网络首发时间: 2018-04-18 17:13
稀有金属 2019,43(12),1251-1259 DOI:10.13373/j.cnki.cjrm.xy18010009
硅颗粒增强铝基复合材料的制备与激光焊接行为
刘彦强 马自力 魏少华 樊建中 郝心想 左涛
有研工程技术研究院有限公司国家有色金属复合材料工程技术研究中心
摘 要:
硅颗粒增强铝基复合材料(Si/Al)具有低热膨胀、高导热、可焊接的综合性能,能够很好满足微电子器件封装的技术要求,在微电子封装领域具有广阔的应用前景。激光焊接工艺性能是微电子封装的重要应用工艺之一,也是制约封装材料应用的瓶颈问题之一。为了提高Si/Al复合材料的激光焊接工艺性能,本文采用工艺灵活的粉末冶金技术,根据粉末的粒度和纯度的差异设计制备了4种组分的50%Si/Al和两种27%Si/Al复合材料,在较宽的激光参数范围内研究了材料的激光焊接行为。结果表明,粉末粒度和纯度的调整极大地影响了材料对激光的响应特点,对焊缝表面成型、焊接气孔率以及熔池尺寸都产生了较大影响。其中,粉末粒度较粗、纯度较低的50%Si/Al复合材料的焊接气孔率最低,预计具有较高的气密性。本文的研究结果对于提高Si/Al复合材料的激光焊接气密性、推动粉末冶金铝基复合材料在电子领域的应用具有重要意义。
关键词:
硅/铝(Si/Al)复合材料 ;粉末冶金 ;激光焊接 ;焊接气孔 ;
中图分类号: TB333
作者简介: 刘彦强(1982-),男,山西吕梁人,博士,高级工程师,研究方向:铝基复合材料制备与加工技术;电话:010-60689792;E-mail:lyq9757@163.com;
收稿日期: 2018-01-04
基金: 国家重点研发计划-材料基因工程专用数据库平台建设与示范应用(2018YFB0704401); 北京市科技新星计划项目(Z171100001117067)资助;
Fabrication and Laser-Beam Welding Behavior of Silicon Particle Reinforced Al Matrix Composites Liu Yanqiang Ma Zili Wei Shaohua Fan Jianzhong Hao Xinxiang Zuo Tao
National Engineering & Technology Research Center for Nonferrous Metals Composites,GRIMAT Engineering Institute Co.Ltd.
Abstract:
Silicon particles reinforced Al matrix(Si/Al) composites had lower coefficient of thermal expansion, high thermal conductivity and were weldable. Therefore, the composites were expected to meet the demand of micro-wave modules, and became a potential candidate for micro-electronic packaging materials. Laser-beam welding(LBW) property was one of the most important processes of electronic packaging materials, and poor LBW property was an obstacle for application of the materials. In the present article, in order to explore the LBW characteristics and enhance the inferior welding hermeticity of Si/Al composites, powder metallurgy technique was used to produce Si/Al composites, and four kind of 50%Si/Al and two 27% Si/Al composites were designed by controlling both the particle size and the purity of the starting powder resource. Then, LBW test of the six composites was carried out under series of laser parameters. Interestingly, it was found that change of either particles size or purity led to evident change of the response characteristics of the composites to laser, so as the change of the surface morphology, porosity and pool size of weld. Particularly, composite with relatively bigger particle size and lower purity was demonstrated to have less weld pore and hence better hermeticity. Present research could contribute to essentially enhance the LBW package hermeticity of Si/Al composites, and promote the applications of powder metallurgy(P/M) Al matrix composites in field of electronic packages.
Keyword:
Si/Al composites; powder metallurgy; laser-beam welding; weld pore;
Received: 2018-01-04
