
Microstructures of ultra-fine grained FeCoV alloys processed by ECAP plus
cold rolling and their evolutions during tempering
WU Lai-zhi(伍来智)1, CHEN Jun(陈 军)1, DU Zhong-ze(杜忠泽)2, WANG Jing-tao(王经涛)3
1. Department of Plasticity Technology, Shanghai Jiaotong University, Shanghai 200030, China;
2. School of Metallurgical Engineering, Xi’an University of Architecture and Technology, Xi’an 710055, China;
3. Department of Materials Science and Engineering, Nanjing University of Science and Technology,
Nanjing 210094, China
Received 3 June 2009; accepted 25 August 2009
Abstract: A new processing method, equal channel angular pressing (ECAP) plus cold rolling (CR), was applied to producing ultra-fine grained FeCoV alloy. The microstructures of ultra-fine grained FeCoV alloy after ECAP, ECAP plus CR, and the effect of tempering treatment on the microstructure of FeCoV alloy produced by ECAP plus CR were investigated. The results show that an elongated substructure with a width of about 0.3 μm is obtained after four-pass ECAP using Route A. Cold rolling after ECAP cannot change the morphologies of elongated substructure, and it results in higher fraction of high-angle boundaries and higher dislocation density compared with the identical ECAP without rolling. Subsequent tempering for 30 min at 853 K brings about many nano-phases precipitating at subgrain boundaries and insides the grains, and the size of precipitated phase is measured to be about 10 nm. Nano-phases grow up with increasing tempering temperature and equiaxed structure forms at 883 K.
Key words: FeCoV alloy; equal channel angular pressing; cold rolling; ultra-fine grain
1 Introduction
Ultra-fine grained (UFG) materials processed by severe plastic deformation (SPD) techniques have been reported to have superior properties such as high strength with good ductility at room temperature, improved fatigue strength and excellent superplasticity at low temperature[1-2]. Equal channel angular pressing (ECAP) is especially attractive among all SPD techniques, for it can produce bulk materials with ultra-fine grained size in the submicrometer and nanometer range[3-5]. The principle of ECAP is that a sample is passed through a die with two intersecting channels equal in cross section and deformed via simple shear at the intersection of the channels[6]. Because the shearing process does not alter the dimensions of the sample, a large amount of plastic strain (true effective strain as large as 10-20) can be imposed via multi-pass processing. In addition, different microstructures can be developed by changing the direction of shear via sample rotations about the longitudinal axis between passes[7]. However, the shape of the final product of the current ECAP is limited to rod and bar with either circular or square cross-section. Although this shape is suitable for use in forging operations, it is not appropriate for conventional forming where materials are in the form of sheet and plate. In order to overcome the deficiency of ECAP, it is of interest to attempt the combined process of ECAP and conventional rolling[8-9].
The FeCoV alloy is becoming increasingly attractive used as rotor in the hysteresis motor, primarily because of its maximum saturation induction and high Curie temperature[10]. TURGUT et al[11] showed that nano-structure of FeCoV alloy can improve the hysteresis loss of hysteresis motor. However, magnetic properties of nanostructure materials are affected in complicated manner by their microstructures such as grain size, internal strain and crystal structure[12]. Thus, studies on synthesis of ultra-fine grained materials with controlled microstructure are necessary for a significant improvement in magnetic properties. In this investigation, ECAP plus cold rolling (CR) is applied to producing ultra-fine grained FeCoV alloy. Moreover, the evolutions of microstructures during ECAP, ECAP plus CR and tempering are studied.
2 Experimental
A hot-rolled commercial FeCoV alloy was used in the present investigation, and its chemical composition (mass fraction) was C 0.11%, Co 42.27%, V 4.33%, Si 0.70%, Mn 0.48%, P 0.023%, S 0.019% and balance Fe. The hot-rolled FeCoV alloy was treated at 1 273 K for 30 min and then quenched in salt water to room temperature. Samples with dimension of 15 mm×15 mm×60 mm for equal channel angular (ECA) pressing were cut from the hot-rolled plate. The mean initial grain size prior to ECAP was measured to be about 40 μm.
