�й���ɫ����ѧ�� 2003,(01),198-204 DOI:10.19476/j.ysxb.1004.0609.2003.01.037
���ղ������Ʊ�CuO��Al��Ӧ����Al2 O3 ��ǿ�������ϲ��ϵ�Ӱ��
��ӱ ��Զ ������ ³ѧ��
���ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,���ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,���ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,���ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ ����730050 ,����730050 ,����730050 ,����730050
ժ Ҫ��
�о��˷�Ӧ�¶ȡ�Al�ۺ�����Ԥ�ƿ����ܶȺͱ������Ԫ��Mg�Է�Ӧ���̺�����ɵ�Ӱ�졣���ŷ�Ӧ�¶ȵ���� ,��Ӧ�ٶȼӿ졣�¶ȹ��� ,��Ӧ���е�CuO�ᷢ���ֽⷴӦ ,�Ӷ�����ʵ��ʧ�� ;��ϵ��Al�ۺ���Խ�� ,��Ӧ�ٶ�Խ�졣���� ,��ϵ��Al�ۺ�������� ,Ҳ�����ڷ�Ӧ���ɵ�Al2 O3 �ֲ������Լ�ϸС�� ;�ں��ʵ�Ԥ�ƿ�ѹ��ѹ��ʱ���Եõ��Ⱦ��нϸߵ����ܶ� ,���ܹ���ȫ��Ӧ�IJ��� ;Mg���ڱ������Ԫ�� ,���Ĵ����ܹ�������ϵ�ķ�Ӧ��ʼ�¶� ,���Dz��ܽ����Ӧ��ͷ�Ӧ�������ɢ���⡣��� ,�¶����Ǿ�����Ӧ�ܷ���ȫ���е���Ҫ���ء����ʵ����¶� (80 0�� 10 0 0�� )��ѹ�� (15 0�� 2 10MPa)��Mg������ (2 %�� 5 % )��Al��CuO��������(Լ 6��1)���������ܹ��Ʊ�����Ӧ��ȫ��CuO��Al��Ӧ�������ϲ��ϡ�
�ؼ��ʣ�
���ղ��� ;�������ϲ��� ;����ͭ ;�� ;��Ӧ���� ;
��ͼ����ţ� TB331
����飺 ����ӱ(1966),Ů,������,��ѧ˶ʿ;
�ո����ڣ� 2002-01-29
���� ����ʡ��Ȼ��ѧ����������Ŀ (ZS991A2 5 0 5 2C); ���ҵ��ѧ���������ʦ�����ƻ�����;
Influence of technical parameters on aluminum matrix composites in-situ reinforced by Al2 O3 p from reaction of CuO to Al
Abstract��
The influence of reaction temperature, resultant (Al powd er ) content, compactness and surface-active element Mg on the reaction process an d phase composition was studied. The results show that the higher the temperatur e and the content of aluminum, the