30MVA锰硅矿热炉负压控制数值模拟
黄贵杰1,李立清1,刘峥1,张纯1,范耀煌2,袁国华2,黄燕2
(1. 中南大学 能源科学与工程学院,湖南 长沙,410083;
2. 五矿(湖南)铁合金有限责任公司,湖南 湘乡,411400)
摘要:为了研究30MVA锰硅封闭矿热炉负压控制问题,建立矿热炉三维k-ε模型,利用Fluent软件模拟不同出口压力、缝隙宽度和负荷下矿热炉漏风系数。研究结果表明:炉内压降随着缝隙宽度和负荷增大而增大;当出口压力一定时,漏风系数随着负荷增大而减小;当负荷一定时,漏风系数随着出口压力减小而增大。得出不同负荷和缝隙宽度下,矿热炉出口压力的负压控制范围;当负荷为66.7%,缝隙宽度小于1.0 cm时,出口压力建议维持在-15~-10 Pa范围内;当负荷为100.0%,缝隙宽度小于1.0 cm时,出口压力建议维持在-25~-20 Pa范围内;当负荷为133.3%,缝隙宽度小于1.5 cm,出口压力建议维持在-45~-35 Pa范围内。
关键词:矿热炉;出口压力;缝隙宽度;漏风系数;负压控制
中图分类号:X511;X513 文献标志码:A 文章编号:1672-7207(2013)10-4319-09
Numerical simulation of negative pressure control in 30MVA Si-Mn submerged arc furnace
HUANG Guijie1, LI Liqing1, LI Zheng1, ZHANG Chun1, FAN Yaohuang2, YUAN Guohua2, HUANG Yan2
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Minmetals (Hunan) Ferroalloy Co., Ltd., Xiangxiang 411400, China)
Abstract: In order to clarify the problem of the furnace negative pressure control, a three dimensional k-ε model was set up to simulate the 30MVA silicon-manganese submerged arc furnace. The Fluent software was used to simulate the submerged arc furnace air leakage coefficient under different outlet pressures, gap widths, and loads. The results show that furnace pressure drop increases with the increase of gap width and load. When the outlet pressure is constant, the air leakage coefficient decreases as the load increases. And when the load is constant, the air leakage coefficient increases as the outlet pressure decreases. The range of