���±��: 1004-0609(2005)07-0993-07
Sn-Bi-Ag-Cuǥ�ϲ��庸����İ�������
����1, ������2, Ǯ����1
(1. ��������ҵ��ѧ �ִ������������������ص�ʵ����, ������ 150001; 2. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150080)
ժ Ҫ: �����ڲ��庸�����г��õ�Sn-Bi-Ag-Cu��Ǧǥ��, ������ͨ�ײ��庸�����������ģ��ʵ�顣 ����Ķ�����ò�ͳɷַ�������, �����Ӻ���Ԫ��ƫ�����º��̹սǸ�����ǥ�����ڽᾧ���ڲд�Һ��, �����ճ�Ϊ���ľۼ���, �ᾧ���ڸ����ĵ�����ʹ����Ӧ�����׳������ϵ����Լ����������ѡ� ���ѻ�����ᾧ���ƻ������ơ� ǿƫ��Ԫ����Ĵ��ڵ��°�����ʼ������, ��Ԫ�غ�������, ������������ӡ� Ǧ��ȾҲʹ����ĸ����������ӡ� ��ȴ�ٶ�����, �������Ƽ�С�� �����ȴ�ٶ��ܹ�����ƫ��, ȴ������ȫ���ư���, �һᵼ��ǥ��Բ�DZ����������ӡ� ����Ǧ��Ⱦ�� ������ĺ�����������ȴ�ٶȿ����ư��롣
�ؼ���: ��Ǧ���庸; �������; ƫ��; �ᾧ���� ��ͼ�����: TG406
���ױ�ʶ��: A
Fillet-lifting phenomenon of wave soldering with Sn-Bi-Ag-Cu solder
HE Peng1, ZHAO Zhi-li2, QIAN Yi-yu1
(1. State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150080, China)
Abstract: The lift-off phenomenon in through-hole wave soldering with Sn-Ag-Cu-Bi solder was investigated by the simulation experiment. It can be seen that the segregation of Bi becomes more remarkable at the corner of the solder body/PCB pad. The local irregularity of Bi delays the solidification of the solder at the above area and thus the residual liquid solder at that place becomes the aggregation area of shrinkage void during the following crystallization. The shrinkage strain exceeds the lowest plasticity of the Bi segregation solder in the later crystallization, and then crack comes into being from mechanism similar to that of the crystal crack. The presence of strong segregation element Bi exacerbates the probability of lift-off. The probability of fillet-lifting increases with increasing Bi content and the Pb contamination on the solidification behavior of through-hole solder joint, and decreases with the increasing cooling rate for solder joint. However, the fillet-lifting can not be completely eliminated by the rapid cooling for through-hole solder joint, and the rapid cooling can create cracks at the surface of solder. The fillet-lifting can be suppressed by eliminating Pb contamination, reducing the Bi content in solder and controlling the cooling rate for solder joint.