faster the reaction speed. But too higher tem perature will lead to the deposition of CuO. Magnesium can decrease the start te mperature of system reaction. Under the conditions of proper temperature (800��1 000 ��), pressure (150��210 Mpa), content of Mg(2%��5%) and quantity ratio o f Al and CuO (about 6��1) can be fabricated the aluminum matrix composites in-sit u reinforced by Al 2O 3p from the completing reaction of CuO to Al .
Keyword��
technical parameter; composite in-situ; CuO; Al; reaction process;
Received�� 2002-01-29
���ղ����ĺ���ѡ���Ƿ�Ӧ�Ʊ�Al2 O3 ��ǿ�������ϲ�����Ϊ�ؼ���һ��
[1 ,2 ]
�� ��������ϵ����Ӧ����������, ǿ�������֯��̬������ʹ������, ���ҹ�ϵ���÷�������Ӧ����ʵ�������Ŀ����ԡ� ��Թ��ղ�������ϵ�ķ�Ӧ���̺�����ɵ�Ӱ������о�, ��Ϊʵ��������Ʊ��������ϲ��ϵĹ��ղ���ѡ���ṩʵ�����ݡ� ���۵Ĺ��ղ�������:��Ӧ�¶�, Al�ۺ���, Ԥ�ƿ����ܶȺͱ������Ԫ��Mg�ĺ����� �о�����Ҫ������:ͨ��XRD�����о����ղ����Է�Ӧ����ɵ�Ӱ��;ͨ�������ڲ�ͬ���ղ����»�õ�����������ɺ���֯���, ���������ղ�����CuO/Al��Ӧ���̵�Ӱ��;�о����ղ����Է�Ӧ���ɵ�Al2 O3 ����ò�ͷֲ���Ӱ�졣
1 ʵ��
����XDTM ��
[3 ,4 ,5 ,6 ,7 ]
�Ʊ�Al2 O3 ��ǿ�����������ϲ��ϡ� ����, ��Al��CuO��ĩ����һ��������������, ����ĥ���������ĥ3 h, Ȼ����ѹ��������ѹ��Բ����Ԥ�ƿ顣 ��Ԥ�ƿ��������, �����ȵ�ż���Ӽ��������ϵͳ, �����״̬�����¡� ��Ԥ�ƿ���600 �汣�³���, Ȼ���ڲ�ͬ�¶�(800~1 100 ��)�� ��ͬ��Ӧʱ��(10~40 min)�Ͳ�ͬѹ��(150~240 MPa)���Ʊ����в�ͬAl, CuO�����ȵĸ��ϲ��ϡ� ���ý������۲��XRD�� SEM�����������������ࡣ CuO��Al���ܷ�ӦʽΪ:
2Al+3CuO=3Cu+ Al2 O3 ��
2 ��Ӧ�¶ȵ�Ӱ��
��Ӧ�¶ȶԻ�ѧ��Ӧ�����ʾ��к���Ҫ��Ӱ�졣 CuO-Al��ϵ�����б�ը���ķ�Ӧ�� ֻ�з�Ӧ�¶ȴﵽ1 000 ��ʱ, ��ϵ�ŷ������ҷ�Ӧ, ���ڵ��ڴ��¶�ʱ, Ԥ�ƿ��¶�û�б仯��
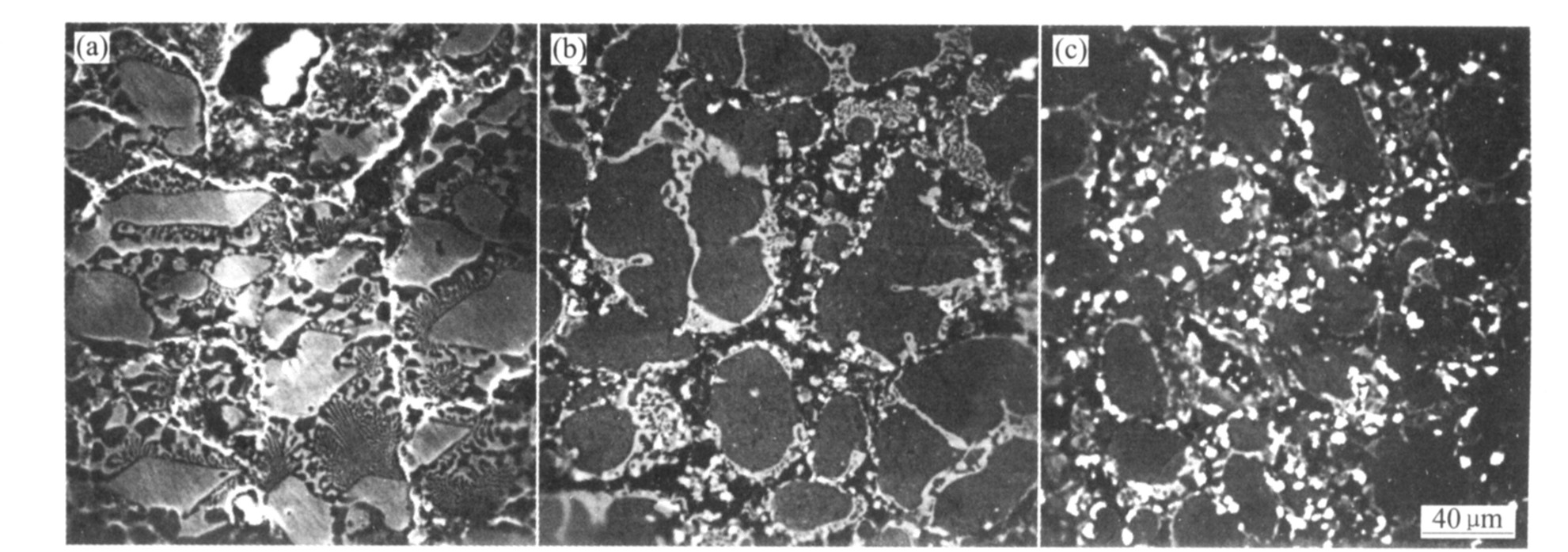
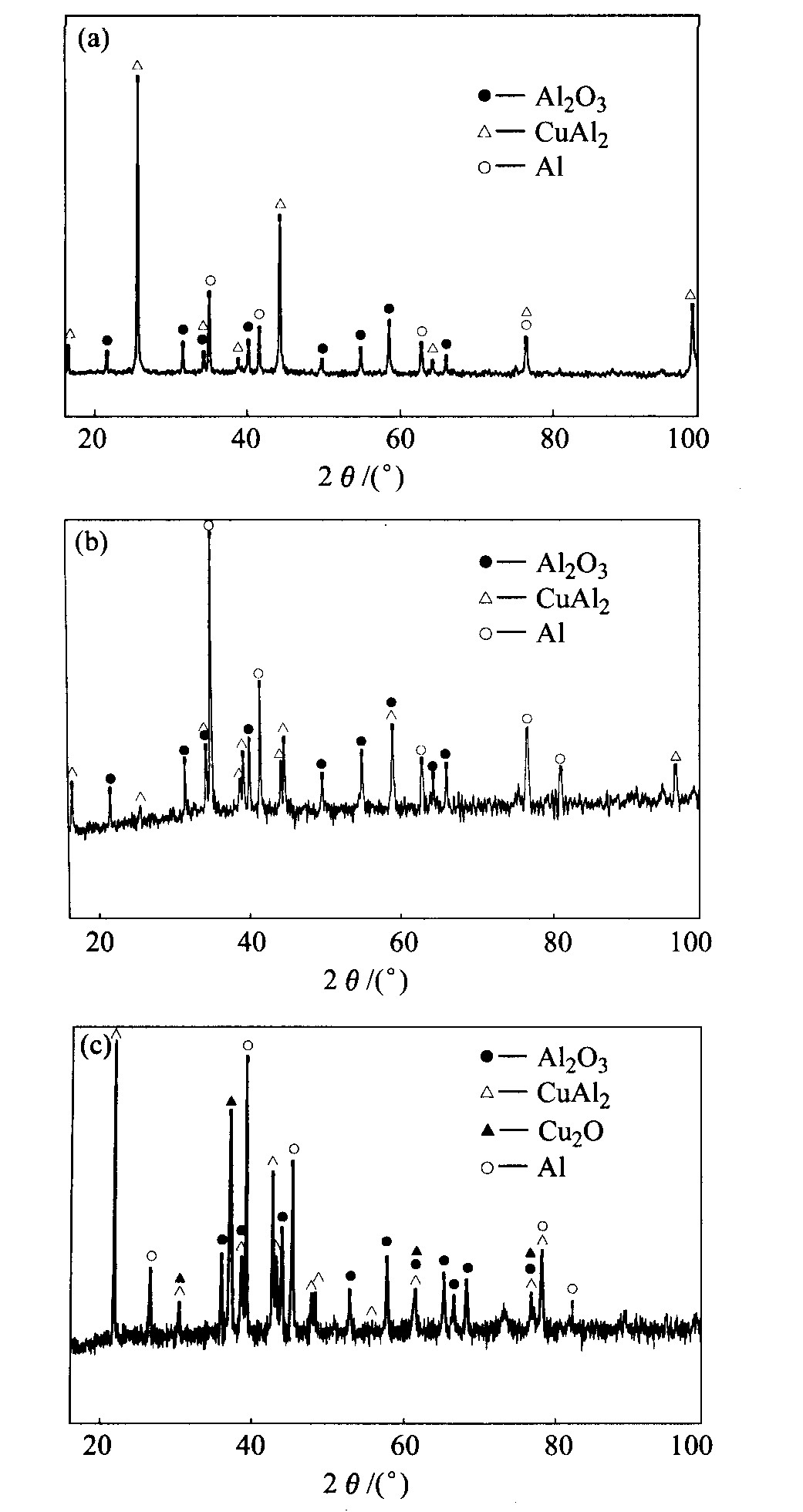
ͼ1(a), (b), (c)��ʾ�ֱ�Ϊ800 �浽1 100 ���±���40 min������������XRDͼ�� ��ϸ��¶������������Ľ�����֯ͼ(��ͼ2)���Կ���, ��800 ���±������������ķ�Ӧ��������Cu����ڡ� ����CuO��Al��Ӧ���̺ͻ������Զ϶�, ��800 �汣��40 min�������, CuO��Al�ܹ�����������ԭ��Ӧ, �������¶ȵ�, CuO��Al����ʪ�Բ�, ��Ӧ���ܳ���������ȥ�� �������¶ȵ����, CuO��Al����ʪ�Եõ�����, ��Ӧ�Ķ���ѧ�����õ�����, ��Ӧ�ٶ�����, ��Ӧ������ȫ��
ͼ1 ��ͬ�¶��±���40 min������XRD������ Fig.1 XRD patterns of specimens under different temperatures holding for 40 min (a)��800 ��; (b)��950 ��; (c)��1 100 ��
����¶�����950 ����1 000 ��ʱ, Ԥ�ƿ��ڶ���ѧ������������¶�, ��ɢ�ȶ��ﵽ����ѵ�, �Ӷ������˱����Է�Ӧ, �����ܹ�ʹ��Ӧ����������ȥ, ���յõ���Ӧ��ȫ�ĸ��ϲ��ϡ�
�������ʵ�����п��Կ���, ��Ӧ�¶���Ӱ��XD���Ʊ����ϲ��ϵ���Ҫ���ء� �����¶ȵ�����, ��ĩѹ���п������ԭʼ�ĵ�Ӵ�������Ϊ��Ӵ�, ���, Al��CuO���ӵ���ʪ�Ծ͵õ���
ͼ2 ��ͬ�¶��±���40 min�� �������Ľ�����֯ͼ Fig.2 Microstructures of specimens under different temperatures and holding 40 min (a)��800 ��; (b)��950 ��; (c)��1 100 ��
��, �����ڷ�Ӧ�Ľ��С� ģ��������ͼ3��ʾ�� ����, ���¶ȿ�������1 100 ��ʱ, ���������ı�ը�� ������ͼ 1(c) ��XRD���, ������û��Al2 O3 ����, ����Al��CuAl2 �ࡣ ��������, CuO�ķֽ��¶�Ϊ1 086 �� , ���¶ȿ�������1 100 ����ǰ, CuO�ͷ����˷ֽⷴӦ, ��ϵ�м�ʹ��CuO
ͼ3 ���ȹ����п����Ӵ���ı仯ģ�� Fig.3 Changing model of interface of particles during heating
��Al������Ӧ, �����Ժ��١� ��CuO�ֽ�, �Ӷ����ܲ��뷴Ӧ�� ��ɨ��羵������Ҳ����, �����д����Ŵ�����CuAl2 ��, ��Al2 O3 �������١� ����֤���������ķ���:��CuO�����˷ֽⷴӦ��
��CuO-Al��ϵ������ѧ�����п��Կ���
[8 ,9 ,10 ]