近年来, 随着我国军用电子设备的不断升级, 带动了微电子封装技术的快速发展, 对封装材料提出了越来越高的要求, 材料不仅要满足低比重和高性能的技术要求, 还要满足加工制造效率高和成本适中的应用要求。 以高端微波器件为例, 为了提高器件寿命, 须采用焊接技术将器件密封在惰性气氛中。 激光焊接的焊接封装效率高, 热影响小, 焊接稳定性较高, 能够满足器件可靠封装的使用特点, 已成为高端电子装备的主流封装工艺之一。 当前实用较多的封装材料有铝合金、 钛合金、 可伐合金、 高体积分数碳化硅/铝(SiC/Al)复合材料等, 这些材料在一定程度上满足了封装要求, 但都存在明显的技术短板。 例如, 铝合金的热膨胀系数过高, 与基板的热匹配性差; 可伐合金的比重大、 热导率不高; 钛合金的热导率低; 高体积分数SiC/Al复合材料虽然在性能方面可以满足要求, 但材料硬度高、 机加工工艺性能差、 加工成本高, 而且不能进行熔化焊接, 只能采取钎焊方法, 封装效率低, 焊接热影响较大。 硅颗粒增强铝复合材料(Si/Al)是近20年来发展起来的一类金属基复合材料, 不仅具有低比重、 高导热、 低热膨胀、 较高的弹性模量和强度特点, 还具有较好的机加工工艺性能、 熔化焊接性能、 涂覆性能, 其综合性能更具有竞争力, 有望在微波封装等领域替代现有材料获得应用
[1 ,2 ,3 ]
。
Si/Al复合材料是在传统过共晶铝硅合金基础上进一步提高硅含量形成的一种高体积分数颗粒增强铝基复合材料。 Si/Al复合材料的主要制备方法有两种: 喷射沉积法和粉末冶金法。 喷射沉积法具有工艺集成度高、 流程短的特点, 沉积过程中材料凝固速率快, 可有效避免Si颗粒长大, 制备的Si/Al复合材料具有微观组织均匀、 Si颗粒细小的优点, 目前国内研制的喷射沉积材料已在电子领域取得应用
[3 ,4 ]
。 粉末冶金法的特点是工序较多、 流程较长, 其优势在于工艺灵活可控, 材料的组织和性能特点可以与制备工序建立联系(如粉末粒度与复合材料中颗粒尺寸、 粉末混合工艺与复合材料的组织均匀性、 压制烧结工艺与复合材料的致密度及界面结合等), 通过对工序的设计与调控可以对Si/Al复合材料的微观组织进行精细控制。 粉末冶金材料致密度高, 组织性能一致性好, 有利于保证封装气密性及稳定性; 材料性能可在一定范围内设计, 可以拓宽产品的使用领域。 因此, 粉末冶金Si/Al复合材料逐渐得到了重视和支持, 材料制备研究已取得突破, 封装应用也取得一定进展
[1 ,5 ,6 ,7 ]
。
在过去10年中, 围绕粉末冶金Si/Al复合材料的制备和性能已开展了相关研究, 材料的主要性能(如热膨胀系数、 热导率、 弹性模量和强度等)可以满足使用要求。 但是, 由于粉末冶金材料的熔化焊接性能较差, 容易产生焊接气孔与裂纹等缺陷, 因此当前研制的Si/Al复合材料的焊接工艺性能较差, 制成的器件外壳激光封焊后气密性不高, 无法满足器件长期可靠运行的要求, 制约了该材料的推广应用
[1 ,8 ]
。 分析认为, Si/Al复合材料含有高体积分数的硅颗粒, 其熔化焊接行为与铝合金差异较大, 容易产生焊接飞溅、 裂纹等缺陷; 粉末冶金材料存在固有的氧化物夹杂, 可促进焊接气孔的形成
[8 ]
, 降低焊缝的密封性。 与裂纹等表面(或外观)缺陷相比, 气孔缺陷的形成过程更为复杂, 检验和消除气孔的难度更大, 对封装件的影响更加深远。 资料显示, 研究人员围绕Si/Al复合材料开展了材料和壳体的激光焊接实验研究, 初步掌握了材料的焊接工艺方法以及焊接裂纹等缺陷的成因
[9 ,10 ,11 ,12 ,13 ]
, 但围绕粉末冶金Si/Al的焊接性能的研究还很少, 尤其对该材料特有的焊接气孔问题的理解还不够全面, 缺乏相应的解决措施。
本文以提升Si/Al复合材料的激光焊接工艺性能为主要目标, 通过充分发挥粉末冶金工艺灵活的优势, 设计制备了多种组分的50%Si/Al和27%Si/Al复合材料(在封装应用中分别作为壳体和盖板进行配套焊接制成封装件), 通过实验研究阐明材料成分和激光焊接行为之间的关系, 探索从根本上提升激光焊接工艺性能的途径, 为提高器件封装气密性奠定基础。
1 实 验
采用粉末冶金方法制备50%Si/Al复合材料和27%Si/Al复合材料。 根据粉末的粒度和粉末的杂质含量的不同, 设计了6种组分的材料, 组分配方见表1所示, 相应粉末的化学成分见表2所示。 材料的制备工艺为: 铝粉与硅粉均匀混合、 冷等静压成形(压力100 MPa, 时间10 min)、 抽真空除气、 热等静压致密化(温度(580±5) ℃, 压力100 MPa, 保压时间2 h)。
将复合材料坯锭切割、 机械加工制成尺寸为40 mm×100~140 mm×2 mm的焊接试片, 试片表面精加工之后在HF酸溶液中浸泡腐蚀10 s, 之后在丙酮溶液中超声清洗、 烘干。 采用YAG脉冲激光束对试片表面进行自熔焊接, 焊缝长度为30 mm。 焊接热源为平均功率300 W的Nd:YAG固体激光器, 采用芯径0.6 mm的光纤传输, 准直与聚焦均为120 mm。 激光工艺参数见表3所示(焊接速率是指激光头或工作台的直线行走速率)。 脉冲激光参数之间的相互关系见图1所示。 焊接过程采用流动氩气保护。 本文中的焊缝由不间断的焊点部分重叠搭接形成, 通过合理调控焊点尺寸、 频率和焊接速率三个参数使得焊接重叠率在80%~85%之间。 为了保证焊点重叠率基本不变, 焊接速率是随着频率变化的。 利用光学显微镜(OM, Zeiss-Axiovert 200 Mat)和扫描电镜(SEM和EDS, JEOL, 10~20 kV)观察分析焊缝形貌和微观组织。
表1 Si/Al复合材料的组分
Table 1 Component of Si/Al composites
Materials
Compositions
Purity of Al
Mean diameter of Al D 50 /μm
Purity of
Mean diameter of D 50 /μm
50%Si/Al
99.95
4~6
99.95
5.5
50%Si/Al
99.7
4~5
99.95
5.5
50%Si/Al
99.95
8~9
99.95
9.5
50%Si/Al
99.7
8~9
99.95
9.5
27%Si/Al
99.95
8~9
99.95
9.5
27%Si/Al
99.7
8~9
99.95
9.5
表2 Al粉和Si粉的化学成分
Table 2 Composition of Al powder and Si powder
Cu
Si
Al
Ca
O
0.085
<0.0005
0.046
/
/
0.28
0.084
<0.0005
0.03
/
/
0.18
≤0.015
≤0.005
≤0.015
/
/
0.23
≤0.015
≤0.005
≤0.015
/
/
0.17
0.0057
/
/
0.0055
<0.001
0.53
0.0036
/
/
0.0044
<0.001
0.48
图1 脉冲激光参数及相互关系
Fig.1 Parameters of pulse laser and interrelation of them
表3 激光焊接工艺参数
Table 3 Parameters of laser-beam welding
No.
