����ʽ��ѹ���ڹ�����Ҷ��ĥ�����ֵģ��
��壬������������ܣ�����棬���
(ɽ����ѧ ��е����ѧԺ ��Ч�ྻ��е����������ص�ʵ���ң�ɽ�� ���ϣ�250061)
ժҪ��ͨ�����������������й�������˶��켣�����������٣�Ӧ����ŵʱ��N-S���̡���������ģ��(����)����ɢ������ģ��(����)�����Բ��ϳ�ʴĥ��ģ�ͣ���������ģ�������ֶκ���ֵģ�ⷽ�����о�����ʽ����ѹ����ȫ���������������������Ĺ��������Ҷ��ҶƬѹ����ij�ʴĥ��ֲ������ĥ����ɡ��о��������������ɢ�������3�����β����У�����ֱ���ĸı��ҶƬĥ���Ӱ���������������֮���������ٶȵ�Ӱ����С��Ҷ���еij�ʴĥ�������صIJ�λ��ҶƬѹ���棻������ҶƬѹ����ij�ʴĥ��λ��Ҫ������ҶƬ��Ե������ҶƬ�в�Ҳ��һ���̶ȵ�ĥ����ֵģ��Ľ���ɽ�����ص�ʵ��ʧЧ������о��ɹ���Ӧ���ڿ���ʴĥ��Ҷ�ֵ����������
�ؼ��ʣ�����ʽ��ѹ������ʴĥ����ɣ��������飻������������Ҷ��ҶƬ
��ͼ����ţ�TH452 ���ױ�־�룺A ���±�ţ�1672-7207(2013)10-4047-08
Numerical simulation of solid particle erosion in centrifugal air compressor impeller
LI Jianfeng, GONG Baolong, JIA Xiujie, WANG Guangcun, LI Fangyi
(School of Mechanical Engineering & Key Laboratory of High Efficiency and Clean Mechanical Manufacture,
Ministry of Education, Shandong University, Jinan 250061, China)
Abstract: Based on Lagrangian tracking of solid particles�� motion trajectories in a gas-solid flow, and by applying Reynolds time-averaged control equations, standard two-equation turbulent model, discrete phase model and ductile materials erosion model, numerical simulation was adopted to study the distribution of erosion wear on blade pressure surface and the erosion rules in the centrifugal air compressor through orthogonal test. According to the simulation results, in the geometric parameters of discrete particles, particle diameter has most influenced on erosion wear of blade, and the particle mass flow ranks the second place and the particle initial speeds impact is minimal. The most serious erosion wear part in impeller is blade pressure surface. The erosion wear position on blade pressure surface caused by particles impacting primarily locates on blade trailing edge roots, and blade middle part also has a certain degree of wear and tear. The results of numerical simulation can explain some actual impeller failure cases and can be applied to anti-erosion wear impeller design and repair.
