

Trans. Nonferrous Met. Soc. China 22(2012) 1884-1890
Effects of moulding sands and wall thickness on microstructure and mechanical properties of Sr-modified A356 aluminum casting alloy
SUN Shao-chun, YUAN Bo, LIU Man-ping
School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China
Received 10 November 2011; accepted 18 June 2012
Abstract: The effects of different cooling conditions on the mechanical properties and microstructures of a Sr-modified A356 (Al-7Si-0.3Mg) aluminum casting alloy were comparatively investigated using three moulding sands including quartz, alumina and chromite into multi-step blocks. The results show that the mechanical properties and microstructures using chromite sand are the best. As the cooling speed increases, the dendrite arm spacing (DAS) decreases significantly and the mechanical properties are improved, and the elongation is more sensitive to the cooling speed as compared with the tensile strength. The increase of the properties is primarily attributed to the decrease of the DAS and the increase of the free strontium atoms in the matrix. In particular, the regression models for predicting both the tensile strength and the elongation for Sr-modified A356 aluminum casting alloy were established based on the experimental data.
Key words: A356 aluminum alloy; sand casting; cooling condition; strontium modification; microstructure; mechanical properties
1 Introduction
A356 aluminum casting alloys have been widely used in the automotive and aerospace industries due to their high strength, good corrosion resistance, excellent thermal conductivity and cast ability. However, eutectic Si in untreated A356 casting alloys is often very coarse, leading to poor mechanical properties. It has long been known that the mechanical properties of the alloys are heavily influenced by the morphology of eutectic Si [1,2]. The mechanical properties of the alloys can be improved obviously by transforming the morphology of eutectic Si from its original coarse needle-like structure to a less harmful, finer fibrous structure, which is known as eutectic modification [3,4]. Adding certain modifying elements such as Sr, Na and RE to the melt is a common way for the modification. EASTON and StJOHN [5] reported that the addition of strontium to hypoeutectic Al�CSi alloys results in a transformation of the eutectic silicon morphology from a coarse plate-like structure to a well-refined fibrous structure and total improvement of the properties. Because of its stable effects and long activate period, strontium (e.g. Al-10Sr master alloy) has now become the standard modifier of cast Al-Si alloys [6,7]. The microstructure features such as dendrite arm spacing (DAS), grain size and especially eutectic silicon particles controlled by the metamorphic effect are determined to the mechanical properties of Al-Si alloys [8]. Therefore, how to improve the metamorphic effect is really important. However, the modifying effects of Al-Sr master alloys are affected not only by the modifying process (addition amount of Sr element, treating temperature and treating time) but also by the cooling conditions of casting (molding material, wall thickness and pouring temperature). It has been reported that the cooling rate during solidification has an important influence on the modifying effects of Sr [9-11]. If the casting is solidified at a slow cooling rate (which often occurs in sand casting process), the Sr addition is proved to promote the column growth of primary Al dendrites. In this situation, the modifying effects of Sr could be weakened. In industrial practice, the pouring temperature is usually fixed. Thus, the cooling conditions of casting are mainly related to the molding materials and wall thickness. However, the effects of molding materials and wall thickness of casting on Al-Si alloy have seldom investigated so far.
The purpose of this study is to examine the influences of the cooling conditions (moulding materials and wall thickness) on the morphologies and mechanical properties of a Sr-modified A356 aluminum casting alloy. A multi-step block was introduced to simulate wall thickness conditions using three widely used moulding sands (quartz, alumina and chromite). The influences of sands and wall thickness on the effect of strontium modifier were analyzed. Special attentions were laid on the establishment of the mathematical models using the experimental DAS data for predicting both the tensile strength and the elongation.
2 Experimental
As shown in Fig. 1, a multi-step block with different wall thickness was used. The wall thickness of the block changed from 8 to 40 mm. Three commercial moulding sands (i.e., quartz, alumina and chromite) were respectively used to make the multi-step mould. A commercial A356 (Al-7Si-0.3Mg) alloy was used in the experiment and the chemical composition is listed in Table 1.