negative pressure control of the submerged arc furnace outlet pressure is obtained under different loads and gap widths. When the load is 66.7%, the gap width is less than 1.0 cm, and the outlet pressure is proposed to maintain within the range of -15 Pa to -10 Pa. When the load is 100.0%, the gap width is less than 1.0 cm, and the outlet pressure is proposed to maintain within the range of -25 Pa to -20 Pa. When the load is 133.3%, the gap width is less than 1.5 cm, and the outlet pressure is proposed to maintain within the range of -45 Pa to -35 Pa.
Key words: submerged arc furnace; outlet pressure; gap width; air leakage coefficient; negative pressure control
有渣法封闭矿热炉在冶炼过程中维持负压运行,负压一般依靠经验给出[1]。由于矿热炉不可能完全密封[2],在电极、炉门和防爆孔等处存在缝隙,负压太小,矿热炉中的有毒含尘烟气(主要是粉尘和CO)从缝隙处泄露出来[3],泄漏的CO会导致工人CO中毒并使车间内存在爆炸的危险,长期接触有害的空气污染物将严重影响工人的身心健康[4];而负压太大又会导致矿热炉外的冷空气从缝隙处大量泄露到矿热炉内,导致矿热炉冶炼耗电量增加和出口烟气CO浓度降低,影响余热发电系统的正常运行[5-6]。因此研究矿热炉运行过程中负压如何控制,对矿热炉的实际冶炼生产有着重要意义。张康雷等[7]从理论上提出了计算缝隙泄漏量的通用公式,但缝隙两侧的压差必须保持不变。Wu等[8]对火灾过程中墙壁缝隙烟气泄漏进行了研究,认为缝隙两侧压差、缝隙结构和缝隙面积是影响烟气泄漏的主要因素。丁雪兴等[9]应用Fluent软件对螺旋槽干气密封特定工况下的内部微间隙三维流场进行数值模拟,得到了压力场、速度场分布以及泄漏量。目前对封闭矿热炉在不同出口负压下的缝隙漏风量的研究还比较少,本文作者采用标准k-ε模型模拟30MVA锰硅封闭矿热炉运行过程中负压控制问题,目的是为了了解封闭矿热炉的漏风系数与矿热炉出口压力的关系,得出不同出口压力、缝隙宽度和负荷下的矿热炉漏风系数,为矿热炉负压控制提供设计依据。
1 计算区域
30MVA锰硅封闭矿热炉结构尺寸如图1(a)所示。矿热炉的炉膛尺寸(直径×长度)为9 500 mm×3 800 mm,炉盖尺寸(直径×长度)为11 500 mm×1 100 mm,电极直径为 2 000 mm,防爆孔直径为1 000 mm,炉门尺寸(长×宽)为1 000 mm×1 000 mm。