Peak powerP /kW
Pulse widtht /ms
Pulse frequencyf /Hz
Welding speedv /(mm・s-1 )
1.6
4.0
23
5.5
1.8
4.0
23
5.5
2.0
4.0
23
5.5
2.2
4.0
23
5.5
2.4
4.0
23
5.5
2.6
4.0
23
5.5
2.8
4.0
23
5.5
2.2
4.0
25
5.5
2.2
4.0
27
6.0
2.2
4.0
20
4.2
2.2
4.0
17
3.8
2.2
4.0
15
3.3
2.2
4.0
13
2.7
2.2
4.0
10
2.3
2.2
3.5
23
5.5
2.2
3.0
23
5.5
2.2
2.5
23
5.5
2.2
2.0
23
5.5
2.2
5.0
23
5.5
1.4
4.0
23
5.5
1.8
4.0
30
6.5
2 结果与讨论
2.1 微观组织与性能
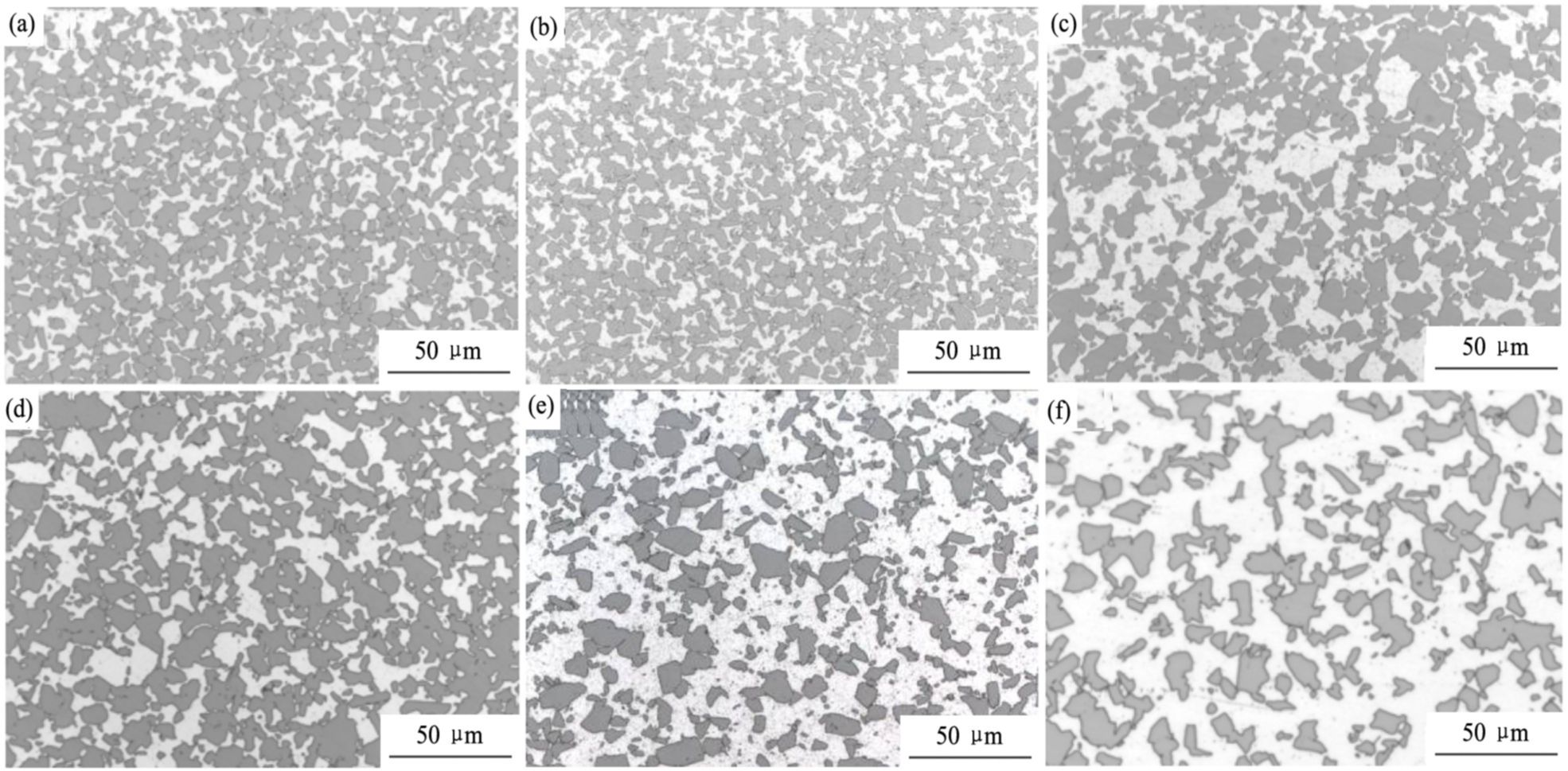
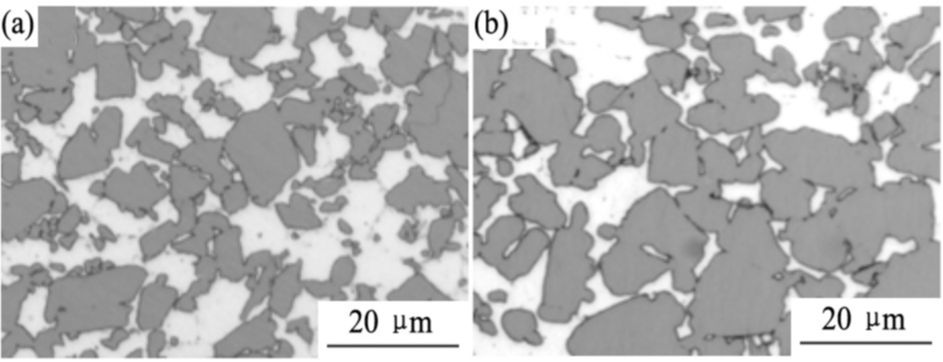
Si/Al复合材料热等静压后的实测密度均大于或等于理论密度, 相对致密度达到100%。 材料的金相组织见图2所示, Si/Al复合材料中Si颗粒均匀分布于铝基体中, 金相中未见气孔等缺陷。 采用定量金相方法统计分析了Si颗粒的尺寸, AS50-1(AS50-2)和AS27的Si颗粒尺寸在3~15 μm之间, AS50-3(AS50-4)的Si颗粒尺寸在5~25 μm之间, 可见, 高温致密化过程中Si颗粒没有发生明显长大。 进一步观察发现(图3), AS50-3(和AS50-1)中保留了较多细Si颗粒, 而AS50-4(和AS50-2)中小尺寸Si颗粒数量很少、 Si颗粒局部互连。 研究表明, 高体分Si/Al复合材料主要依靠液相烧结实现致密化, 液相的主要来源是Al-Si颗粒边界发生共晶反应
[6 ]
。 本文中, AS50-4和AS50-3的主要差别是Fe杂质的含量, Si/Al中的Fe元素一般形成AlFeSi三元相, 通常位于Si颗粒间隙, 可以促进Al-Si共晶液相的形成, 提高界面的冶金结合
[6 ]
。 因此, Fe含量较高时Al-Si界面冶金更加充分, 同时Si颗粒也更容易相互连接。 相比而言, 27%Si/Al复合材料的Si含量低, 材料容易致密化, 杂质元素的影响不明显。
材料的热膨胀系数、 热导率等关键性能见文献
[
1 ]
。 硅颗粒尺寸和杂质含量对复合材料的热物性的影响可以忽略。 4种50%Si/Al复合材料的拉伸强度分别为: 286, 292, 248, 242 MPa, 两种27%Si/Al的拉伸强度分别为148和151 MPa。 杂质含量对强度的影响很小, 强度随着硅颗粒尺寸增大有所降低, 但是总体而言, 材料的各项性能均能满足微波器件等典型封装件的使用要求。
2.2 焊缝形貌
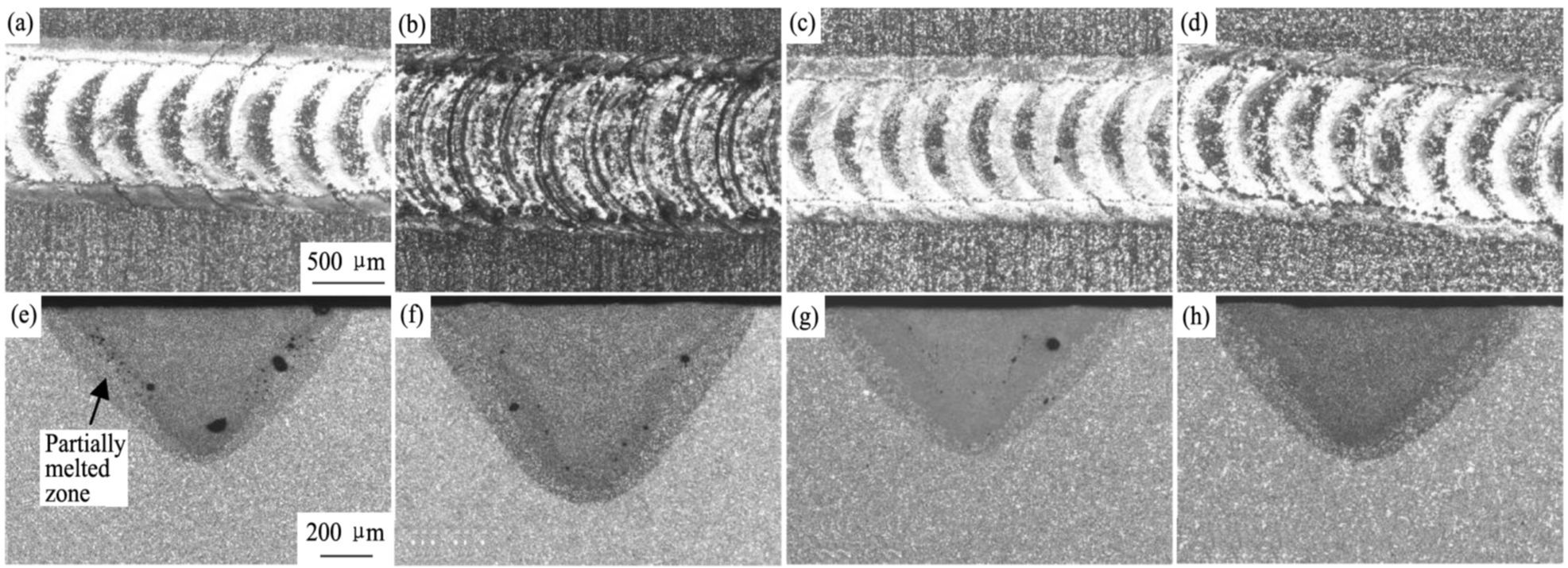