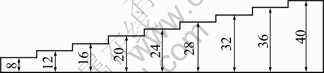
Fig. 1 Dimensions of multi-step block (Unit: mm)
Table 1 Chemical composition of A356 alloy (mass fraction, %)

The alloy was melted in a high-temperature electric resistance furnace and degassed with argon at 740 ��. After the dross was removed from the melt surface, strontium modifier (calculated amount of 0.35% Sr, mass fraction) was added using Al-10Sr master alloy and the holding time was about 30 min. The melt was poured at 730 �� into three different sand molds, which was expected to produce cooling gradient. Before machining, all the as-cast blocks were conducted by T6 heat treatment, i.e., first solution-treated at (535��5) �� for 8 h, followed by quenching in water, then aged at 160 �� for 4 h.
The samples for mechanical tests were machined from the heat-treated blocks by steps, and the size of the samples is d6 mm��100 mm. The values of the tensile strength and elongation were averaged from 5 different furnaces at the same condition. The specimens for metallographic observations were cut from the center of the samples in the transverse section, first mechanical polished, then etched in 0.5% HF solution for 15 s. Microstructural details were obtained using optical microscopy (XJL-03) while the eutectic silicon particle characteristics and DAS were measured with different cooling rates. The average data of tensile strength, elongation as well as DAS were used for regression analysis.
3 Results and discussion
3.1 Effects of wall thickness and moulding sands on mechanical properties
Figure 2 shows the influences of wall thickness and moulding sands on the mechanical properties of the alloy. With the increase of wall thickness, the tensile strength and elongation decrease monotonously, and the wall thickness has significant influence on the elongation. When the wall thickness increases from 8 to 40 mm, the average tensile strength of the alloy decreases by only about 27.4% while the elongation decreases by about 72% from 11% to 3%. Moreover, in Figs. 2(a) and (b), the tensile strength and elongation of the samples with chromite sand are the highest because its cooling speed is the fastest among the three sands. In contrast, the cooling rate of the quartz sand is the lowest.
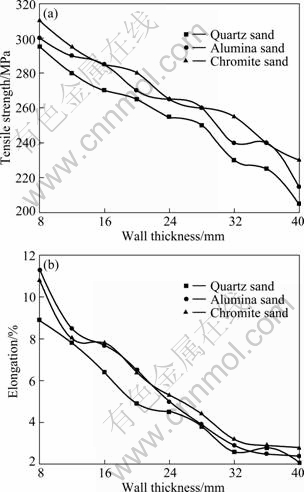
Fig. 2 Influences of wall thickness and moulding sands on mechanical properties: (a) Tensile strength; (b) Elongation
The reason for the fact that the wall thickness and moulding sands have obvious effects on strength and elongation is the cooling speed, which has a significant influence on the strontium metamorphic effect [12]. These mechanical properties of Al-Si casting alloys depend not only on their chemical compositions but also on their microstructures such as the morphologies of ��(Al) phase and eutectic Si particles. As known, modification could alter the growth of the eutectic silicon to produce an irregular fibrous form rather than the usual acicular structure. The coarser eutectic Si phase surrounded the ��(Al) greatly deteriorates the strength and elongation of A356 alloy. The Sr modification treatment of Al�CSi alloy could lead to considerable improvements in properties and high cooling speed has remarkable effects on the improvement of the process of strontium metamorphism. Along with the increase of wall thickness, all mechanical properties become worse. Especially, it damages the ductility or elongation of the alloy remarkably.
3.2 Effects of wall thickness and moulding sands on microstructure
Figures 3-5 show the optical micrographs of specimens prepared with multi-step mould solidified using three different sand moulds, respectively. It is found that both wall thickness and mould sand material have remarkably effects on the microstructures of the alloy. Both the primary ��(Al) phase and eutectic silicon become coarser while the cooling rate decreases. The microstructure of the alloy from the same sand mould tends to become coarser with the increase of wall thickness. On the other hand, when the mould sands are changed, the microstructures are also changed even for the specimen with the same thickness. The above microstructure changes are believed to be due to the Sr metamorphic effect influenced by the cooling conditions. With the increase of wall thickness, the cooling rate during solidification reduces, which leads to low degree of super-cooling, slow nucleation rate, long growth- period of grains and finally coarse microstructures of the alloy.