有渣法封闭矿热炉的炉膛结构见图1(a)。半熔体焦炭与炉渣混合物层是矿热炉内的电能转变为热能和碳热还原反应的主要场所,也是烟气产生的主要场所,主要发生如下化学反应:MnO2+SiO2+6C=MnSi +6CO[10]。计算区域为半熔体层与焦渣混合物层的交界面到烟囱出口矿热炉内部烟气可以流通的区域,如图1(b)所示。采用结构化网格对计算区域进行网格划分,对矿热炉主要漏风区域――电极、炉门和防爆孔四周缝隙进行局部加密。
根据以上描述,对计算区域进行如下假设:(1) 矿热炉内冶炼的锰矿、焦炭、二氧化硅等矿石颗粒为多孔介质;(2) 不考虑矿热炉内的化学反应和辐射效应;(3) 半熔体层与焦渣混合物层的交界面为烟气集中产生区域。
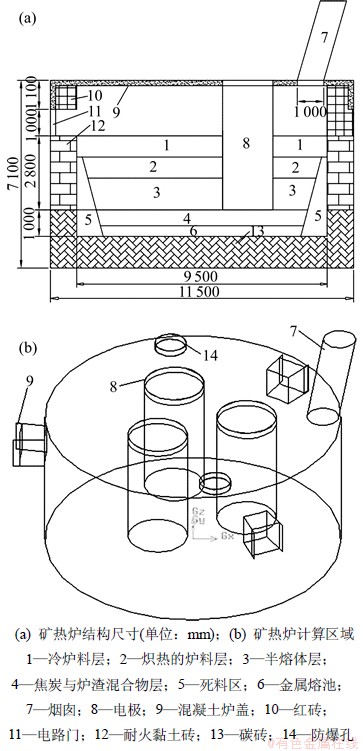
图1 矿热炉结构尺寸及计算区域
Fig. 1 Structural size and computational domain of submerged arc furnace
2 控制方程及边界条件
2.1 控制方程
对于牛顿不可压缩流体的三维湍流流动,控制方程由连续性方程、动量方程、组分方程、能量方程和高雷诺数的k-ε模型构成。若用φ表示通用变量,则上述各控制方程可以表示成以下通用形式[11]:
 (1)
(1)
式中:ρ为密度;ui为速度矢量分量;φ为通用变量;Γφ为输运系数;Sφ为源项。对各方程而言,φ,Γφ和Sφ的具体含义见文献[12]。
对于矿热炉内冶炼的锰矿、焦炭、二氧化硅等矿石颗粒采用多孔介质模型。多孔介质模型假设如下[13]:填充在矿热炉炉膛内的锰矿、焦炭、二氧化硅等为球形颗粒;矿石颗粒的直径为2 cm,矿石填充层的孔隙率ε为37.7%。多孔介质模型使用Ergun方程如下:
 (2)
(2)
在多孔介质模型中,多孔介质对流体的阻力以动量源项的形式作用到流体的动量方程中。动量源项由2个部分组成,一部分是黏性损失项 (Darcy),另一部分是内部损失项:
 (3)
(3)
 (4)
(4)
 (5)
(5)
2.2 求解初始条件
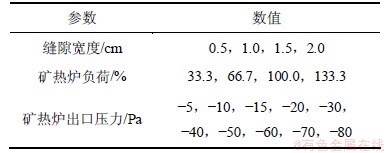
(1) 理论烟气量及烟气化学成分。30MVA锰硅矿热炉生产1 t锰硅合金的理论烟气量为1 200 m3/t[14],锰硅合金生产量为5.39 t/h,故该30MVA锰硅矿热炉满负荷100%运行时产生的烟气流量为Q=5.39×1 200=6 468 m3/h。矿热炉运行过程中负荷波动比较大,为了能全面反映不同负荷下的矿热炉漏风系数,分别选取了负荷为33.3%,66.7%,100.0%和133.3%进行计算。
矿热炉烟气主要由一氧化碳、二氧化碳、甲烷和氢气组成,其质量分数分别为73.79%,23.83%,1.73%和0.65%[14]。
(2) 缝隙宽度。矿热炉的电极、炉门、防爆孔四周存在缝隙,由于不同材料热胀冷缩系数不同,缝隙宽度一般在0~2 cm范围内。求解初始条件见表1。
表1 初始条件参数
Table 1 Initial condition parameters
2.3 初始边界条件
(1) 入口边界:uin=Q/A,vin=0,win=0,kin=1/2αinu2in,和 。其中:A为速度入口的截面积;cμ为经验常数。在整个截面上假定烟气流速均匀分布,不同工况去取不同的烟气流速大小。
。其中:A为速度入口的截面积;cμ为经验常数。在整个截面上假定烟气流速均匀分布,不同工况去取不同的烟气流速大小。
(2) 缝隙边界:缝隙处采用压力进口边界条件,初始值设定为0 Pa。