The ECAP processing was conducted at room temperature using the solid die, which had an angle of 90? between the two parts of the channel and an additional angle of 20? at the outer arc of curvature where the two channels intersect. This configuration led to an imposed strain of about 1 on each pass of the specimen through the die[13]. Since grain refinement by ECAP was usually saturated around an equivalent strain of about 4, ECAP was performed up to 4 passes (an accumulated strain of 4) using processing Route A where the sample was not rotated between consecutive passes[14].
After ECAP, the 5 mm-long rods were removed from two ends of as-pressed samples because they were not homogeneously deformed thoroughly. The samples were then rolled (with the roller diameter of 250 mm) at a speed of 24 mm/s with a reduction of 0.2 mm per pass. The total rolling strain was 80%. The sectioning of the ECAPed segment for subsequent rolling is schematically described in Fig.1, where X is the plane perpendicular to the longitudinal axis of the sample, and Y and Z are the planes parallel to the side faces at the exit from the die and to the top surfaces at the point of exit, respectively. The rolling planes were Y and Z planes. Following ECAP plus CR, the samples were tempered in vacuum furnace for 30 min at 853-883 K. During tempering, the accuracy of temperature control is within ±275 K.
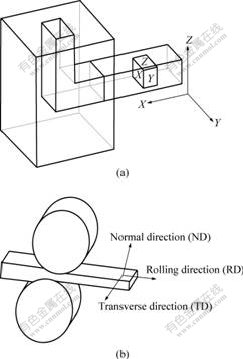
Fig.1 Schematic illustration of passage of sample through die in ECAP and rolling: (a) ECAP planes designated as X, Y and Z; (b) Cold rolling
Microstructures of all samples were examined using a JCM-200CX transmission electron microscope (TEM) operated at 160 kV. Thin foils for TEM observation were prepared by the twin-jet polishing technique using a solution of 5% HClO4 and 95% C2H5OH at an applied potential of 30 V. Selected area electron diffraction (SAED) patterns were recorded from areas having diameters of 0.5 μm. Measurements of the grain size were made directly from the TEM micrographs using the linear intercept method.
3 Results and discussion
3.1 Microstructures after ECAP
The microstructures of FeCoV alloy after a single pass through the die are shown in Fig.2. It is indicated that the microstructure consists of an array of elongated band structure with an average width of 0.3-0.4 μm and a length in a range of 1-5 μm, and thus, a single pass through the die gives a banded structure of subgrain. High densities of dislocations are shown inside the band structure. SAED pattern shows a spread arc of about 10?, which indicates that one pass of ECAP deformation has not yet introduced high angle boundaries into the FeCoV alloy.

Fig.2 TEM images and SAED patterns of FeCoV alloy after single pass ECAP: (a) Z plane; (b) Y plane
Fig.3 shows the TEM microstructures and the associated SAED patterns for sample processed by ECAP for 4 passes via Route A. Inspection shows that grain bands are lengthened with increasing strain, while the width (about 0.3 μm) keeps more uniform compared with that in Fig.2. It is also apparent that the as-pressed microstructure is in a non-equilibrium condition, and the grain boundaries are wavy and diffuse. There are many fringes (along both grain length and width directions) and network structure within the grains, which are consistent with feature of samples processed by severe plastic deformation[15]. The fringes and network within the grains are corresponding to a very high density of dislocations, which are arranged into cell and sub-grain boundaries or form the dislocation network in the grains. The SAED patterns exhibit diffracted beams scattered around rings, indicating the presence of a structure of grains separated by boundaries with high angles of misorientation. The elongated diffraction spot indicates that substructures have high internal stress.