50%Si/Al复合材料典型的焊缝表面形貌和横剖面组织见图4所示。 金属的激光焊接根据输入能量密度大小以及与材料的作用方式分为3种模式:热导焊、 热导/深熔焊、 深熔焊。 从Si/Al复合材料的焊缝熔池轮廓呈圆锥形, 部分熔化区(partially melted zone)较宽(两侧宽、 中心窄), 其焊接模式主要为前两种。 当输入的能量密度较小时, 焊缝表面质量较好, 熔池深宽比小, 以热导焊为主。 随着能量密度增大, 焊缝出现明显飞溅(图4中AS50-2), 熔池深宽比增大, 而部分熔化区宽度基本不变, 焊接模式逐渐转变为深熔焊模式。 对比4种50%Si/Al复合材料, 相同工艺下AS50-2的焊缝表面粗糙度最大、 飞溅严重, 熔池深度和宽度最大, 而另外3种材料的焊缝表面形貌相似, 熔池轮廓尺寸基本一致, 这说明AS50-2的激光吸收率更高。 焊缝熔池的另一典型特征是焊接气孔, 气孔主要位于熔池边缘, 形状接近球形。 AS50-1的焊接气孔数量最多, AS50-4的焊接气孔最少。 值得注意的是, 六种Si/Al复合材料均未发现文献报道的焊缝裂纹。 本文采用粉末冶金法制备的Si/Al复合材料完全致密、 无微观缺陷, 材料具有较高的强度和适当的断裂韧性
[1 ,5 ]
, 可以抵抗一定程度的焊接热应力、 抑制焊接裂纹形成。
图2 粉末冶金Si/Al复合材料典型金相组织
Fig.2 OM images of P/M Si/Al composites
(a)AS50-1;(b)AS50-2;(c)AS50-3;(d)AS50-4;(e)AS27-1;(f)AS27-1
图3 AS50-3和AS50-4的高倍微观组织对比
Fig.3 High-magnified microstructure of AS50-3 (a) and AS50-4 (b)
图4 50%Si/Al复合材料的焊缝的典型形貌和焊缝横剖面组织(采用相同激光参数)
Fig.4 Typical morphology and cross-section microstructure of weld of 50%Si/Al composites, using same laser parameters
(a,e)AS50-1;(b,f)AS50-2;(c,g)AS50-3;(d,h)AS50-4
27%Si/Al复合材料典型的焊缝形貌和横剖面组织见图5所示。 27%Si/Al复合材料的焊缝表面光亮、 飞溅少, 焊缝成型质量好。 与50%Si/Al复合材料相比, 在相同的激光参数下27%Si/Al复合材料的熔深和熔宽较小, 部分熔化区较窄。 资料显示, 硅的激光吸收率明显高于铝, 因此硅含量越高, Si/Al复合材料的激光吸收率越高, 相应的熔深和熔宽越大, 同时焊缝表面质量也越差。 此外, 27%Si/Al复合材料的热导率高于50%Si/Al(二者分别为165和140 W・(m・K)-1
[1 ]
), 激光能量传导更快, 形成的部分熔化区较窄。 对比两种27%Si/Al复合材料发现, 二者的焊缝表面形貌相似, 熔池深宽比基本一致。
2.3 焊接气孔分析
2.3.1 焊接气孔表征
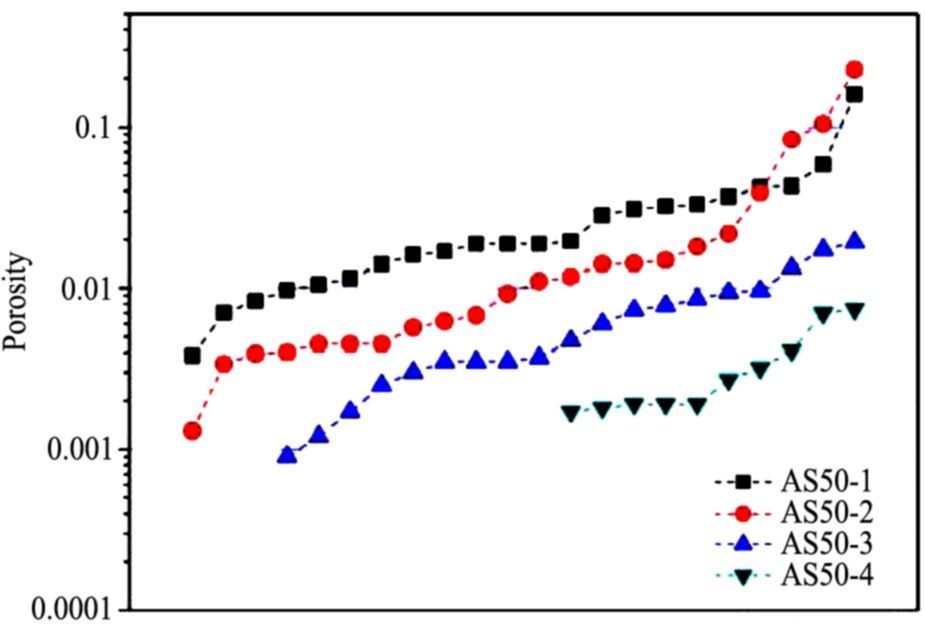
粉末冶金Si/Al复合材料的主要焊接缺陷是熔池边缘的球形气孔, 这类气孔不会直接造成焊缝漏气, 但气孔的数量和大小具有较大的离散性, 经激光焊接制成的封装件存在缓慢泄露、 密封性降低的风险。 因此, 为了定量描述焊接气孔, 对4种50%Si/Al复合材料采用不同激光参数(表3)焊接的焊缝进行逐一解剖观察, 统计分析剖面的气孔情况。 利用图像分析软件计算出剖面中焊接气孔的总面积, 除以熔池的横剖面积得到气孔率。 气孔率的分布见图6所示, 4种50%Si/Al复合材料的气孔率差异较大, 从AS50-1到AS50-4气孔率逐渐降低。 