(3) 出口边界:出口采用压力出口边界条件。
(4) 壁面边界:给定无滑移壁面边界条件,近壁面处采用标准壁面函数修正。在垂直于壁面处的压力梯度为零。
2.4 求解方法
湍流模型采用高雷诺数的标准k-ε湍流模型[15]、稳态计算;对控制方程进行基于微元中心有限体积元离散,对流项采用二阶迎风差分格式,采用SIMPLEC算法[16]迭代求解,其收敛条件小于10-6。
3 数值模拟结果与讨论
3.1 矿热炉内压力分布
图2所示为当矿热炉出口压力和缝隙宽度分别为-20 Pa和1.0 cm时,不同负荷下炉内压力分布。从图2可以看出:矿热炉内的压降△p主要由两部分组成:矿热炉炉盖与烟囱连接处的压降△p1和炉膛内冶炼矿石等多孔介质的压降△p2,随着矿热炉负荷的增大,矿热炉的压降△p从13.7 Pa增大到27.8 Pa,其中△p1,△p2分别从12.2 Pa,0.8 Pa增大到20.3 Pa,6.8 Pa。矿热炉负荷增大时,炉内产生的烟气量增大,炉内烟气流速增大,冶炼矿石等多孔介质压降增大;烟囱出口流速增大,矿热炉炉盖与烟囱连接处局部阻力增大,压降增大。同时也可看出,随着矿热炉负荷的增大,电极、防爆孔和电炉门处的压力从-7.1 Pa增大到1.0 Pa,缝隙处的泄漏先是由炉外冷空气向炉内泄漏,然后是由炉内烟气向炉外泄漏。为了保证炉内烟气不外泄和向炉内泄漏的冷空气量维持一定值,矿热炉出口压力必须随着矿热炉负荷变化。
图3所示为当矿热炉出口压力和负荷分别为-30 Pa和100.0%时,不同缝隙宽度下炉内压力分布。从图3可以看出:随着矿热炉缝隙宽度从0.5 cm增大到2.0 cm,矿热炉内的压降△p从22.5 Pa增大到34.7 Pa,其中△p1,△p2分别从17.6 Pa,4.1 Pa增大到29.4 Pa,4.2 Pa;电极、防爆孔和电炉门处的压力从-11.6 Pa增大到0.2 Pa。随着缝隙宽度的增大,漏风系数增大,漏风量变大,矿热炉炉盖与烟囱连接处局部阻力增大,压降△p1增大,而冶炼矿石等多孔介质产生烟气量基本不变,故△p2变化不大。
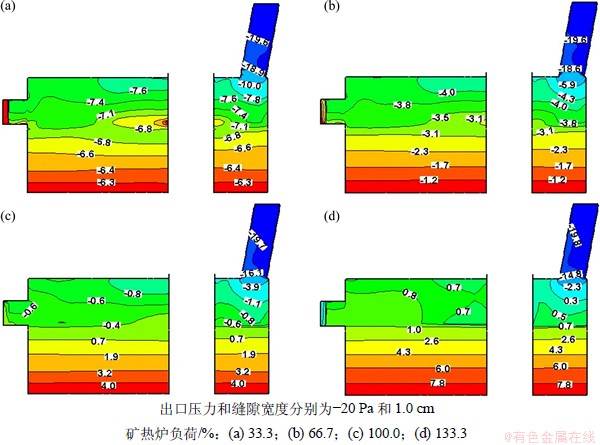
图2 不同负荷下炉内压力分布(单位:Pa)
Fig. 2 Furnace pressure distribution at different loads
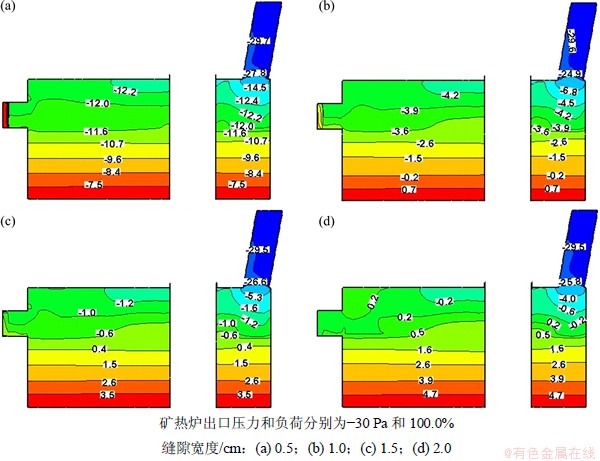
图3 不同缝隙宽度下炉内压力分布(单位:Pa)
Fig. 3 Furnace pressure distribution at different gap widths
图4所示为当矿热炉缝隙宽度和负荷分别为0.5 cm和66.7%时,不同出口压力下炉内压力分布。从图4可以看出:随着矿热炉出口压力从-5 Pa降低到-80 Pa,矿热炉内的压降△p从8.3 Pa增大到22 Pa,其中△p1,△p2分别从5.6 Pa,2.5 Pa增大到18.8 Pa,2.7 Pa;电极、防爆孔和电炉门处的压力从0.8 Pa减小到-60.4 Pa。随着出口压力的降低,电极、防爆孔和电炉门处的压力从正压向负压转变,漏风量由向炉外泄漏到向炉内泄漏的转变,出口压力越低,向炉内漏风量越大,矿热炉炉盖与烟囱连接处局部阻力增大,压降△p1增大,而冶炼矿石等多孔介质产生烟气量的负荷基本不变,故△p2变化不大。
3.2 缝隙宽度对漏风系数的影响