, ��ʹ�ڳ���ʱ, CuO��Al2 O3 �������ܲ�Ҳ�dz���, ��Ӧ���ƺܴ� ���Ӷ���ѧ�Ƕ�����
[11 ]
, ������CuO��Al��Ӧ�Ķ���ѧ����(������ʪ����ɢ��)��������, ���ܷ���������ԭ��Ӧ�� �������¶ȵ�����, ����ѧ�������ϵõ�����, ���¶�����800 ������ʱ, �ͳ����˲��ַ�Ӧ, �¶�����1 000 ��ʱ, ����ѧ�����õ����������, ��˷������ҷ�Ӧ, �����ܹ��ڽ϶̵�ʱ���ڴﵽ��ȫ��Ӧ�� ��˷�Ӧ�¶��Ǿ�����Ӧ�ܷ�������Ҫ������ �����¶ȹ���(����1 000 ��), CuO�����ֽⷴӦ, ����ʵ��ʧ�ܡ�
3 Al�ۺ�����Ӱ��
ͼ4��ʾΪ��ͬAl�ۺ�����Ԥ�ƿ�ķ�Ӧ�����X������������ ������Ľ���п�֪:���о��ķ�Ӧ���Ũ�ȷ�Χ��, ����ͬ��������, CuO-Al��ϵ���ܹ���ȫ��Ӧ����Al2 O3 , ������֯�л����м仯����CuAl2 ��Ĵ��ڡ�
ͼ5��ʾΪ��ͬAl�ۺ����Ľ�����֯�� ��ͼ�п��Կ���, ����Al�ۺ���������, ��ϵ�е���֯���ϸС, CuAl2 ������Ƭ���Ѳ�����������ʾ������
ͼ6��ʾ�ֱ�Ϊ��ͬAl�ۺ����·�Ӧ���ɵ�Al2 O3 �ķֲ������ ��ͼ�п��Կ���, Al��CuO������Ϊ1.5��1�IJ����е�Al2 O3 �ֲ��ھ��紦, ���Ҵۼ���һ������ηֲ��� ����Al�ۺ���������, Al2 O3 �����ֲ����ȡ� ����CuAl2 ��Ĵ��������Al2 O3 �ֲ�������ԭ��֮һ�� ��ͼ��
ͼ4 ��ͬAl�ۺ�����������1 000 �� ����40 min���XRD�� Fig.4 XRD patterns of specimens with different quantity ratios of Al and CuO at 1 000 �� holding for 40 min (a)��2��1; (b)��1.5��1
���Է���, ������ϵ��Al�ۺ��������, ��Ӧ��CuO��������, ��Ӧ���ɵ�Cu��Ҳ�ͼ���, ��ϵ�����ɵ�CuAl2 �ຬ�����Ͳ�����֯���ϸС, ���Al2 O3 ���ż��̶�Ҳ�ͽ���, ���, Al2 O3 �ֲ��ȽϾ���Щ�� ����, ��ͼ�л����Թ۲쵽, ������ϵ��Al�ۺ���������, ��Ӧ���ɵ�Al2 O3 ����Ҳ���ϸС��
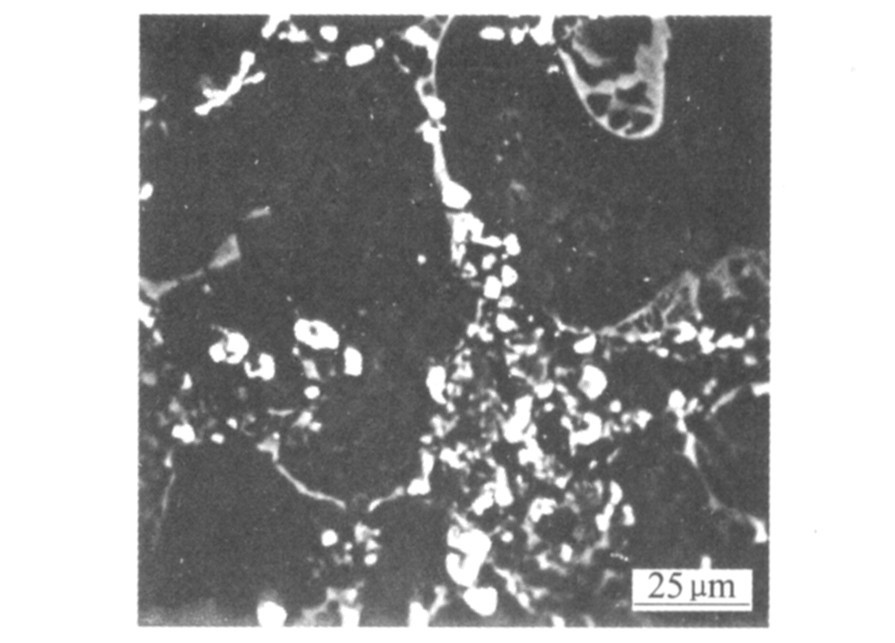
�������ʵ������֪��, ��1 000 ����, ��ͬAl�ۺ�����Ԥ�ƿ鶼��Ӧ��ȫ�� ͼ7��ʾΪ��ϵ��Al��CuO������Ϊ6��1��������950 �汣��40 min��ɨ��羵��ò�� ������֯�п��Կ���, CuO�ѷ�Ӧ��ȫ, ��Ӧ���ɵ�Al2 O3 ���ȷֲ��ڻ����ϡ� ����Al��CuO������Ϊ1.5��1��������950 �汣��40 min��XRD��(ͼ4 (b))�ͽ�����֯(ͼ6 (a))�п��Կ�����Ӧû����ȫ���С� ���ݶ���ѧ����������ѧ����֪��
[12 ]
, ��ϵ��Al�ۺ���Խ��, ��ϵ�ķ�Ӧ�ٶȾ�Խ��, ʵ������
ͼ5 Al��CuO��ͬ�����ȵ������Ľ�����֯(1 000 ��) Fig.5 Microstructures of specimens with different quantity ratios of Al��CuO(1 000 ��) (a)��4��1; (b)��6��1
ͼ6 Al��CuO��ͬ�����ȵ������е�Al2O3�ķֲ�(1 000 ��) Fig.6 Distribution of Al2O3 in composites with different quantity ratios of Al and CuO(1 000 ��) (a)��1.5��1; (b)��4��1; (d)��6��1
������һ�¡� ��ʹ����Խϵ͵��¶���, ��Al�ۺ�����Ԥ�ƿ�Ҳ�ܹ���Ӧ��ȫ�� ��, ��ͬAl�ۺ�����Ԥ�ƿ���1 000 �汣��40 minʱ���ܹ���ȫ��Ӧ�� �෴, Al�ۺ�����, ��Ӧ�ٶ���, ����ͬ�¶Ⱥͱ���ʱ����, ��Ӧ����ȫ�� Al�ۺ���������, �����ڼ�С��Ӧ���ɵ�Al2 O3 �����ijߴ�����Al2 O3 �ֲ��ľ����ԡ�
4 ���ܶȶԷ�Ӧ���̺�����ɵ�Ӱ��
ͼ8��ʾΪ��ͬѹ��������������XRD�ס� ��ʵ�������Կ���, ѹ������210 MPa��������1 000 �桢 40 min�ı���ʱ����, ����ȫ������Ӧ, ѹ��Ϊ240 MPa�������л��в���Cu2 O�Ĵ���, û�з�Ӧ��
ͼ7 Al��CuO������Ϊ6��1��������950 �� ����40 min��ɨ��羵��ò Fig.7 SEM image of specimen with quantity ratio 6��1 of Al and CuO at 950 �� holding for 40 min
ͼ8 ��ͬѹ��ѹ����������XRD�� Fig.8 XRD patterns of specimens under different pressures (a)��180 MPa; (d)��210 MPa; (C)��240 MPa
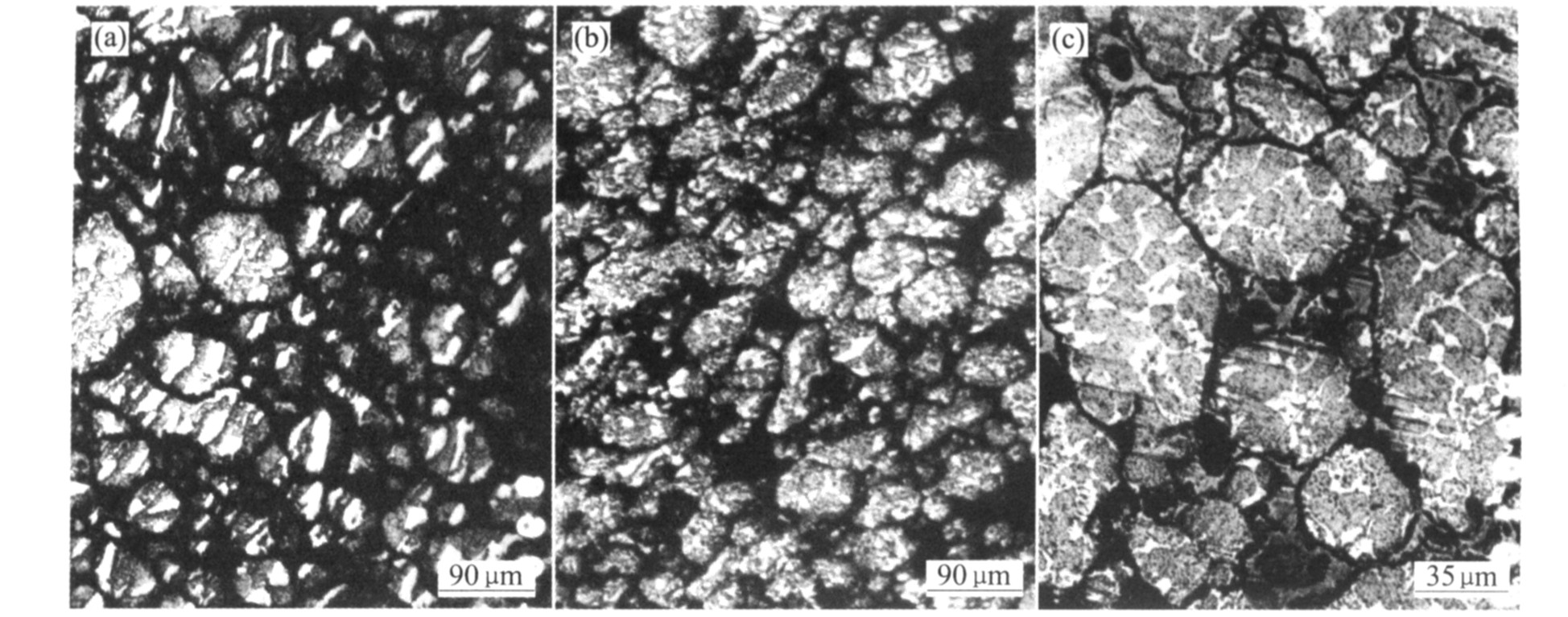
ͼ 9��ʾΪ��ͬѹ��������������1 000 �汣��40 min�Ľ�����֯, ��ͼ�п��Կ���ѹ��Ϊ240 MPa�������Ļ�������δ��Ӧ��Cu2 O����, ѹ��Ϊ210 MPa���������������м�������Cu2 O, ��������������Ӧ��ȫ��
����, �ӽ�����֯�л����Թ۲쵽, ����ѹ��������, ��ϵ����֯���ϸС�� ��ӻ�����CuAl2 ��ı仯�Ϳ��Կ���, ����ѹ�������, CuAl2 �����ɴ�İ�Ƭ״��֯���ϸС����֯, ��ѹ��ѹ��Ϊ240 MPaʱ, ����߷Ŵ������ܹ��۲쵽��
XDTM ���Ʊ�CuO, Al��Ӧ����Al2 O3 ��ǿ���������ϲ���ʱ����, ѹ��ѹ��Ӱ������ϵ��Ӧ�ٶȺͷ�Ӧ������֯�Ĵ�С, ѹ��ѹ��Խ��, �䷴Ӧ�ٶȾ�Խ��, ���ҷ�Ӧ���ɵ���֯Ҳ���ϸС�� ����ʵ��, ��1 000 ��, 40 min�ı���ʱ����, ѹ��Ϊ210 MPa���ϵ���ϵ��û����ȫ��Ӧ�� ��Ȼ, ����ͨ���ӳ���Ӧʱ����ʹ��Ӧ��ȫ����, ��ʱ����ӳ�ȴ��ʹ���ϵ����ܶȽ��͡� ����, ��ʵ��������, Ч��Ҳ�ή�͡� ���Ϊ�˵õ���֯���ܵĸ��ϲ���, ����Ԥ�ƿ�ѹ��ʱѹ��Ӧ������150 MPa��210 MPa֮�䡣
5 ������Լ�Mg��Ӱ��
Ŀǰ, �㷺���õı������Ԫ�ذ���Ni, Co, Mg�ȡ� ����Ni, Co�������ؽ�������Ԫ��, ���ڷ�ĩ�еĴ��ڿ��ܻ�Է�Ӧ���谭����, �Ҳ�����ɢ����, Ӱ����ϵ����ܡ� Mg���۵�Ϊ640 ��, ����AlҺ���۵�, �ܹ�����AlҺ��, �ҶԻ����������á�
��CuO-Al��ϵ�м���Ԫ��Mg, �ۻ���һ����Mg�ܹ�������CuO��������Χ, ��һ��������Al���ۻ���ɢ, �������·�Ӧ����:
Al+Mg+CuO=MgAl2 O4 +Cu (1)
������ӦΪ���ȷ�Ӧ, �ֲ��¶ȵ��������淴Ӧ����⾧ʯMgAl2 O4 �Ĵ���, ʹ��Һ������������, ���ʹ�����ܺͦȽǶ���С, �Ӷ�������Al��CuO��ʪ��, Ϊ��һ����Ӧ�ṩ��������
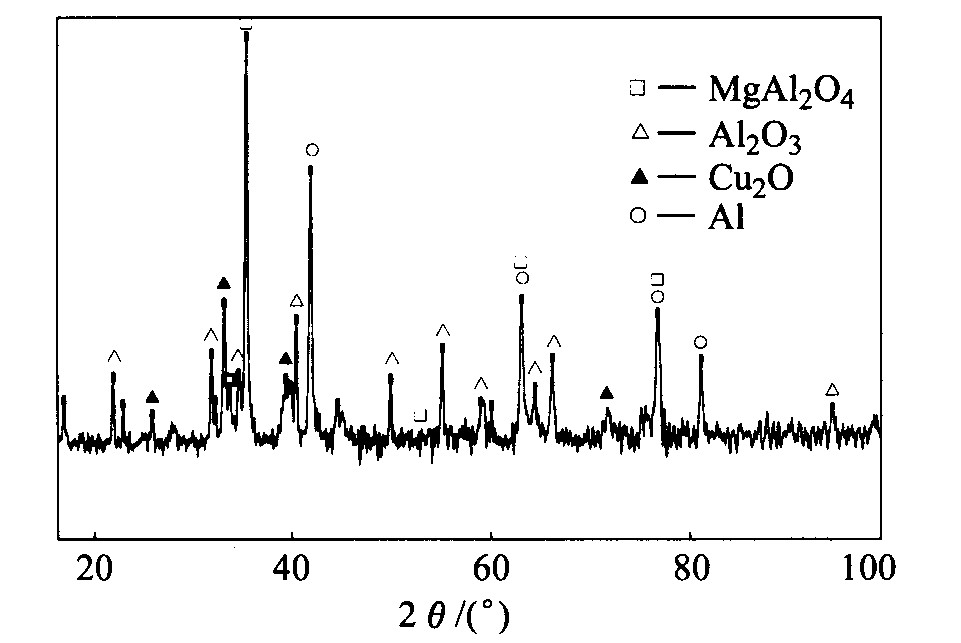
ͼ10Ϊ��2%Mg��Ԥ�ƿ����䷴Ӧ��ʼ�¶�930 ��ʱ����40 min��õ�������X���������ס� �ӽ���п��Կ����м⾧ʯMgAl2 O4 ����, ����в���Cu2 Oû�з�Ӧ��ȫ, ��˵��Mg�ļ����併�ͷ�Ӧ��ʼ�¶�, ��ͬʱ, �����������˷�Ӧ������Ҫ��Cu����ɢ, ʹ��Ӧ��һ��ʱ�����Բ�����ȫ���С�
��Ԥ�ƿ���Mg�ĺ�������5%ʱ, Ԥ�ƿ���600 �����Ҿͳ����˾��ҵķ�Ӧ���� ͼ11Ϊ��Ԥ�ƿ��ڷ�Ӧ��������800 �汣��40 min�����õ�������XRD�ס� ��ͼ�п��Կ�����Ӧ������û��Al2 O3 �Ĵ��ڡ� ����ԭ��, ��������ϵ��Mg��������, ����һ���¶�ʱ, Mg��CuO�ķ�Ӧ���ȼ�Al/CuO������ʪ�Ե����, �ٽ���Al��CuO��Ӧ�Ľ���, �Ӷ������˼��ҵķ�Ӧ�� ������Mg��
ͼ9 ��ͬѹ���������Ľ�����֯ Fig.9 Microstructures of specimens under different pressures (a)��180 MPa; (b)��210 MPa; (d)��240 MPa
ͼ10 2%Mg������������930 �� ����40 min��XRD�� Fig.10 XRD pattern of specimen with 2%Mg at 930 �� holding for 40 min