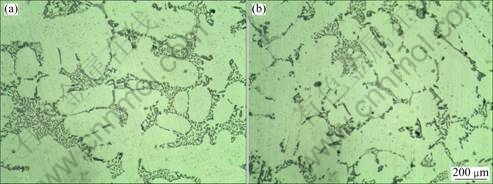
Fig. 3 OM images of specimens solidified in quartz sand mould with different wall thickness: (a) 32 mm; (b) 40 mm
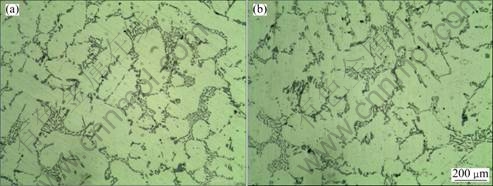
Fig. 4 OM images of specimens solidified in alumina sand mould with different wall thickness: (a) 32 mm; (b) 40 mm
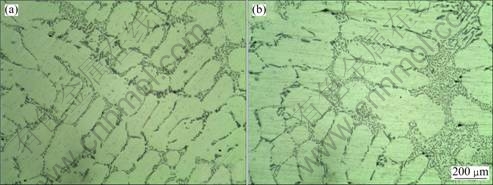
Fig. 5 OM images of specimens solidified in chromite sand mould with different wall thickness: (a) 32 mm; (b) 40 mm
It is known that the modification of eutectic silicon in Al-Mg-Si system by the addition of strontium can refine the grain size and transform eutectic silicon particles from plate-like to fine fiber or rod-like. As a result, a highly branched filamentary microstructure with a better distribution of Si particles could be formed. There was a report that the microstructure could be changed by different cooling rates of the melt [13], which was further confirmed by the present work. In the case of quartz sand mould (Figs. 3(a) and (b)), for example, the most obvious effect is that the DAS of ��-phase increases remarkably with the increase of wall thickness. At the same time, the eutectic silicon is growing and the grain size becomes coarse when the wall thickness increases from 32 to 40 mm. A lot of sharp bulky or needle-like Si particles are seen in the specimen solidified in quartz sand mould with wall thickness of 40 mm, which means the fade of Sr modification. These results indicate that the cooling speed (i.e., wall thickness) has strong effects on the strontium modification in the case of the quartz sand.
Compared with the microstructures in Figs. 3-5, it can be seen that the effect of modification treatment using chromite sand mould is the best among the three kinds of sands. In other words, the DAS and the sizes of the eutectic silicon particles and ��(Al) are the smallest and finest in the case of the chromite sand mould. The reason for this result is that the chromite sand has the highest cooling capacity and therefore the highest cooling speed. Consequently, the microstructure does not become poorer, the morphology of �� phase changes only a little and the second dendrite arm space keeps almost the same even the wall thickness increases in the case of chromite sand mould (Figs.5 (a) and (b)).
Figure 6 shows the trend of DAS in the A356 casting alloy with different wall thickness and moulding sands. Five readings in random locations for each specimen were taken averaged, which was analyzed with image analysis software, and the data were used for regression analysis with corresponding mechanical properties. As observed in Fig. 6, both the sands and wall thickness have effects on the dendrite arm spacing in the alloy. In the order of quartz, alumina and chromite sands, the second dendrite arm spaces of the specimen solidified in moulds with wall thickness of 28 mm are about 98, 49 and 41 ��m, respectively. In other words, the DAS of the specimen solidified in the chromite sand is the smallest and the largest DAS of the specimen is obtained in the quartz sand. In particular, the wall thickness has very strong influence on the DAS in the case of quartz sand especially when the thickness is larger than 20 mm. The DAS of the specimen solidified in the quartz sand increases sharply from 34 to 98 ��m as the thickness increases from 20 to 28 mm. In contrast, the wall thickness has much smaller influence on the DAS of the specimen solidified in both the alumina and chromite sands. For example, as the thickness increases from 20 to 28 mm, the DAS in of the specimen solidified the chromite sand increases only from 25 to 41 ��m. It is reasonable to believe that the DAS of the specimen solidified in the quartz sand is more sensitive to wall thickness as compared with that in other two sands. These results are consistent with the microstructural observations in Figs. 3-5.