漏风系数为缝隙漏风量与不同负荷下矿热炉冶炼产生的理论烟气量之比。图5所示为总漏风系数随缝隙宽度变化关系。从图5(a)和5(b)可以看出:当矿热炉负荷较小时,漏风系数随着缝隙宽度的增大先迅速增大,而后是缓慢增大。这是因为缝隙宽大增大时,从炉外向炉内泄漏的烟气量增大,漏风系数迅速增大,但随着缝隙宽大继续增大,矿热炉炉盖与烟囱连接处的压降△p1增大,电极、防爆孔和电炉门处的压力减小,导致漏风系数增大缓慢。这说明漏风系数同时受到缝隙宽度与出口压力的影响。从图5(c)和5(d)可以看出:当矿热炉负荷和出口压力都较大时,漏风系数随着缝隙宽度的增大而减小,出现炉内有毒含尘的烟气向炉外泄漏,可能导致炉外的操作工人CO中毒,发生严重的生产事故。这是因为在矿热炉负荷较大时,炉内压降比较大,较大的出口压力已经不能维持炉内处于负压状态,缝隙宽度越大,导致向炉外泄漏烟气量越多。当矿热炉负荷较大而出口压力较小时,漏风系数随缝隙宽度的增大而增大。这是因为较小的出口压力可以维持炉内处于负压状态,漏风量从炉外向炉内泄漏。同时也可以看出,当出口压力一定时,漏风系数随着负荷的增大而减小;当负荷一定时,漏风系数随着出口压力的减小而增大。
3.3 出口压力对漏风系数的影响
图6所示为矿热炉负荷为66.7%,漏风系数随出口压力变化关系。从图6可以看出:随着出口压力从-5 Pa降到-80 Pa,各缝隙的漏风系数不断增大,电极处的漏风系数在总漏风系数中占的比例最大,矿热炉炉门与防爆孔泄漏的烟气量相当,但变化规律不同。出口压力一定,当缝隙宽度在0~1.5 cm变化时,电极、电炉门及防爆孔的缝隙漏风系数迅速增大,当缝隙宽度在1.5~2.0 cm变化时,各缝隙漏风系数增长缓慢,各缝隙漏风系数与缝隙宽度并没有呈线性关系。当缝隙宽度较大,矿热炉出口压力较小时,电极、电炉门及防爆孔漏风系数出现不同程度大小的负值,即炉内烟气向炉外泄漏。同时还可以看出:出口压力为-5 Pa和缝隙宽度为2.0 cm时,电极漏风系数出现负值(即烟气向矿热炉外泄露)(见图6(a))。缝隙宽度为1.0 cm,出口压力大于-10 Pa时,炉门漏风系数小于0;缝隙宽度为1.5 cm,出口压力大于-15 Pa时,炉门漏风系数小于0;缝隙宽度为2.0 cm,出口压力大于-20 Pa时,炉门漏风系数小于0(见图6(b))。为了不让烟气外泄造成矿热炉附近的操作工人CO中毒和向矿热炉内泄漏的空气量不超过矿热炉负荷烟气量的0.5倍(即漏风系数小于0.5),结合图6(d)分析可知:矿热炉负荷为66.7%时,当缝隙宽度小于0.5 cm时,矿热炉出口压力建议维持在-10~-5 Pa范围,此时漏风系数为0.14;当缝隙宽度在0.5~1.0 cm范围时,矿热炉出口压力建议维持在-15~-10 Pa范围,此时的漏风系数为0.14到0.59;当缝隙宽度在1.0~1.5 cm范围时,矿热炉出口压力建议维持在-20~-15 Pa范围,此时漏风系数为0.59到0.97;当缝隙宽度在1.5~2.0 cm范围时,矿热炉出口压力建议维持在-25~-20 Pa范围,此时漏风系数为0.97~1.26。由此可以看出:当矿热炉负荷为66.7%,缝隙宽度小于1.0 cm,出口压力维持在-15~-10 Pa范围时,矿热炉的负压控制能满足不让烟气外泄造成矿热炉附近的操作工人CO中毒和总漏风系数小于0.5的要求;缝隙宽度大于1.0 cm时,则不能满足第二个要求。建议矿热炉一般不要低负荷运行,以免造成余热发电系统不能正常运行。