Key words: lead free wave soldering; lift-off; segregation; crystal crack
�������������ָǥ�����������ֵ�ǥ��Բ�ǴӺ��������������, ����Ǧ���庸��˷�����Ҫȱ��֮һ, Ƶ�������ں�Biǥ�ϵĺ�����[1, 2], ��Sn-Ag-Bi-Cuϵǥ�����ں��ʵ��۵㡢 ���õ���ʪ�Ժ���ѧ�����ڲ��庸�еõ��㷺Ӧ��, ��Bi��������2%ʱ�ͻᷢ����������, �������ﵽ5%ʱ����ĸ��ʴﵽ100%[3-6]�� 1997��National Center for Manufacturing Sciences���ȱ�������Ǧǥ��, �ر��Ǻ�Bi��Pb��Ⱦ�ĸ����Ͻ�ǥ�Ϻ���İ�������, ��Ϊǥ��/����֮���������ϵ��ʧ���Ǻ�����뷢����ֱ��������[7]; 1998��Suganuma[8]��Sn-Biϵ��Ԫ�Ͻ���֯��Sn-22Bi-2Ag���������������֯�������о�, ��ΪSn-Biϵ��Sn-Bi-Agϵǥ���ڽ���ͨ�ײ��庸ʱ�����ĺ������������BiԪ����ǥ��/���̽���ۼ��й�; 2000��Suganuma��[9]��ͨ�ײ��庸�����̹��̽�������ģ��, ��Ϊ������ǥ��/���̽�������̡� ǥ�ϵ����������� �����ǥ�ϵ��������йء� �̺�Biǥ�Ϻ����������֮��, ������Ҳ������Sn-Ag��Sn-Cuϵǥ�Ϻ����еİ�������[10, 11]�� Suganuma�о���Sn-0.7Cuǥ�Ϻ���İ�������, �۲쵽��Pb�������ǥ��/���߽��桢 ǥ��/ͭ���̽���, ��Sn-Cuǥ�ϲ���ӡ�Ƶ�·�����ͨ��ͨ���������������˵Ĺ�����, ����ǥ�ϵij�ˢ����, ���߶Ʋ��е�Ǧ�ܽ���ǥ���в����͵�PCB����ĺ�����, �ں������γɸ�Pb�ĵ��۵���[12, 13], Ԫ����������Ʋ㺬Pb�ǵ�����Щǥ�Ϻ�������ԭ�� ESPEC�������Լ������ĶԷ��������Sn-2Ag-0.5Cu-2Biǥ�Ϻ�������˹��̲�����ͬ����ѭ������, ����������ܷ����˺����������, ����ɿ��Ի����ܹ��ﵽ����Ҫ��; ��Sn-Pbǥ�ϲ�ͬ, ��Ǧǥ����ѭ�������ڴֻ����ٽᾧ��֯, �����������ȷ����ں���/ǥ�Ͻ���, ��������ǥ��Բ�ǵı��濪��[14, 15]�� ��������, �ڶ�����Ǧǥ���з����İ�������, ���������, �ر���Bi�� PbԪ��Ӱ����뷢����ʵ��ԭ��������, ��˼�����Բ�ͬ�����Ŀ���ԭ���������Ƶķ�������, ���ݴ��о����ƴ�ʩ�� ���������Բ��庸�й㷺Ӧ�õ�Sn-Ag-Cu-Biǥ��Ϊ����, ģ���������̽���䷢�����ƺ����ƴ�ʩ��
1 ʵ��
�豸����CN-300������Ǧ���庸��, �����¶����߲���RC-50 Flow Profilerר�ò����Ǽ�¼�� �������˫��FR-4����, ���Ϊ1.6mm; ͭ����ֱ��1.57mm, ͨ��ֱ��0.812mm, Ԫ�������Ų���0.6mm��0.4mm����; ������Ϊ��չ��Ϊ(92��3)%������ϴ������ ��SA2510����(96.5%Sn-2.5%Ag-1.0%Bi, ��������)������м����ۻ�, �ֱ����99.99%���ȵ����� ������ ͭ˿, ʹǥ���������������ֱ�ﵽ1.0%, 2.0%, 3.0%, 5.0%��7.5%(7.5%Bi��H�Ͻ�, �ۻ��¶ȷ�Χ189~213��[16] , Ҳ������206~212��)�� ǥ��ģ�������ھ��к��¿��Ƶĺ������н���, �����¶ȿ�����250���280������, �Ӵ�ʱ��Ϊ6~7s, ȡ�����������ò�ͬ������ȴ, ���켱�����������������á� �и�PCB��ͬλ������ͬ�����������ĺ���, �Ʊ���������, ���ý��������۲��������Ϻ��㷢���İ��������ȱ��, ����S-570ɨ��羵�ֱ�۲�������������ۡ� ����֯�Ͱ���������ò, ����GEOLsuperobe733����̽�����ͨ�������ȱ�ݵijɷַ�����
2 Sn-Ag-Cu-Biǥ�Ϻ���İ�����Ʒ���
ͼ1��ʾΪSn-2.0Ag-0.5Cu-7.5Bi�Ͻ����Ľ�����Ƭ�� �����ʾ, ��ǥ�Ϻ�����估�ڹ�Һ����������ƽ������С��20��/s����°���ĸ��ʶ���90%����, ���1��ʾ�� ���ܴӺϽ�Һ�������ϵ�224�濪ʼˮ��, �Բ�����ȫ�������ķ���, ���䷴�����º����ڲ�����ǥ��Բ�DZ��淢�����ơ�
2.1 �����ұ�����
Ϊ���쿪�ѵ�ұ������, ��ͼ2��ʾ���뺸�������A�� B�� C 3��λ�ý��гɷַ���, ������2��ʾ�� �������, Խ�ӽ���������, ������ǥ�����麬��Խ��, ���̹սǴ����麬���ܴﵽԭ�ɷֵ�5~6��, ����������������麬�����A��С, �ӽ�ԭʼǥ�ϳɷ�, ��˵���������̵Ĺ�������Ԫ���ں�����ǥ�Ͻ��洦���������ص�ƫ���� ������������, �Ƚᾧ������Bi������, ��ᾧ��Bi������, ͼ2�����ϲ������A�� B�� C���麬���ľ����֤���˺��������Ǵ�һ������һ����һ��������еġ� ͼ2Ҳ��ʾ, �����ǥ�Ͻ���ʴ��������, ��ƽ̹���ؾ��Ͽ�, ���ֳ��ᾧ���ƵĶ��������� ���ݲ��庸������ģ����, ��ǥ���ϲ��������, ������ǥ�Ͻ���խ������̹��̷����Ӻ�, ����ƶϰ��뷢��ʱǥ�Ͻ���խ����Һ��д档 һ��Ͻ�����ȴ�����е����Ա仯���߶���������������, ��Һ����Ĺ�-Һ̬��������֮һ�� ������ʱ֦���Ǽ��ѽ�֯����, û��Һ��������������ҺĤ, ���, ���¶ȷ�Χ���������, ����Ϊ��; Ҳ����˵, �����̵ĺ���, ������ǥ�Ͻ���д��Һ�����ɺ���ֲ�����ĵ�����, ���Ƿ���������Ϊ��ұ������, ��������ȫ�����̺�, �����ֻ�Ѹ����ߡ� ���, �����Ƿ����ں���ᾧ�Ĺ�-Һ̬�¶��ڼ�, �����Ƿ����ڹ��������µ���ȴ�����С�

ͼ1 Sn-2.0Ag-0.5Cu-7.5Biǥ�Ϻ����������
Fig.1 Fillet-lifting phenomenon of Sn-2.0Ag-0.5Cu-7.5Bi solder
��1 Sn-2.0Ag-0.5Cu-7.5Biǥ�Ϻ������
Table 1 Soldering spot situation of Sn-2.0Ag-0.5Cu-7.5Bi solder


ͼ2 Sn-2.0Ag-0.5Cu-7.5Biǥ��250��������
Fig.2 Fillet-lifting interface of Sn-2.0Ag-0.5Cu-7.5Bi solder at 250��
��2 Sn-2.0Ag-0.5Cu-7.5Biǥ��250���������ɷַ���
Table 2 Elemental contents at lift-off interface of Sn-2.0Ag-0.5Cu-7.5Bi solder at 250�� (mass fraction, %)

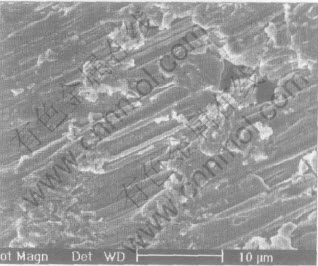
2.2 ����Ķ�������
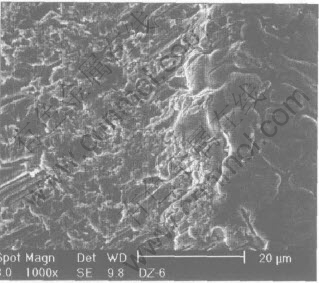
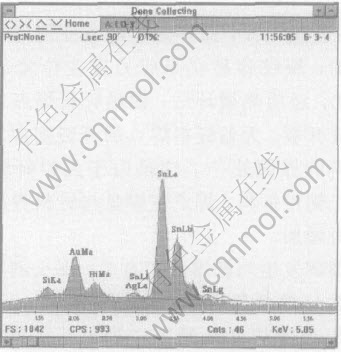
������뺸��Ķ��淢��, ���̹սǸ������������ڴ�������, ʹ��������ƽ(ͼ3)�� ���澧�������ɼ�, ����֮�仹��������, �ṹ�൱���ɡ� ���Ĵ��������˽�������ǿ�ȡ� �������û�������γɵ�����, �ս�������û��˺����, �Ͽ���òҲ��ͬ��һ���̬�µĴ����ؾ����ѡ� ���澧��������ò��ʾ��ǥ��Բ�DZ�����ͬ������, ����ƶϿ���ʱ�������ڹ�Һ����״̬, ��ᾧ���ƵĶϿ��������ơ� ��������ͨ�ײ�ͬ�����λ��, ǥ�ϵĶ��������ִ����Žϴ��� ͼ4��ʾΪ��Ӧͼ2��D���Ķ���, ����������Χ���ֲַ��Ŵ�����Bi��, �ʴ��Զ�������; �����д����۶ϵ�IMC����, ����ͨ�սǴ�IMC���ܽϴ�ļ���Ӧ���йء� ͼ5��ʾΪ���̹ս�C����ǥ�϶�����, ��D�����, ����ʱ�������ڹ�Һ����״̬, ����Bi����Ϊ36%, ��ͼ5(b)��ʾ, ��û�дﵽ�����ɷ֡�

ͼ3 ���̹սǸ���ǥ�ϰ������ϵ�������ò
Fig.3 Morphology of shrink hole at lift-off surface near corner

ͼ4 ͨ���ܱ�D����ǥ�϶�����
Fig.4 Fracture surface morphology at D zone around through hole

ͼ5 ���̹ս�C��ǥ�϶����ɷݷ���
Fig.5 Fracture surface morphology(a) and element contents(b) at C zone of corner
���̵�B����A��ǥ�϶�����ͼ6��7��ʾ, ������û�п�����, ������г�Լ10��m���ҵ�ƽ��˺����, ����ĩ����ǥ�϶ѻ�, ��IMC�۶���˺�����ڡ� �������ڰ�������к��̽���Ƕ��ǥ���е�IMC�ܵ�Ӧ��������, IMC��ǥ�ϱ�������˺�Ѻۼ�, ͬʱ�϶�IMC��Ӧ�������·����۶�, ��������������ʾ�ĺ������ԵIMC�۶���һ�µġ�
ͼ6 �����в�B��ǥ�϶�����
Fig.6 Fracture surface morphology at B zone of central section
ͼ7 ���̱�ԵA��ǥ�϶�����
Fig.7 Fracture surface morphology at A zone of edge
2.3 �������ѧ���غ���Դλ��
����Ǧǥ�ϵ���ƣ��������ֵģ��Ԥ�����, ���庸���Ӧ�����Լ�����PCB���뺸�̵ĹսǴ�, ǥ�Ϲ���Բ�DZ�����������Ϊ��Ӧ�伯����, ��Ӧ��ֵ�ܴ�, �������ڲ�Ӧ��ֵԶС�ڹ���Բ�Ǵ���, ���������ڸ�Ӧ��Ӧ��λ�ò�������չ�� ���, ������ѭ����, ��Ǧǥ�Ϻ���ͨ���ڹ���Բ�Ǵ����ѡ� ��Ǧǥ�Ϻ���Ŀ��������ں�����ǥ�ϵĽ��洦[14], ����������Ǧǥ�ϵĿ������������Ǧǥ��, �����ں�����ǥ�Ͻ��濪�������������ӡ�
�����뷢������۵����й�, ��ô������Դλ�þͱ�Ȼ�뺸���������ȴ�ٶ��йء� Suganuma��Sn-5Bi���庸������̹��̽�����ģ��[6], ����ģ������ʾ, ��������ȴ������, C��Ӧ����B����A������, ������û�п���Һ̬ǥ�ϵ��������ó��Ľ���� �ڲ��庸��������, ʵ���ϱ�Ȼ������ǥ�ϲ����ϵij�������ͻ�����������, ��ʹ�ú���ͨ��������, �ر���λ��PCB���·������ͨ����, ǥ�Ϸ����Ǿ�̬����, �������Ӻ� ������������, �����̵�C����ƫ������������, ���뱾�����ʵ��ֵ����� Ҳ��������ǥ�����ϵij���ͻ�����PCB�����º�����ȷֲ�������, ����PCB���·����������ӳ�ʱ��䳤, �ʸ��������롣 ����Suganuma��PCB���ϲ�����ǥ�Ǹ߶�С������ǥ�Ǹ߶ȵĽ����Dz�ͬ�ġ� ����Sn-Bi��Ԫ��ͼ, �����ϡ� �в���Ԫ�����Ÿ���ǥ��������, Bi�����ϵ�, ����C��������, �麬���ϸ�, ���C���ɷֵ�Һ�����¶�Ҳ����֮����, ��C����ȴ�������¶�����ʱ, �������C������Һ��, ��ʱ�����ϡ� �в����Ÿ������������������Ѿ�������Լ��Ӧ���� ����A���麬����ǥ�ϳɷֽӽ�, Ӧ��Ӧ��������ǥ�Ϻ��������, û�����Եı�����֯, ��C����Һ��������ȴ�ܵ�, �ڲ����Ӧ�����������ױ���������, ���, �����ں��̹սǴ���Դ, ֮����Լ��Ӧ�����������Ե��չ��
2.4 ����Ľᾧ���ѻ���
�������ķ�����ȻҪ������ϵ�����������������ϱ���������(��>��min)��һ���������� �������̺���, C���¶ȴ���140������ʱ, ����Ӧ�䵼�µ�Լ��Ӧ���Ѿ�����, ֻ��C�����̽����������Һ��, ��ʱC���������, ǥ�ϵ�ʵ��Ӧ���������׳���C������ǥ�ϵ�������Զ�����, ��Ϊ���ѵ�ұ�����ء�
���ݺ���Ӧ��Ӧ��ģ����, ʵ��Ӧ������C����A, Ӧ����A����C�� ͼ2��C������ϸ����״��IMC���, ��������ԵA�� B����IMCȴ�����۶�, ˵��C���ֲ�Һ��Ĵ���ʹ���Ա�����������, ����min, C���min, A, ����C��Ӧ�������Ǻܴ�, ��ȴ�ܹ������C>��min, C�Ŀ��������� ��A��������Ӧ����ȴ�����׳����������������, C���ſ������������С, ������Ӧ���Ӧ���ڼ�����ȴ�����м�������, ���۵���A>��min, AʱA���Żᷢ�����ѡ� ����A��ǥ�ϳ��ܱ�C��ǥ�ϴ�ö������Ӧ��, �����Ե��IMC�ᷢ���۶ϡ�
��������, Sn-Ag-Cu-Biǥ�ϵİ���ʵ�����������̽ᾧ������ƫ�������ں��̽��治ͬ��λ���������ٵĵ��۵�ҺĤ, ҺĤ�Ĵ��ڴ���˸ô����ϵ�����, ʹ����Ӧ�������׳���������Զ����ѡ� Ҳ������Ϊ���Լ����½�, ƫ��ʹ��Һ����ĵ�������������, ��״̬ͣ����ʱ��Ҳ����, ���, ������뷢���ĸ��ʻ�ܴ�, ����һ���Ĺ����Ժͱ�Ȼ�ԡ� ���뷢���ڽᾧ���֮ǰ�Ľϸ��¶Ƚ�, ����������, ��˷�������ͬ�ᾧ���ƻ������ơ�
2.5 ��������Ӱ�����ؼ����ƴ�ʩ
���������²�ͬBi������Sn-Bi-Ag-Cuǥ��ͨ������뷢���������3�� ����������, ����Bi����������, ����ķ�������Ѹ������, ��Bi��������2%ʱ����������㶼�ᷢ����������
��3 ��ͬBi��������ʱ�������ķ�������
Table 3 Fillet-lifting probability underair cooling with different Bi contents

Ԫ��������Ϊ��Ǧ�Ʋ�, ��������������ͬ�������, ������ÿ����ˮ��, Pb��Ⱦ��Sn-Bi-Ag-Cuϵǥ�ϰ����Ӱ���ͼ8�� ����������, Ԫ�������ŶƲ㺬Pb�Ӿ��˰���ķ���, ������Bi����Ϊ1%ʱҲ�а��뷢��, ͬ��Pb��Ⱦ��������, ������ȴ�ٶȶ����������ý�С��

ͼ8 Pb��Ⱦ��Sn-Bi(-Ag-Cu)ϵǥ�ϰ����Ӱ��
Fig.8 Effect of Pb contamination on fillet-lifting of Sn-Bi(-Ag-Cu)
������������, ����ƫ�������ư���Ĺؼ�, ������Ϊ�����������ư������Ч��ʩ[2, 3], ��û��ʵ��Ӧ������ı����� ������Ľ������, ������ȴ�ٶ�����, ����ĸ��ʽ���, ��Ч��������, ����1��ͼ9, ˮ��Ҳ������ȫ���ư��뷢��, ͼ10��ʾΪˮ�亸��İ�����Ƭ, ͼ11��ʾΪˮ�亸�㺸�̹սǴ�ǥ�ϳɷ֡� ����ȷʵ�ܹ�����ƫ��, ��ʵ����, ��ȴ�ٶȶ�ƫ����Ӱ��Ƚϸ���,
[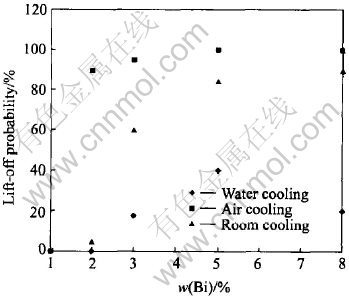
ͼ9 ��ȴ�ٶȶ��뷢�����ʵ�Ӱ��
Fig.9 Effect of cooling rate on fillet-lifting probability

ͼ10 ˮ��Sn-Ag-Cu-Bi���������ò
Fig.10 Fillet-lifting morphology of Sn-Ag-Cu-Bi solder with water cooling
ͼ11 ˮ��Sn-Ag-Cu-Bi����C��ǥ�Ͻ���ɷ�
Fig.11 Element contents at C zone of Sn-Ag-Cu-Bi solder with water cooling