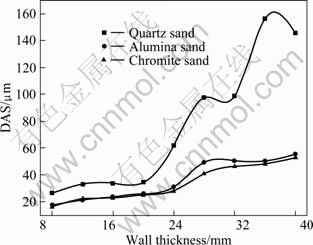
Fig. 6 Effects of wall thickness and moulding sands on dendrite arm spacing of A356 alloy modified by Al-Sr
The three kinds of moulding sands are widely used in foundry industry in China. Because of their different thermal conductivity and heat capacity, which have important effects on heat transformation from casting to outside, sand materials significantly influence the cooling rate during solidification. It is well known that the higher the thermal conductivity and heat capacity of the sands are, the higher the cooling rate during solidification is obtained. As mentioned above, the chromite sand with higher cooling speed is less sensitive to wall thickness and can result in smaller DAS, grain size and size of eutectic silicon particles. Therefore, using moulding sands with higher thermal conductivity and heat capacity, such as chromite sand, are helpful to increase the cooling speed, refine the microstructure and reduce the thickness sensitivity especially for the heavy section castings.
3.3 Wall thickness and moulding sand effects on Sr modification
To improve the mechanical properties of these materials, a common practice is to add modifier such as Al-10Sr master alloy to refine the microstructure of the casting [14]. In the unmodified alloy, the needle/ plate-like eutectic silicon is distributed arbitrarily in the ��(Al) matrix, which dissevers the ��(Al) matrix seriously. However, Sr is one of the surface active elements that could restrain eutectic silicon growth. The Al�C10Sr alloy releases a great amount of Sr atoms when it is added to the A356 alloy melt. The dissolved Sr is absorbed on the surface of the growing silicon phase, which restrains the silicon phase growing coarsely. The Sr modification of the eutectic silicon particles is usually explained by a well known twin plane reentrant edge (TPRE) mechanism [15]. The morphology of eutectic silicon is fully modified due to the sufficient free state Sr atoms provided by the Al-10Sr alloy.
However, the cooling rate during solidification influences the release of Sr atom in A356 alloy. As the cooling rate decreases, the dissolved Sr atoms may be not enough and the diffusion distance between Sr atoms and Si surface would increase. Therefore, the effect of the Sr modification is deteriorated [16].
The above analysis could explain the observed effects of wall thickness and moulding sand on the microstructures of A356 modified by Al-Sr alloy in these experiments, i.e., the sizes of both DAS and Si of the samples from chromite sand mould are finer due to the higher cooling rate. In contrast, silicon atoms have the chance to spread along the solidification front and bulky flake Si are formed in the case of quartz sand due to lower cooling rate.
In order to obtain good microstructure and mechanical properties for the heavy section sand castings with big wall thickness, appropriate sand materials with higher cooling rate must be chosen, e.g., the ordinary quartz sand must be replaced with the chromite sand for the Sr-modified A356 alloy. In addition, higher consumption of Al-10Sr alloy and appropriate heat treatment are necessary to compensate the decrease of the strength due to the big wall thickness.
3.4 Regression analysis with DAS and mechanical properties
The mechanical properties of alloys are always corresponding with their microstructures, and dendrite arm spacing is the main structural parameter in the alloy. Therefore, regression models could be developed to predict the mechanical properties of the A356 alloy from the DAS data measured from the experiment (Fig. 6). First of all, a scatterplot chart is depicted to observe the corresponding relationship between the DAS and the tensile strength. As shown in Fig. 7, in the quartz sand case, the tensile strength of the A356 casting specimens presents approximately linear relationship with DAS, while the elongation is almost like a logarithmic curve.

Fig. 7 Scatterplot charts of DAS and tensile strength (a) and elongation (b) from experimental average data of A356 solidified in quartz sand under different cooling speed conditions
The second step is to perform regression analysis by using a Microsoft Excel add-in and generate a model by using the least squares method to fit a straight line or logarithmic one through a set of observations [17]. At last, all of the three sand regression equations are calculated separately through statistical techniques for tensile strength and elongation as shown in Eqs. (1), (2) and (3), respectively. Note that these mathematical models are only suitable for the Sr-modified A356 sand casting alloy with T6 heat treatment.
In the quartz sand case:
 ,
,
 (1)
(1)
In the alumina sand case:
 ,
,
 (2)
(2)
In the chromite sand case:
 ,
,
 (3)
(3)
where ��b is the tensile strength, �� is the elongation and DAS is the dendrite arm spacing.
