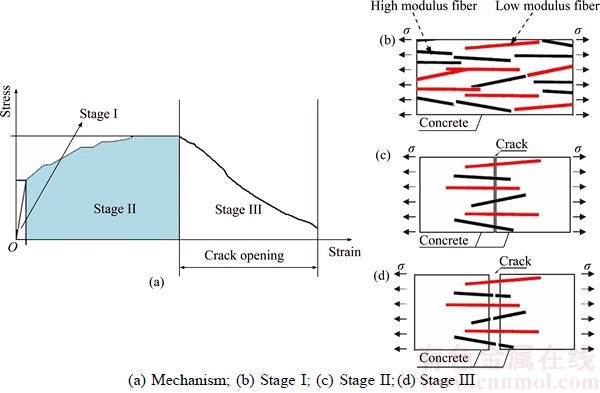
Figure 10 Fracture mechanism of hybrid fiber composite and role of fibers:
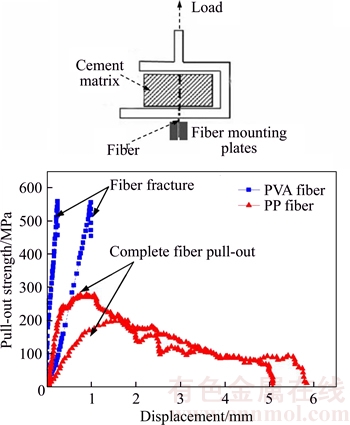
Figure 11 Pull-out behavior of fibers and schematic of test method
Table 4 Some results of fiber pull-out tests
2) Mechanical bond between low modulus fibers and cement matrix has an important role in improving the strain capacity of hybrid composite. The hybridization with non-circular cross-sectional PP fibers shows better ductility than that of circular cross-sectional PP fiber with higher shape factor and bond strength to cement matrix.
3) Hybridization of PVA with other inexpensive polymeric fibers can decrease the cost of PVA-SHCC materials. Higher cost of these materials is mainly due to the cost of PVA fibers.
4) Results from pull-out test revealed that the higher strain capacity of hybrid PVA-SHCC in the post-peak (or softening) zone depend on the crack- bridging capability of low-modulus fibers, whose efficacy may be enhanced by selecting greater lengths for the fibers to be used in hybridization.
References
[1] LI V C. On engineered cementitious composites (ECC): A review of the material and its applications [J]. Journal of Advanced Concrete Technology, 2003, 1: 215�C230.
[2] LI V C. Tailoring ECC for special attributes: A review [J]. International Journal of Concrete Structures and Materials, 2012, 6(3): 135�C144.
[3] TOSUN-FELEKOGLU K, FELEKOGLU B, RANANDE R, LEE B Y, LI V C. The role of flaw size and fiber distribution on tensile ductility of PVA-ECC [J]. Composites Part B: Engineering, 2014, 56: 536�C545.
[4] YANG E H. Designing added functions in engineered cementitious composites [D]. USA: University of Michigan, 2008.
[5] REDON C, LI V C, WU C, HOSHIRO H, SAITO T, OGAWA A. Measuring and modifying interface properties of PVA fibers in ECC matrix [J]. Journal of Materials in Civil Engineering, 2001, 13: 399�C406.
[6] ZHANG J, JU X. Investigation on stress-crack opening relationship of engineered cementitious composites using inverse approach [J]. Cement and Concrete Research, 2011, 41: 903�C912.
[7] LI V C, WANG S, WU C. Tensile strain-hardening behavior of polyvinyl alcohol engineered cementitious composite (PVA-ECC) [J]. ACI Material Journal, 2001, 98: 483�C492.
[8] LI V C, WU C, WANG S, OGAWA A, SAITO T. Interface tailoring for strain-hardening polyvinyl alcohol-engineered cementitious composite (PVA-ECC) [J]. ACI Material Journal, 2002, 99: 463�C472.
[9] YANG E H, YANG Y, LI V C. Use of high volumes of fly ash to improve ECC mechanical properties and material greenness [J]. ACI Material Journal, 2007, 104: 620�C628.
[10] KIM J K, KIM J S, HA G J, KIM Y Y. Tensile and fiber dispersion performance of ECC (engineered cementitious composites) produced with ground granulated blast furnace slag [J]. Cement and Concrete Research, 2007, 37: 1096�C1105.
[11] PAN Z, WU C, LIU J, WANG W, LIU J. Study on mechanical properties of cost-effective polyvinyl alcohol engineered cementitious composites (PVA-ECC) [J]. Construction and Building Materials, 2015, 78: 397�C404.
[12] AHMED S F U, MIHASHI H. Strain hardening behavior of lightweight hybrid polyvinyl alcohol (PVA) fiber reinforced cement composites [J]. Materials and Structures, 2011, 44: 1179�C1191.