参照GJB548标准的可焊性要求, 对于气密性焊接而言, 焊接面内孔洞等缺陷的面积不应超过焊接总面积的5%。 AS50-1和AS50-2的气孔率分布在0.1%~10%范围内(最大接近20%), 20%的横剖面中的气孔率超过5%, 说明焊接气密性较低。 AS50-3和AS50-4的气孔率主要分布在0.1%~1.0%之间(个别达到2%), 相比而言AS50-4的可焊性最好, 统计的横剖面样品中有近一半的试样看不到明显气孔。 值得注意的是, 27%Si/Al复合材料的焊接气孔极少, 大部分剖面中未发现明显气孔。 激光工艺参数与焊接气孔之间未发现明显规律, 因此未进行统计。
图5 27%Si/Al复合材料的焊缝的典型形貌和焊缝横剖面组织
Fig.5 Surface and cross-section morphology of weld of 27%Si/Al composites
(a,c)AS27-1;(b,d)AS27-2
图6 50%Si/Al复合材料的焊缝气孔率
Fig.6 Weld porosity of 50%Si/Al composites
除气孔率之外, 焊缝中出现的超大尺寸气孔也是影响焊缝气密性的重要因素。 统计分析了50%Si/Al复合材料焊缝剖面中的最大气孔尺寸和气孔数量, 结果见图7所示(图中的最大气孔尺寸是指所统计的所有剖面的最大气孔尺寸的平均值, 气孔数量是所有剖面的气孔数量的平均值)。 AS50-1的气孔最多, AS50-2气孔数有所减少, AS50-3和AS50-4的气孔数骤减至1以下。 4种材料的最大气孔尺寸都在50~70 μm之间; 前3种材料的标准差较大, 焊缝中出现百微米级超大气孔的概率较高, AS50-4的标准差较小, 焊缝中极少出现超大气孔。
2.3.2 焊接气孔与材料组分的关系
通常, 铝合金熔化之后氢的溶解度会增加数十倍, 在冷却凝固时析出过饱和氢, 形成焊接气孔, 这是铝合金最典型的一类焊接气孔
[14 ]
。 粉末冶金Si/Al复合材料的原料铝粉表面存在固有的氧化膜, 氧化膜极易吸水形成水合物, 这是Si/Al复合材料焊接气孔的主要气体来源
[8 ]
。 高含量的Si颗粒不仅为气孔形核提供了条件, Si颗粒还增大了熔池金属的表观黏度, 具有稳定气孔、 抑制气孔合并和析出熔池的作用
[15 ]
。 氧化物夹杂也是气孔的有利形核点。
图7 50%Si/Al复合材料焊缝剖面的最大气孔尺寸与气孔数量(图中气孔数量为20的数据点代表气孔数量大于等于20)
Fig.7 Maximum size of weld pores and average pore number of a single cross section of 50%Si/Al composites
本文的4种50%Si/Al复合材料中, 前两种和后两种使用的硅粉的平均粒径分别为5.5和9.5 μm, 粒径相差1.7倍, 含量相同时颗粒数量相差近5倍。 颗粒数量越多, 气孔的潜在形核点越多; 同时, 颗粒细、 数量多, 会大大增加熔体的表观黏度, 提高气孔的稳定性。 因此, 前两种50%Si/Al复合材料的气孔形核率和气孔稳定性更高, 造成焊接气孔率高、 气孔数量多、 尺寸大。 后两种50%Si/Al复合材料与前两种相比, 气孔形核率更低, 气孔稳定性相对低、 容易析出熔池, 因此焊接气孔率低、 气孔数量少。