������, ���ɵ�Al2 O3 ������Mg��MgO������Ӧ���ɼ⾧ʯ, ������Cu��Ӧ����CuAl2 O4 , ������Al2 O3 �ĺ������͡�
CuO-Al��ϵ��, Mg�ļ����ܹ���߷�Ӧ��֮�����ʪ��, Ϊ��Ӧ���������� ����Mg������������, ��ϵ�ķ�Ӧ��ʼ�¶Ƚ���, ����Mg��������, �ֻ���ɷ�Ӧ���ɵ�Al2 O3 ��Mg��MgO��Ӧת��ɼ⾧ʯ, �Է�Ӧ��������� ���Ը���ʵ����, Mg�ļ�����Ӧ�ÿ�����5%���ڡ� ��ȻMg�����ܹ���ʹ��Ӧ��ʼ�¶Ƚ���, ���Ӽ�����Ϊ2%��ʵ��������, ��Ӧ������ǰ����, ����Ӧ����ij����ɢ���Ӱ���ŷ�Ӧ����ȫ�̶ȡ� ���Ӧ���ڼ���Mg��ͬʱ, ����һ�����ֶδٽ���ɢ, �ӿ췴Ӧ��
ͼ11 5%Mg������������800 �� ����40 min��XRDͼ Fig.11 XRD pattern of specimen with 5%Mg at 800 �� holding for 40 min
6 ����
1) ���ŷ�Ӧ�¶ȵ����, ��Ӧ�ٶȼӿ졣 ��Ӧ������¶Ⱥͱ���ʱ��Ӧ������1 000 ���40 min���ҡ� �¶ȹ���, ��Ӧ���е�CuO�ᷢ���ֽⷴӦ, �Ӷ�����ʵ��ʧ�ܡ�
2) ��ϵ��Al�ۺ���Խ��, ��Ӧ�ٶ�Խ�졣 ����, ��ϵ��Al�ۺ��������, Ҳ�����ڷ�Ӧ���ɵ�Al2 O3 �ֲ������Լ�ϸС����
3) Ϊ�˱�֤���Ͼ������õ�����, Ԥ�ƿ�ѹ��ѹ��Ӧ������150 MPa��210 MPa֮�䡣 �����Ϳ��Եõ��Ⱦ��нϸߵ����ܶ�, ���ܹ���ȫ��Ӧ�IJ��ϡ�
4) Mg���ڱ������Ԫ��, ���Ĵ����ܹ�������ϵ�ķ�Ӧ��ʼ�¶�, ���Dz��ܽ����Ӧ��ͷ�Ӧ�������ɢ���⡣ ���, �¶����Ǿ�����Ӧ�ܷ���ȫ���е���Ҫ���ء�
�����
[1] ��������,³ѧ��,�¡�Զ.CuO/Al��Ӧ����Al2O3��ǿAl�����ϲ��ϵ��о�[J].��е���̲���,1999,23(4):3134.����KOUSheng zhong,LUXue nian,HAOYuan.StudyonCuO/Alin situAl2O3 reinforcedAlmatrixcomposite[J].MaterialsforMechanicalEngneering,1999,23(4):3134.
[2] ��WUGao hui,MASen lin,ZHAOYong chun,etal.SuppressioneffectoffineAl2O3 particulatesonagingki neticsina6061matrixcompositematerial[J].TransNonferrousMetSocChina,1999,9(4):818821.
[3] ��ChristodoulouL .Processforformingmetal secondphasecompositesandproductthereof[P].US 4751048.1988.