Key words: centrifugal air compressor; erosion wear rule; orthogonal test; gas-solid flow; impeller blade
����ʽ��ѹ����ʯ�ͻ�����ҵ�еĺ����豸����ʹ�����ع�ҵ���������»�����Ⱦ���أ������������תҶ�ֹ����ڸ��ٸ��¸�ѹ�����£�����ѹ�������к���С��������ʴ���ʣ���Ҷ��ʧЧ��Ƶ�ʽϸ�[1]������ҶƬ��������ʧЧ�����[2-4]�������ij�ʴĥ����ҶƬʧЧ����Ҫԭ��֮һ����ˣ��о�Ҷ�ֻ�е�����������������й�����Ҷ�ֱ�����ײ��ĥ����ɣ����о����ϵ�ĥ�������ָ���㲿��������������Ҫ���塣Ŀǰ���������е���Թ�Һ�����ĥ������ıõ�ʧЧ�о��Ƚ����룬Ariely��[5]����ȴˮϵͳ���ı�Ҷ�ֵ�ĥ����й۲죬����ҶƬ��������ͻ״�İ��ۣ��ǵ��͵�ĥ��-��ʴʧЧ���ƣ���ȱ�ݵ�ҶƬ�ı���Һ̬�����������ȶԺ�����ɳ�ʴĥ��Lathabai��[6]�о������Բ���֡��մɡ��ۺ���Ϳ���Ҷ�ֲ��ϵij�ʴĥ�����������Ӳ�ȸߡ�����ǵĹ����Բ���ĥ������أ�Ϳ����۽ṹ��ĥ���������Ҫ��Ӱ�졣����Ҷ�ֻ�е���������������ĸ����ԣ���������о���Ҫ����PIV��������������Ԫ��[7]��PIV����Ӧ����Ҷ�ֻ�е�����й����ٶȳ����о�����Ϊ�������ܶ�Ӱ������Ҷ���е�����˶��켣����������������״����ҪӰ�����˶��ٶȡ����ǣ�PIV����װ�ø��ӡ����ø߲��Һ�ʱ������ֵģ�⼼����Ŀǰ�о�Ҷ�ֻ�е�ڲ������������õ���Ҫ�������ֶ�[8-11]����ֵģ����ʵ������ȽϾ���Ͷ��С���о����ڶ̡����յ͵��ص㡣�������ܽ�ǰ���о��ɹ��Ļ����ϣ�������ֵģ�⼼������϶�Ҷ��ʧЧ�ĵ��У������Ŀ�ѹ��Ҷ��ҶƬѹ����ij�ʴĥ����ɽ����о���ּ��Ϊ��ʾҶ��ʧЧ�����ṩ���۲ο���
1 Ҷ�ֳ�ʴĥ�����
1.1 ��������
�������ķ������ʧЧҶ�ֵ����з��֣�2MCL803����ʽ��ѹ��Ҷ��ҶƬѹ�����Ե�����䱡�������ԵIJ�����ʧ��ͼ1��ʾΪҶƬ�䱡��λ������Ҷ��ʧЧ�ĺ����ò������������ϸ�����Ļ��ۣ�û�н�������ƣ��ж���䱡�������ɹ����ij�ʴĥ����ɵġ�

ͼ1 Ҷ��ҶƬѹ�����Ե����������ʧ
Fig. 1 Material loss on blade trailing edge roots
1.2 ��ʴĥ�����
������������Ҫ����6��Դ���ﳾ(����������·����������)��ȼú����ҵ�ŷš��������ŷš�������ȼ�ա�SO2��NOx���������Ķ��ο�����[12]������һ��Ϊ1~20 ��m������������Ũ��һ��Ϊ100~200 ��g/m3���ع�ҵ�����п����������Ũ�ȸ��ߡ�������������й������Ρ����ƿ�����̼�ʿ�������������[13]����������ʯӢ������Ϊ������������о���
ѹ�����������������й����������Դ���£�
(1) �ع�ҵ���������������ѹ��ǰ��Ȼ���ÿ�����������������Ϊ10 ��m���µĹ������Թ��ˡ�
(2) �������ڹ����ij������������ʹ�����ҳ�������ѹ������
(3) �ڿ�ѹ���ڣ�ij����λ�������ʴƬ�ᱻ������ˢ���䣬ʹ���Ǽ��������н���Ҷ��[14]��
�����������ļд����������Ե��ۺ������£��Է��㹥����ײ���棬Ȼ���ַ������������ڣ����������ϵ�ĥ���ǵ��͵ij�ʴĥ�𡣵����й�����������Ϊ��������ͨ��Ҷ��ʱ��������д��Ĺ��������������Ĺ���������ĥ�����á��ɹ����ʴĥ������ɵ�Ҷ�ֲ�����ʧ���������̵�����㷺���ڡ�Ҷ�ֲ���ĥ����Ҫ�ǹ��������о����൱Ӳ�ȵĹ���������������ƻ����õ��ۻ�ЧӦ[15]��
��ʴĥ�������ҶƬ���ѻ�������Ҫԭ��֮һ���������Ŀ���[16]������о���ѹ������1��1��ҶƬ�ں�ԵҶ�������ֵ������ʰ�Բ��״ȱ����̬������Ҷ�ֹ�����С������������ҶƬ�����ʴ�γ���ȱ�ݣ����ǵĴ��ڼ��ؾֲ�Ӧ���ļ��У��ڳ�ʴĥ���ƣ�͵Ĺ�ͬ�����£�ҶƬ��������Ͷ�������������������й�����ҶƬ��Ҷ�ֵIJ�����ĥ���ԭ��������ת�Ӳ�ƽ��,������ֵ��������ʱ����ӳ�����������������ĥ��ʧЧ��������ʽ��ʧЧ��
������ʽ��ѹ��Ҷ���ڲ���������ҶƬ����ײ��������ѹ�����ϣ������������ײ���ٷ���������Ҷ��������������йأ���ˣ���ʴĥ��ʧЧ��������ѹ�����ϣ���ͱ��ĵ���ֵģ�������Ǻϡ�
2 ��ֵģ������ۻ���
2.1 ����ģ��
����ģ��Ϊ���Ŀ�ѹ���ڶ���Ҷ�֣�����Pro/E����������ά��������ģ�͡�Ϊ��֤ģ����ȶ��ԣ���Ҷ������������������ʵ����졣Ҷ��ʾ��ͼ����ά������ͼ2��ʾ��Ҷ����ά���Ͱ������̡��ָǺ�ҶƬ��
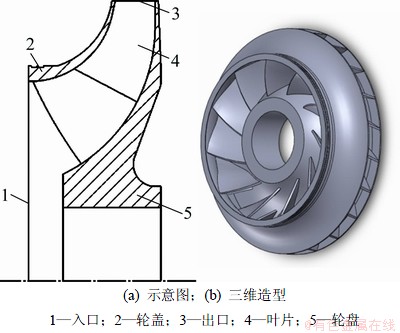
ͼ2 Ҷ��ʾ��ͼ����ά����
Fig. 2 Schematic diagram and 3D model of impeller
2.2 ����
���ڽṹ�����������ã����ݽṹ���������ռ����ϴ�������ò�������������ֵ�ķ����õ�������⻬����ʵ�ʵ�ģ�����ӽ����ڴ˲��ýṹ�����֡���άȫ��������Ϊ6 mm������������������Ϊ823 899�����ڵ���Ϊ198 742����
2.3 ������Ŀ��Ʒ��̼�����ģ��
����ʽ��ѹ��Ҷ���ڲ�����ά�������������ǵ��͵����������������������Ϊ��ѹ�����塣������ά��ŵʱ��N-S���̺ͱ�k-������������ģ��Ϊ����������Simple�㷨�����������������������ֵģ��[8]�������Է���Ϊ
 (1)
(1)
��������Ϊ
 (2)
(2)
���������в��������Ķ�����Ը�������������ϵ��Ϊ
 (3)
(3)
����C��=0.084 5��
��k-��ģ�͵����˷���Ϊ��

 (4)
(4)

 (5)
(5)
2.4 ��ɢ��Ŀ��Ʒ���
��ɢ��ģ��(DPM)�����������������10%�Ķ���������ҵ�����й���������������ԶС��10%������ɢ��ģ�������ڱ���ֵģ�⡣������������ϵͣ���������֮�����������ǵ���ģ����ƹ���������������Ӱ�첢���Թ���֮�������á��ٴΣ��ٶ����������������ӵ���ֻ������������ٶȲ�����Ӳ������������������������������á���ɢ��ļ����Ƕ����ģ��������������������ָ���ļ�϶����ɡ�������x�����������Ʒ���Ϊ[17]
 (6)
(6)
���У�vp��vf�ֱ�Ϊ�����ٶȡ������ٶȣ���p�ͦ�f�ֱ�Ϊ�����ܶȡ������ܶȣ�FD(vf-vp)Ϊ�����ĵ�λ����������gΪ�������ٶȡ�
 (7)
(7)
���У�FxΪ�����������ܺͣ���Ҫ��������������������ؼ��ٶ���������Ŭ˹�������������������������� ���Ĺ����������������ڽ�����ֵģ��ʱ���ƺ��Թ�����������תЧӦ���ʲ��������ں����ٶ��ݶ�ʹ������ת����������Ŭ˹������������������
2.5 �߽�����
�����ࣺ��ڴ���������Qf=26 kg/s�����ѹǿpin=0.17 MPa��ת��n=6 180 r/min��ͬʱ����������ǿ��I��ˮ��ֱ��D��
��ɢ�ࣺ��������ڴ����ȷֲ��ͷţ�������ɢ��ij��ٶȡ���������������ֱ���ȼ��β�������ɢ���������ڶ���Ҷ��֮ǰ������ѹ���������������������ײ����������������ʧ���ʳ��ٶ�С������ij��ٶȣ��ڱ����о��й����ij��ٶ��趨��5~25 m/s֮�䡣
�����벿��������ײ�����������ʧ�����������ָ���(�������ٶ��������ٶ�֮��)�ɱ�ʾΪ����Ǧ�1�ĺ��������IJ������ʯӢ�����벻��ְ���ײʱ�õ��ķ����ָ��ȱ���ʽ[9]��
 (8)
(8)
 (9)
(9)
���У�vpt��vpn�ֱ�Ϊ����������ͷ����ٶȣ��±�1��2�ֱ������ײǰ����
2.6 ���Բ��ϳ�ʴĥ��ģ��
�ڽ���ĥ�����ֵģ�����ʱ��Ҷ�ֲ���ѡ�����Բ��ϲ���֣��õ�λʱ���ڵ�λ����ڵ�����ĥ����Wm(kg��m-2��s-1)���о���ͬ�����¹�����Ҷ�ֱ���ij�ʴĥ����ɣ�����ĥ���ʶ���Ϊ[17]
 (10)
(10)
���У�C(dp)Ϊ����ֱ���ĺ�������Ϊ�����Ա���ij���ǣ�f(��)Ϊ����ǵĺ�����v�ǹ�������ڱ�����ٶȣ�b(v)������ٶȵĺ�����
3 ����ģ�����鼰�������
3.1 ����Ŀ��
(1) ̽��ѡ���ļ��β�����ĥ���ʷֲ�����ֵ��Ӱ����ɣ��ҳ����ض�ĥ����Ӱ�������˳��
(2) ѡ��ȷ����ҶƬĥ�������صIJ�����ϣ������о�������ijһ�����β�����ĥ���ʵ�Ӱ����ɡ�
3.2 ��������
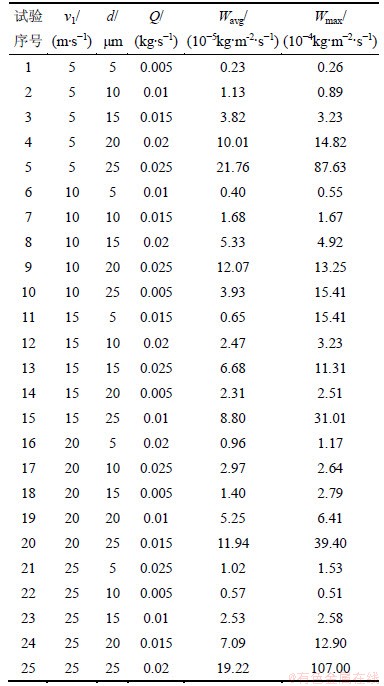
ѡ��������ٶ�v1������ֱ��d��������������Q��3������Ϊ��������ı仯���أ���ˮƽѡ�����1��ʾ��
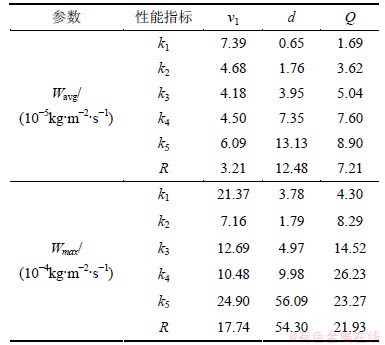
���о���һ����ָ��������ƣ���Ҫ�������ĥ���ʾ�ֵWavg��ĥ���ʷ�ֵWmax���о�ҶƬ��ĥ���������2��ָ���У�ĥ���ʷ�ֵ��ҶƬĥ���Ӱ��ϴ������ؼ�ˮƽ��ѡ���������鷽��ΪL25(56)������25�����飬���Ӧ��Ʒ������2��ʾ��
��1 ����ˮƽ��
Table 1 Factor level