[13] NGUYEN D L, KIM D J, RYU G S, KOH K T. Size effect on flexural behavior of ultra-high-performance hybrid fiber-reinforced concrete [J]. Composites Part B: Engineering, 2013, 45: 1104�C1116.
[14] LAWLER J S, ZAMPINI D, SHAH S P. Micro-fiber and macro-fiber hybrid fiber reinforced concrete [J]. Journal of Materials in Civil Engineering, 2005, 17: 595�C604.
[15] BANTHIA N, SOLEIMANI S M. Flexural response of hybrid fiber reinforced cementitious composites [J]. ACI Material Journal, 2005, 102: 382�C389.
[16] SILVA E R, COELHO J F J, BORDADO J C. Strength improvement of mortar composites reinforced with newly hybrid-blended fibres: Influence of fibres geometry and morphology [J]. Construction and Building Materials, 2013, 40: 473�C480.
[17] BANTHIA N, NANDAKUMAR N. Crack growth resistance of hybrid fiber reinforced cement composites [J]. Cement and Concrete Composites, 2003, 25(1): 3�C9.
[18] ZHANG J, MAALEJ M, QUEK S T. Performance of hybrid-fiber ECC blast/shelter panels subjected to drop weight impact [J]. Journal of Materials in Civil Engineering, 2007, 19(10): 855�C863.
[19] SOE K T, ZHANG Y X, ZHANG L C. Material properties of a new hybrid fibre-reinforced engineered cementitious composite [J]. Construction and Building Materials, 2013, 43: 399�C407.
[20] AHMED S F U, MAALEJ M, PARAMASIVAM P. Flexural responses of hybrid steel�Cpolyethylene fiber reinforced cement composites containing high volume fly ash [J]. Construction and Building Materials, 2007, 21(5): 1088�C1097.
[21] LAWLER J S, WILHELM T, ZAMPINI D, SHAH S P. Fracture processes of hybrid fiber-reinforced mortar [J]. Materials and Structures, 2003, 36(3): 197�C208.
[22] ROSSI P. High performance multimodal fiber reinforced cement composites (HPMFRCC): The LCPC experience [J]. ACI Materials Journal, 1997, 94(6): 328�C331.
[23] PAKRAVAN H R, LATIFI M, JAMSHIDI M. Hybrid short fiber reinforcement system in concrete: A review [J]. Construction and Building Materials, 2017, 142: 280�C294.
[24] BANTHIA N, GUPTA R. Hybrid fiber reinforced concrete (HyFRC): Fiber synergy in high strength matrices [J]. Materials and Structures, 2004, 37(10): 707�C716.
[25] HORIKOSHI T, OGAWA A, SAITO T, HOSHIRO H, FISCHER G, LI V C. Properties of polyvinyl alcohol fiber as reinforcing materials for cementitious composites [C]// Proceedings of the International RILEM Workshop on High Performance Fiber Reinforced Cementitious Composites in Structural Applications. Denmark, 2006: 145�C153.
[26] PAKRAVAN H R, JAMSHIDI M, LATIFI M. Performance of fibers embedded in a cementitious matrix [J]. Journal of Applied Polymer Science, 2010, 116(3): 1247�C1253.
[27] SOULIOTI D V, BARKOULA N M, PAIPETIS A, MATIKAS T E. Effects of fibre geometry and volume fraction on the flexural behaviour of steel-fibre reinforced concrete [J]. Strain, 2011, 47(1): 535�C541.
(Edited by YANG Hua)
���ĵ���
���Ӿ���ϩ����άˮ�ิ�ϲ��ϵ�Ӳ����������
ժҪ����Ӧ��Ӳ��ˮ������ϲ���(��ά�ӽ�)�У��þ۱�ϩ����ȡ������ϩ��(PVA)��ά�����Ը��Ʋ��ϵ���ѧ���ܡ�ͨ�������ģ������ˮ�۱�ϩ��ά����߾���ϩ����άˮ�ิ�ϲ���(PVA-SHCC)�������Ժ�Ӧ��Ӳ�����ܡ���������������������۱�ϩ��ά��ǿ�˲��Ӹ��ϲ��ϵ��غ��������ܡ��۱�ϩ��ά�ļ�����״(��������״�ͳ���)����߸��ϲ���Ӧ����������Ҫ���ء�
�ؼ��ʣ�����ϩ��(PVA); Ӧ��Ӳ���������ϲ���(PVA-SHCC); ��ά�ӽ�; ����Ӧ������; ������ǿ��; ����ϩ����ά; �۱�ϩ��ά
Received date: 2016-12-23; Accepted date: 2017-12-01
Corresponding author: H. R. Pakravan, PhD; Tel: +98-21-77246916; Email: hamid.pakravan@gmail.com; ORCID: 0000-0002-1009- 8481