粉末纯度的作用主要体现在金属杂质元素对焊缝熔池形成过程的影响。 由于激光脉冲作用时间极短, 焊缝熔池的形成主要依赖于材料对激光能量的响应和耦合过程, 材料吸收激光能量之后发生固-液相变的响应时间越短, 材料吸收的总热量越多, 熔池所达到的温度越高。 Si/Al复合材料中存在大量的界面, 界面自身以及界面存在的氧化物等夹杂提高了材料熔化(界面消失)的能量门槛, 对熔化产生延滞作用。 如上文所述, Si/Al复合材料中的Fe元素可以促进Al-Si共晶液相的形成, 提高界面的冶金结合。 Fe含量较高的Si/Al复合材料的界面冶金质量相对更好, 材料的熔化能量门槛更低, 对激光的响应更快, 焊接中熔池所达到的温度更高、 熔化更充分, 焊接气孔更容易合并和析出熔池。 因此, AS50-2和AS50-4的气孔率分别低于AS50-1和AS50-3; AS50-2的气孔数量比AS50-1有所减少, 而最大气孔尺寸略有增大; AS50-3和AS50-4的气孔数量很少, 成分差异引起的气孔合并对气孔数量的影响不明显。
27%Si/Al复合材料的Si含量低, 固液两相区间窄, 熔体黏度相对较小, 不容易形成焊接气孔。
综上所述, 材料的焊接气孔率受控于Si含量、 粉末粒度、 粉末纯度(金属杂质含量)和氧含量等因素, 其中, Si含量的影响最大, 粉末粒度的影响次之, 粉末纯度的影响最小。 通过合理选择材料组分配方可以基本消除焊接气孔。
2.4 激光参数对熔池轮廓的影响
激光的峰值功率、 脉宽和脉冲频率等参数对Si/Al复合材料焊缝熔池的深度和宽度的影响规律见图8所示。
2.4.1 峰值功率
峰值功率直接影响作用在材料表面的功率密度。 提高峰值功率, 单位面积热输入增加, 熔池的深度和宽度都增大(图8(a)和(d)), 相对而言深度增加的幅度更大(深宽比增大), 并且存在明显拐点(50%Si/Al复合材料为1.8 kW, 27%Si/Al复合材料为2.2 kW), 低于拐点时熔深增加幅度较小, 高于拐点时熔深增加幅度增大。 通常, 金属材料对激光束具有不同程度的反射作用, 仅有部分激光能量可以被材料吸收, 而每一种金属都存在一个功率密度的阈值, 超过此值后, 激光的反射减弱、 吸收增强, 单位面积的热输入增加, 因此熔深增幅变大
[16 ]
。 对比图8(a, d)发现, 27%Si/Al复合材料的焊缝熔深随峰值功率的增幅相对较小, 其主要原因是激光吸收率较低。
2.4.2 脉宽
脉宽决定了热量的输入总量。 增大脉宽, 相当于延长了热量传导时间, 焊缝熔池向各个方向均匀扩展, 熔深和熔宽以相似的速率缓慢增大, 深宽比基本不变。 对于27%Si/Al复合材料而言, 脉宽超过一定值时(大约4 ms), 熔池尺寸趋于恒值。
2.4.3 脉冲频率
随着频率提高, 焊缝熔深明显降低, 熔宽基本保持不变。 随着频率提高, 单位时间内激光与材料的作用次数增加, 脉冲间隔时间缩短。 对方波脉冲而言, 单个脉冲在峰值功率下的有效时间缩短, 输入材料的有效能量减少, 因此熔深减小, 这种现象在脉宽较大时更加突出。 另一方面, 由于Si/Al复合材料的热导率高, 散热快, 高频率焊接的热累积效应并不明显。
图8 激光工艺参数(峰值功率、 脉宽、 脉冲频率)对焊缝熔池宽度和深度的影响规律
Fig.8 Effect of laser parameters on width and depth of weld pool for 50%Si/Al (a~c) and 27%Si/Al composites (d~f)