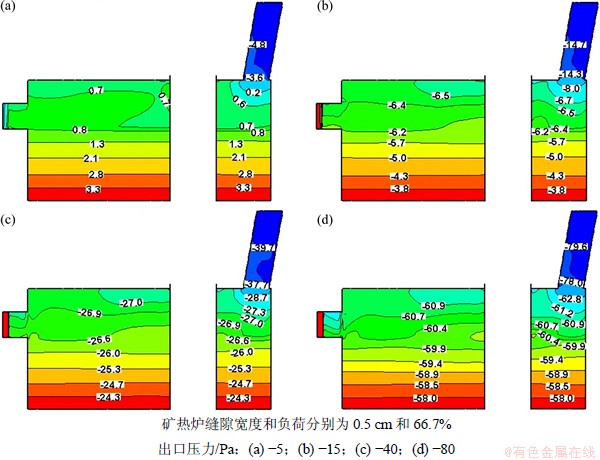
图4 矿热炉不同出口压力下炉内压力分布(单位:Pa)
Fig. 4 Furnace pressure distribution at different outlet pressures
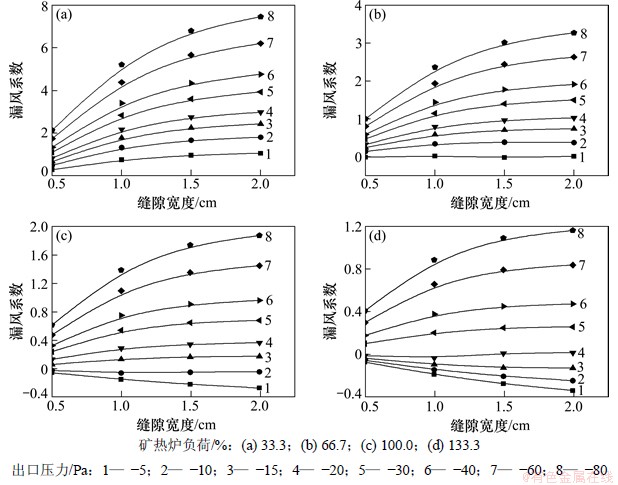
图5 总漏风系数随缝隙宽度变化关系
Fig. 5 Changes of total air leakage coefficient with gap width
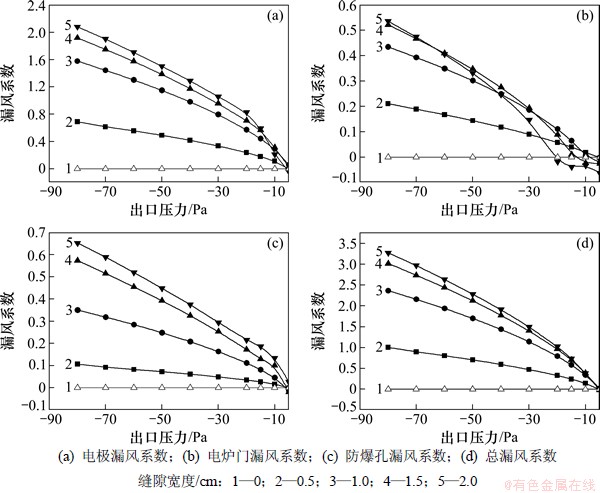
图6 当负荷为66.7%时漏风系数随出口压力变化关系
Fig. 6 Changes of air leakage coefficient with outlet pressure at load of 66.7%
图7所示为矿热炉负荷为100.0%,漏风系数随出口压力变化关系。从图7(a)可以看出:随着出口压力从-5 Pa降到-80 Pa,电极缝隙的漏风系数不断增大,无论缝隙宽度多大,电极缝隙的漏风系数在出口压力为-10 Pa时,由负值变正值。从图7(b)可以看出:当缝隙宽度小于1.0 cm时,随着出口压力的减小,炉门的漏风系数迅速增大;当缝隙宽度大于1.0 cm时,炉门漏风系数随着出口压力减小先缓慢上升,然后迅速上升;当缝隙宽度为0.5 cm,出口压力大于-12 Pa时,炉门漏风系数小于0;当缝隙宽度为1.0 cm,出口压力大于-17 Pa时,炉门漏风系数小于0;当缝隙宽度为1.5 cm,出口压力大于-22 Pa时,炉门漏风系数小于0;当缝隙宽度为2.0 cm,出口压力大于-31 Pa时,炉门漏风系数小于0。由图7(c)可以看出:防爆孔漏风系数随着出口压力减小先缓慢上升,然后迅速上升;当缝隙宽度小于1.0 cm,出口压力大于-10 Pa时,防爆孔漏风系数小于0;缝隙宽度大于1.0 cm,出口压力大于-15 Pa,防爆孔漏风系数小于0。综合图7(a)~(d)分析可知:当缝隙宽度小于0.5 cm时,矿热炉出口压力建议维持在-20~-15 Pa范围,此时漏风系数为0.06~0.13;当缝隙宽度在0.5~1.0 cm范围时,矿热炉出口压力建议维持在-25~-20 Pa范围,此时的漏风系数为0.13~0.42;当缝隙宽度在1.0~1.5 cm范围时,矿热炉出口压力建议维持在-30~-25 Pa范围,此时漏风系数为0.42~0.65;当缝隙宽度在1.5~2.0 cm范围时,矿热炉出口压力建议维持在-35~-30 Pa范围,此时漏风系数为0.65~0.82。由此可以看出:当矿热炉负荷为100%满负荷运行,缝隙宽度小于1.0 cm,出口压力维持在-25~-20 Pa范围时,矿热炉的负压控制能满足不让烟气外泄造成矿热炉附近的操作工人CO中毒和总漏风系数小于0.5的要求,缝隙宽度大于1.0 cm时,则不能满足第二个要求。在矿热炉检修过程中,要尽量检修电极、炉门、防爆孔等处的缝隙宽度,以免造成烟气漏风系数过大。
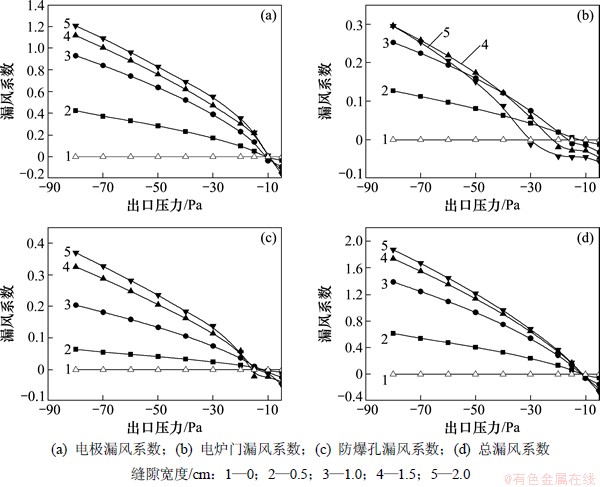
图7 当负荷为100.0%时漏风系数随出口压力变化关系
Fig. 7 Changes of air leakage coefficient with outlet pressure at load of 100.0%