һ����ȴ�ٶ�Խ��, ����֮���Լ���Һ֮�����ɢԽ�����, ����ƫ��Խ����, ����ȴ�ٶ�����, �ᾧ���������, �ɻ��ϸС����, ����ƫ�������С, ���Լ�����ȴ�ٶȹ������ܵ��¶Ȳſ�ʼ�ᾧʱ, ��ʵ�ʽᾧ�¶ȵ��ڸóɷֵ����۽ᾧ�¶�ʱ, ��ʼ�ᾧ��ijɷ��ѽӽ�ǥ�ϵ�ԭʼ�ɷ�, �����ܹ��õ��ɷ־��ȵ���֯��
��ȴ�ٶȶ�������������Ӱ�졣 һ����ϴ����ȴ�ٶ��ܹ�����ƫ��, �������ư���; ��һ������ȴ�ٶ�Խ��, ǥ�ϵı�������Խ��, Խ�״ٽ�ǥ�����Ʋ���, ����ˮ�亸�㷢���������Բ�DZ��濪�ѽ϶��ԭ�� ͼ8�к��̹սǴ����������IMC�ͺ���֮��, ������亸�㲻ͬ, �˲��˵��ˮ�亸�㿪��ʱû�оֲ�Һ�����, ���Ұ���ʱӦ���ܴ� ˮ��ʹ���뷢�����ʴ��, ���ɴ˵��µĹ���Բ�DZ������ƺ��������ʾ���, �����ò���ʧ�� ����, ������ǥ��Һ�����¶����ϲ�ȡ�����ʩ������Ч����ƫ��, ��һ�㲨�庸���ĵ�2��������ȴ����Ȼ�д�Լ200mm�ľ���, ���߲��Ա���, �ڽ�����ȴ��ʱ������Ȼ��ȴʹ�����¶ȴ���160~170��֮��, �����ȹ���, ��������ȴ���öԸ�ǥ�ϵİ���������������á� ��ҵ��������ˮ�������ܴﵽҪ�����ȴ�ٶ�, ���, ���ÿ�����ȴ���ư����ڹ����Ϻ��Ѱ쵽�� ͨ�����»���, ʹ�ᾧ��������ɢ��ִӶ�����ƫ��, ����Ԫ�����ͻ�����������, ����ʵ����������Ҳ�Dz����ܵġ� ���������ǥ���м�����б������õ�����Ԫ��, �����γɴ����ľ���������ƫ��, ͬʱ�ֲ�Ӱ��ǥ������, ��Ŀǰδ���ɹ�����; ��Ȼ, �ڶԿɿ���Ҫ��ߵij���, ����ǥ���е��麬��Ӧ����ѡ��
3 ����
1) Sn-2.0Ag-0.5Cu-7.5Bi�����ƽ��ᾧ������BiԪ�ط���ƫ��, ���ں��̹սǸ���ǥ�Ͻ��渻���� ���뷢����ƫ�������ĵ��۵����Һ���������¶��ڼ�; ������Դ��Ӧ�����еĺ��̹սǻ�������, ���غ���/ǥ�Ͻ�������Ե��չ�� ����ƫ��ʹ���̹ս���ǥ�ϵ�Һ������������, ʹ�����ӳ�ʱ����������, ���̹����й�-Һ̬ǥ�ϵĵ����Ժ������¹ս�����Ϊ��֯������, ʹ������С��Ӧ����ʱ�������ѡ� ����Ӧ����δ��ȫ�ͷ�, �ս������Ѻ�����ԵӦ������, ��Ӧ���ۻ��������Ա���������, ������ǥ��/���̽�����չֱ����ȫ���롣 �����ǥ�϶�����, ���̹սǸ�������������ڽ϶�����, ֤�������ӳٷ����ڸ�����, �����Ǻ��̱�Ե�� ����û�������γɵ�����, �Ͽ���òҲ��ͬ��һ���̬�µĴ����ؾ��Ͽڡ�
2) Bi��������, �����������ӡ� Bi��ǥ������ǿƫ��Ԫ��, ��ƽ��ᾧʹʵ�ʹ����������·�ƫ��, ���¹�Һ�����¶���������, ���ǽ�СBi������ǥ�Ϻ���Ҳ���������ԭ�� �����䲻����ȫ����Sn-2.0Ag-0.5Cu-7.5Biǥ�ϰ�������ķ���, �Կɿ���Ҫ��ߵij��Ͽ�ѡ���麬����2%���¡�
3) Pb��Ⱦʹ��Biǥ�Ϻ���������ƽ�һ�����ӡ� �ᾧʱBi��Pbƫ���������γɵ��۵���, ��Һ�����¶������һ�������ǰ����������ӵ�ԭ��, ������ȴ�ٶȶ�Pb��Ⱦ���������������ý�С��
REFERENCES
[1]Suganuma K. Application of lead-free in electrical machine and electronic parts[J]. Electronic Technology, 2000, 3: 47-53.
[2]Nakatsuka T. Reliability of Pb-free solder joints of surface-mounted LSI packages after flow-solder[J]. IMAPS, 2000, 9: 330-335.