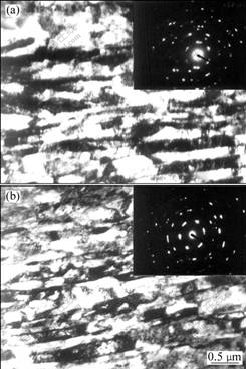
Fig.3 TEM images and SAED patterns of FeCoV alloy after four-pass ECAP: (a) Z plane; (b) Y plane
3.2 Microstructures after ECAP plus CR
Fig.4 shows the TEM microstructures and the associated SAED patterns taken from the rolling plane of four-pass ECAPed samples with cold rolling (80%). The microstructure micrograph still shows an elongated band structure. Although there is no significant change in the width of subgrain band, the dislocation density in the band interior is extremely high. SAED patterns show well defined ring patterns, which indicates the presence of boundaries having high-angle misorientations. The prior study[16] showed that there was no significant difference of misorientation evolution between ECAP and rolling at the similar strain level. Then, the higher strain associated with additional rolling after ECAP is expected to get more high-angle boundaries compared with ECAP only. It is well known from the present work that the ECAP plus CR samples possess higher fraction of high-angle boundaries and higher dislocation density compared with the ECAP sample.
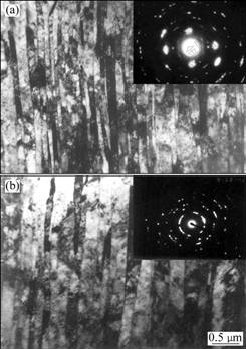
Fig.4 TEM images and SAED patterns of FeCoV alloy: (a) Rolling (80%) along Z plane; (b) Rolling (80%) along Y plane after four-pass ECAP
3.3 Microstructures of ECAP plus CR samples during tempering
The microstructural changes of ECAP plus CR samples with tempering temperature are shown in Fig.5. Fig.5(a) shows that the original fine band gradually disappears after tempering, and the dislocation density inside grains becomes very low. Many compounds are found to be precipitated both at subgrain boundaries and inside the grains. The precipitated phase has a fibrous structure with size of about 10 nm, as shown in Fig.5(d). ASHBY et al[17] suggested that the precipitated phase can be simply viewed as iron-substituted Co3V.
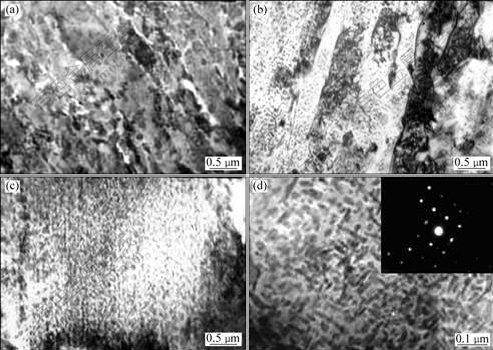
Fig.5 TEM images showing microstructural change in ECAP plus CR samples tempered for 30 min at various temperatures:
(a) 853 K; (b) 873 K; (c) 883 K; (d) Micrograph of precipitated phase
Fig.5(b) shows that the precipitates in the vicinity of sub-boundaries appear to grow faster than those located in the interior, which is consistent with the previous reports[18]. The existence of dislocation walls is found in some grains, which indicates that recovery is still in process. The size and volume fraction of the precipitated phase increase with increasing tempering temperature. When being tempered at 883 K (Fig.5(c)), band structures nearly disappear, and the grains appear in equiaxed structure. The volume fraction of precipitated phase is determined to be about 90%, but the size distribution is not very homogeneous.
4 Conclusions
1) A combined process consisting of equal channel angular pressing and subsequent cold rolling is applied to fabricating the ultra-fine grained FeCoV alloy sheets. An elongated substructure with a width of about 0.3 μm is developed after four-pass ECAP using Route A. TEM analysis reveals that subsequent cold rolling over 80% reduction after ECAP cannot change the morphologies of elongated substructure, and it results in higher fraction of high-angle boundaries and higher dislocation density compared with the identical ECAP without rolling.
2) After tempering for 30 min at 853 K, there are many nano-phases with grain size of about 10 nm precipitating at subgrain boundaries and inside the substructure. Nano-phases grow up with increasing tempering temperature and equiaxed structure forms at 883 K.
References
[1] VALIEV R Z, ESTRIN Y, HORITA Z, LANGDON T G, ZECHTBAUER M, ZHU Y T. Producing bulk ultrafine-grained materials by severe plastic deformation [J]. Journal of the Minerals, Metals and Materials Society, 2006, 58(4): 33-39.