2.4.4 材料组分的影响
对比4种50%Si/Al复合材料材料发现, 在所有激光参数下AS50-2的熔深明显大于其他3种材料, 而熔宽的差异较小。 对比两种27%Si/Al复合材料, AS27-2的熔宽和熔深普遍大于AS27-1(图8(d)例外, 当脉宽和频率保持不变时AS27-2和AS27-2的熔深无明显差异)。
分析可知, 材料对激光的吸收过程与材料表面的组分与形态紧密关联, 一旦表层材料吸收足够的激光能量发生熔化, 其激光吸收率大大提高, 可以促进内部材料加速吸热熔化, 推动焊缝向纵深方向快速发展
[17 ]
。 本文中粉末的粒度和纯度是这6种材料的主要差异。 Si颗粒越细, 在质量分数不变的情况下颗粒的表面积之和越大, 在材料与激光相互作用时Si颗粒吸收激光能量越多, 材料的总体吸收率越高。
对粉末纯度而言, 如上文所述, Si/Al复合材料中的Fe元素可以促进Al-Si共晶液相的形成, 提高界面的冶金结合。 Fe含量较高的Si/Al复合材料的界面冶金质量相对更好, 材料的熔化能量门槛更低, 对激光的响应更快, 单脉冲时间内吸收的总热量越多, 容易获得较大的熔深。 综上, 受到颗粒尺寸和粉末纯度两种因素的叠加影响, 4种50%Si/Al复合材料中AS50-2的焊缝熔深最大, AS27-2的熔深也明显大于AS27-1。
3 结 论
采用粉末冶金法制备了电子封装用Si/Al复合材料, 根据硅粉平均粒径的差别和铝粉纯度的差别, 设计制备了4种50%Si/Al和两种27%Si/Al复合材料。 材料完全致密, 硅颗粒分布均匀。 材料的常规性能可以满足使用要求。 着重对比研究了材料的激光自熔焊接行为, 结果表明, 材料组分极大地影响了材料对激光的响应特点, 进而对焊缝成型和焊接气孔率产生较大影响。 (1) 27%Si/Al复合材料的硅含量低, 焊缝成型美观, 熔池深度较小, 几乎不产生焊接气孔, 焊接工艺性能优于50%Si/Al复合材料。 (2) 硅颗粒尺寸: 细硅颗粒Si/Al复合材料由于颗粒数量多、 界面多, 材料对激光的吸收率较高, 焊接熔深大, 焊缝表面成型较差; 同时, 由于硅颗粒数量多, 焊接气孔容易形核, 因此气孔数量较多。 相比而言, 粗硅颗粒Si/Al复合材料的焊缝熔深较小, 焊缝表面成型好, 焊接气孔数量较少。 (3) 粉末纯度对材料的自熔焊缝成型的影响较小, 对焊接气孔率的影响较大, 相比而言, 低纯度粉末Si/Al复合材料的焊缝熔池中的焊接气孔更容易合并和析出, 因此气孔数量较少, 气孔尺寸略大。 受到粉末粒度和纯度的综合影响, 采用粗硅颗粒和低纯度铝粉制备的50%Si/Al复合材料的焊接气孔率最低(<1%), 焊缝成型美观, 焊接工艺性能最好。 综上所述, 优化材料组分是从根本上解决粉末冶金Si/Al复合材料焊接气孔问题的重要途径。
参考文献
[1] Liu Y Q,Fan J Z,Hao X X,Wei S H,Nie J H,Ma Z L,Liu M K,Wang Y B.Advanced hermetic electronic packaging based on lightweight silicon/aluminum composite produced by powder metallurgy technique [J].Rare Metals,2016,35(6):1.