3.3 ģ��ʵ���������м������
��2�г��˶�25�����ģ�͵�Ԥ��������Ԥ������֪��Ҷ��ĥ�������صIJ�λ��ҶƬѹ���棬�������ٶȡ����������������ı仯�����������ٶȺͳ���Ƕȵı仯������Ӱ��ĥ����ɡ�
��2 ����ģ�����鷽�������
Table 2 Orthogonal simulated test scheme and results
һ����˵�������ص�ˮƽ�ı����������Ӱ�첻ͬ����ˣ����еļ��ͬ������Խ�����ص�ˮƽ��������Ӱ��Խ�������ֱ�Ƚϸ����ض�ĥ���ʾ�ֵ��ĥ���ʷ�ֵ��2������ָ��ļ����С���������С����ȷ�������ضԸ�����ָ��Ӱ�������˳�������������3��ʾ��
��ĥ���ʾ�ֵ��ĥ���ʷ�ֵ��2��ָ�꣬������Ӱ�������˳��Ϊ��d��Q��v1��Ҳ����˵������ֱ���仯������Ӱ��������������������Σ��������ٶȵ�Ӱ����С����������������Ҷ��ҶƬѹ����ĥ����Ѹ�����ߣ���Ҷ�ֵ����������ص�Ӱ�죬���ԣ�Ҫ���ڶԹ���װ�ý��еļ��ޣ���С�������ڣ��ϸ����ƽ���ѹ����С�������������
��3 ģ��������
Table 3 Analysis of simulation results
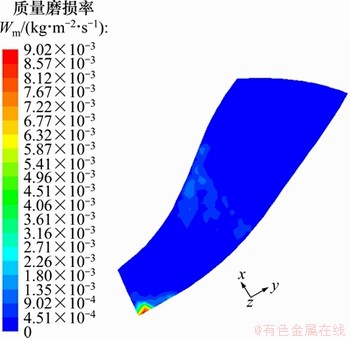
ѡ����ĥ���ʾ�ֵ�����ϲ���Ϊ��A1��B5��C5��ĥ��ֲ������ͼ3��ʾ��ĥ���ʷ�ֵ�����ϲ���Ϊ��A5��B5��C4��ĥ��ֲ������ͼ4��ʾ��
ѡ����ĥ���ʾ�ֵ�����ϲ���Ϊ��A1��B5��C5��ĥ��ֲ������ͼ3��ʾ��ĥ���ʷ�ֵ�����ϲ���Ϊ��A5��B5��C4��ĥ��ֲ������ͼ4��ʾ��
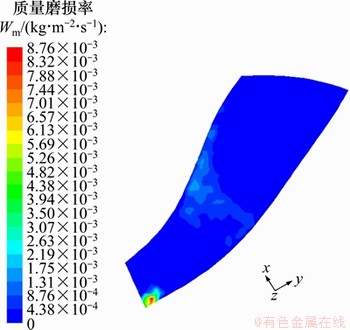
ͼ3 ĥ���ʾ�ֵ�����ϲ�����Ӧ��ĥ��ֲ�
Fig. 3 Distribution of erosion with parameters of most average wear rate
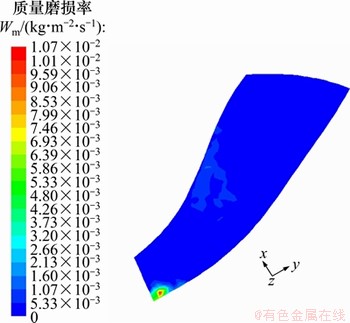
ͼ4 ĥ���ʷ�ֵ�����ϲ�����Ӧ��ĥ���ʷֲ�
Fig. 4 Distribution of erosion with parameters of most maximum wear rate
4 �����ط���
4.1 ����ֱ����ҶƬĥ���Ӱ��
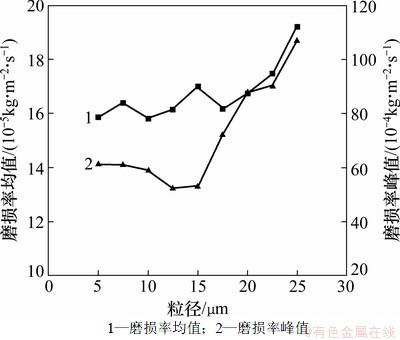
��2��ָ���У�ĥ���ʷ�ֵ����ֵ��λ�ö�ҶƬĥ���Ӱ�����ѡ��ĥ���ʷ�ֵ�����ϲ�����v1��Q��v1=25 m/s��Q=0.02 kg/s���ı�d����������ֱ���ĸı��ҶƬĥ���Ӱ�졣
ͼ5��ʾΪҶƬѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ�����ֱ���仯���ߡ���ͼ5�ɼ���
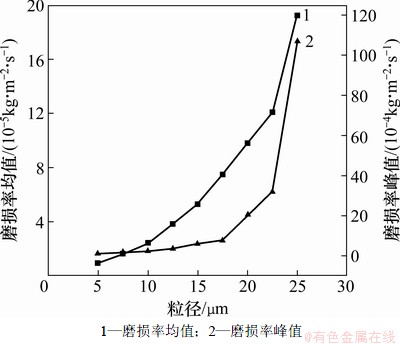
ͼ5 ѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ�����ֱ���仯
Fig. 5 Average and maximum erosion rates of pressure surface vs particle diameter
(1) �������ٶȺ������������̶�����£�ѹ����ĥ���ʾ�ֵ�����ֱ������������ӣ����ӷ��Ⱦ��ȣ�����Ϊ���Ա仯��������������20 ��m�������ٶ������ӡ�
(2) �������ٶȺ������������̶�����£�ѹ����ĥ���ʷ�ֵ�����ֱ����������ӣ�����С��17.5 ��m�����ٶȻ�������ҶƬĥ��������������17.5 ��m�����ٶȼ������ߣ���ҶƬĥ�����ء�
ͼ6��ʾΪQ=0.02 kg/s��v1=25 m/s��d�ֱ�Ϊ5��15��25 ��mʱҶƬѹ����ĥ��ֲ�ͼ����ͼ6�ɼ���������ֱ����Сʱ��ĥ���ʷ�ֵλ��ҶƬѹ�����в���������Ϊ����С�Ŀ�������С������������õ�Ӱ����Խϴ��������������ҶƬѹ������в������Ź���ֱ�������ӣ�ĥ���ʷ�ֵλ��ѹ�����Ե�������в�ĥ���Խ�Ϊ���ء�ĥ���ʵķֲ�����������ľ���λ���йء�Զ��ת��Ĺ�����ײ��ҶƬ�в�������ٶȲ��Ǻܴ�ĥ��������������ء�����ת��Ĺ�����ײ��ҶƬ��Ե��������ʴ�ٶȽϴ������ܼ���ĥ��������ء�������ֱ��������25 ��m��ĥ���ʷ�ֵ��λ��ҶƬѹ�����Ե������ѹ�����в�Ҳ����ĥ��

ͼ6 ������ͬ�Ĺ�����ҶƬѹ�����ĥ��Ա�
Fig. 6 Comparison of erosion on pressure surface particles with different diameters
4.2 �������ٶȶ�ҶƬĥ���Ӱ��
ѡ��d=25 ��m��Q=0.02 kg/s���ı�v1�������������ٶȵĸı��ҶƬĥ���Ӱ�졣
ͼ7��ʾΪҶƬѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ��������ٶȱ仯���ߡ���ͼ7�ɼ���
(1) ����ֱ�������������̶�����£�ѹ����ĥ���ʾ�ֵ��������ٶȵ�����仯���ɲ����ԣ��������ٶȳ���17.5 m/s��ĥ���ʾ�ֵ��������
(2) ����ֱ�������������̶�����£�ѹ����ĥ���ʷ�ֵ��������ٶȵ������������Ա仯��Ѹ������v1=12.5 m/sʱ��ĥ���ʷ�ֵ�ﵽ��Сֵ�����������ٶȴ���15 m/sʱ��ѹ����ĥ���ʷ�ֵ�����ٶ�������ѹ�����ĥ��Խ��Խ���ء���������ʼ�ٶȴ���ijһ���ٽ�ֵʱ�����ٶ�Խ����������ٶȲ��ԽС������Թ������ٶ�Ӱ������ԣ���ҶƬѹ�������ײ�ٶ�Խ������ײ�Ƕȡ���ײ�ָ�ϵ�������ز��������£��ֲ�ĥ���ʷ�ֵҲԽ��
ͼ7 ѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ������ٶȱ仯
Fig. 7 Average and maximum erosion rates of pressure surface vs particle velocity
ͼ8 ���ٶȲ�ͬ�Ĺ�����ҶƬѹ�����ĥ��ֲ�
Fig. 8 Distribution of erosion on pressure surface with different initial velocities
ͼ8��ʾΪd=25 ��m��Q=0.02 kg/s��v1=22.5 m/sʱҶƬѹ����ĥ��ֲ�ͼ����ڴ�������ͬ���ٶ�����Ӧ��ĥ��ֲ������ͼ8���ƣ���ĥ���ʲ�ͬ����ͼ8�ɼ���ĥ���ʷ�ֵλ��ҶƬѹ�����Ե������ѹ�����в�Ҳ����ĥ��ҶƬѹ����ĥ��ķֲ���Ҫ�ɹ���ֱ����С�������������ٶȵĸı�ֻ��ĥ���������ã���ĥ��ֲ���Ӱ���С��
4.3 ��������������ҶƬĥ���Ӱ��
ѡ��d=25 ��m��v1=25 m/s���ı�Q�������������������ĸı��ҶƬĥ���Ӱ�졣