There are also some models [18,19] developed with regression analysis, which has many metallurgical variables such as mould type, chemical composition, grain refinement, Si modification and heat treatment conditions. Due to the large number of the metallurgical variables and structural parameters, it is difficult to predict the mechanical properties completely and accurately. Considering that it is unrealistic to generalize a formula including all the variables and parameters, a few elements are usually chosen to simplify the equations. In this work, only two most common casting variables, i.e., sand moulding materials and DAS are considered. In the sand mould case, the other independent variables (e.g., A356 alloy, Sr modifier and heat treatment) are fixed to follow the most common standards in factory.
These models could not only predict mechanical properties, but also take reverse calculations according to the product quality standard, by which the minimum requirements of DAS could be obtained, and fast detect product quality is enterprised. For example, according to the enterprise production requirements of A356 alloy cylinder body sand casting, the minimum qualified tensile strength is 240 MPa while the minimum elongation is 2.5%. The DAS values calculated from Eqs. (1), (2) and (3) for such requirements of the tensile strength and elongation must be below 100.74, 49.52 and 49.28 ��m in quartz, alumina and chromite sands, respectively. If the DAS data measured from the metallographic examination of the parts are less than the calculation limit, the mechanical properties should meet the requirements and the cylinder bodies could be conveniently considered as qualified products.
4 Conclusions
1) The mechanical properties and microstructures in the Sr-modified A356 aluminum casting alloy using chromite sand are the best among the quartz, alumina and chromite moulding sands because the cooling speed of the chromite sand is the fastest.
2) The chromite sand with higher cooling speed is less sensitive to wall thickness and can bring smaller DAS, grain size and size of eutectic silicon particles. In contrast, higher wall thickness in the case of the quartz sand significantly decreases the Sr modification effect and therefore deteriorates the microstructure and the properties.
3) As the cooling speed increases, the dendrite arm spacing decreases significantly and the mechanical properties increases. The elongation is more sensitive to the cooling speed as compared with the tensile strength. The increase of the properties is primarily attributed to the decrease of the DAS and the increase of the free strontium atoms in the matrix.
4) The regression models established based on the experimental DAS and property data can not only predict the tensile strength and the elongation, but also help to fast detect the product quality of the alloy manufactured using the three moulding sands.
References
[1] CHOONG D L. Variability in the tensile properties of squeeze-cast Al�CSi�CCu�CMg alloy [J]. Mater Sci Eng A, 2008, 488(1-2): 296-302.
[2] GEOFFROY N, VITTECOQ E, BIRR A. Fatigue behaviour of an arc welded Al�CSi�CMg alloy [J]. Scr Mater, 2007, 57: 349-352.
[3] KNUUTINEN A, NOGITA K, McDONALD S D, DAHLE A K. Modification of Al�CSi alloys with Ba, Ca, Y and Yb [J]. Light Met, 2001, 1: 229-240.
[4] KORI S A, MURTY B S, CHAKRABORTY M. Development of an efficient grain refiner for Al�C7Si alloy [J]. Mater Sci Eng, A , 2000, 280: 58-61.
[5] EASTON M, StJOHN D. Grain refinement of aluminum alloys [M]. Metal Mater Trans A, 1999, 30: 1613-1623.
[6] CLOSSET B, GRUZLESKI J E. Structure and properties of hypoeutectic Al�CSi�CMg alloys modified with pure strontium [M]. Metall Mater Trans A, 1982, 13: 945-951.
[7] DAHLE A K, NOGITA K, ZINDEL J W, McDONALD S D, HOGAN L M. Eutectic nucleation and growth in hypoeutectic Al�CSi alloys at different strontium levels [J]. Met Trans A, 2001, 32(4): 949-960.
[8] PIO L Y, SULAIMAN S, HARNOUDA A M. Grain refinement of LM6 Al�CSi alloy sand castings to enhance mechanical properties [J]. Journal of Materials Processing Technology, 2005, 162: 435-441.
[9] NOGITA K, YASUDA H, YOSHIDA K, UESUGI K, TAKEUCHI A, SUZUKI Y, DAHLE A K. Determination of strontium segregation in modified hypoeutectic Al�CSi alloy by micro X-ray fluorescence analysis [J]. Scripta Mater, 2006, 55: 787-790.