[4] ��BrapbacherJM .Rapidsolidificationofmetal secondphasecomposites[P].US 4836982.1989.
[5] ��MitraR ,FineME ,WeertmanJR .ChemicalreactionstrengtheningofAl/TiCMMCsbyisothermalheattreat mentat913K [J].JMaterRes,1993,8(9):23802383.
[6] ��MitraR ,FineME ,WeertmanJR .Interfacesinas ex trudedXDAl/TiCandAl/TiB2MMCs[J].JMaterRes,1993,8(9):23842387.
[7] ��WangL ,AresenaultRJ .InterfacesinXD processedcomposites[J].MatallTrans,1991,22A(11):30133016.
[8] �����Զ�.�Ӵ���Ӧ����ȡ2024/TiC���ϲ��ϵ�����֯����ѧ����[D].������:��������ҵ��ѧ,1994.����WANGZi dong.Microstructureandmechanicalproper tiesof2024/TiCcompositemadebycontactedreactionmethod[D].Harbin:HarbinInstituteofTechnology,1994.
[9] �����Զ�,������,���촺.ԭλ�Ӵ���Ӧ����ȡTiC������ǿAl�����ϲ��ϵ��о�[J].����ѧ��,1994,30(7):314316.����WANGZi dong,ZENGSong yan,LIQing chun.StudyonAlmatrixcompositereinforcedbyTiCpmadebycon tactedreactionin situ[J].ActaMetallSin,1994,30(7):314316.
[10] �����Զ�,���촺.ԭλTiC������ǿAlSi�Ͻ����֯������[J].����ѧ��,1994,30(1):3941.������WANGZi dong,LIQing chun.Structureandproper tiesofAlSialloyreinforcedbyTiCpin situ[J].ActaMetallSin,1994,30(1):3941.
[11] ���¡���.��Һ��Ӧ���Ʊ���Al2O3 p/AlCu���ϲ��ϵ��о�.�ȼӹ�����,1997(4):1417.������CHENGang.Studyon��Al2O3 p/AlCucompositemadebysolid liquidreactionmethod[J].HeatProcessTechnology,1997(4):1417.
[12] ��������,������,�¡�Զ,��.CuO/Al�������ϲ��ϵķ�Ӧ����ѧ[J].����ѧ��,1995,31(10):853855.������KOUSheng zhong,DINGYu tian,HAOYuan.Reac tiondynamicsofCuO/Alreactioncompositesin situ[J].ActaMetallSin,1995,31(10):853855.