[3]Handwerker C. NIST research in lead-free solders: properties, processing, reliability[R]. National Institute of Standards and Technology (NIST), 2002.
[4]Suganuma K. Influence of various factors on lift-off phenomenon in wave soldering with Sn-Bi alloy[J]. Jpn Inst Electron Package, 1999, 2: 116-20.
[5]Suganuma K. Advances in lead-free electronics soldering[J]. Current Opinion in Solid State and Materials Science, 2001, 5: 55-64.
[6]Suganuma K. Mechanism and prevention of lift-off in lead-free soldering[A]. Proc 33rd International Symposium on Microelectronics[C]. Boston Massa-chusetts, 2000. 303-307.
[7]Lead-Free Solder Project Final Report[R]. NCMS Report 0401RE96. 1997.
[8]Suganuma K. Microstructural features of lift-off phenomenon in through-hole circuit soldered by Sn-Bi alloy[J]. Scripta Materialia, 1998, l38(9): 1333-1340.
[9]Suganuma K. Lift-off phenomenon in wave soldering[J]. Acta Materialia, 2000, 48: 4475-81.
[10]Ishizuka K, Kawano T. Tests of fillet lifting phenomena in lead-free solder[A]. 6th Microjoining and Assembly Technology in Electronics[C]. USA: 2000. 297.
[11]Mitlin D, Raeder C H, Messler R W. Solid solution creep behavior of Sn-xBi alloys[J]. Metallurgical and Materials Transactions. 1999, 30A: 115-121.
[12]Suganuma K. Mechanism and prevention of lift-off in lead-free soldering[J]. IMAPS, 2000, 9: 325-329.
[13]John H. Electronics manufacturing with lead-free[J]. Halogen-Free & Conductive-Adhesive Materials, 2003, 16: 20-27.
[14]Tanaka H, Aoki Y, Katayanagi H. Evaluation Results on Reliability of Lead-free Solder-Tabai Espec Efforts to Develop Viable Lead-free Solder[R]. ESPEC Technology Report, 2002. 11.
[15]Hua F, Mei Z, Lavagnino A. Eutectic Sn-Bi as an alternative Pb-free solder[A]. Proceedings of an International Summit on Lead-free Electronics assemblies[C]. USA: 1999.
[16]Siewert. Database for Solder Properties with Emphasis on New Lead-free Solders[S]. National Institute of Standards and Technology & Colorado School of Mines, 2002. 1-73.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50325517)
�ո�����: 2005-01-14; ������: 2005-04-11
�����: ����(1972-), ��, ������, ��ʿ.
ͨѶ����: ����, ��ʿ; �绰(����): 0451-86418146; E-mail: hepeng@hope.hit.edu.cn
(�༭ ���)