ͼ9��ʾΪҶƬѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ��������������仯���ߡ���ͼ9�ɼ�����ڹ������ٶȺ����������̶�����£�ѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ�������������������������ӣ����������������������ٶȽϿ졣������ֱ��������ȷ��ʱ��������������Խ��λʱ��������Ҷ�ֵĹ�������Խ�࣬������Ũ��Խ����ҶƬ��ײ�Ĵ���Խ�࣬��ҶƬѹ�����ĥ���Խ���ء�
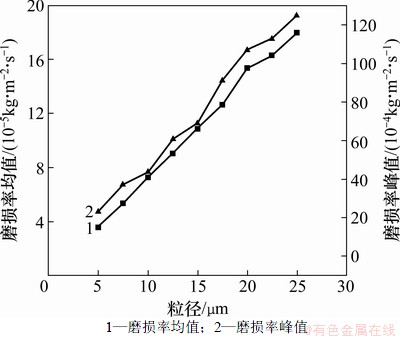
ͼ9 ѹ����ĥ���ʾ�ֵ��ĥ���ʷ�ֵ��������������仯
Fig. 9 Average and maximum erosion rates of pressure surface with particle mass flow
ͼ10��ʾΪd=25 ��m��Q=0.025 kg/s��v1=25 m/sʱҶƬѹ����ĥ��ֲ�ͼ����ͬ����������������Ӧ��ĥ��ֲ������ͼ10���ƣ���ĥ���ʲ�ͬ����ͼ10�ɼ���ĥ���ʷ�ֵλ��ҶƬѹ�����Ե������ѹ�����в�Ҳ����ĥ��ҶƬѹ����ĥ��ķֲ���Ҫ�ɹ���ֱ�����������������ĸı�ֻ��ĥ�����нϴ����ã���ĥ��ֲ���Ӱ���С��

ͼ10 ����������ͬ�Ĺ�����ҶƬѹ�����ĥ��ֲ�
Fig. 10 Distribution of erosion on pressure surface with different mass flows
5 ����
(1) Ӧ����������������ɢ��ģ�ͣ�����������������������͵���ɢ�����������ʽѹ����Ҷ���е�ĥ����������ֵģ�⣬�õ�������ҶƬ��ײ�ij�ʴĥ��ֲ����ó���ɢ�������Ҷ��ҶƬ�ij�ʴĥ����ɡ�
(2) Ҷ��ҶƬѹ�����ĥ��Զ���������棬�ɹ�����ʴ����ɵ�ĥ��λ������ҶƬ��Ե������ҶƬ�в�Ҳ����ĥ��
(3) �������ٶȡ���������������3�������У�����ֱ���ĸı��ҶƬ��ĥ��Ӱ���������������֮�����ٶȵ�Ӱ����С�����ԣ�Ҫ�ϸ����ƽ���ѹ����С����������
�ο����ף�
[1] Farrahi G H, Tirehdast M, Masoumi K A. Failure analysis of a gas turbine compressor[J]. Engineering Failure Analysis, 2011, 18(1): 474-484.
[2] Kubiak J, Urquiza G, Rodriguez J A. Failure analysis of the 150 MW gas turbine blades[J]. Engineering Failure Analysis, 2009, 16(6): 1794-1804.
[3] Kermanpur A, Sepehri Amin, Ziaei-rad S. Failure analysis of Ti6Al4V gas turbine compressor blades[J]�� Engineering Failure Analysis, 2008, 15(8): 1052-1064.
[4] Sivaprasad S, Narasaiah N, Das S K. Investigation on the failure of air compressor[J]. Engineering Failure Analysis, 2010, 17(1): 150-157.
[5] Ariely S, Khentov A. Erosion corrosion of pump impeller of cyclic cooling water system[J]. Engineering Failure Analysis, 2006, 13(6): 925-932.