[10] DINNIS C M, OTTE M O, DAHLE A K, TAYLOR J A. The influence of strontium on porosity formation in Al�CSi alloys [J]. Metall Mater Trans A, 2004, 35: 3531-3539.
[11] LASHGARI H R, EMAMY M, RAZAGHIAN A, NAJIMI A A. The effect of strontium on the microstructure, porosity and tensile properties of A356�C10%B4C cast composite [J]. Mater Sci Eng A, 2009, 517: 170-179.
[12] JONES H. Cooling rates during rapid solidification from a chill surface [J]. Mater Lett, 1996, 26: 133-136.
[13] CANTOR B. Microstructure development during rapid solidification [C]//Proceedings of the 22nd Risf International Symposium of Material Science: Science of Metastable and Nanocrystalline Alloy Structure, Properties and Modelling. Roskilde, Denmark: Risf National Laboratory, 2001: 483-493.
[14] OGRIS E, WAHLEN A, LUCHINGER H, UGGOWITZER P J. On the silicon spheroidization in Al-Si alloys [J]. Light Met, 2002, 2: 263-269.
[15] MI Guo-fa, WEN Tao, GONG Hai-jun. The research of Sr metamorphic to Al-Si alloy [J]. Space Manufacturing Technology, 2006, 8: 49-54. (in Chinese)
[16] SUN Nai-yu, BIAN Xiu-fang, WANG Wei-ming. Rapid solidification Al-Sr alloy and its metamorphic effect [J]. Special Casting and Non-Ferrous Alloy, 1998, 3: 45-47. (in Chinese)
[17] DARYOUSH E, MUSBAH M. Comparison of artificial neural network and multiple regression analysis techniques in predicting the mechanical properties of A356 alloy [J]. Procedia Engineering, 2011, 10: 589-594.
[18] SINFIELD R, HARRIS D A. Effects of magnesium and iron contents and of heat treatment variables on the mechanical properties of sodium modified 7%Si-0.35%Mg alloy [J]. Australian: Metals, 1975, 20(1): 44-48.
[19] EMADI D, SAHOO M, CASTLES T, ALIGHANBARI H. Prediction of mechanical properties of as-cast and heat- treated automotive Al alloys using artificial neural net works [C]//JOSEPH L, ANJIER W. Proceedings of the 130th TMS Annual Conference. New Orleans, USA: Elsevier Science Press, 2001: 1069-1076.
��ɰ���ں���ȱ���A356����Ͻ���֯�����ܵ�Ӱ��
���ٴ���Ԭ ��������ƽ
���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ���� 212013
ժ Ҫ�����ù�ɰ������ɰ������ɰ3�ֲ�ͬɰ����Ϊ���Ͳ��Ͻ�ע����������������Ա��о���ͬ��ȴ������Al-10Sr�м�Ͻ����A356 (Al-7Si-0.3Mg)����Ͻ���ѧ���ܺ�����֯��Ӱ�졣�����������3�����Ͳ����У�������ɰ��ע����������õ���֯����ѧ���ܡ�������ȴ�ٶȵ����ӣ�֦�����������С����ѧ�����������ƣ������쳤�ʶ���ȴ�ٶȱȿ���ǿ�ȸ����С��������ܵ������Ҫ������֦��������ϸ�ܺͻ���������Srԭ�����������ɵġ�����ʵ�ʵ��������ݣ�ģ�⽨����ͬɰ��������֦��������ѧ����֮��Ļع����ģ�ͣ���ģ�Ϳ�����Ԥ��Sr����A356�Ͻ������Ŀ���ǿ�Ⱥ��쳤�ʡ�
�ؼ��ʣ�A356���Ͻ�ɰ����������ȴ�������ȱ��ʣ�����֯����ѧ����
(Edited by FANG Jing-hua)
Foundation item: Project (50971087) supported by the National Natural Science Foundation of China; Project (11JDG070) supported by the Senior Talent Research Foundation of Jiangsu University, China
Corresponding author: SUN Shao-chun; Tel: +86-511-88780194; E-mail: ssc@ujs.edu.cn
DOI: 10.1016/S1003-6326(11)61402-7