[2] ZHU Y T, LOWE T C, LANGDON T G. Performance and applications of nanostructured materials produced by severe plastic deformation [J]. Scripta Materialia, 2004, 51(8): 825-830.
[3] VALIEV R Z, LANGDON T G. Principles of equal channel angular pressing as a processing tool for grain refinement [J]. Progress in Materials Science, 2006, 51(7): 881-981.
[4] DU Zhong-ze, WU Lai-zhi, WEI Fa-ming, WANG Jing-tao. Nanocrystalline 2J4 alloy processed by equal channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2005, 15(s3): 212-215.
[5] LI Yuan-yuan, LIU Ying, NGAI Tungwai Leo, ZHANG Da-tong, GUO Guo-wen, CHEN Wei-ping. Effects of die angle on microstructures and mechanical properties of AZ31 magnesium alloy processed by equal channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2004, 14(1): 53-57.
[6] LANGDON T G. The principles of grain refinement in equal-channel angular pressing [J]. Materials Science and Engineering A, 2007, 462(1/2): 3-11.
[7] RYSZKOWSKAR M S, WEJRZANOWSKI T, PAKIE Z. Microstructure of ECAP severely deformed iron and its mechanical properties [J]. Materials Science and Engineering A, 2004, 369 (1/2): 151-156.
[8] PARK K T, LEE H J, LEE C S, NAM W J, SHIN D H. Enhancement of high strain rate superplastic elongation of a modified 5154 Al by subsequent rolling after equal channel angular pressing [J]. Scripta Materialia, 2004, 51(6): 479-483.
[9] PARK K T, LEE H J, LEE C S, SHIN D H. Effect of post-rolling after ECAP on deformation behavior of ECAPed commercial Al-Mg alloy at 723K [J]. Materials Science and Engineering A, 2005, 393(1/2): 118-124.
[10] COUTO A A, FERREIRA P I. Phase transformations and properties of Fe-Co alloys [J]. Journal of Materials Engineering, 1989, 11(1): 31-36.
[11] TURGUT Z, FINGERS R T, PIEHLER H R, MCHENRY M E. Microstructural and magnetic observations of compacted FeCoV nanoparticles [J]. IEEE Transactions on Magnetics, 2000, 36(5): 3024-3025.
[12] LEE B H, AHN B S, KIM D G, SUNG T O, JEON H, JINHO A, YOUNG D K. Microstructure and magnetic properties of nanosized FeCo alloy powders synthesized by mechanochemical and mechanical alloy process [J]. Materials Letters, 2003, 57(5/6): 1103-1107.
[13] IWAHASHI Y, WANG J, HORITA Z, NEMOTO M, LANGDON T G. Principle of equal channel angular pressing for the processing of ultrafine grained materials [J]. Scripta Materialia, 1996, 35(2): 143-146.
[14] FURUKAWA M, IWAHASHI Y, HORITA Z, NEMOTO M, LANGDON T G. The shearing characteristics associated with equal channel angular pressing [J]. Materials Science and Engineering A, 1998, 257(2): 328-332.
[15] CHANG J Y, YOON J S, KIM G H. Development of submicron sized during cyclic equal channel angular pressing [J]. Scripta Materialia, 2001, 45(3): 347-354.
[16] MISHIN O V, JENSEN D J, HANSEN N. Microstructures and boundary populations in materials produced by equal channel angular extrusion [J]. Materials Science and Engineering A, 2003, 342(1/2): 320-328.
[17] ASHBY J A, FLOWER H M, RAWLINGS R D. Gamma phase in an Fe-Co-2%V alloy [J]. Metal Science, 1977, 11(3): 91-96.
[18] ORON M, SHTRIKMAN S, TREVES D. Study of Co-Fe-V permanent magnet alloy [J]. Journal of Materials Science, 1969, 4(7): 581-591.
Foundation item: Project(50675133) supported by the National Natural Science Foundation of China; Project(2006CB705401) supported by the National Basic Research Program of China
Corresponding author: CHEN Jun; Tel: +86-21-62813430; E-mail: jun_chen@sjtu.edu.cn
DOI: 10.1016/S1003-6326(09)60185-0
(Edited by YANG Bing)