[6] Lathabai S, Ottmuller M F. Solid particle erosion behavior of thermal sprayed ceramic, metallic and polymer coatings[J]. Wear, 1988, 221(2): 93-108.
[7] ����Ԫ, ¬����, ������. ���ı������й����ٶȳ������ӳ������(PIV)�������о�[J]. ũҵ����ѧ��, 1988, 14(3): 112-116.
XU Hongyuan, LU Darong, JIAO Chuanguo. Particle image displacement velocity (PIV) and velocity field of solid particles in centrifugal pump[J]. Transactions of Chinese Society of Agricultural Engineering, 1988, 14(3): 112-116.
[8] Mazur Z, Campos-amezcua R, Urquiza G. Numerical 3D simulation of the erosion due to solid particle impact in the main stop valve of a steam turbine[J]. Applied Thermal Engineering, 2004, 24(13): 1877-1891.
[9] ����, ����Ԫ, ����, ��. ���ı��ڹ����˶�������ĥ�����ֵģ��[J]. ũҵ��еѧ��, 2008, 39(6): 54-59.
LIU Juan, XU Hongyuan, TANG Shu, et al. Numerical simulation of erosion and particle motion trajectory in centrifugal pump[J]. Transactions of the Chinese Society for Agricultural Machinery, 2008, 39(6): 54-59.
[10] �Ⲩ, �Ϻ�־, �캣��, ��. �������ڹ��������ʴ���Ե���ֵģ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2012, 43(1): 124-129.
WU bo, YAN Hongzhi, XU Hailiang, et al. Numerical simulation about erosion characteristics of solid particle inslurry pump[J]. Journal of Central South University: Science and Technology, 2012, 43(1): 124-129.
[11] ʢ���, ��·�, �λ���. ����CFD�Ĵ��ͷ����������ҶƬ���������о�[J]. ���������̴�ѧѧ��, 2012, 5: 595-600.
SHENG Zhenguo, LI Chenfeng, REN Huilong. Investigation on the aerodynamic performance of large wind turbine blade based on CFD[J]. Journal of Harbin Engineering University, 2012, 5: 595-600.
[12] ����, ��ٻ, ������, ��. �ҹ�������������Դ����������[J]. ������ɳ�����չ, 2011, 36(5): 15-19.
HU Min, TANG Qian, PENG Jianfei, et al. Study on characterization and source apportionment of atmospheric particulate matter in china[J]. Environment and Sustainable Development, 2011, 36(5): 15-19.
[13] ������, ����, �����, ��. ��ɨ��羵����ʶ������д�����������Ҫ����[J]. �ҿ����, 2001, 20(3): 202-207.
DONG Shuping, LIU Tao, SUN Dayong, et al. Identification of major particle classes in guangzhou aerosol by scanning electron microscopy[J]. Rock and Mineral Analysis, 2001, 20(3): 202-207.
[14] ����. ����ʽѹ��������ԭ�������������ʩ[J]. �������, 2007(1): 83-84.
MA Lei. Trouble analysis an measure on centrifugal compressor[J]. Compressor Blower and Fan Technology, 2007(1): 83-84.
[15] Walker C I, Bodkin G C. Empirical wear relationships for slurry pump, partI: side-liners[J]. Wear, 2000, 242(1/2): 140-146.
[16] ���Ŀ�, �ƺ���. ���ú�����APUѹ������һ��Ҷ�����˷���[J]. ���ϵ���, 2009, 23(14): 230-232.
WANG Wenjun, TANG Haijun. Failure analysis of the failed stage 1 APU wheel of civil aviation aircraft[J]. Materials Review, 2009, 23(14): 230-232.
[17] Bozzini B, Marco E, Marco B. Evaluation of erosion�Ccorrosion in multiphase flow via CFD and experimental analysis[J]. Wear, 2003, 255(1/6): 237-245.
(�༭ ������)
�ո����ڣ�2012-12-29�������ڣ�2013-02-26
������Ŀ�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2011CB013401)
ͨ�����ߣ������(1963-)���У�ɽ�������ˣ���ʿ�������ڣ���������ʽѹ����Ҷ��ʧЧ�������о����绰��0531-88392003��E-mail��xjjia@sdu.edu.cn