图8所示为矿热炉负荷为133.3%,各缝隙漏风系数随出口压力变化关系,此时矿热炉超负荷运行。从图8(a)可以看出:随着出口压力从-5 Pa降到-80 Pa,电极缝隙的漏风系数不断增大,电极缝隙的漏风系数在出口压力为-20 Pa左右,由负值变正值。由图8(b)可以看出:当缝隙宽度小于1.0 cm时,随着出口压力的减小,炉门的漏风系数迅速增大;当缝隙宽度大于1.0 cm时,炉门漏风系数随着出口压力减小先迅速增大,随后缓慢增大,最后迅速增大;缝隙宽度小于1.0 cm,出口压力大于-25 Pa时,炉门漏风系数小于0;缝隙宽度为1.5 cm,出口压力大于-33 Pa时,炉门漏风系数小于0;缝隙宽度为2.0 cm,出口压力大于-42 Pa时,炉门漏风系数小于0。由图8(c)可以看出:防爆孔漏风系数随出口压力减小先缓慢增大,然后迅速增大;出口压力大于-25 Pa,炉门漏风系数小于0。综合图8(a)~(d)分析可知:当缝隙宽度小于1.0 cm时,矿热炉出口压力建议维持在-35~-25 Pa范围,此时漏风系数为0.05~0.29;当缝隙宽度在1.0~1.5 cm范围时,矿热炉出口压力建议维持在-45~-35 Pa范围,此时的漏风系数为0.29~0.54;当缝隙宽度在1.5~2.0 cm范围时,矿热炉出口压力建议维持在-50~-45 Pa范围,此时漏风系数为0.54~0.67。由此可以看出:当矿热炉负荷为133.3%超负荷运行,缝隙宽度小于1.5 cm,出口压力维持在-45~-35 Pa范围时,矿热炉的负压控制能满足不让烟气外泄造成矿热炉附近的操作工人CO中毒和总漏风系数小于0.5的要求,缝隙宽度大于1.5 cm时,则不能满足第2个要求。
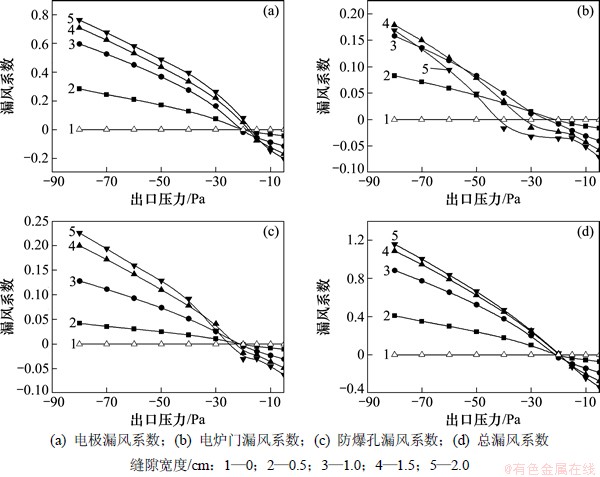
图8 当负荷为133.3%时漏风系数随出口压力变化关系
Fig. 8 Changes of air leakage coefficient with outlet pressure at load of 133.3%
4 结论
(1) 再现了矿热炉炉膛内压力分布,炉内压降△p随着缝隙宽度和负荷的增大而增大,炉内压降△p主要由炉盖与烟囱连接处的压降△p1和炉膛内冶炼矿石等多孔介质压降△p2组成。
(2) 随着负荷增大,出口压力较大时,漏风系数先随缝隙宽度的增大而增大,随后转变到随缝隙宽度的增大而减小;当出口压力较小时,漏风系数随着缝隙宽度的增大而增大。
(3) 得出了不同负荷和不同缝隙宽度下,矿热炉出口压力的控制范围。同时满足烟气不外泄和总漏风系数小于0.5的压力控制范围为:当负荷为66.7%,缝隙宽度小于1.0 cm时,出口压力建议维持在-15~-10 Pa范围内;当负荷为100%,缝隙宽度小于1.0 cm时,出口压力建议维持在-25~-20 Pa范围内;当负荷为133.3%,缝隙宽度小于1.5 cm,出口压力建议维持在-45~-35 Pa范围内。负荷太小,缝隙宽度太大都可能导致漏风系数过大和余热发电系统不能正常运行。
参考文献:
[1] WEI Donghui, Craig I K, Bauer M. Multivariate economic performance assessment of an MPC controlled electric arc furnace[J]. ISA Transactions, 2007, 46(3): 429-436.