[2] Hao X F,Zhu X J,Yan W.Application of Si/Al alloy for electronic packaging [J].Electro-Mechanical Engineering,2013,29(4):49.(郝新锋,朱小军,严伟.电子封装用硅铝合金的应用研究 [J].电子机械工程,2013,29(4):49.)
[3] Xie L C,Peng C Q,Wang R C,Wang X F,Cai Z Y.Research progress of high aluminum-silicon alloy in electronic packaging [J].Chinese Journal of Nonferrous Metals,2012,(9):2578.(解立川,彭超群,王日初,王小锋,蔡志勇.高硅铝合金电子封装材料研究进展 [J].中国有色金属学报,2012,(9):2578.)
[4] Yu L.The Densification and Properties of Al-50%Si Alloy for Electronic Packaging [D].Harbin:Harbin Institute of Technology,2013.1.(于雷.Al-50%Si电子封装合金的致密化及性能 [D].哈尔滨:哈尔滨工业大学,2013.1.)
[5] Liu Y Q,Wei S H,Fan J Z,Ma Z L,Zuo T.Mechanical properties of a low-thermal-expansion aluminum/silicon composite produced by powder metallurgy [J].Journal of Materials Science & Technology,2014,30(4):417.
[6] Liu Y Q,Wei S H,Zuo T,Ma Z L,Fan J Z.Preparation and microstructure evolution of powder metallurgy 70%Si/Al composites [J].Chinese Journal of Rare Metals,2012,36(6):876.(刘彦强,魏少华,左涛,马自力,樊建中.粉末冶金70%Si/Al复合材料的制备与组织形成机制 [J].稀有金属,2012,36(6):876.)
[7] Hao X F,Liu Y Q,Yan W,Fan J Z.Packaging capabilities of homemade Si/Al alloy by powder-metallurgy processing [J].Electro-Mechanical Engineering,2015,31(5):45.(郝新锋,刘彦强,严伟,樊建中.国产粉末冶金硅铝合金的封装性能研究[J].电子机械工程,2015,31(5):45.)
[8] Zhang W M,Ji H,Liu Y Q,Fan J Z.Reasons for formation of pores during laser-beam welding of elec-tronic-packaging Si/Al composites [J].Chinese Journal of Rare Metals,2017,41(11):1214.(张文梅,纪红,刘彦强,樊建中.Si/Al电子封装复合材料的激光焊接气孔成因分析 [J].稀有金属,2017,41(11):1214.)
[9] Hao X F,Zhu X J,Li X X,Yan W.Application and development of laser welding technology in electronic packaging [J].Electro-Mechanical Engineering,2011,27(6):43.(郝新锋,朱小军,李孝轩,严伟.激光焊接技术在电子封装中的应用及发展 [J].电子机械工程,2011,27(6):43.)
[10] Yan Z J,Zhao L H,Hua P,Li X F,Zhou W.Experimental research in pulsed laser welding of high-silicon aluminum alloy [J].Nonferrous Metals Processing,2015,(2):15.(燕振君,赵龙海,华鹏,李先芬,周伟.高硅铝合金脉冲激光焊接工艺研究 [J].有色金属加工,2015,(2):15.)
[11] Xu X,Liu Y,Chen J M,Cheng K.Research of packaging-used silumin alloys in hermetic laser welding [J].Electronics and Packaging,2016,16(8):1.(徐骁,刘艳,陈洁民,程凯.电子封装用硅铝合金激光气密焊接研究 [J].电子与封装,2016,16(8):1.)
[12] Zhou M Z,Lei D G,Li Z.Analysis on the defects and mechanism of laser seal welding of high silicon content aluminum alloy shell [J].Electro-Mechanical Engineering,2013,29(6):54.(周明智,雷党刚,李正.高硅铝合金壳体激光封焊缺陷及机制分析 [J].电子机械工程,2013,29(6):54.)
[13] Wang C.Numerical Simulation of the Laser Welding on High-Silicon Aluminum Alloy for Electronic Packaging [D].Hefei:Hefei University of Technology,2013.30.(王成.高硅铝电子封装壳体激光焊接的数值模拟 [D].合肥:合肥工业大学,2013.30.)
[14] Kou S.Welding Metallurgy,Second Edition [M].John Wiley & Sons,Inc.,Hoboken:New Jersey,2003.30.
[15] Ip S W,Wang Y,Toguri J M.Aluminum foam stabilization by solid particles [J].Canadian Metallurgical Quarterly,1999,38(1):81.
[16] Wang Y Y.Research on the Laser Welding Metallurgy of Aluminum Alloy [D].Wuhan:Huazhong University of Science and Technology,2009.28.(汪永阳.铝合金激光焊接冶金研究 [D].武汉:华中科技大学,2009.28.)
[17] Wu J C.Application of Laser Welding Technology in Sealing of Microwave Module Packages [D].Nanjing University of Science and Technology,2009.5.(吴金财.激光焊接技术在微波组件壳体气密封装中的应用研究 [D].南京理工大学,2009.5.)