[2] Bekker J G, Craig I K, Pistorius P C. Model predictive control of an electric arc furnace off-gas process[J]. Control Engineering Practice, 2000, 8(4): 445-455.
[3] Kjuus H. Cancer incidence among workers in the Norwegian ferroalloy industry[J]. British J Ind Med, 1986, 43: 327-228.
[4] Laier J H,  V, Hetland S M, et al. Production of silicon alloys is associated with respiratory symptoms among employees in Norwegian smelters[J]. Int Arch Occup Environ Health, 2008, 81(4): 451-459.
V, Hetland S M, et al. Production of silicon alloys is associated with respiratory symptoms among employees in Norwegian smelters[J]. Int Arch Occup Environ Health, 2008, 81(4): 451-459.
[5] Oosthuizen D J, Craig I K, Pistorius P C. Economic evaluation and design of an electric arc furnace controller based on economic objectives[J]. Control Engineering Practice, 2004, 12(3): 253-265.
[6] Chan Y D, YANG Kuanghan, Lee J D, et al. The case study of furnace use and energy conservation in iron and steel industry[J]. Energy, 2010, 35(4): 1665-1670.
[7] 张康雷, 周志鸿, 许同乐. 液压缸活塞杆密封的泄漏量计算[J]. 润滑与密封, 2006(8): 102-105.
ZHANG Kanglei, ZHOU Zhihong, XU Tongle. The leakage calculation of the cylinder rod sealing on hydraulic cylinder[J]. Lubrication Engineering, 2006(8): 102-105.
[8] WU Chanwei, LIN Tahui, CHEN Chienjung, et al. Smoke leakage through wall openings in a fire[J]. Experimental Thermal and Fluid Science, 2007, 32(1): 29-37.
[9] 丁雪兴, 富影杰, 张静, 等. 基于CFD的螺旋槽干气密封端面流场流态分析[J]. 排灌机械工程学报, 2010, 28(4): 330-334.
DING Xuexing, FU Yingjie, ZHANG Jing, et al. Fluid state analysis on flow field of gas seal with spiral groove based on CFD[J]. Journal of Drainage and Irrigation Machinery Engineering, 2010, 28(4): 330-334.
[10] 储少军, 曾世林, 黄祖诚, 等. 矿热炉塌料、爆炸事故的成因浅析[J]. 铁合金, 2009(2): 13-17.
CHU Shaojun, ZENG Shilin, HUANG Zucheng, et al. Cause of the accident on the slag surge and the interior explosion of the ferroalloy furnace[J]. Ferro-alloys, 2009(2): 13-17.
[11] Duci A, Papakonstantinou K, Chaloulakou A, et al. Numerical approach of carbon monoxide concentration dispersion in an enclosed garage[J]. Building and Environment, 2004, 39(9): 1043-1048.
[12] Markatos N C, Pericleous K A. Laminar and turbulent natural convection in an enclosed cavity[J]. International Journal of Heat and Mass Transfer, 1984, 27(15): 755-772.
[13] Scheepers E, Adema A T, Yang Y, et al. The development of a CFD model of a submerged arc furnace for phosphorus production[J]. Minerals Engineering, 2006, 19(10): 1115-1125.
[14] 《铁合金设计参考资料》编写组. 铁合金设计参考资料[M]. 北京: 冶金工业出版社, 1980: 471-474.
Edition Group of Design Reference Materials for Ferroalloys. Design reference materials for ferroalloys[M]. Beijing: Metallurgical Industry Press, 1980: 471-474.
[15] 王福军. 计算流体动力学分析[M]. 北京: 清华大学出版社, 2004: 120-123.
WANG Fujun. Computational fluid dynamics analysis[M]. Beijing: Tsinghua University Press, 2004: 120-123.
[16] Vandoormaal J P, Raithby G D. Enhancements of the SIMPLE method for predicting incompressible fluid flows[J]. Numerical Heat Transfer, 1984, 7(2): 147-163.
(编辑 杨幼平)
收稿日期:2012-10-12;修回日期:2012-12-22
基金项目:湖南省节能减排重大专项项目(2009FJ1009)
通信作者:李立清(1966-),男,湖南郴州人,博士,教授,从事空气污染过程控制;电话:13807483619;E-mail:liqingli@hotmail.com

